Vilmo
-
Compteur de contenus
4 -
Inscrit(e) le
-
Dernière visite
Récompenses de Vilmo
")





-
Extrusion à l'arret fait des "pâtés" lors de l'impression - E3V2
Vilmo en réponse au topic de Vilmo dans Entraide : Questions/Réponses sur l'impression 3D
Photo d'impression ajoutée dans mon post précédent. Merci les gars, sujet clos.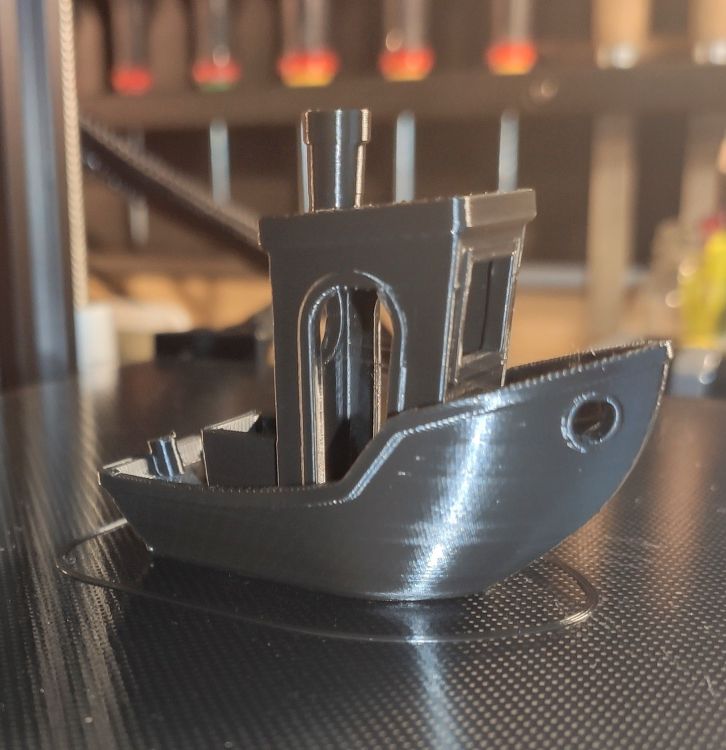
-
Extrusion à l'arret fait des "pâtés" lors de l'impression - E3V2
Vilmo en réponse au topic de Vilmo dans Entraide : Questions/Réponses sur l'impression 3D
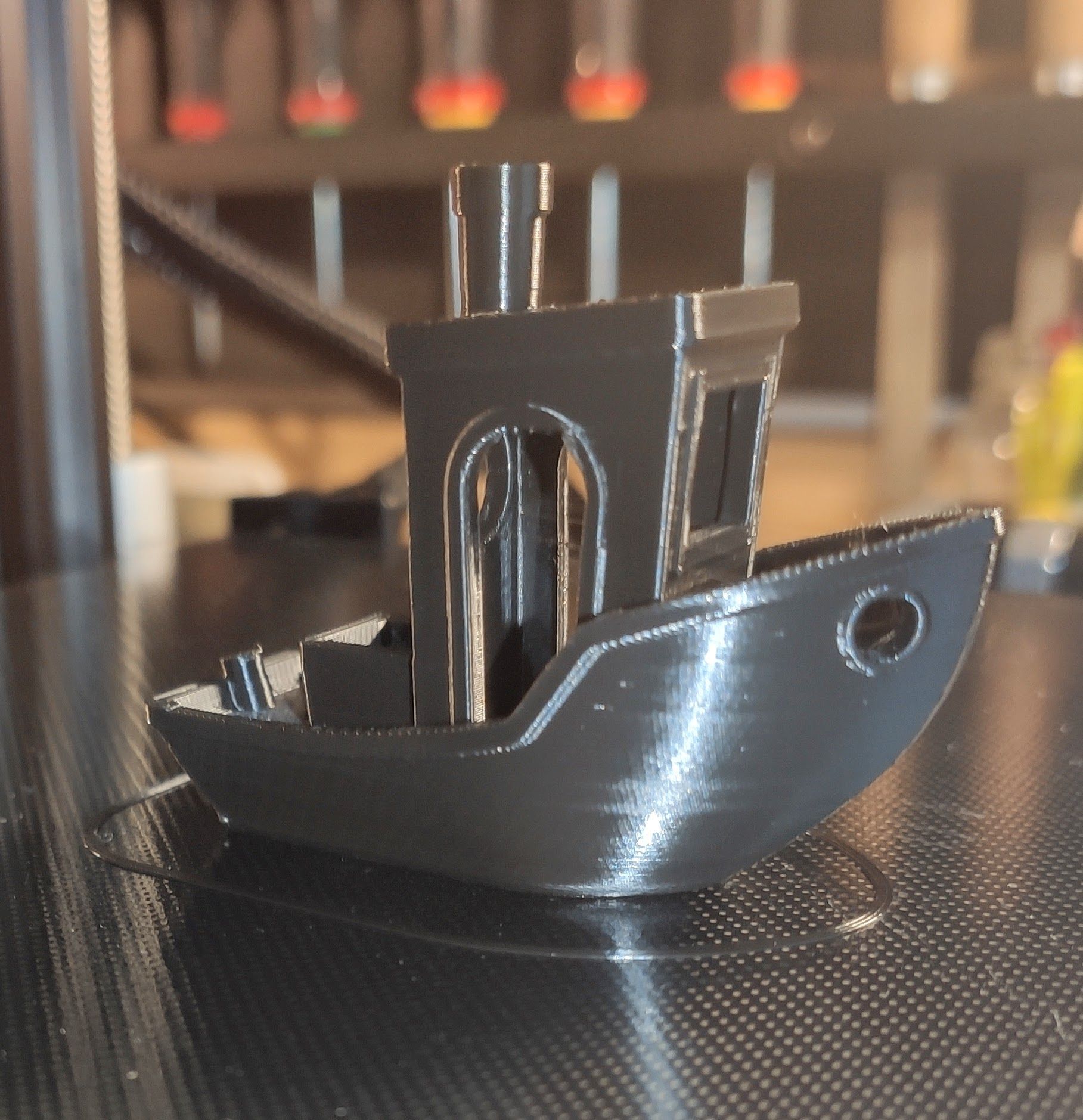
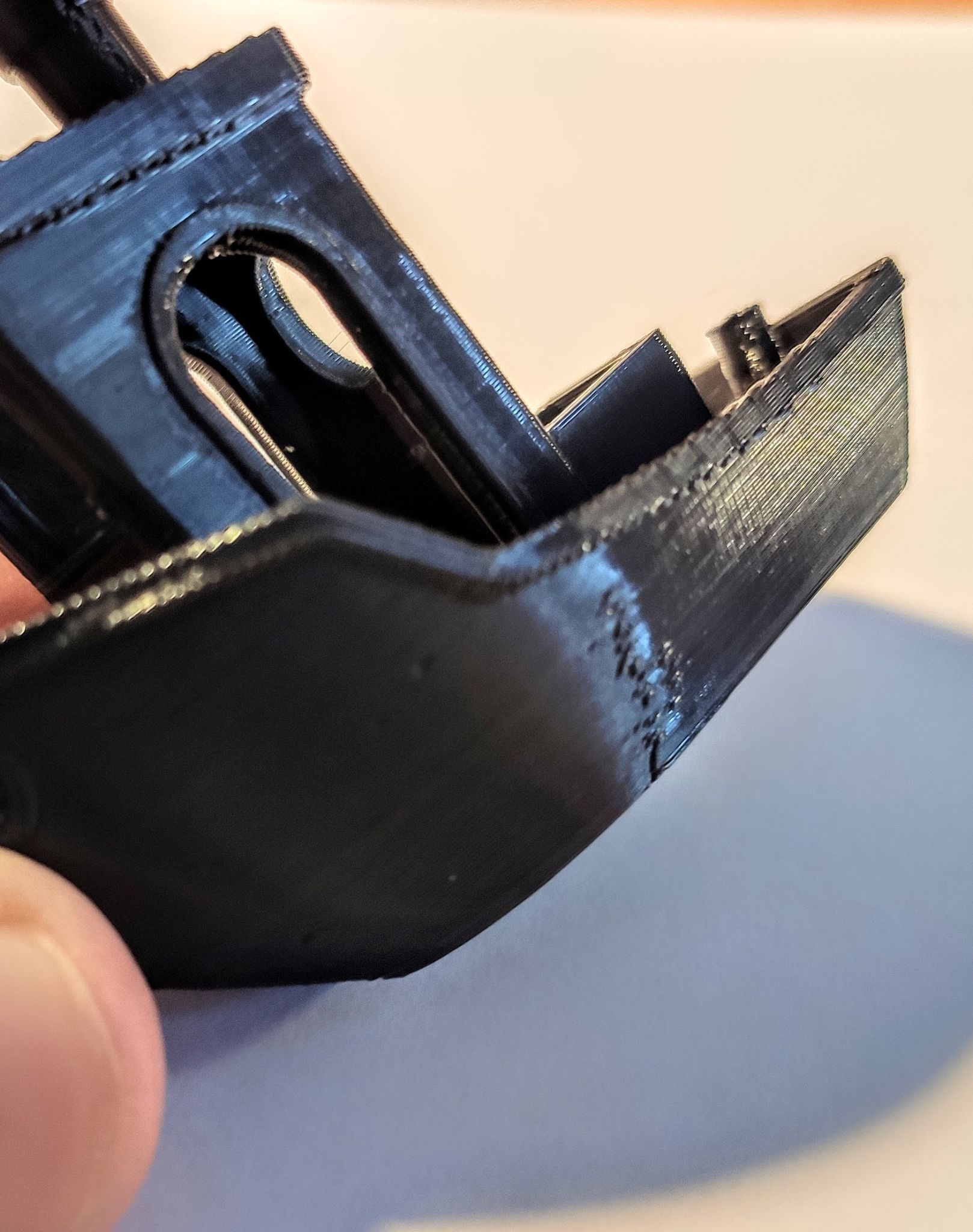
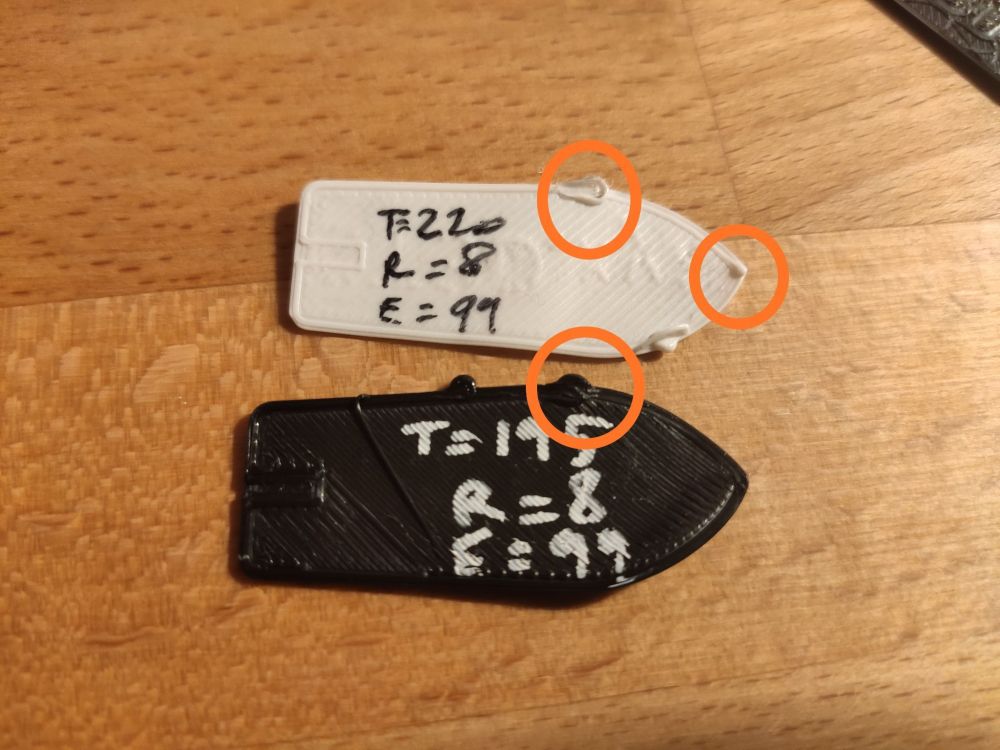
Merci, le problème des pâtés est résolu mais je continue à partager mes investigations si cela peut être utile à d'autres Filament (PLA ERYONE noir): Mesure au pied à coulisse