mutrised
-
Compteur de contenus
7 -
Inscrit(e) le
-
Dernière visite
Récompenses de mutrised
")





-
Extrudeur titan sur ender3 pro avec ptfe
mutrised en réponse au topic de mutrised dans Entraide : Questions/Réponses sur l'impression 3D
A priori c'était bien simplement un problème de sur chauffe de la carte mère... Plus de problèmes d'extrusion Avec la carte a l'extérieur du caisson et avec une ventilation forcée permanente. Merci pour votre aide, en espérant que ca puisse servir a d'autres ensuite -
Extrudeur titan sur ender3 pro avec ptfe
mutrised en réponse au topic de mutrised dans Entraide : Questions/Réponses sur l'impression 3D
Non j'imprime en ASA, je ne pense pas que la buse se bouche, il manque de la matière a des endroits assez spécifiques (a priori aux retours de rétraction). J'avais pensé a un problème de moteur ou drivers pas adapté a l'extrudeur titan. Mais j'ai l'impression que c'est le drivers extrudeur qui surchauffe... Fran6p avait mentionné cette hypothèse comme dommage au drivers, mais il semblerait que sans aller jusqu'à l'endommager il doit chauffer assez pour galérer un peu. Je pense que le temps que la structure alu de l'imprimante monte en température ca passe, mais passé 1h30 la carte doit être trop au chaud. Je viens de lancer une impression avec toute l'électronique en dehors du caisson. Ce qui devrait resoudre le problème, si c'est bien juste ca... (MAJ troisième pièce nickel, la quatrième