christopher vimare
-
Compteur de contenus
17 -
Inscrit(e) le
-
Dernière visite
Tout ce qui a été posté par christopher vimare
-
Artillery Sidewinder X4 Pro et Plus, tout ce qu'il faut savoir
christopher vimare en réponse au topic de MrMagounet dans Artillery
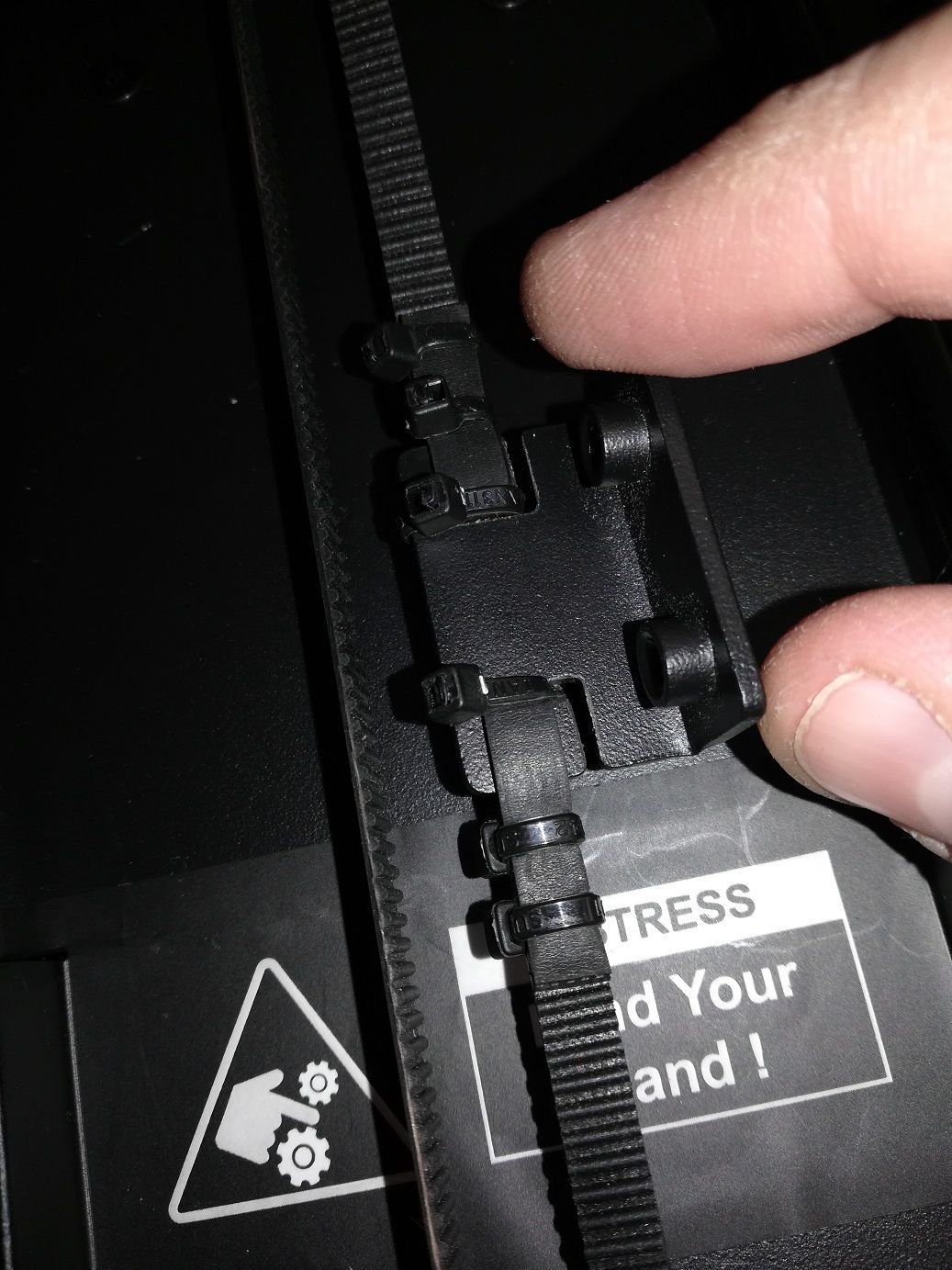
Merci pour le retour. J'ai retrouvé un peu de courroie dans un carton, j'ai pu réparer une des deux imprimante, les deux ont la courroie cassée. Je me suis inspiré des X2 et X1 et j'ai fais pareil, en effet avec des Colson. J'en ai ajouté un supplémentaire car contrairement aux anciennes machines, la courroie se loge dans une fente ouverte en L, contrairement au simple trou rectangulaire qu'il y avait avant. Pour éviter que la courroie ne sorte de la fente le dernier Colson bride le système. En plus du reste, j'ai placé les dents vers l'intérieur du support métallique afin de protéger la partie en tension. Comme c'était installé avant, c'est l'épaisseur de la courroie en tension qui était en contact direct avec le métal. Finalement j'ai relancé, corrigé une légère résistance du rail Y en jouant sur les vis... Finalement cela a à nouveau sauté, pour le coup il semblerait que le moteur n'ait pas réussi son déplacement rapide sans sauter... Elle n'est pas censé allé à 500mm/s ? Je suis en déplacement à 400 dans Orca, peu être retourné à 300 ? J'ai un décalage de couche de 53mm sur Y. C'est impressionnant. J'ai ressorti les valeurs préconisés sur Artillery Slicer, pour l'accélération max, j'avais 2 fois la valeur recommandée (20 000mm/s au lieu de 10 000mm/s), peu être que cela à joué ^^, donc je change et reteste comme ca, on verra...


-
Artillery Sidewinder X4 Pro et Plus, tout ce qu'il faut savoir
christopher vimare en réponse au topic de MrMagounet dans Artillery
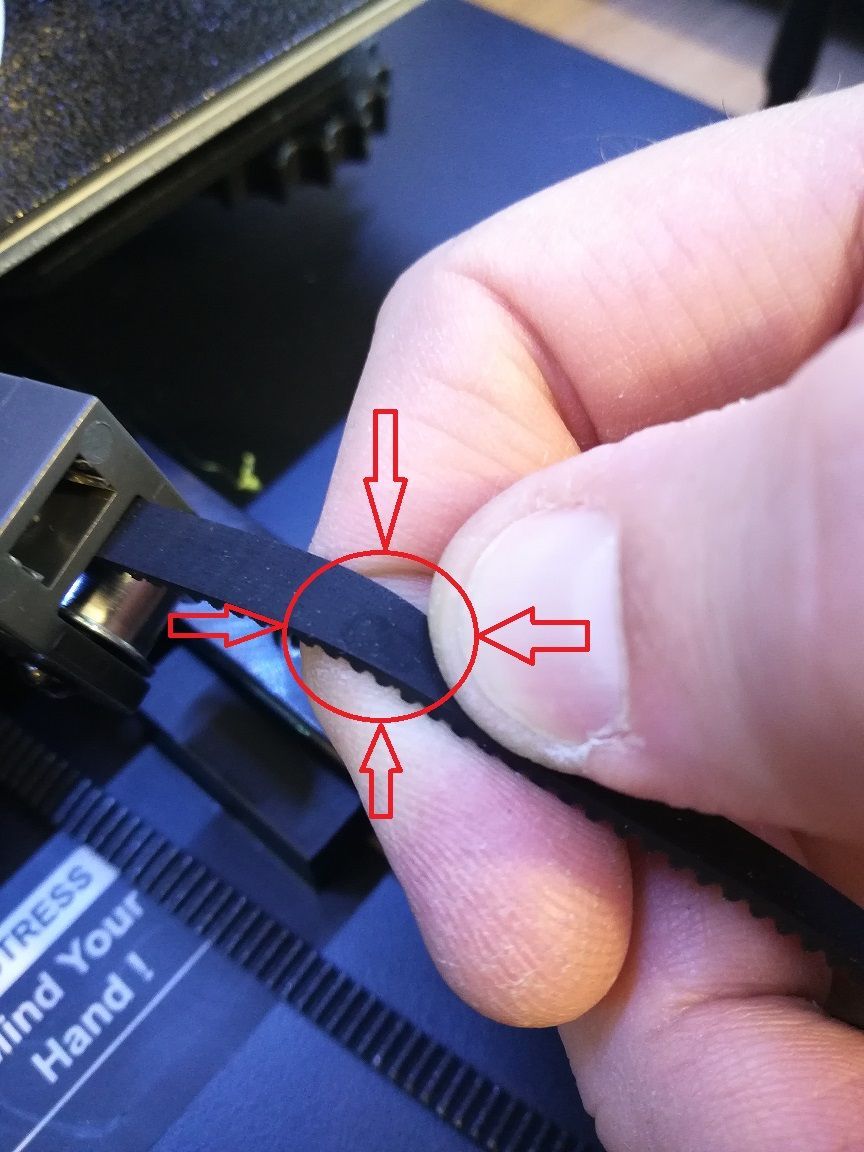
Au départ sur la première X4-Plus, pas de décalage, mise à part la buse qui se bouchait souvent. Puis quand j'ai eu ce problème de reglé j'ai pu sortir des print sans décalage, j'ai dû imprimer 25/30h sans problème de ce côté là. Puis au bout de quelques temps j'ai eu un décalage de couche. Effectivement la courroie Y était devenu toute molle, j'ai ensuite tendu et je me suis retrouvé à brider l'axe à cause de la longueur de vis. D'où l'histoire de la rondelle. Maintenant je me demande si le problème n'est pas le tranchant de la pièce métallique contre le plat de la courroie. La X2 était attaché à l'axe pour une boucle fermé par un Colson coté dent sur le métal, coté plus résistant à l'usure que le coté plat. Je vais regarder tout ça de près. Mais les problèmes sont vraiment d'un ridicule, malgré des milliers d'heures sur toutes les X1 et X2, je me retrouve à nouveau comme un débutant qui doit corriger des soucis d'imprimante, c'est clairement rageant et ne me motive plus du tout à parler de cette marque sur TikTok... -