plus proche de 1,70 que de 1,75, avec pas mal de variation (mesure ? filament?) -> Réglé à 1.70 dans CURA @PPAC évoque le filament humide, il est neuf (3 jours), mais j'ai imprimé beaucoup hier et ajd, donc il etait "à l'air" dans une piece à 45% d'humidité... c'est si sensible que ca ?? stocké en sachet zip avec dessiccant...j'ai prévu de me faire une boite de stockage mais pas eu le temps! Estep/mm : La Ender n'accepte qu'un chiffre après la virgule -> 99.1 Après cela calibration du débit/Flow Méthode du cube de 20*20 avec une épaisseur de ligne de 0.4 donne un résultat très proche de 0,4 -> Je laisse à 100%. J'imagine que ce paramètre de flow influe sur l'instruction donnée à l'extrudeur. Au final le flow est une combinaison de l'instruction Flow/débit convertie en longueur (grace au diametre et densité du filament), puis convertie en steps par mm ? Re levelling du bed avec calle d'épaisseur 0,15 Retraction : comme préconisé par @Idealnight 4.5mm / 25mm/s -> j'ai trouvé ca, c'est bien ce dont tu parles @pommeverte? : https://marketplace.ultimaker.com/app/cura/plugins/fieldofview/SettingVisibilityProfileCreator Jointures (seams) : j'ai réussi à les mettre dans un coin, on va voir si c'est mieux Nouveau print lancé en 0,16mm, le fichier HTML demandé est attaché. J'ajoute les photos dans 2h CE3__3DBenchy_Test 10.05_PLA 1.70_0.16.html ___[EDIT1]____ Bon, ces changements n'allaient pas dans le bon sens : 1. Premier début de benchy avec retour des pâtés --> je reviens aux paramètres de rétraction de base (6,5mm à 50mm/s) 2. Deuxième début de benchy avec moins de patés mais sur-extrusion notable -->Je suis repassé à 1,75 pour le filament, (je pense que mon pied a coulisse numérique me joue des tours ) L'impression est en cours et ca a l'air bien, j'ai juste eu l'impression d'être un peu chaud au moment de commencer les zones de plancher "dans le vide" : elles étaient très molles, j'ai donc passé la temp à 185deg à la volée (je n'avais pas eu ca avec les impressions en 0.2mm) Je posterai les photos ce soir. Merci à vous j'apprends beaucoup grâce à vous ! ___[EDIT2]____ La photo du résultat, je suis très satisfait. Les pros diront que ce n'est pas parfait mais ca me va pour entamer mes projets avec cette config. Au final les seuls changement par rapport au Benchy précédent sont la gestion des jointure, le passage en épaisseur 0.16 et la réduction de la température de buse... le reste ayant été annulé. Merci à vous et à bientôt!
