
Cybernetic Webman
-
Compteur de contenus
20 -
Inscrit(e) le
-
Dernière visite
Récompenses de Cybernetic Webman
")





-
cura Problème de matière manquante
Cybernetic Webman en réponse au topic de Cybernetic Webman dans Paramétrer et contrôler son imprimante 3D
@Francois211 Merci pour ta suggestion. Mais Activer la roue libre n'était pas cochée. -
cura Problème de matière manquante
Cybernetic Webman en réponse au topic de Cybernetic Webman dans Paramétrer et contrôler son imprimante 3D
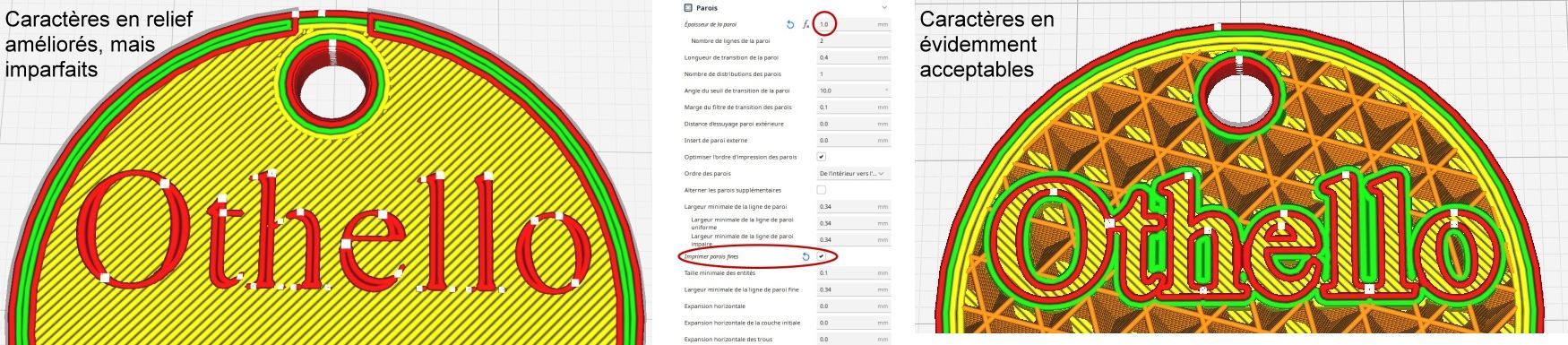
Merci pour vos conseils ! Il m'a fallu ouvrir la version "All" des réglages pour découvrir l'option "Imprimer les parois fines". A priori, cette option améliore grandement les possibilités d'impression en finesse. Malgré tout, ce n'est pas parfait et je pense maintenant que c'est tout simplement la limite de résolution de mon imprimante qui interdit d'obtenir mieux. En revanche, pour des caractères en creux, le résultat est satisfaisant. C'est l'essentiel. Et je suppose que les petits carrés blancs sont les points d'entrée de la coulée du filament... Merci encore à vous. Cordialement.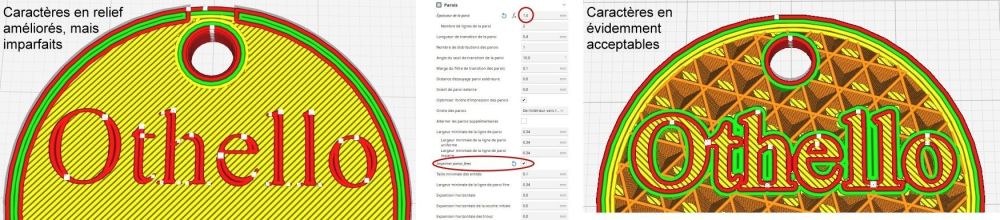
-
cura Problème de matière manquante
Cybernetic Webman en réponse au topic de Cybernetic Webman dans Paramétrer et contrôler son imprimante 3D
Suite... Pour tenter de comprendre d'où vient le problème, j'ai exporter les caractères seuls en .STL. Le problème vient bien des caractères, comme le montre l'image jointe. Mais pourquoi sont-ils corrects en Mode Préparation et incorrects une fois découpés en mode Aperçu ?