Artillery Sidewinder X4 Pro et Plus, tout ce qu'il faut savoir
christopher vimare en réponse au topic de MrMagounet dans Artillery
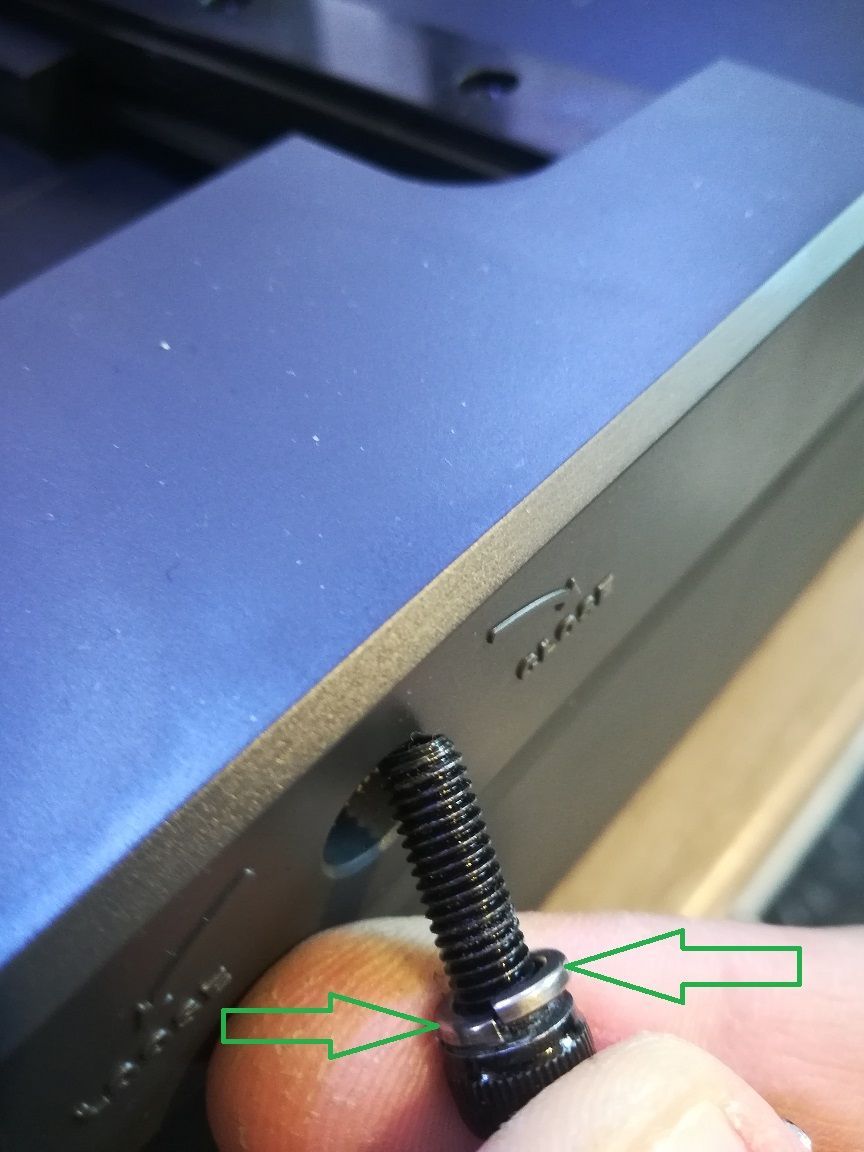
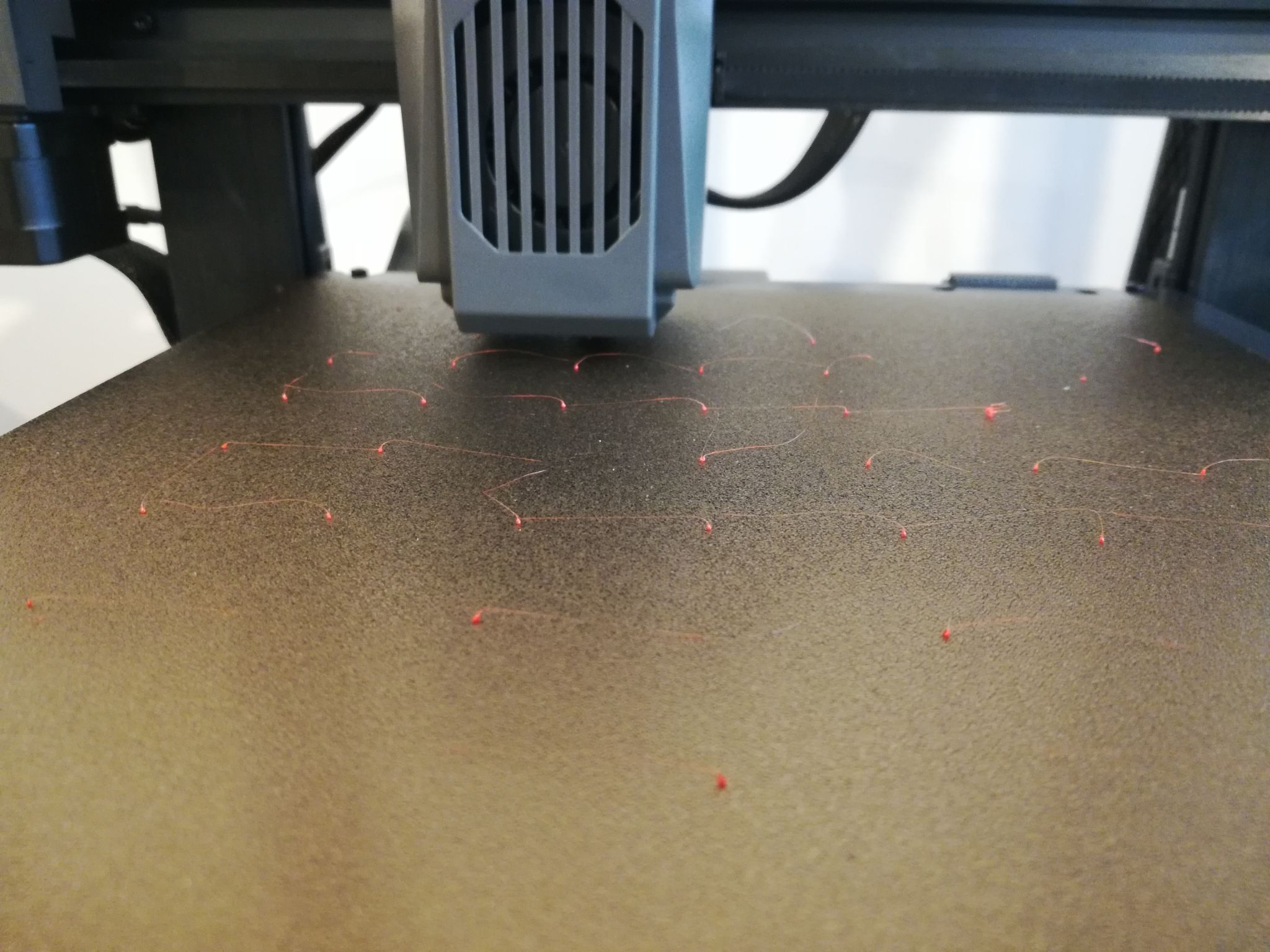
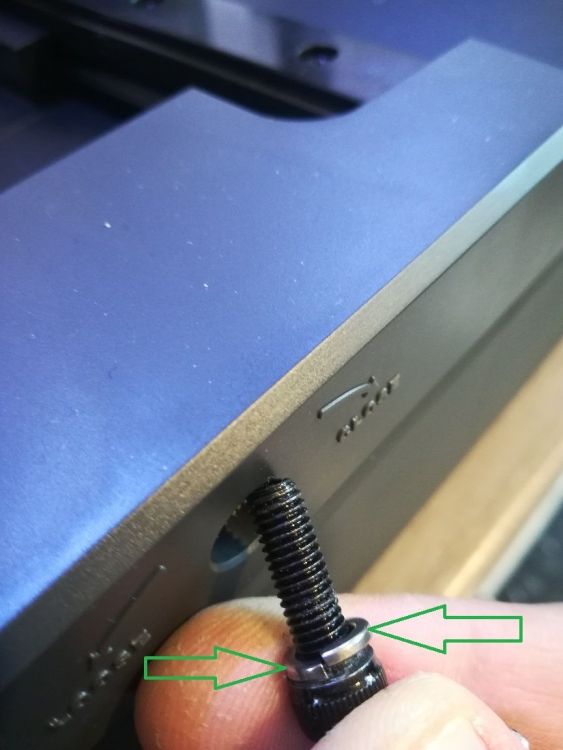
Bonjour à tous. J'ai reçu mes deux X4-PLUS. Alors... Comment dire. C'est frustrant, car on voit bien deux belle machines qui ont amélioré leurs qualitées par rapport aux X1 et X2 (modèle que je possède déjà depuis plusieurs années). Voici mon retour : - Sur les deux, je suis arrivé à une rotation_distance de 4.35 (pressure advance), au lieu des 4.701 inscrit par Arttillery. Cela m'étonne qu'il n'ait pas fait ce réglage simple ou bien ne le recommande pas à ses clients après montage. - J'étais un peu étonné de l'aspect MAT de mes pièces et de l'extrusion du PLA globalement via cette buse, après plusieurs essais, j'étais trop froid. En effet j'ai retrouvé l'aspect brillant du PLA en montant la température à 235/240°C. Depuis je n'ai plus de buses qui se bouche, ca arrivait sur les deux imprimante aléatoirement. - Pour l'accroche plateau, elle est très bonne contrairement à la X4-PRO. Je ne comprends pas trop, je vais refaire des essais avec le plateau d'origine avec un pistolet de température, le plateau de la X4-Pro est plus petit, peu être plus de dissipations... En tout cas Alcool Isopropylique obligatoire entre chaque print pour avoir 100% de chance que cela accroche. - ATTENTION ALERTE MAXIMUM ^^ : Les vis de réglages de la tension des courroies X et Y sont trop longues, je m'explique. Après quelques prints et des décalages d'AXE Y, la courroie s'est détendue, et en voulant la resserrer la vis de serrage est venue se visser sur la courroie, en la pinçant contre la poulie. Cela m'est arrivé en montant la deuxième machine sur l'axe X, puis lors de l'utilisation sur la Y sur la première X4-PLUS puis la seconde à 24h d'intervalle. SOLUTION : ajouter une rondelle épaisse au niveau de la vis pour gagner quelques mm et éviter de bloquer tout l'axe. Mais attention, la pièce en métal qui maintien la courroie sur l'AXE Y est tranchante, si la courroie est trop tendu, voici le résultat : Ca devient donc rageant de constater qu'une machine faite pour allé vite arrive a avoir ses couches décalées, et parfois d'une longue distance... Maintenant je dois me faire renvoyer une courroie, mais je commence à regretter mon envi d'être passé aux imprimantes nouvelles génération, du moins chez Artillery, quand je vois les petites erreurs de conception largement à leurs portées.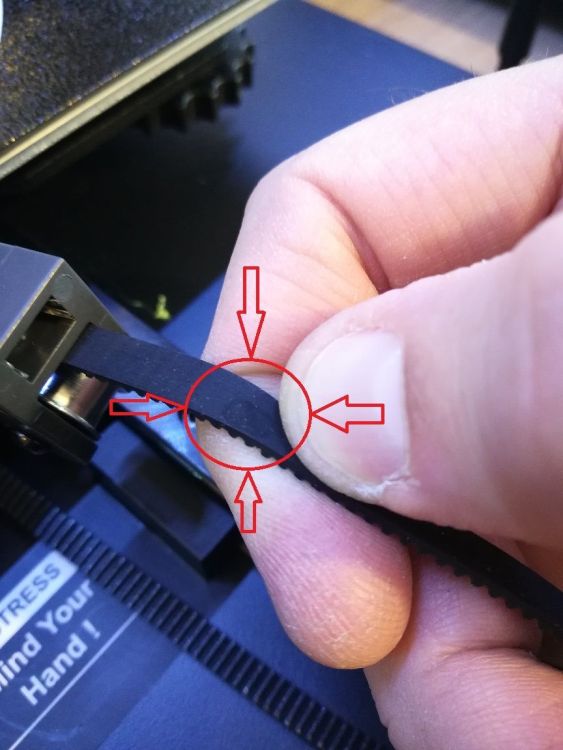