-
Extrusion à l'arret fait des "pâtés" lors de l'impression - E3V2
Vilmo en réponse au topic de Vilmo dans Entraide : Questions/Réponses sur l'impression 3D
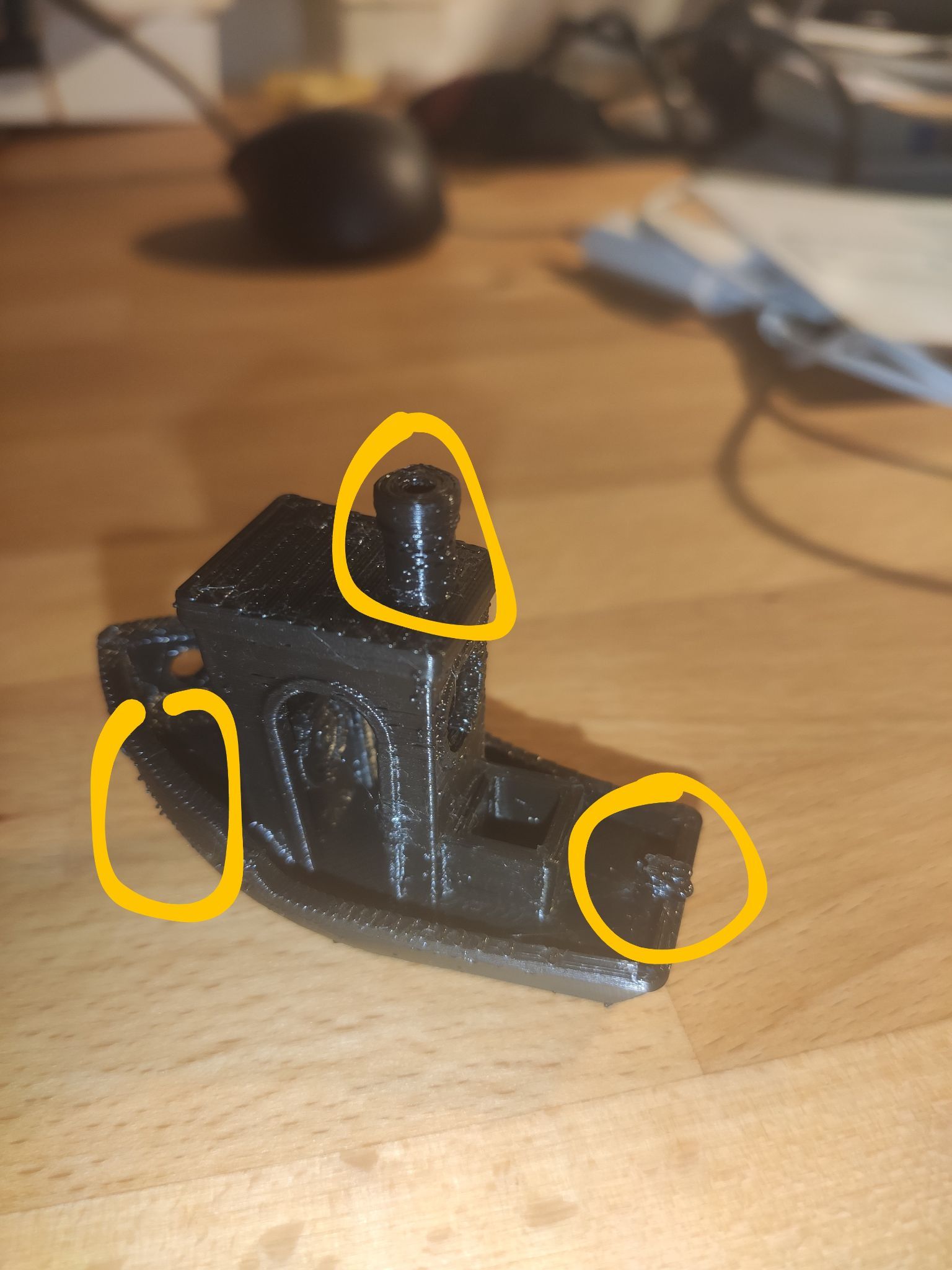
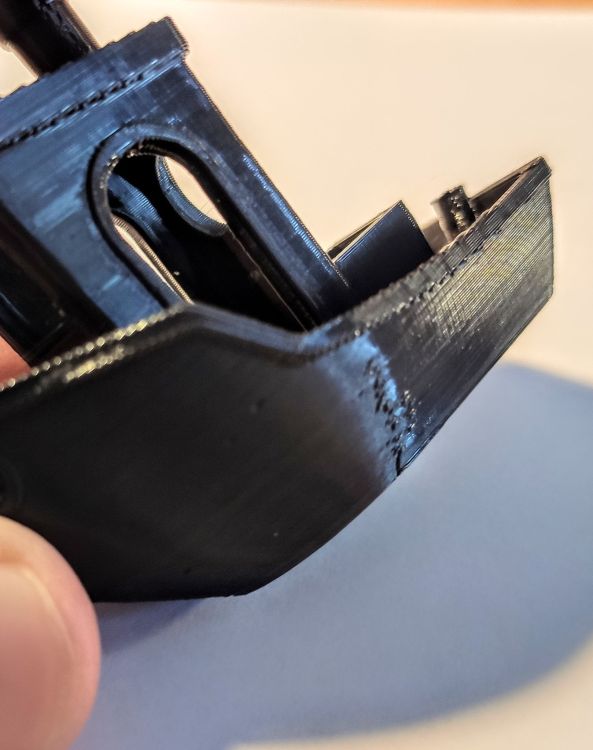
Merci pour vos réponses rapides ! -->Je relance une impression avec vos conseils ci dessous : @Idealnight : Je n'arrive pas a installer le plugin HTML, tu as un tuto ? Il s'agit des paramètres de base "Standard quality" de CURA : La rétraction de base est à 6,5 et vitesse 50. Je refais un premier test avec ca plutôt que 8 et si c'est encore trop je passe en 4.5/25 comme tu le conseille mais la vitesse 25 m'inquiète : 4h pour un Benchy ? @PPAC : réglage d'origine Estep = 93. J'ai fait 4 essais avec marquage à 120, extrusion 100 puis mesure, en moyenne il me restait 26,2 au lieu de 20 --> 93*100/(120-26,2) = 99,14 arrondi à 