-
cura Problème de matière manquante
Cybernetic Webman a posté un sujet dans Paramétrer et contrôler son imprimante 3D
Bonjour à tous, Je souhaite réaliser un médaillon pour collier d'un chien. Imprimante Sidewinder X2 et slicer Cura Ultimaker. L'objet 3D créé est bon, l'objet .stl dans Cura en mode "Préparation" parait bon, l'objet dans Cura en mode "Aperçu" présente des problèmes de matière manquante. Et évidemment, l'impression finale est catastrophique. Dans Cura, que veulent dire les petits carrés blancs dans le mode "Aperçu" qui se trouvent précisément où la matière manque ? Comme remédier à cela ? Merci par avance de vos conseils éclairés. Cordialement.
-
Problème de filage sur impression 3D
Cybernetic Webman en réponse au topic de Cybernetic Webman dans Paramétrer et contrôler son imprimante 3D
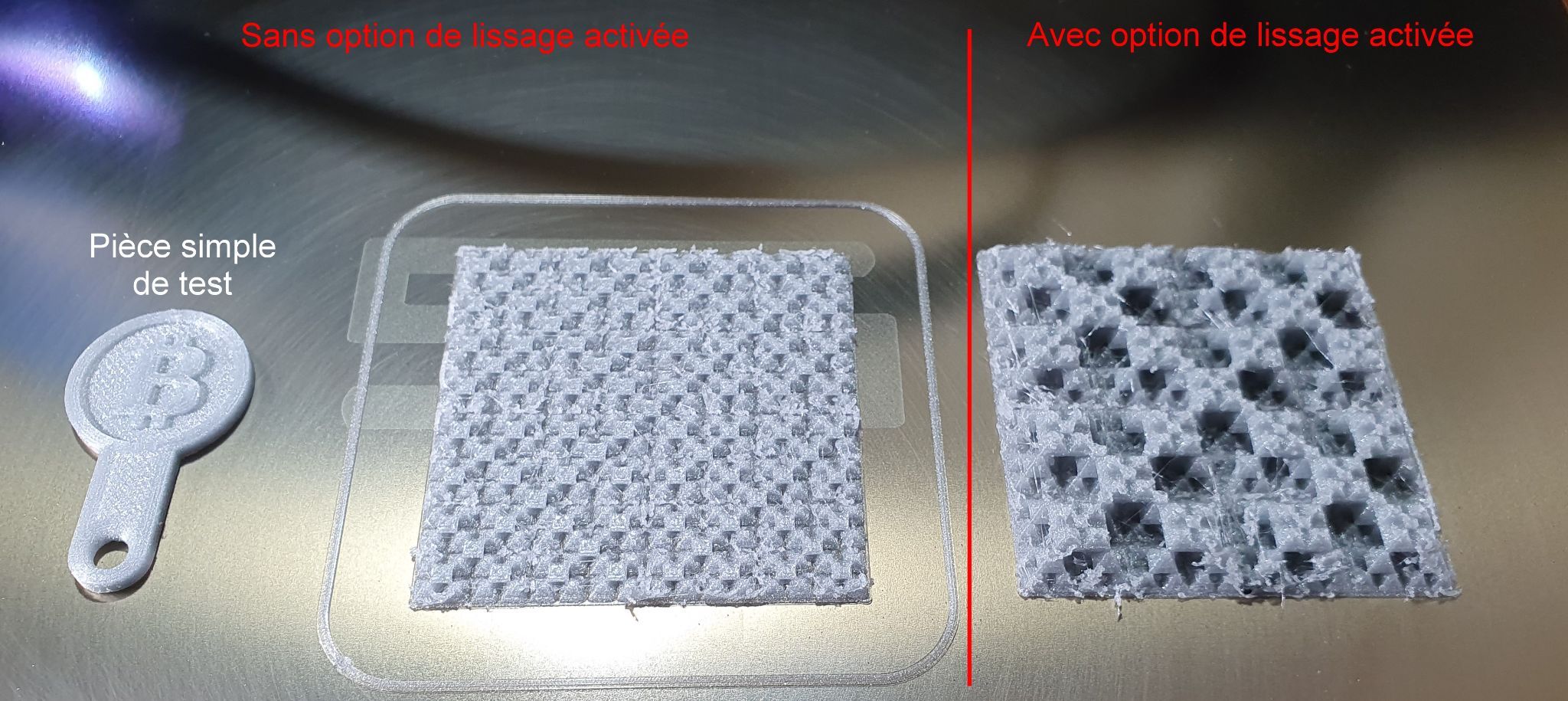
Résultat : Après avoir restauré le réglage de base (Super quality) proposé d'origine par Cura, supprimant ainsi le mode étirage (lissage), j'ai imprimé une pièce simple de test pour vérifier le bon fonctionnement général. Le résultat est correct. J'ai ensuite tenté d'imprimer à nouveau la pyramide fractale. Le résultat est moins pire que précédemment, mais loin d'être satisfaisant. J'ai donc arrêté l'impression en cours. Le problème semble donc venir de la forme