-
Artillery Sidewinder X4 Pro et Plus, tout ce qu'il faut savoir
christopher vimare en réponse au topic de MrMagounet dans Artillery
Bon après plusieurs essais en passant par l'interface klipper en faisant des extrusions 10mm puis rétractation 10mm, consécutivement, j'arrivais à provoquer le même grignotage du filament. Le truc le plus étonnant surtout, c'est que le creusement démarrant, le creu bloquait le fil et c'était un cercle vicieux. J'ai donc serré la vis juste ici, jusqu'à ce que l'extrudeur claque en raison du débit d'extrusion trop important pour une buse 0,4mm, j'ai fais mes essais à 20mm/s. J'ai desséré la vis de l'extrudeur un petit peu, puis j'ai refais des essais à la valeur max dans mon profil Orca, soit 16mm/s max. Au final plus de creusements et plus de claquement, en montant à 20mm/s et avec plein d'extrusion/retraction, j'ai fini par entendre l'extrudeur claquer, mais sans creuser le PLA. J'ai mis ma retraction à 0,4mm, ajouté 3mm en valeur de déplacement minimum avant restraction et tout relancé. Maintenant ça marche, on verra dans 5h le résultat ^^

-
Artillery Sidewinder X4 Pro et Plus, tout ce qu'il faut savoir
christopher vimare en réponse au topic de MrMagounet dans Artillery
Oui j'ai tenté cette solution, j'ai réussi à imprimer en mettant la valeur à 15. J'ai fais l'impasse sur quelques défauts. Mais puisque ça arrive sur la première couches, et que la pièce est déjà sortie bien imprimée malgré que sur les couches du haut j'ai également les même rétraction, je me demande si cela n'a pas un lien avec la vitesse/chaleur. Plus je vais être lent, plus j'aurai de rétraction, plus je risque de faire monter la chaleur plus haut dans le corps de chauffe, jusqu'à une zone où le PLA sera anormalement chaud et se dilatera au point d'augmenter la friction dans le corps full métal ? J'ai remarqué également, que le PLA était rongé par les dents de l'extrudeur, mais pas sur toute l'épaisseur. Sur les X2, quand le filament était rongé, il n'y avait quasiment plus de filaments. Soit la zone d'écrasement de l'extrusion est limité, soit il n'est pas assez tendu et dès qu'il y a une friction trop importante dans le corps de chauffe, les dents arrache le filament au lieu d'insister, finissant par le creuser. Je testerai ça demain, à voir si la vis de réglage de compression des roues d'extrudeur existe et si oui, est-ce celle ci ?
