LittleAgnyo
-
Compteur de contenus
15 -
Inscrit(e) le
-
Dernière visite
Tout ce qui a été posté par LittleAgnyo
-
Bonjour à tous et toutes, Je viens de voir qu'une nouvelle version (encore en bêta) était sorti sur ma P1S est visiblement BambuLab à mis en place un bloquage au niveau du MQTT, qui empêche l'utilisation du PandaTouch et HomeAssistant. A noter que dans le change log ils laissent la possibilité de rester sur une ancienne version (ou de faire un downgrade mais je ne sais pas comment on peut faire) pour continuer de profiter de ces fonctionnalités. Bonne journée
-
Fuite buse nitro et direct drive microswiss
LittleAgnyo en réponse au topic de LittleAgnyo dans Creality
Bon après divers tests, je viens de m'apercevoir que mon corps de chauffe est HS... Quand j'essaie de le revisser, il tourne dans le vide. Sujet clos, j'avais gardé mes pièces d'origine, j'ai tout réinstallé. -
Fuite buse nitro et direct drive microswiss
LittleAgnyo en réponse au topic de LittleAgnyo dans Creality
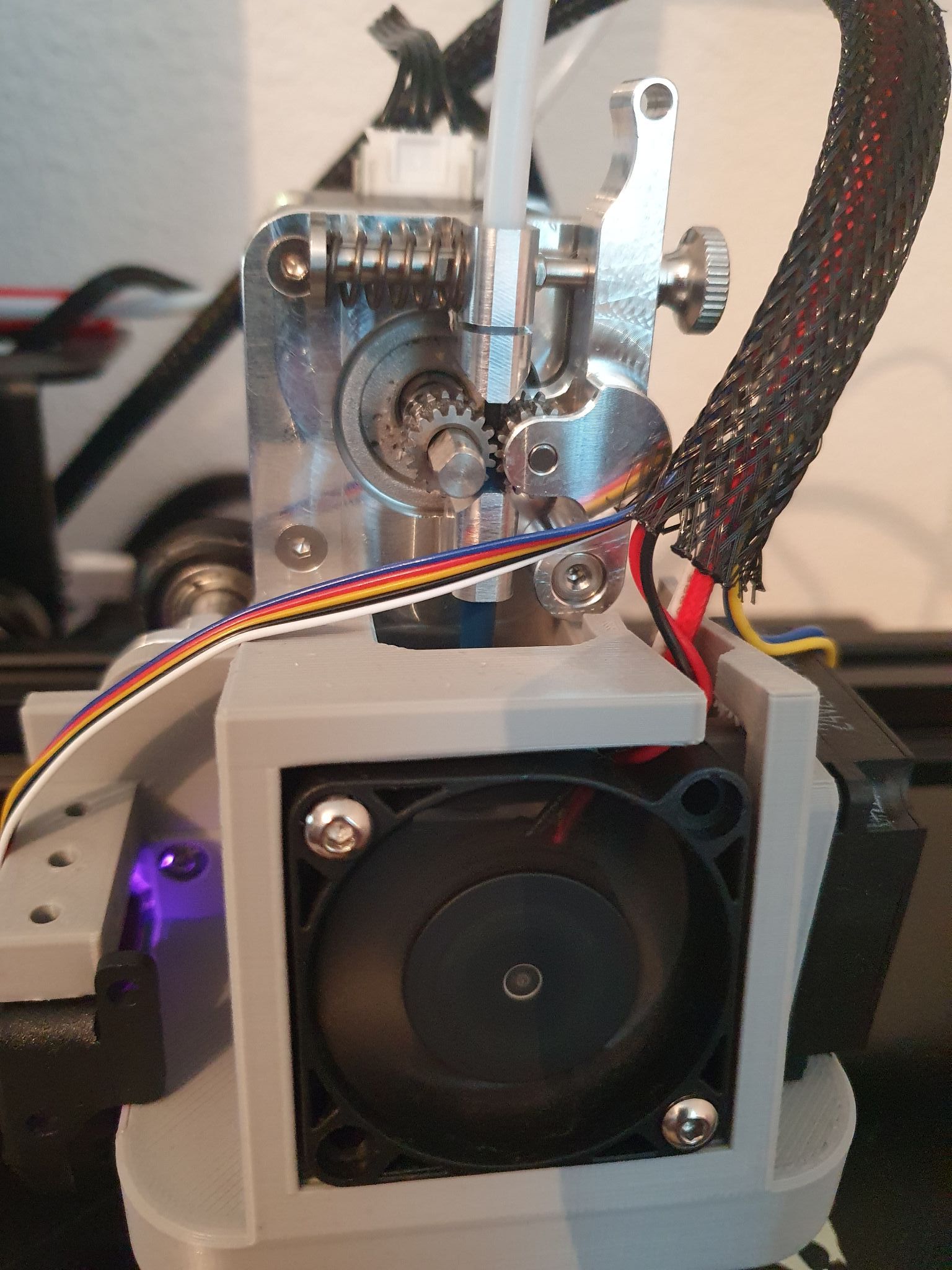
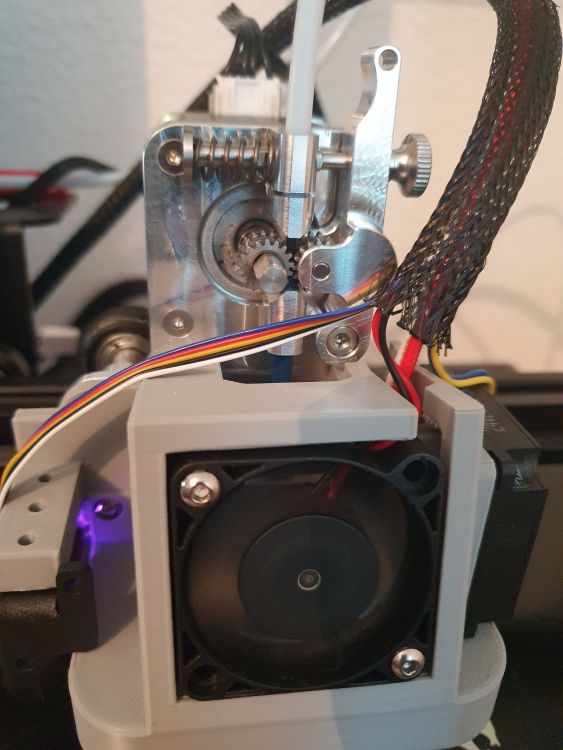
Bonsoir à vous deux, @RlvMa buse est plus longue donc même en la serrant a fond, il y a toujours un espace entre la buse et le hotend (ou heatbreak). @IdealnightAvec la buse livrée, je n'arrive pas à imprimer du PLA correctement... J'avais ouvert un autre sujet là-dessus où tu avais déjà réagis J'essaierais de vous prendre des photos demain du montage de la buse. -
Fuite buse nitro et direct drive microswiss
LittleAgnyo en réponse au topic de LittleAgnyo dans Creality
Hello, Niveau ventilation je n'ai rien changé du tout l'imprimante est dans un endroit isolé de la maison donc le bruit ne me dérange pas. Je vais essayé d'en acheter, tu prends lesquels exactement ? -
Fuite buse nitro et direct drive microswiss
LittleAgnyo en réponse au topic de LittleAgnyo dans Creality