du modèle en lui-même sur lequel les multiples rétractations du filament sur les pointes des pyramides provoquent des filages. Si quelqu'un a une idée sur les réglages à utiliser pour imprimer correctement ce modèle, je suis intéressé... Je joins la photo ainsi que le fichier .STL du modèle. Merci d'avance pour vos conseils. Cordialement. Fractal Pyramid Small.stl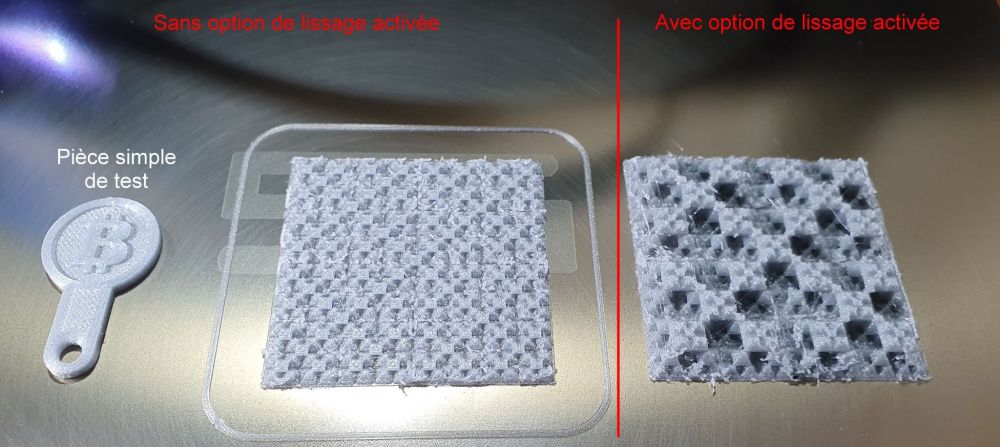
-
Problème de filage sur impression 3D
Cybernetic Webman en réponse au topic de Cybernetic Webman dans Paramétrer et contrôler son imprimante 3D
Effectivement, sur les pyramides de Serpinski citées plus haut, il y a quelques cheveux d'ange. Mais de mon coté, c'est une vraie catastrophe, rien n'est propre et j'ai remarqué, depuis un certain temps, une dégradation de la qualité d'impression même sur des pièces simples. Je vais refaire des tests avec un modèle simple et les réglages de base proposés par Cura, comme le mode Super quality. Ce profil désactive, entre autres, le mode Etirage que j'avais activé pour obtenir une meilleure finition. Je communiquerai mes résultats prochainement... -
Problème de filage sur impression 3D
Cybernetic Webman en réponse au topic de Cybernetic Webman dans Paramétrer et contrôler son imprimante 3D
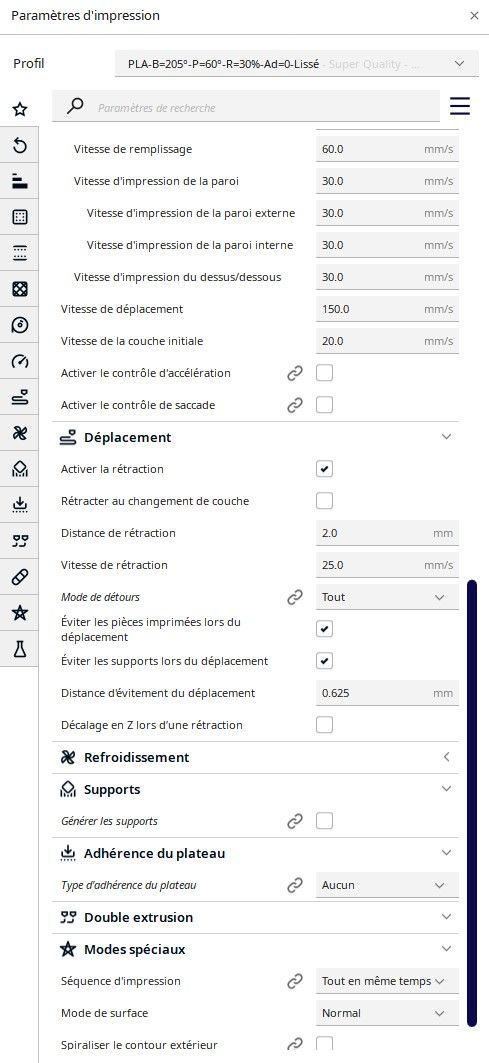