-
Artillery Sidewinder X4 Pro et Plus, tout ce qu'il faut savoir
christopher vimare en réponse au topic de MrMagounet dans Artillery
Bonjour. Désolé je n'ai pas eu le temps de faire des essais, j'ai des pièces à imprimer et de grandes difficultés, j'y reviens après. En effet ce que tu as constaté je l'ai constaté aussi, un message m'indiquait un long délai de réponse de la part de klipper/fluidd. Je penchais aussi pour des difficultés à traiter les fichiers avec le Exclude objets. J'ai tenté d'augmenter les délai de réponse via ssh, mais je n'ai pas pu rentrer dans le répertoire correspondant, accès refusé. Je me suis dit qu'un traitement supplémentaire aurait aider mais je n'ai pas pu augmenter. Bon j'ai tous les 4 prints, un print qui passe, soit la pièce se décroche soit l'extrudeur se bouche, mais j'ai réussi à arranger l'accroche avec le plateau Creality+ nettoyage à l'alcool entre chaques print absolument. Ensuite pour l'extrudeur, il se bouche assez souvent, pourtant avec un PLA plus qu'approuvé, c'est le fabricant de ma ville, Francofil. Ce n'est même pas lié à la vitesse car ça ce bouche que durant la première couche, quand cette couche passe, vitesse rapide c'est ok. Ma pièce comporte des écritures sur le dessous, ce qui fait beaucoup de mini extrusion et de rétraction concecutive. À mon sens j'aurai besoin d'imposer une longueur d'extrusion minimum afin qu'Orca retiré les toute petites extrusion de moins de 1mm. Car la buse en full métal qu'à la X4 Pro fini par grignoter le filament an niveau des dents d'entraînement. Si tu sais où il y a une option pour limiter l'extrusion de petits segments je suis preneur, il y avait ça dans Simplify. Je vais ajouter une cam désormais, j'ai vu qu'un nouveau tuto était là ^^ -
Artillery Sidewinder X4 Pro et Plus, tout ce qu'il faut savoir
christopher vimare en réponse au topic de MrMagounet dans Artillery
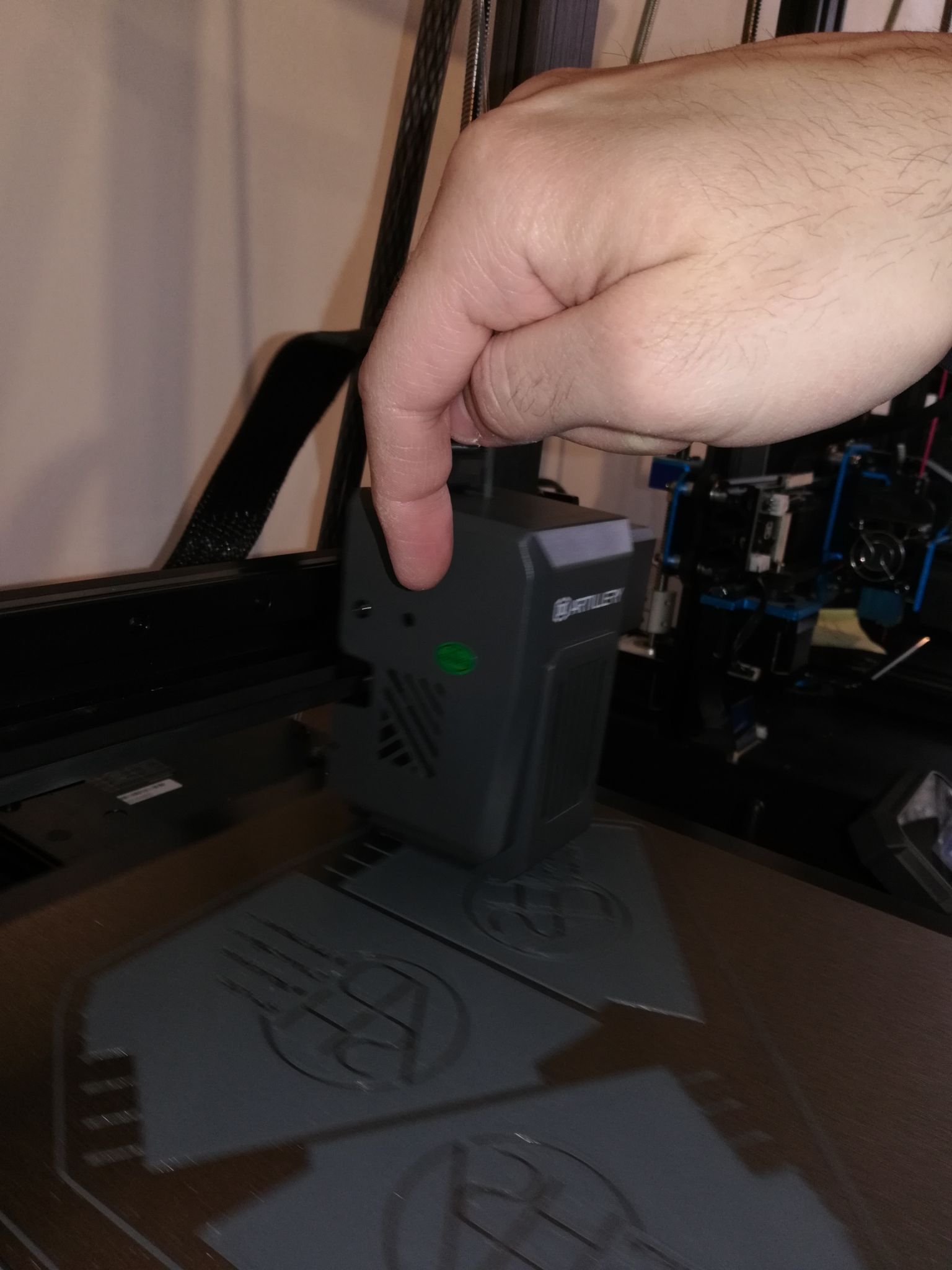