99. Les mesures ensuite sont beaucoup plus proche des 20mm @PPAC + @pommeverte : J'imprimai avec la micro SD fournie, je fais le test avec une carte Toshiba que j'utilise pour ma GoPro et qui semble avoir une bonne vitesse. C'est peut être juste moi mais j'ai l'impression que ca change énormément le comportement de la machine ! @PPAC: La thermistance semble bien en place et connectée. -->Resultats d'impression : il y a pas photo Après (gauche) / avant (droite) - tous les deux en 0,2mm Restent 2 défauts légers : Petits pâtés aux points de départ des couches, bien plus petits qu'avant mais toujours là Correspondance CURA 2. Creux a certains endroits (+ "poils de nez" plus importants qu'avant mais pas critique) Vos suggestions pour améliorer encore seraient les bienvenues, Merci !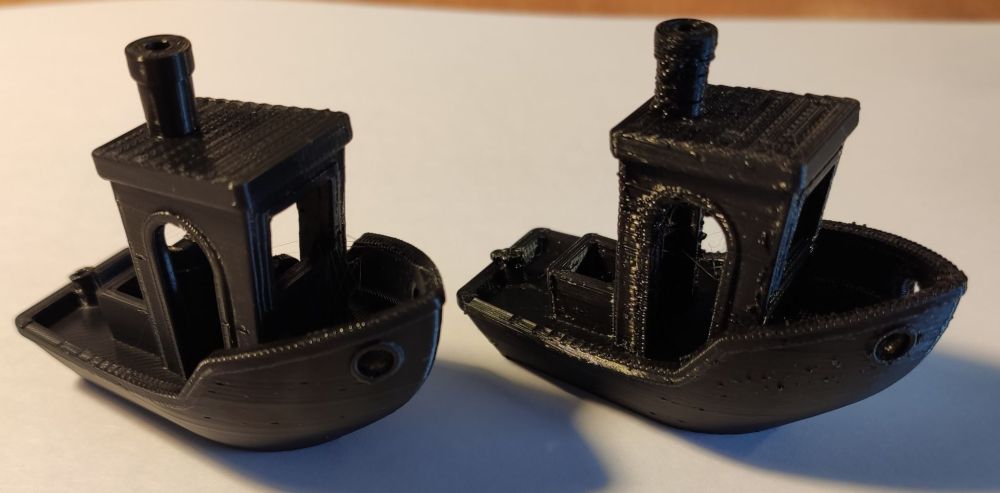

-
Vilmo a changé sa photo de profil
-