Bonjour Pascal, La Sidewinder X2 est en direct drive, la poussée du filament se fait dans la tête elle même. Je n'ai pas entendu de bruit anormal pendant l'impression, la SW X2 est très silencieuse. Je joins les réglages manquants. Merci pour ta réponse.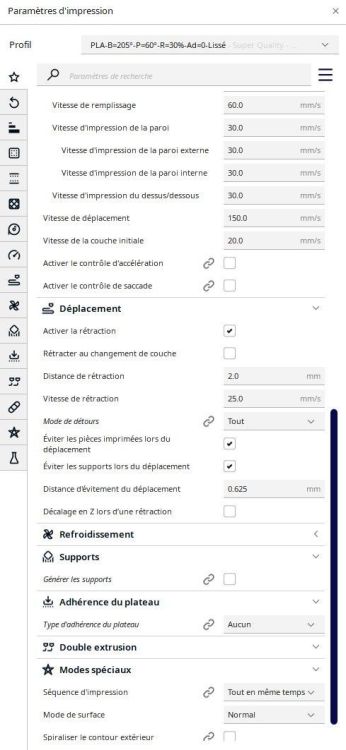
-
Problème de filage sur impression 3D
Cybernetic Webman a posté un sujet dans Paramétrer et contrôler son imprimante 3D
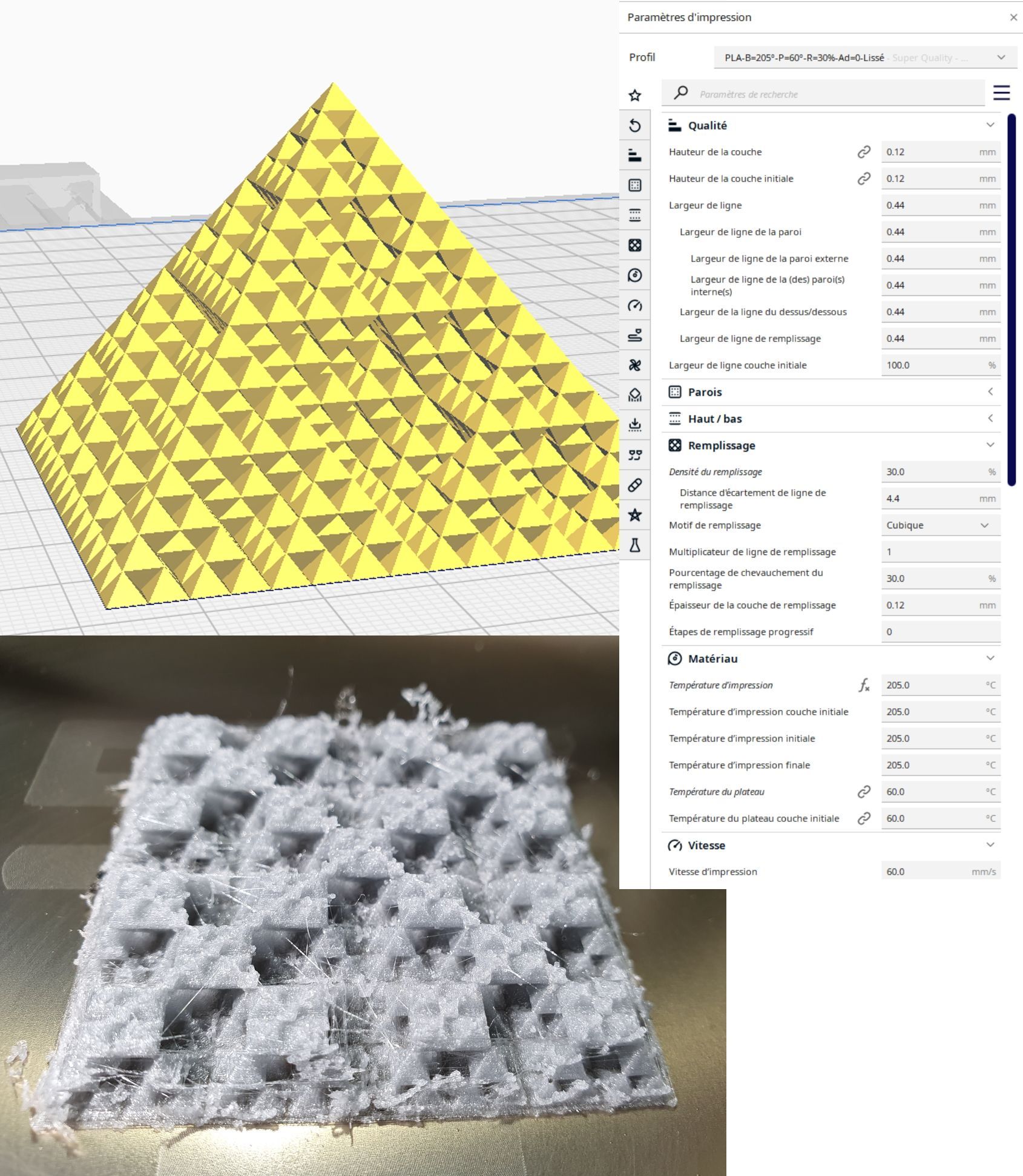
Bonjour à tous, Je tente d'imprimer un pyramide fractale sur ma Sidewinder X2 avec du PLA. Le résultat est désastreux à cause d'un filage permanent. Je joins ci-dessous la vue sur Cura 5.5 du modèle désiré, le résultat et les principaux réglages en cours. Quelqu'un aurait-il une idée de l'origine du problème ? Merci d'avance pour votre aide. Cordialement.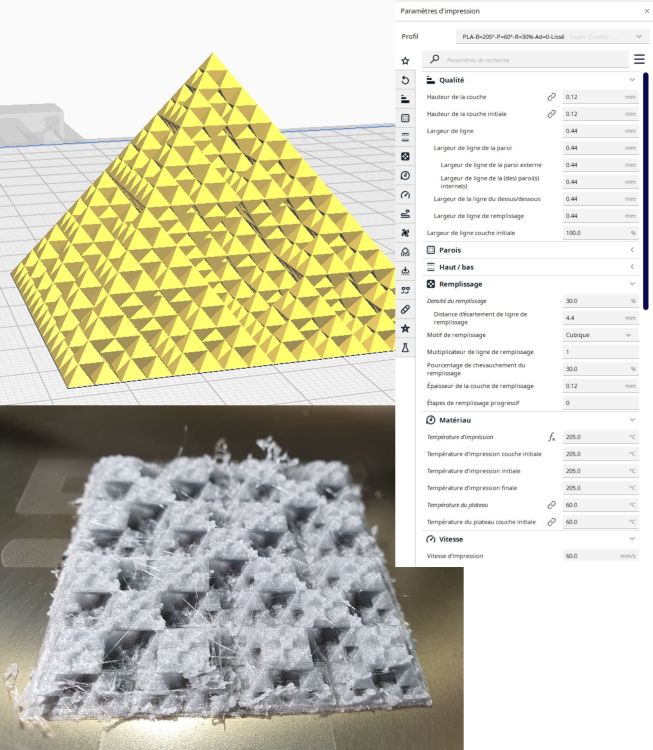
-
Positionnement du Gcode G29 en démarrage pour la Sidewinder X2
Cybernetic Webman en réponse au topic de Cybernetic Webman dans Artillery
Mon impression s'est terminée sans problème ! Grand merci à vous pour votre aide ! Bien Cordialement. P.S.: dois-je clore le sujet, et si oui, comment ? -
Positionnement du Gcode G29 en démarrage pour la Sidewinder X2
Cybernetic Webman en réponse au topic de Cybernetic Webman dans Artillery