est a 25% et RAS pour le moment ) Pour le problème de la hotend pas assez refroidie qu'est ce qu'on a comme solution en caisson fermé ? Un tube flexible façon respirateur qui récupère de l'air extérieur ? L'intérieure du caisson depasse légèrement 40°C en impression. -
Extrudeur titan sur ender3 pro avec ptfe
mutrised en réponse au topic de mutrised dans Entraide : Questions/Réponses sur l'impression 3D
Ah ah, j'ai remis l'extrudeur alu et j'ai toujours le problème :). Mais j'ai remarqué quelque chose. Si j'imprime quatre pièce en sequentiel sur 3h au total, les deux premières sont bonnes, la troiseme a quelques pb d'extrusion et la dernière plus que la troisième... J'avais omis de considérer un facteur... Depuis bientôt une semaine c'est canicule... La pièce ou j'ai mes imprimantes est sous les toits, il y fait facile 35 voir plus... Queul9a déjà eu ce genre de symptômes avec en environnement trop chaud ? -
Extrudeur titan sur ender3 pro avec ptfe
mutrised en réponse au topic de mutrised dans Entraide : Questions/Réponses sur l'impression 3D
Effectivement, maintenant que tu le dis le 80 c'est les X et Y, l'extrudeur était effectivement au dessus, mais je n'ai plus la valeur exacte en tête... La valeur est un peu supérieur à celle d'origine parce que le pignon est plus petit que l'extrudeur en plastique d'origine. Mais la valeur était à priori bonne (testée à chaque fois au pieds à coulisse à 0.05mm sur 50mm de filament). J'utilise du PTFE capricorne qui résiste un peu mieux, mais je vais envisager de passer à une hot end full metal. Pas d'infos concernant la vitesse d'extrusion en titan sur creality 1.1.5 ? -