Bonjour à tous. Je n'ai pas eu le temps de retester le Exclude Object. Je viens de recevoir le Bed creality Peu texturé sur une face et lisse sur l'autre. Question toute bette... Pourquoi l'extrudeur est allumé pour le Bed mesh leveling durant la capture des 81 points ? Après c'est mignon, mais ça me semble inutile, ce qui compte c'est le Bed chaud...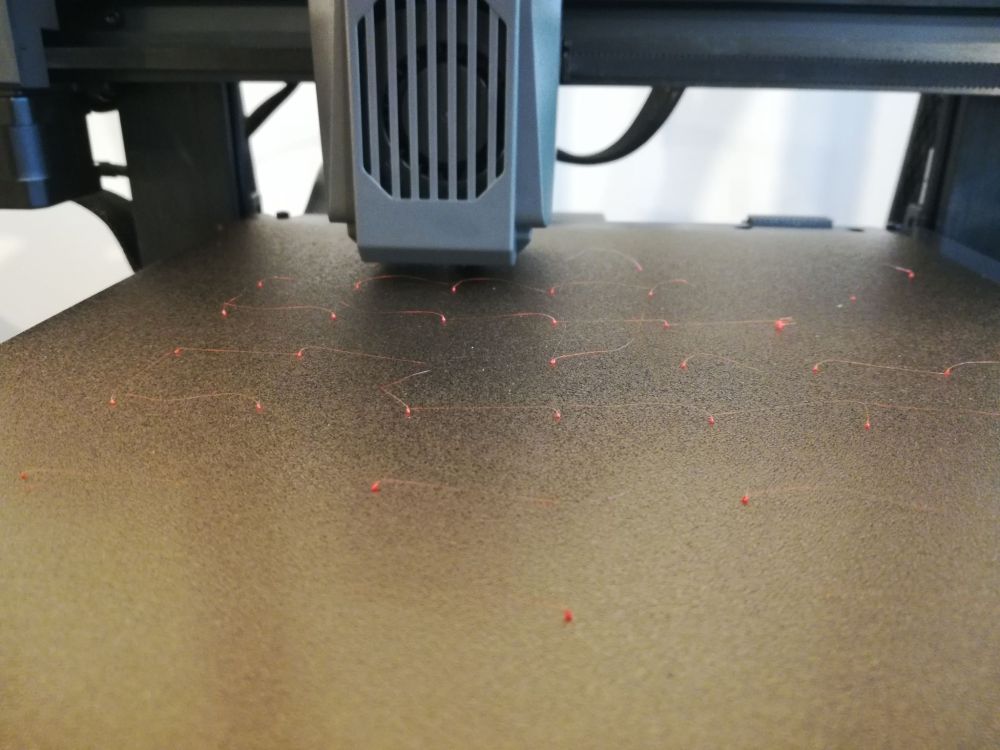
-
Artillery Sidewinder X4 Pro et Plus, tout ce qu'il faut savoir
christopher vimare en réponse au topic de MrMagounet dans Artillery
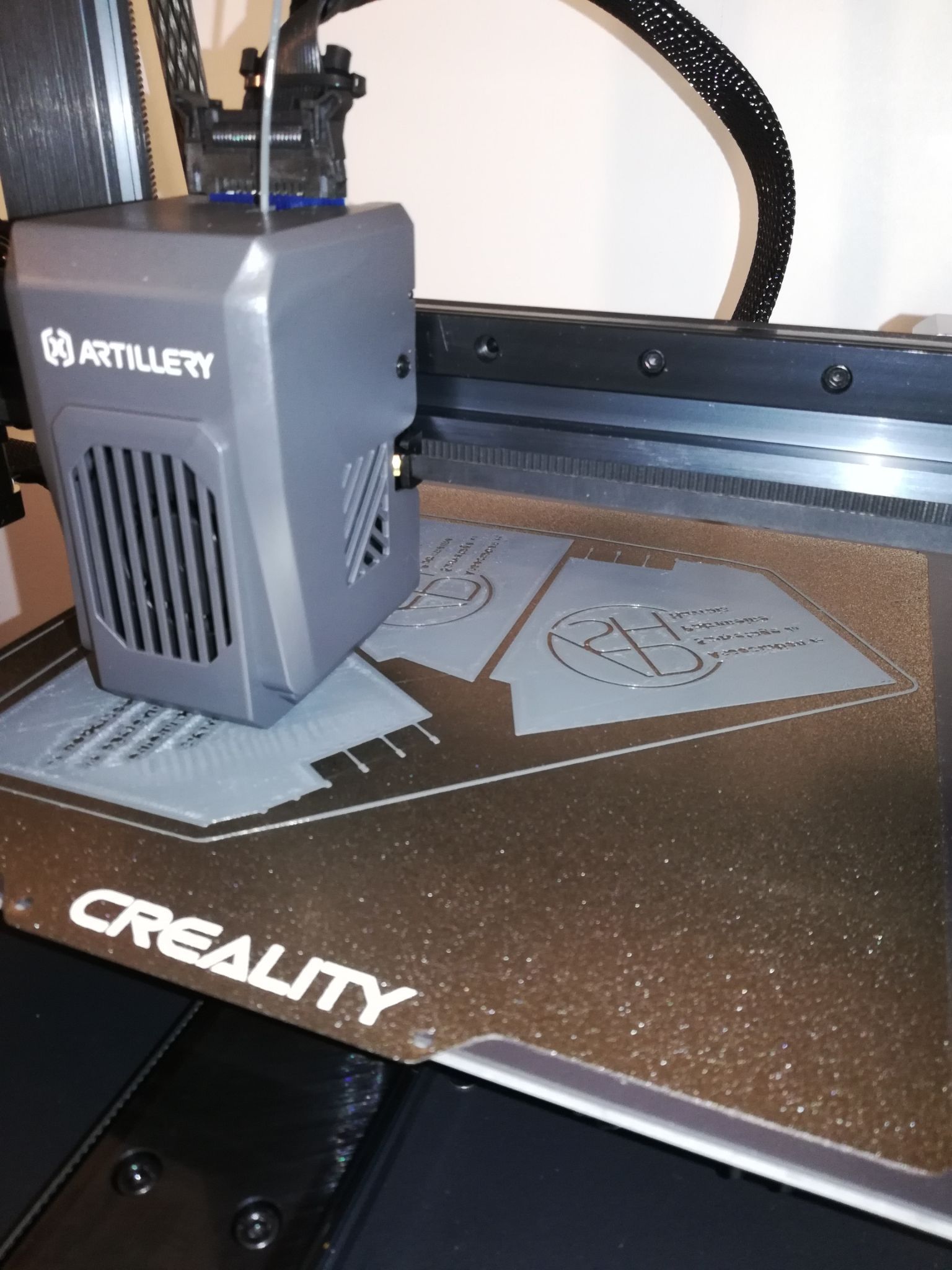
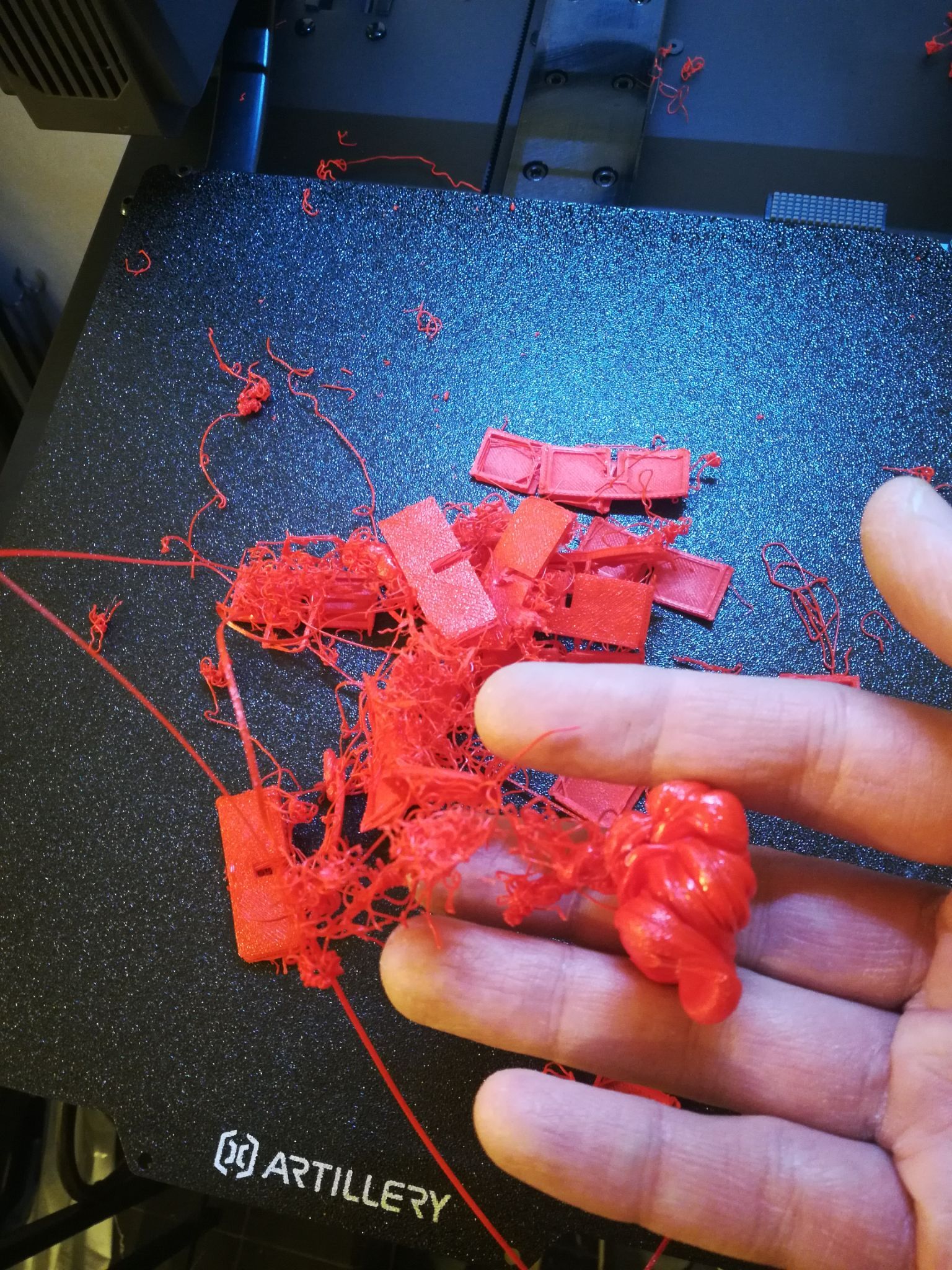
Mince ça s'annonce pas folichon tout ça. Bon courage à toi. De mon côté j'ai réussi à activer et utiliser pour tester le Exclude Object afin de stopper l'impression des certaines pièces durant l'impression. Alors j'ai utilisé la méthode simple avec la ligne à ajouter dans deux des fichiers config, printer et Moon... (Je ne les ai pas encore en tête ^^) Ça marche bien mais je l'ai fais qu'avec klipper sans ajout d'autres fichiers ou autre pour le traitement. Au final j'ai désactivé l'option car ça me faisait ramer Klipper et j'ai eu un message "505 getaway delay nginx" (je résume), l'impression ensuite s'arrêtait en plein milieu du print. En désactivant les lignes dedié à Exclude Object j'ai pu récupérer les fonctions de la machines sans soucis et plus de code erreur lors du transfert de l'impression d'orca à la X4-PRO. Parcontre niveau accroche c'est un enfer. J'ai arrêté pour aujourd'hui, je reçois la tôle acier Pei creality demain, je ferai des test pour voir si ça accroche mieux. Petites photo du print qui avait bien collé avant de partir, et quand je suis revenu au bout de 3h, tout c'était détaché. La dernière photo c'est ce que j'ai du retiré au niveau de la buse et sous le silicone, c'est remonté jusqu'en haut. Heureusement pour ce modèle il y a quasiment au câble qui peut être pris au piège de cette lave de PLA.