Salut @Idealnight, Ma distance de rétraction est à 1.4mm et la vitesse 40mm/s. J'ai essayé une distance de 1.5mm et une vitesse de 35mm/s et ça ne change rien. J'ai imprimé une Retract Tower pour calculer ces valeurs. -
Bonjour à tous, Je viens de passer commande chez hotends.fr afin d'acquérir une nouvelle buse (nitro), et j'ai un gros problème. Depuis le changement (titi's méthode appliquée), j'ai une fuite au niveau du filetage de ma buse ainsi que sur le haut du corps de chauffe. Pour informations, je dispose un d'un kit complet de microswiss (direct drive + hotend all-metal). Je me suis également aperçu que le filetage de la buse nitro fait 7mm tandis que le taraudage du hotend ne fait que 5mm. Si quelqu'un a une idée d'où ça pourrait venir... Merci par avance et bonne journée
-
@pommeverte Merci pour ta remarque sur les G29, je viens de m'apercevoir que je n'avais pas copier le bon G-Code... C'est mon ancien lorsque je n'étais pas en UBL. Le nouveau : M117 Pré-Chauffe de la buse et du bed M140 S{material_bed_temperature_layer_0} ; Chauffe du bed M104 S160 ; Chauffe de la buse à 160°C M190 S{material_bed_temperature_layer_0} ; Attente de la chauffe du bed M109 S160 ; Attente de la chauffe de la buse M117 Leveling en cours... G28 ; Autohome G29 A ; Effectue un Mesh G29 L0 ; Charge le Mesh en mémoire G29 J3 ; Ajuste le Mesh à la géométrie du Bed G29 F 10 ; Correction sur les 10 premiers mm G92 E0 ; Reset de l'extruder M117 Chauffe de la buse M104 S{material_print_temperature_layer_0} ; Chauffe complète de la buse M109 S{material_print_temperature_layer_0} ; Attente de la chauffe de la buse G1 Z1.0 F3000 ; On monte un peu le Z G1 X0.1 Y20 Z0.3 F5000.0 ; Deplacement pour purge de la buse M117 Purge en cours... G1 X0.1 Y200.0 Z0.3 F1500.0 E15 ; On fait une 1ere ligne de purge G1 X0.4 Y200.0 Z0.3 F5000.0 ; On se deplacement G1 X0.4 Y20 Z0.3 