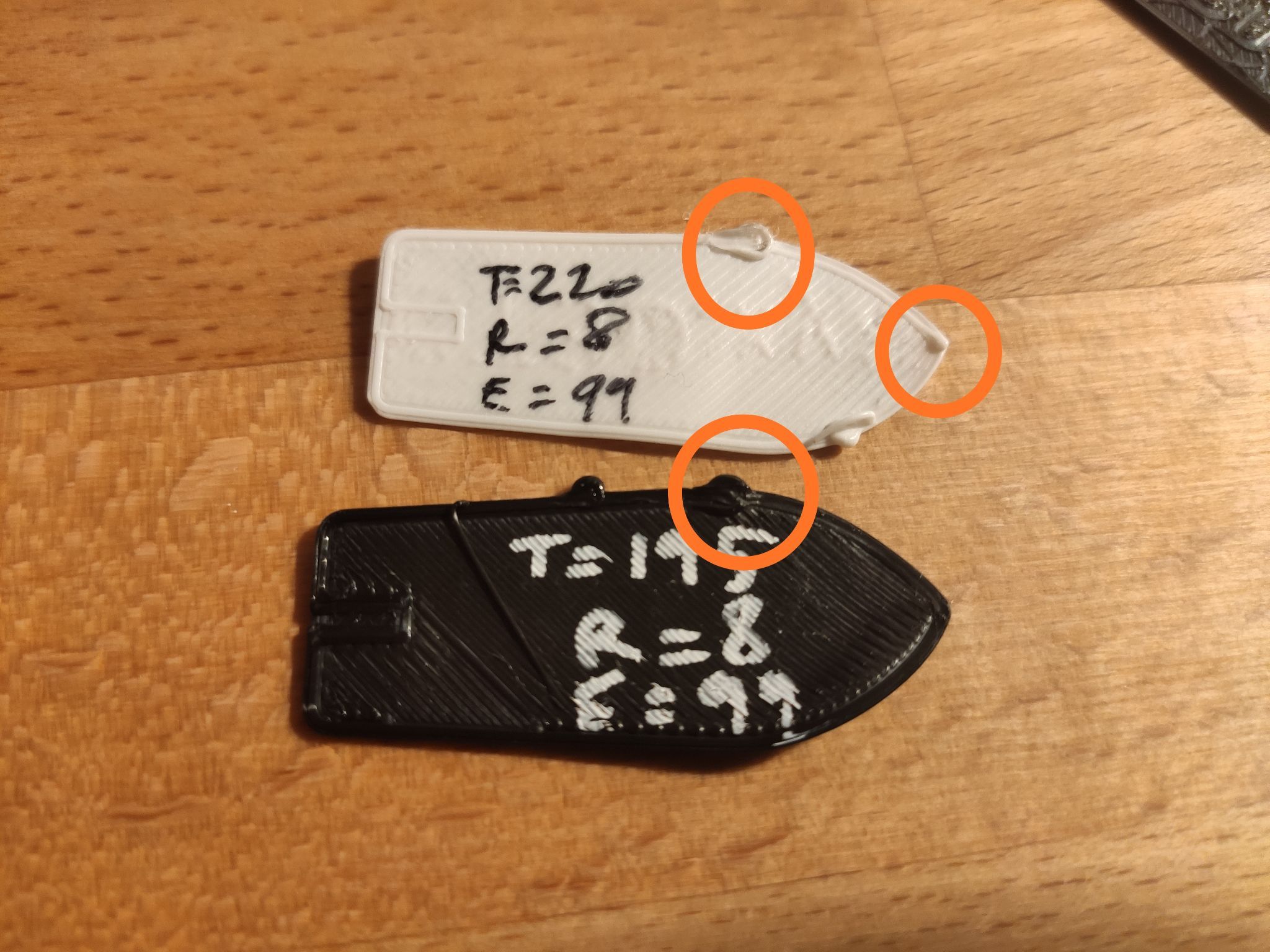
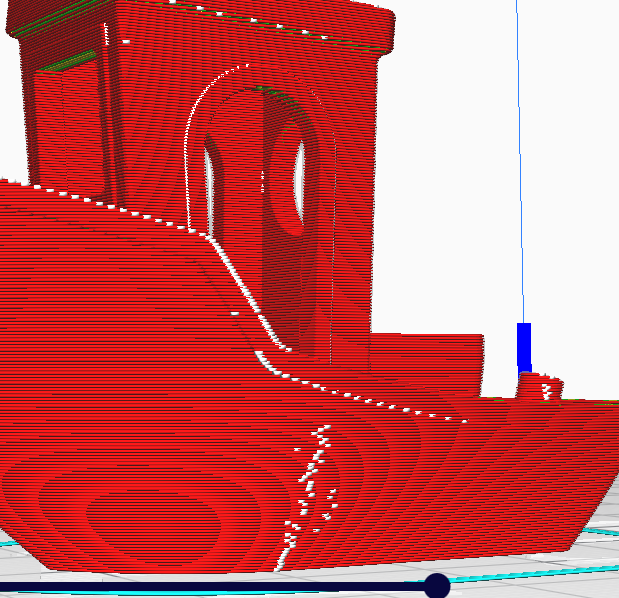
Bonjour Ma Ender 3 V2 fait des pâtés, a certains moments de l'impression la buse est immobile et continue à extruder (alors que le moteur E ne tourne pas) Cela crée un joli pâté et ce quelque soit le slicer, le filament PLA ou le modèle... j'en suis à ma 6ème impression foirée... donc je me tourne vers les pros... Je précise que ma Ender est neuve, 100% d'origine. Ce que j'ai déjà fait : Réglage de l'extrusion, qui était (a ma surprise) en sous extrusion. Reglage actuel = 99 Essais avec différentes valeurs de rétraction dans CURA, jusqu'à 8mm... pas de changement visible Essais avec différentes températures entre 190 et 220 Essai avec 2 types de filaments : un PLA ERYONE noir et le filament fourni par Creality Essai avec différents modèles et slicers... ci joint une image de deux débuts de Benchy slicés dans CURA + un Benchy slicé dans Creality Slicer Recherches sur le net et sur ce Forum, à priori les gens ont plutôt le problème inverse ! Le PLA a tendance à couler tout seul quand la buse est chaude. mais en cours d'impression le pâté semble être "poussé" et non pas seulement tomber par gravité. Comme si il y avait une certaine pression dans le hot end. Merci pour votre aide et à très vite !

-
Bonsoir à tous, Je suis novice ou presque dans l'impression 3D j'ai fait un peu d'impression frittage poudre et stéréo dans le cadre du boulot, et après avoir imprimé quelques projets sur l'Ender3 d'un cousin j'ai récemment franchi le pas avec une Ender 3 V2 J'espère pouvoir être utile à la communauté et trouver réponses à mes questions, Sinon, j'ai 35 ans, je suis dans le 92. Marié+ 2 mômes, passions : bricolage, moto, plongée... A bientôt!