Extrudeur titan sur ender3 pro avec ptfe
mutrised en réponse au topic de mutrised dans Entraide : Questions/Réponses sur l'impression 3D
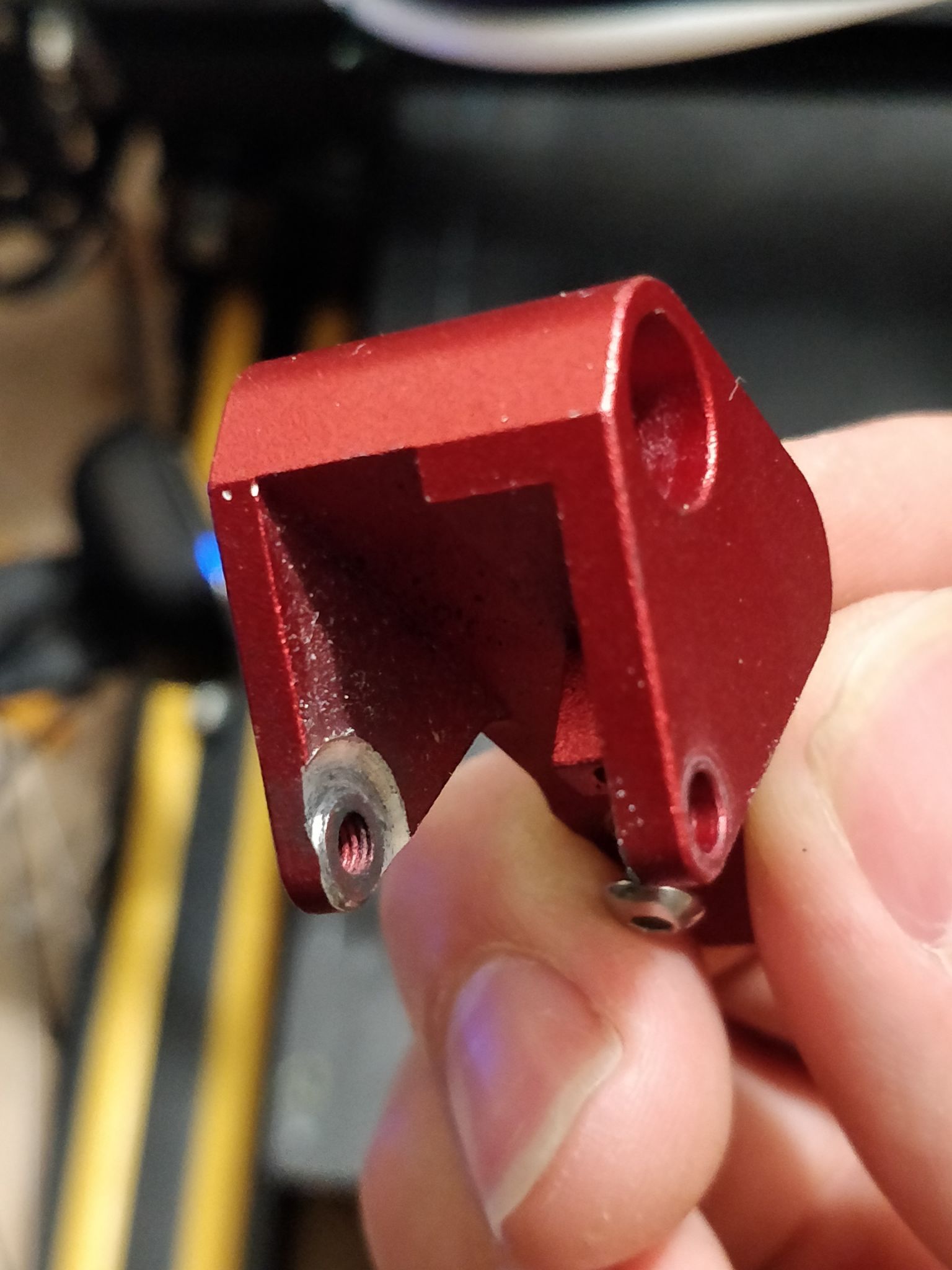
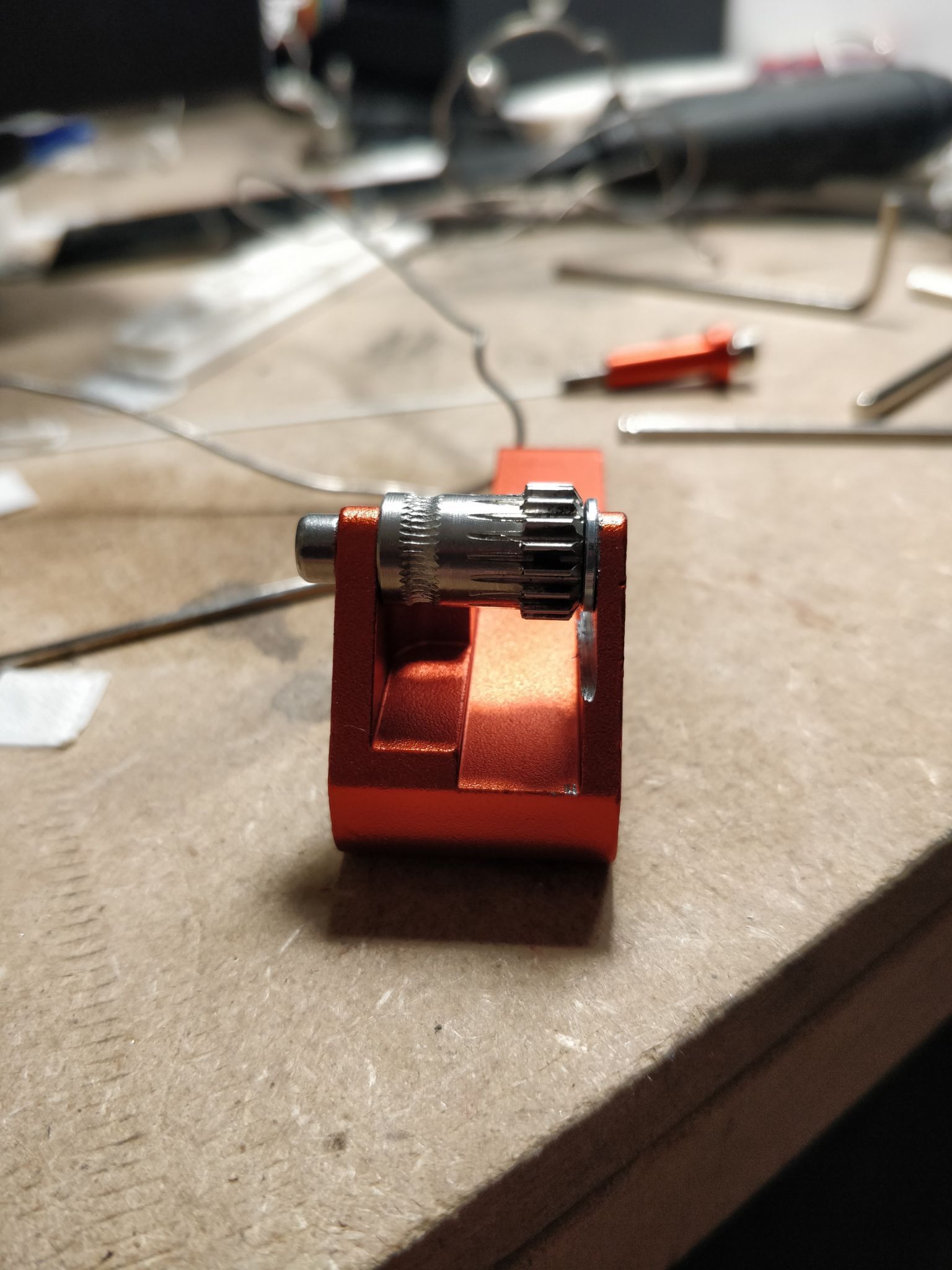
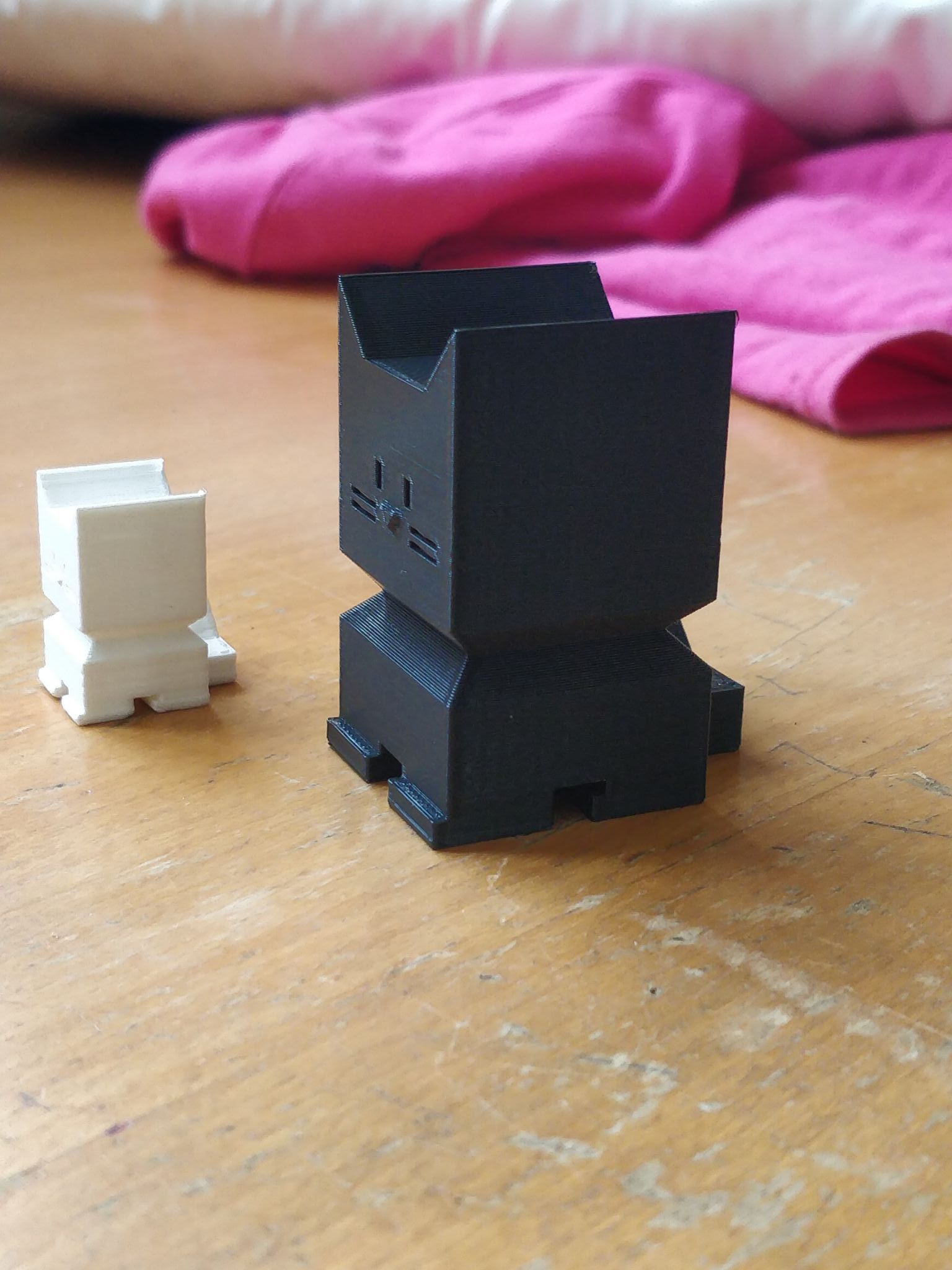
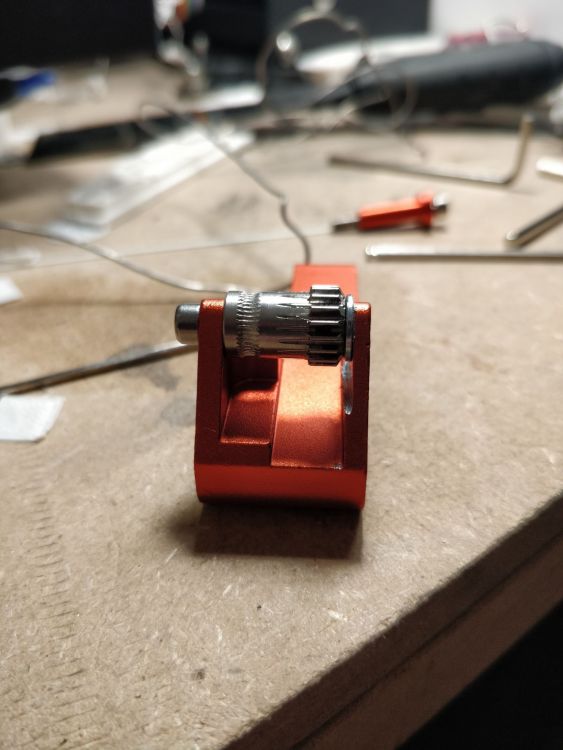
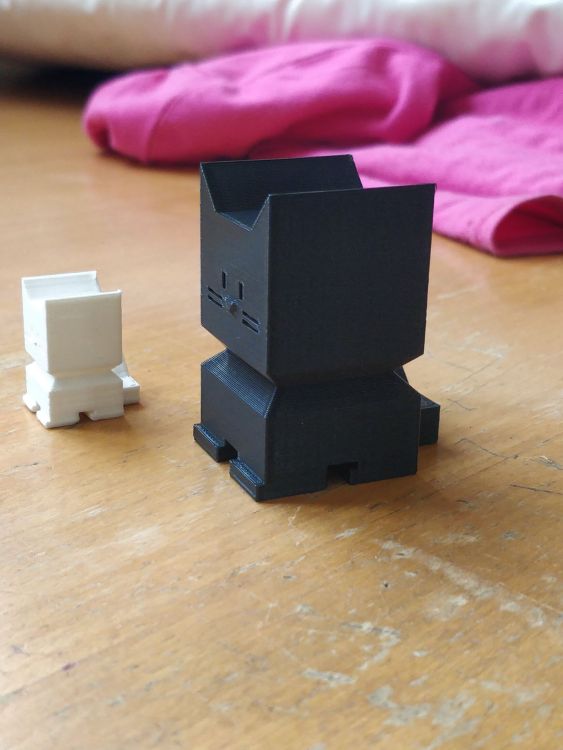
Merci pour vos réponses Avec l'extrudeur précédent j'étais à 80, je suis passé à 408 avec le titan. Le but de passé sur cet extrudeur était en effet gagner en couple, mais surtout éviter les problèmes d'usure prématurée des extrudeurs alu (pignon qui grignote l'alu qui semble être répandu). Et tant qu'à faire, pouvoir envisager d'imprimer du TPU avec un peu plus de facilité que sans. Permets moi en revanche de douter de ta dernière phrase. Les contôleurs de moteurs pas à pas reçoivent il me semble deux informations, la direction, et la commande, sous forme de signal créneau (1 front du signal => un pas). Pour conserver la même vitesse, avec un step/mm 5 fois plus grand, ça implique d'envoyer une commande avec une fréquence cinq fois plus élevées. Les chips ont tous leur limitations, et douter de la capacité des chips sélectionnés par creality à gérer un fréquence cinq fois plus élevées