-
Artillery Sidewinder X4 Pro et Plus, tout ce qu'il faut savoir
christopher vimare en réponse au topic de MrMagounet dans Artillery
Formidable j'avoue. Ça serai un pas de géant. C'est fou ce que ça fait maintenant, modifications du g-code durant le print quasiment. Je suis sur le ... ^^ -
Artillery Sidewinder X4 Pro et Plus, tout ce qu'il faut savoir
christopher vimare en réponse au topic de MrMagounet dans Artillery
Mais non incroyable ça existe ça ? Comment l'imprimante serait en capacité à détecter qu'une pièce n'aurait pas crochée au plateau ? J'ai vu ça sur des vidéo de test de la bambu lab où il y avait plein de capteurs. Je l'avou que ce serait de gros soucis en moins. Quoi qu'il en soit, j'ai appliqué tout ton tuto hier et ça fonctionne super. De temps en temps le message "move out if range" apparaît avec plein de chiffres derrière, juste après la purge de filaments et le nettoyage sur le tampon silicone en début de print. Après un redémarrage d'imprimante ça disparaît, mais j'ai fait 5/6 tentative de print avec le même résultat avant de songer à redémarrer. Tout ce qui arrive tout de suite à tout le monde, devrait être testé avant la mise sur le marché ^^. A savoir que dans l'historique des print la machine a commencé à imprimer depuis septembre 2023, et avait 8h d'impression au compteur quand je l'ai sorti du carton. Le mystère du filament noir des Artillery dans la buse est résolu pour moi ^^ -
Artillery Sidewinder X4 Pro et Plus, tout ce qu'il faut savoir
christopher vimare en réponse au topic de MrMagounet dans Artillery
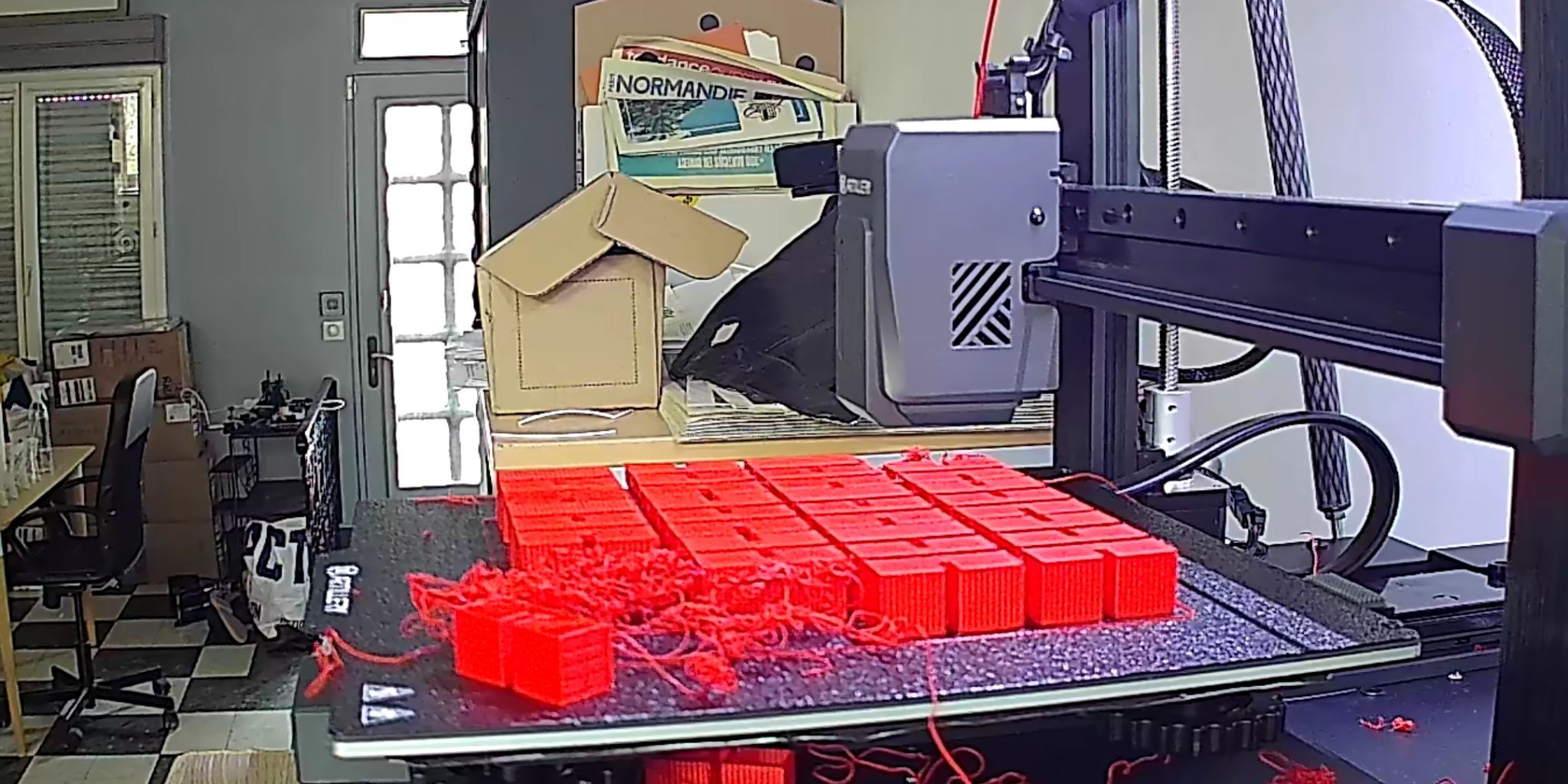
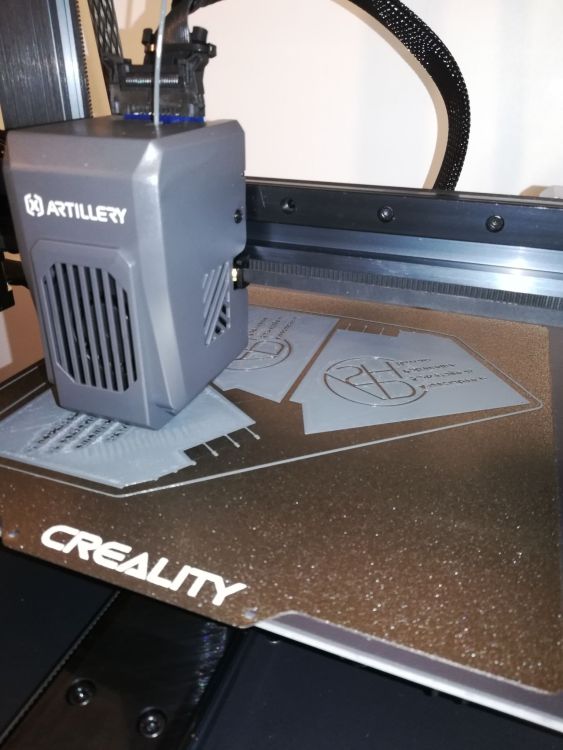
Bonjour. Ça va devenir de plus en plus intéressant avec tout ces retours. Je retiens une chose, ils ont embauchés beaucoup de job étudiant pour faire le montage J'ai remarqué quelques chose de notable aussi avec les plateaux en verre de la X1/X2, toujours fonctionnel dans mon cas malgré une machine X1 qui date de 2019. A 50 degrés ça tenait de fou. Là le revêtement Pei sur tôle flexible, qui est peint dessus, à plus de mal à faire tenir les pièces, malgré une 1ere couche bien déposée et à 60 degrés en plus. Voici le résultat pour moi après un print de 7h, une partie des pièces n'a pas tenue. J'ai commandé cette nuit deux plateaux magnétique, le PEI de creality pour comparer la qualité, tôle flexible peinte aussi, couleur or. Et un plateau PEX de chez WhamBam, livré semble-t-il avec de la limaille de fer afin de préparer la surface d'accroche. Ils sont tous aimanté donc je vais rapidement pouvoir comparer. Pour WhamBam ils préconisent 70° pour le Bed pour l'accroche PLA, je vais essayer cette température pour le BED d'origine d'Artillery afin de constater ou non une différence. La différence aussi est la puissance du ventilateur de refroidissement, je pense que celui-ci dès la 2nd couche, arrose la première couche avec trop d'air et la refroidie. Sur le site de WhamBam il est préconisé 100% du ventilateur mais qu'à la troisième couche, ce n'est peu être pas Innocent. Pour le PEI le nettoyage à l'alcool isopropylique semble être à faire sans dilution, les plateaux en verre des anciennes générations je faisait une dilution avec 50% d'eau, et ils sont encore très bien après plusieurs années. Je vous ferez un retour sur d'autres paramètres et sur les autres plateaux.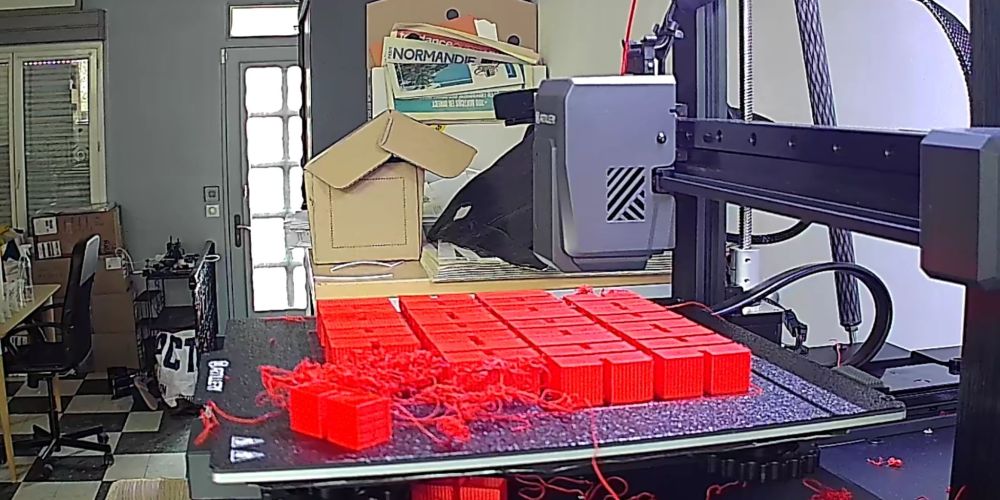
-
Artillery Sidewinder X4 Pro et Plus, tout ce qu'il faut savoir
christopher vimare en réponse au topic de MrMagounet dans Artillery
Merci pour tout ca, je n'ai plus qu'à m'y mettre. J'enverrai quelques cliché du résultat, même si ce que j'imprime n'est pas non plus extra, si c'est plus rapide que la X1 c'est déjà pas mal ^^ -
Artillery Sidewinder X4 Pro et Plus, tout ce qu'il faut savoir
christopher vimare en réponse au topic de MrMagounet dans Artillery
Merci. Je n'ai pas été bon dans ma recherche car je pensais que ton profil Orca n'était pas encore dispo, suite à un soucis d'export. Oui je vais gagner mon temps à utiliser un profil Orca réglé au petit oignon. Il y a deux ans, c'est déjà toi qui m'avais solutionné un problème de mise à jour des Firmwares afin d'avoir accès à des réglages du Marlin non dispo dans la version stock. Je fais ça pour une association, donc s'il y a un PayPal quelque part, mon association souhaites te remercier pour ce travail. Ce soir je vais donc suivre tes instructions et retravailler dessus dès que j'aurai trouvé le profil Orca. J'ai vue qu'il existait des modules pour faire le calibrage de la raisonnance en USB dans une vidéo youtube, rien n'est possible à ce niveau là avec cette nouvelle machine pour éviter d'aller à l'intérieur ? Je n'ai pas encore ajouté la macro et ajouté le M600, j'avais trop de soucis à régler avant ^^. Ensuite le M600 sera utilisé lors des changements de couleurs par Orca j'imagine ? Y aura-t-il un temps de défini? Je me souviens que mes X2 et X1 par exemple, faisaient un stop lors de la détection de fin de filaments, mais qui dure un temps, ensuite les moteurs se désactivent et on perds les origines. Merci pour ces réponses très précieuses. -
Artillery Sidewinder X4 Pro et Plus, tout ce qu'il faut savoir
christopher vimare en réponse au topic de MrMagounet dans Artillery
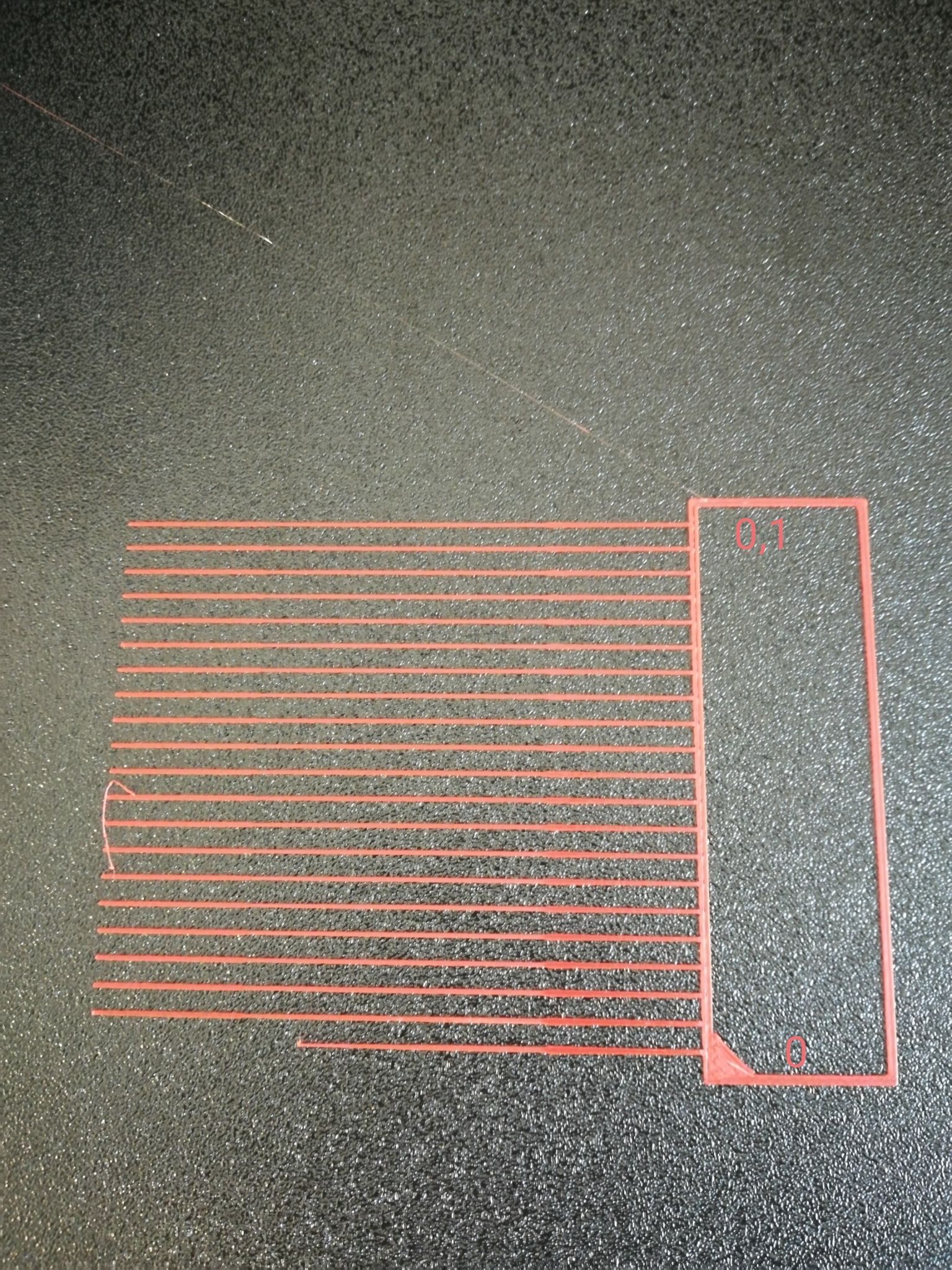