Je vous remercie beaucoup pour vos réponses. J'avais sans doute recopier par mégarde le Gcode de démarrage dans le Gcode de fin... Je vais refaire une impression pour confirmer si cela fonctionne maintenant normalement, et je vous tiens au courant. En attendant, une dernière petite question : Pourquoi les codes suivant le G28, en début de démarrage, sont-ils décalés d'un caractère ? Y-a-t-il une raison imposée par la programmation ? Et donc, mon G29, je l'aligne avec le G28 ou avec le reste du code (c'est-à-dire décalé d'un caractère) ? -
Positionnement du Gcode G29 en démarrage pour la Sidewinder X2
Cybernetic Webman en réponse au topic de Cybernetic Webman dans Artillery
J'ai peut-être fait une mauvaise manip en tentant d'insérer le BLTOUCH en démarrage... Quel est le mieux à faire, supprimer la Sidewinder X2 de mes imprimantes et la réinstaller (de Cura) pour régénérer des Gcodes de démarrage et de fin ? -
Positionnement du Gcode G29 en démarrage pour la Sidewinder X2
Cybernetic Webman en réponse au topic de Cybernetic Webman dans Artillery
Je n'ai pas touché au code de fin. Voici une capture d'écran de mes paramètres actuels dans Cura.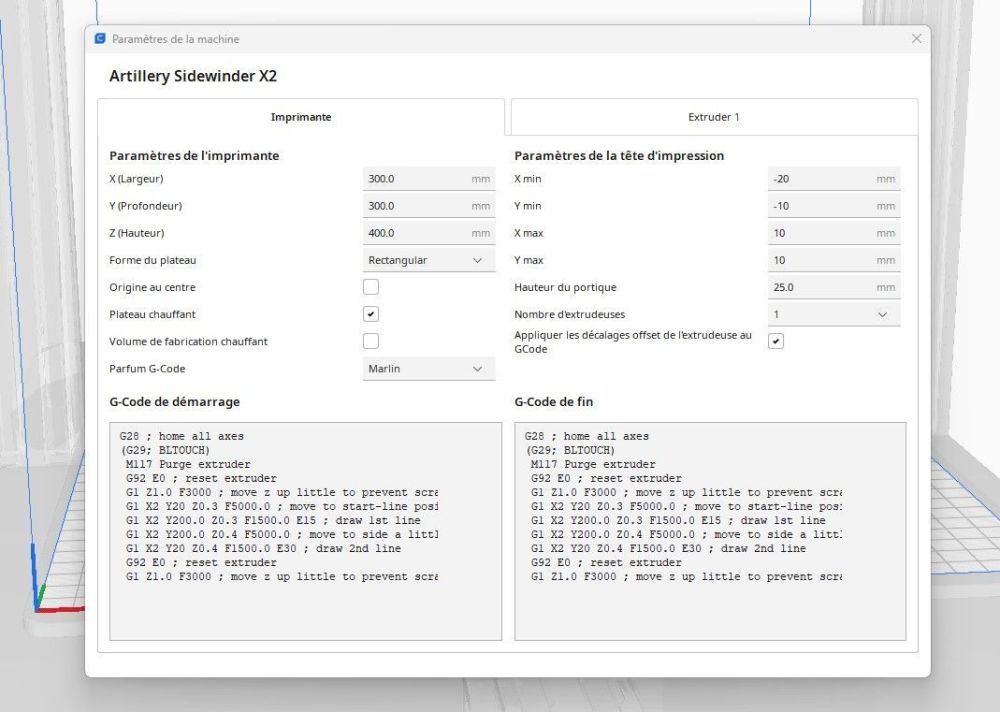
-
Positionnement du Gcode G29 en démarrage pour la Sidewinder X2
Cybernetic Webman en réponse au topic de Cybernetic Webman dans Artillery