que la configuration stock ne me semble pas aberrant (à moins que ?). Rétraction par défaut: 35mm/sec => à 80 step/mm => 2,8kHz En passant au titan: 35mm/sec => 400 step/mm => 14kHz Ayant réduit à 10mm/s => 400 step/mm => 4kHz -> bien que supérieur, on est reste dans la même échelle cette fois Mon idée avec la changement de microtepping aurait été de diviser la valeur par quatre (à priori de 16 microsteps à 4), ce qui me permettrait d'avoir 35mm/sec => 100 step/mm (4 fois moins de microsteps) => 3,5kHz (mais de gagner encore en couple puisse que moins de microsteps) Après avoir remplacé le PTFE et la buse j'ai pensé au moteur, mais avec un autre j'avais exactement le même résultat. Concernant la carte mère, j'y ai pensé, c'est une créality 1.1.5 (version silencieuse), j'ai une 1.1.4 mais je n'ai pas essayé de faire l'échange pour éliminer cette piste... Je suis effectivement sur le hotend de base (le rouge), je sais que ce n'est pas idéal, je pense la remplacer prochainement... Mais c'est la première fois que j'ai un soucis, après au moins 200h d'impression d'ASA (et il avait déjà des heures en PLA). Mais ayant encore le problème après son remplacement, le PTFE étant un problème, il y en a aussi un autre que j'essai d'identifier. Je vais vérifier de quelles règles de l'art tu parles, je pense être au fait de la méthode mais je vais vérifier (le problème est arrivé avant le remplacement, je n'avais jamais eu à