F1500.0 E30 ; On fait une 2eme ligne de purge G92 E0 ; Reset de l'extruder G1 Z1.0 F3000 ; On monte un peu le Z M117 En route ! ; Fin du GCode de démarrage Merci pour la commande, je vais essayer ! @ixi C'est fait, je viens de changer les valeurs pour mon bed et mon hotend. Je n'ai pas de buse MK8 en laiton pour ce hotend là... Il me reste cependant les buses qui était fourni en origine avec la E3V2. Est-ce que cela suffit ? @ixi Sais-tu si les buses Nitro de chez hotends.fr permettent d'imprimer plus facilement le PLA que les buses en acier trempé ? Si je peux éviter de changer la buse à chaque fois que je change de matériaux....
-
Bonjour @ixi, J'utilise la buse en 0.4mm fournit avec le hotend microswiss du direct drive. Je n'ai pas fais de "pid tuning". En quoi cela consiste ? Edit : Je viens de faire un autotune de mon pid, mes nouvelles valeurs sont les suivantes : P32.24 I3.61 D72.05 PS : J'ai peaufiné mon G-Code de démarrage : M117 Bed en cours de chauffe M140 S{material_bed_temperature_layer_0} ; chauffe du bed M190 S{material_bed_temperature_layer_0} ; attente de la chauffe du bed M117 Extrudeur en pre-chauffe M104 S160; chauffe de la buse jusqu a 160 G28 ; home M117 Leveling en cours… G29 ; auto bed-level (BL-Touch) G92 E0 ; reset Extruder M117 Buse en chauffe M104 S{material_print_temperature_layer_0} ; chauffe complete buse M109 S{material_print_temperature_layer_0} ; attente chauffe buse G1 Z1.0 F3000 ; on monte un peu le z G1 X0.1 Y20 Z0.3 F5000.0 ; deplacement pour purge M117 Purge en cours… G1 X0.1 Y200.0 Z0.3 F1500.0 E15 ; 1ere ligne de purge G1 X0.4 Y200.0 Z0.3 F5000.0 ; deplacement lateral G1 X0.4 Y20 Z0.3 F1500.0 E30 ; 2eme ligne de purge G92 E0 ; reset extruder G1 Z1.0 F3000 ; on monte un peu le Z M117 En route ! ; End of custom start GCode
-
Je ne sais pas où il faut regardé pour savoir si je suis en volumique (mm3).