Merci pour ta réponse. Comme précisé dans le message ci dessus : "A noter que je n'avais pas modifié le Gcode de fin qui lui était resté à : G28 ; home all axes (G29; BLTOUCH) M117 Purge extruder G92 E0 ; reset extruder G1 Z1.0 F3000 ; move z up little to prevent scratching of surface Etc.." -
Positionnement du Gcode G29 en démarrage pour la Sidewinder X2
Cybernetic Webman a posté un sujet dans Artillery
Bonjour, Désireux de faire un nivellement BLTOUCH avant chaque impression, dans les paramètres de la SW-X2 de Cura, j'ai apporté la modification suivante dans le Gcode de démarrage : Gcode de démarrage original : G28 ; home all axes (G29; BLTOUCH) M117 Purge extruder G92 E0 ; reset extruder G1 Z1.0 F3000 ; move z up little to prevent scratching of surface Etc... Gcode de démarrage modifié : G28 ; home all axes G29 ; BLTOUCH M117 Purge extruder G92 E0 ; reset extruder G1 Z1.0 F3000 ; move z up little to prevent scratching of surface Etc... Tout se passe bien au départ, la Sw-X2 fait bien le nivellement BLTOUCH. L'impression est aussi réussie. Mais en fin d'impression, la buse vient "pilonner" répétitivement la pièce imprimée au centre du plateau jusqu'à coupure de l'alimentation de la SW-X2. L'axe Z tente apparemment de descendre... Pourquoi, pour refaire un BLTOUCH ? A noter que je n'avais pas modifié le Gcode de fin qui lui était resté à : G28 ; home all axes (G29; BLTOUCH) M117 Purge extruder G92 E0 ; reset extruder G1 Z1.0 F3000 ; move z up little to prevent scratching of surface Etc.. J'ai donc restitué dans les paramètres de la SW-X2 de Cura le Gcode de démarrage original : G28 ; home all axes (G29; BLTOUCH) M117 Purge extruder Etc... en pensant que j'avais mal inséré le code BLTOUCH. Malheureusement, même avec le Gcode de démarrage original restitué, le phénomène de pilonnement se reproduit. Je pense donc maintenant à un problème de la SW-X2. Quelqu'un a-t-il eu ce problème ? Merci sincèrement d'avance pour votre aide. Cordialement. -
cura Apparition de faces indésirables avec Cura
Cybernetic Webman en réponse au topic de Cybernetic Webman dans Paramétrer et contrôler son imprimante 3D
Bonjour, Merci pour les infos ! Je vais essayer les supports arborescents (si je trouve le réglage ) Le problème des supports (parfois indispensables) qui dégradent l'aspect de la pièce finale est un vrai challenge. Sur le Cura simplifié préconisé pour la Dagoma Neva, pour du PLA la température était réglée à 210°. Je me suis rendu compte en commençant à utiliser le Cura Ultimaker normal qu'il proposait 205° par défaut. J'avais cru bien faire en la repoussant à 210°... C'était peut-être une erreur. J'essayerai donc en redescendrant à 205°. Cordiales salutations à tous.