remplacer la buse sur cette imprimante avant, et le dernier remplacement de PTFE datait facilement de 300h au paravant. Alors c'est parfait, c'est précisément ça que je cherche en postant sur ce forum :), des expériences utilisateurs ;). Je vais aller jeter un oeil à la section creality ! Merci Je te laisse lire mon dernier message pour te faire une idée. Ensuite, je ne vois pas de quelles valeurs tu parles, des steps/mm ? Je n'ai jamais dit avoir un problème pour déterminer les paramètres d'impression, mais que je soupçonnais une limitation des drivers utilisés sur les board creality pour y installer un extrudeur titan, et cherchait à avoir des retours d'expériences pour savoir si c'était le cas, ou s'il se pouvait que j'ai un élément défectueux quelque part. Je tiens à préciser qu'avant que ce problème ne surgisse brusquement, l'imprimante me faisait des prints casi parfaits, qu'elle continue de le faire avec la rétraction baissées à 10mm/sec (imprimante à priori bien calibrée du coup), et que mon seul soucis est de ne pas pouvoir aller au dessus. Or à cette vitesse en bowden, ça ajoute un temps non négligeable aux impressions... Si ne je trouve pas de solution pour utiliser des titans à plus de 10mm/s, je me rabattrai sur les extrudeurs dual gear alu modifiés et renforcés pour palier à leur défaut de conception... Mais ce serait dommage, je trouve les titans bien mieux pensés... Pour référence, voici le défaut dont je