-
Je reviens vers vous avec de très bonnes nouvelles. Mes premières couches n'étaient pas super, du coup je suis passé sur un FW Marlin 2.0.1 de Jyers (BLTouch + UBL 10x10). J'en ai profité pour faire mes modifications de X et Y au niveau du SW. Pour ceux que ça intéresse : // The size of the printable area #define X_BED_SIZE 230 #define Y_BED_SIZE 230 // Travel limits (mm) after homing, corresponding to endstop positions. #define X_MIN_POS -10 #define Y_MIN_POS -10 #define Z_MIN_POS 0 #define X_MAX_POS X_BED_SIZE - 10// Extended max to allow the probe to reach more of the bed. #define Y_MAX_POS Y_BED_SIZE - 10 #define Z_MAX_POS 250 Une fois le FW installé, j'ai refais tous mon paramétrage : Create New Mesh et Z-Offset avec une buse à 200°C et un plateau à 60°C. Calibration de l'extrudeur avec une nouvelle valeur de 120.8. J'ai ensuite créé un G-Code personnalisé pour Cura 5.0.0B1. Ce dernier me permet d'ajuster le Mesh à la géométrie du plateau et effectue la correction sur les 2 premières couches. Je me suis aidé de la documentation ci-jointe et du wiki de Marlin. J'ai ensuite lancé l'impression d'une de mes pièces avec le profil standard de Cura en 0.2mm. En regardant de près, j'ai vu qu'il y avait encore des amas de filaments. J'en ai donc profité pour baissé doucement le débit (flow rate) sur l'imprimante jusqu'à arriver à une valeur de 85% où je n'ai plus rien du tout ! Tout est parfait et lisse. Pour savoir si mon imprimante est correctement calibrée, je ferais des tests demain en suivant le tutoriel déposé par @Yo'. Si vous avez des remarques ou des choses à rajouter, n'hésitez pas. Pour ceux qui serait intéressé par le G-Code : M117 Chauffe de la buse et du Bed M140 S{material_bed_temperature_layer_0} ; Chauffe du bed M104 S{material_print_temperature_layer_0} ; Chauffe de la buse M190 S{material_bed_temperature_layer_0} ; Attente de la chauffe du bed M109 S{material_print_temperature_layer_0} ; Attente de la chauffe de la buse M117 Leveling en cours... G28 ; Autohome G29 A ; Effectue un Mesh G29 L0 ; Charge le Mesh en mémoire G29 J5 ; Ajuste le Mesh à la géométrie du Bed G29 F 2 ; la correction se fera sur les 2 premières couches G92 E0 ; Reset de l'extruder G1 Z1.0 F3000 ; On monte un peu le Z G1 X0.1 Y20 Z0.3 F5000.0 ; Deplacement pour purge de la buse M117 Purge en cours... G1 X0.1 Y200.0 Z0.3 F1500.0 E15 ; On fait une 1ere ligne de purge G1 X0.4 Y200.0 Z0.3 F5000.0 ; On se deplacement G1 X0.4 Y20 Z0.3 F1500.0 E30 ; On fait une 2eme ligne de purge G92 E0 ; Reset de l'extruder G1 Z1.0 F3000 ; On monte un peu le Z M117 En route ! ; Fin du GCode de démarrage FIRMWARES ENDER-3 V2 EXTUI-22-03-2021.pdf
-
J'ai bien fait ce test là et je tombe sur une valeur à 145.1 Edit : Je viens de tomber sur le sujet de @RFN_31 Et il semblerait que mon problème soit lié au flow rate. Je suis en train de recompilé un Jyers 2.0.1 pour ma CR-Touch et je test après. Je reviens vers vous si cela résout l'anomalie sur mes pièces.
-
Je ne vois pas de quoi tu parles pour le test... Est-ce que tu aurais un exemple stp ? Je te prends des photos de suite. Edit : Voici les photos.
-
Les steps/mm sont réglés sur la machine : 145.1 Les température sont paramétrées dans Cura : Bed - 60°C, Hotend - 215°C. J'ai augmenté progressivement la température du Hotend jusqu'à cette valeur, car plus bas, les amas étaient encore plus visibles...
-
Bonjour à tous, Je vous remercie pour vos retours. Malgré le fait que le X et le Y soient en dehors du plateau lors d'un home, mes impressions ont l'air d'être centrées... Je ne comprends pas trop, mais je ne vais pas chercher si cela fonctionne. Autre question, j'ai modifié Cura pour avoir une rétraction minimale (par rapport à la qualité de mes impressions), cependant un problème subsiste. Le dessous de mes pièces est correctement imprimé, ainsi que la totalité de ces dernières, hormis le dessus qui n'est pas lisse du tout (on dirait qu'il y a des amas de filaments). Quelqu'un sait comment je pourrais résoudre le problème ?
-
Bonjour à tous, J'ai récemment acheté un Direct Drive Micro-Swiss pour ma ender 3v2 et je rencontre un problème sur le réglage du X et Y Offset. Je suis passé par une compilation du firmware 2.0.1 de Jyers avec les paramètres : #define X_MIN_POS -5 #define Y_MIN_POS -10 Cependant, lorsque je fais un home X ou home Y, j'ai toujours un décalage dans le vide de ma buse par rapport à mon plateau (sur les deux axes). Est-ce quelqu'un pourrait m'aider, s'il vous plait ? A noter qu'en mesurant le décalage dans le vide, j'avais trouvé +1mm pour l'axe X et +5mm pour l'axe Y. Vous souhaitant une excellente journée !