Bonjour à tous. Dans le même cas, j'ai reçu la Xa-Pro la semaine dernière, sa vitesse m'a époustouflé. J'utilisais Simplify3D officiel en version 4. Quel malheurs m'a pris de passer à la version 5 qui est au final une légère amélioration de la V4. Bref, 60€ parti en fumée. Voulant profiter de la nouvelle Artillery comme il faut, surtout que j'attends 2 X4-PLUS, j'ai installé Orcaslicer qui est vraiment fait pour Kilpper, contrairement à Simplify. J'ai suivi tous les tuto afin de me faire tous le menu calibration sur la X4, j'ai vu quelques petites choses que je ne résouds pas : - Débit passe 1 et 2 : OK - Pressure Advance : Peu importe les valeurs testé, intervalle entre 0 et 0,1 avec intervalle de 0.05, le résultat est strictement identique, serait-il possible que le réglage doivent ce faire sur une plus grand plage encore ? Pourtant dans klipper dans Printer.cfg, la valeur inscrite est 0.03 pour pressure_advance. - Dans les paramètre de l'imprimante, j'ai laisser "Version de G-code" sur Marlin, dois-je passer sur "Kipper" ? - Je n'arrive pas à ajouter une plaque personnalisé à côté de "type de plaque", c'est écris "Bambu Smooth PEI Plate...". Ce qui me donne comme résultat de ne pas réussir à lui demander des paramètre de première couche précis, comme la température de la première couche. - Ce problème en amène un autre, lors de la calibration de pressure Advance, après les différentes ligne, il tente de remplir la zone rectangulaire à très grande vitesse alors que normalement sur le première couche il y va plus tranquillement. Au final je ne sais plus quel paramètre passe devant l'autre entre paramètre machine, filament et objets lors des calibrations. Une petites photo d'une des très nombreux tests, j'ai arrêté lors du début du remplissage, ca allait trop vite. Orca est vraiment bien cependant, mais c'est clairement un level au dessus avec une mécanique à assimiler, surtout sur une nouvelle machine. (PS, moi aussi le silicone était monté à l'envers et les courroies peut tendues)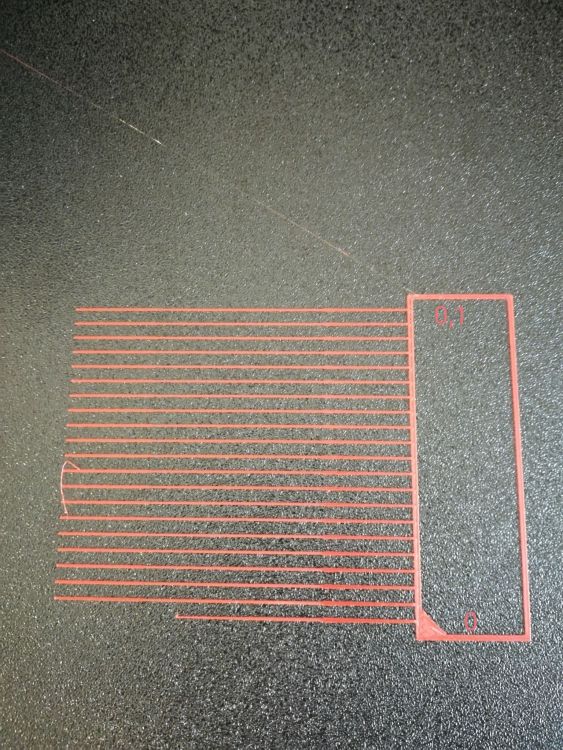
-
Bonjour. J'ai pu suivre de loin les évolutions de la discussion. Je n'ai pa du tout eu de temps pour faire des essais, donc je n'ai pas commenté. Hier j'ai eu 20minutes pour regarder, j'ai commencé par mettre le firmware Artillery officiel dans la machine, j'ai communiqué avec la machine suite à cela, mais comme je n'avais pas accès au linear advance ni au M500, je suis repassé de suite au firmware sans l'adaptative step smoothing. Pas de surprise, on l'a vue plus haut, tout fonctionne sauf le démarrage des programmes. J'ignore pourquoi. Petit détail que j'ai remarqué : Lors de ma communication entre l'ordinateur et la machine, pour envoyer les commandes, j'utilise la boite de dialogue de Simplify3D, quand je me connecte à la machine avec le firmware de février où avec celui sans adaptative step smoothing, j'ai des lignes "wait" qui apparaissent entre les envois et les réceptions. Quand je met le firmware d'Artillery, il n'y a pas de ligne "wait" et la communication entre l'imprimante et l'ordinateur est plus rapide. Peu être une piste. Ce matin, j'ai remis le firmware officiel d'Artillery dans l'imprimante, an démarrage l'écran ne donnait plus les informations de température, donc mauvaise vitesse de communication, j'ai été chercher le firmware TFT officiel sur le site Artillery, je l'ai mis sur une micro SD. Je rappel qui s'agit de la machine qui ne fait pas le process Booting et erasing en vert au démarrage. Donc pour moi c'étais une machine avec chargement du firmware écran impossible. Et pourtant, je met la carte sd, je la démarre, elle bip, elle affiche "V3.0.4" en blanc en haut à gauche (comme d'habitude), puis écran noir. Ensuite elle bip à nouveau, affiche "V3.0.4" en blanc en haut à gauche puis écran noir rapide pour passer au Logo Artillery, et là miracle, elle donne les informations de température. Je ne sais malheureusement pas si ma machine est avec une puce GD32F305. Mais je le soupçonne. Si c'est ca elle est drôlement rapide, soit elle ne charge que les informations contenues dans le fichier "mks_config" d'où le changement de 250000bauds à 115200 bauds rapidement, soit elle charge tout le firmware d'écran, ce qui me parait bizarre en moins de 5 secondes. Dans tous les cas, après essai, la machine lance bien les programmes, même si je n'ai plus accès à la fonction M500 et M900 Ce n'est pas possible de compiler le firmware officiel en .bin, en activant les fonction M500 et le linear advance M900 ? Je ne sais pas si avec le logiciel Marlin c'est possible, je ne connais pas les réglages de sortie de carte et d'autres information pour gérer ca tout seul comme à l'époque où je jouais avec des Arduino ^^. Merci encore.
-