parle. Cet extrudeur a 200h... A l'origine il est plan... L'engrenage en acier, a force de frotter creuse l'aluminium et fini par mordre de temps en temps (saut de step -> problème d'extrusion). On peut corriger le problème en limant la partie inférieure et ajouter un rondelle en acier sur laquelle glisse l'engrenage (avec un peu d'huile évidement). Opération réalisée sur ma deuxième ender 3. Et suivi un calibration cat de 50mm imprimé en PLA sur cette même imprimante avant le problème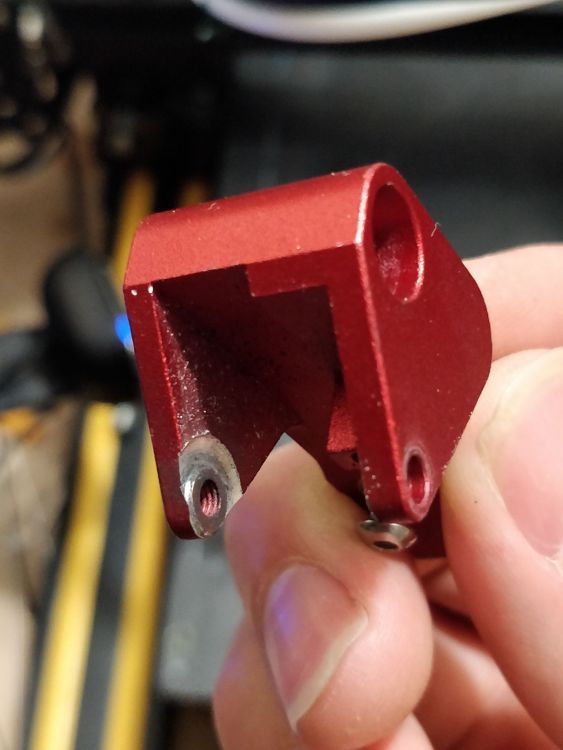
-
Extrudeur titan sur ender3 pro avec ptfe
mutrised en réponse au topic de mutrised dans Entraide : Questions/Réponses sur l'impression 3D
Les steps sont réglés et sauvegardés. Ca n'a rien a voir si ce n'est que pour une même vitesse de rétraction, quand on passe de 80step/mm a 400step/mm la commande fait x5 en fréquence. Je ne suis pas sur que les drivers soient capable de gérer cette frequence. En tout cas le moteur ne réagit visiblement pas bien :/. Non je ne suis pas en direct drive, j'ai pensé y passer mais comme j'imprime assez vite, je préfère garder la tete5aussi légère sue possible et donc rester en bowden. Sur mon profils rapide je suis a 45mm/s de rétraction, je suis passé a 10 sur l'extrudeur titan sinon je me retrouvais avec des parties de couches manquante sur lre extrusions suivant une rétraction (donc probablement le moteur qui ne parvenait pas a suivre la commande, ou le drivers) Mon