Oui la version de décembre dossier "Firmware_Flash-Artillery_X2_GeniusPro-main", firmware "Marlin 2.0.9.2-Stock". Pour l'écran c'était le dossier "Official_Firmware_MKS" du 13-12-2021. Dans le fichier texte mks_config, on est bien sur un paramétrage à 250000 bauds. Résultats de ces mises à jour : - Accès à l'enregistrement de l'EEPROM via la commande M500 - Accès à l'écriture dans l'EEPROM de la commande M92 pour le facteur d'extrusion et à la commande M900 pour le facteur K du linear advance. - Problème de micro pauses pour tous types d'objets imprimés, jamais essayé en mode vase car je n'avais pas besoin de cette fonction pour mes pièces. - Que ce soit en 0.2mm d'épaisseur ou 0.1mm d'épaisseur, micro pause quand même. Que ce soit PLA ou PETG, mirco pause aussi (seul la vitesse et la température changent). - Qu'il y ai un G29 en début de programme pour la palpation du plateau avant l'impression ou bien en M420 pour charger le maillage déjà enregistré,n micro pause aussi. Jeudi dernier, j'ai mis la version du firmware de la carte qui est dans le dossier google drive "MrMagoo-Marlin_2.0.9.3_Stock", firmware "firmware.bin", le petit nom du lien page 1 dans le forum c'est "Firmware Marlin 2.0.9.3 pour X2 Stock.". Pour le firmware de l'écran j'ai pris dans le dossier "sidewinder-x2-tft-firmware-MKS". Le petit nom du lien page 1 dans le forum c'est "Officiel MKS préconfiguré". Idem qu'en décembre, dans le fichier texte mks_config, on est bien sur un paramétrage à 250000 bauds. Résultats de ces mises à jour : - Accès à l'enregistrement de l'EEPROM via la commande M500 - Accès à l'écriture dans l'EEPROM de la commande M92 pour le facteur d'extrusion et à la commande M900 pour le facteur K du linear advance. - Lancement des programmes de mes clés USB possible, mais aucune chauffe buse et plateau malgré l'affichage de la température demandé. Le plus étrange c'est qu'aucune alerte de température non conforme n'apparait alors que rien ne chauffe. - J'ignore s'il y a des micro pause avec ce cocktail de firmware, car je ne peux pas lancer de pièces ^^. J'ai donné le max d'informations.
-
Bonjour à tous. Tout d'abord bravo pour tous ce travail. Je ne pourrai pas vous décrire ce que cela fait de lire les messages d'une communauté active. J'ai 2 artillery X1 depuis 2 ans et 3 artillery X2 acheté via bandgood et Artillery France, achetées entre février et mars 2022. Je n'ai pas regardé le type d'écran de mes machines, mais pour disposer de la commande M500 et du linear advance, j'ai mis à jour les firmware des machines ainsi que les écran dès le déballage. Le but étant de lancé les mêmes programmes sur toutes mes machines et obtenir les mêmes résultats. J'ai utilisé les tous premiers firmware que tu as fait, ceux de décembre 2021. N'ayant pas besoin de grosse options, j'ai mis les firmware d'écran TFT classique, pas le versions BTT avec plus d'options. Alors tout marchait bien, SAUF les micro pause de quelques secondes, qui se produisaient aléatoirement sur les 3 imprimantes. Plus le print était rapide, plus il y avait des pause sur le modèle, plus le modèle avait de courbes, plus il y avait aussi des pauses. La conséquence ont la connait tous maintenant, des jolies blob en surface et un manque de plastique sur la reprise de la ligne. Ce qui est rigolo, c'est que mes X1, avec un firmware différent permettant également le linear advance et le M500, font une pause définitive en cours d'impression quand elle ont tournée entre 5 et 6 jours sans redémarrage. Je fais donc un redémarrage rapide tout les 3-4 jours pour être certain de ne pas planter un print. (je donne l'information au cas où). Tout cela étant dit, j'ai effectué la mise à jour avec le firmware de février 2022 en pensant régler le soucis des micro pause, car j'attaque des pièces qui doivent être parfaite à l'extérieur. J'avais cru lire que ce problème n'apparaissait qu'avec la version de firmware d'écran BTT, alors que j'ai mis la version TFT (Official_Firmware_MKS). Alors je me suis mis jeudi à faire la mise à jour de mes 3 machines en récupérant préalablement les linear advance des machines et le facteur K afin de ne pas tout régler après le reset EEPROM.. J'ai effectuer la mise à jour des machines avec la commande M997 et le logiciel SMT32. Jusque là tout va bien. Ensuite j'ai mis dans ma micro SD les fichiers et dossiers du programme d'écran qui fonctionne en 225000 bauds. Là, 2 machines sur 3 ont bien voulue booter la mise à jour d'écran, avec "Booting" écrit en vert et tout le process erasing writing. La 3eme machine réfractaire s'allume en bipant, indique en haut à gauche "V.3.0.4", l'écran devient noir, elle bip à nouveau, affiche à nouveau "V.3.0.4", puis démarre avec le logo Artillery puis arrive sur l'écran d'accueil. L'écran ne ce met pas à jour. Elle change même le nom du fichier "mks_config" présent dans la carte micro SD en "CONFIG", je vois ca quand je remet ma micro SD dans le PC. Mais vue que l'écran semble supporter le nouveau firmware de la carte, j'ai fait un reset EEPROM et j'ai laissé comme ca, les valeurs de température sont bien visible et on peut lancer le bed leveling et le Z offset. A partir de là, même problème que sarrep6 , pour les 3 machines, on peut absolument tout contrôler de la machine via l'écran, sans problème de chauffe ou de retour d'informations sur la température ou position de la buse. Mais quand vient le temps de l'impression, le programme se lance, donne les consignes de température et là plus rien, les valeurs de température plateau et buse freeze et la buse et le plateau ne chauffe pas. Donc je ne sais pas quoi faire pour avoir des prints sans micro pause, avoir le M500, pouvoir paramétrer linéar advance, facteur K et avoir le programme d'écran basique ^^. Artillery ne rend pas ta vie facile MrMagounet ^^