idée sur le microstepping c'est de pouvoir reduire le nombre de microsteps pour reduire la fréquence des drivers et au passage gagner en couple sur l'extrudeur, puisse que le titan a une réduction de 1:3, diviser par deux le nombre de microsteps ne me ferait pas perdre en résolution par rapport a l'extrudeur dual gear alu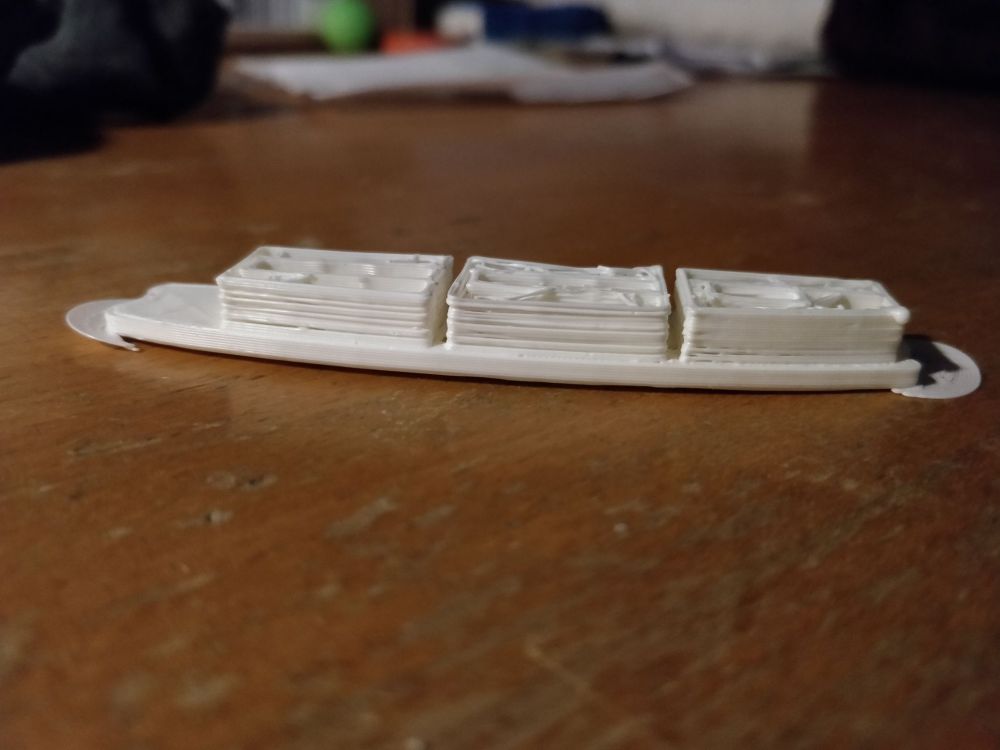
-
Salut Cela fait 24h que je cherche des infos sur mon problème dans succès. Toutes mes excuses si celui ci a déjà été abordé sur ce forum, mais je n'ai pas trouvé le thread... J'ai une ender 3 pro avec laquelle j'imprime de l'ASA (245 buse et 90 lit). Vendredi dernier j'ai commencé a avoir des problème de sous extrusion (parties de couches manquantes). Incriminant tout d'abord l'extrudeur (dual gear aluminium) je l'ai changé par un titan aero que j'avais sous la main. Lextrudeur était effectivement fatigué, un des deux roulements axiaux de la seconde roue était bloqué... Mais une fois l'extrudeur en place c'était pire... 3 a 4 fois olus de couches ratées. Suite a ca remplacement du ptfe, nettoyage du corps de chauffe et nouvelle buse. Encore pire... Il s'avère finalement que cest5la vitesse de rétraction, laissée a 25mm/s, mais en passant de 80 streps/mm a 400... Le driver ne foit5plus suivre la cadence et se trouve aux fraises complet... Si mon histoire jusque la sert a quelqu'un tant mieux :). Remplacer un problème par un autre donnant les mêmes problèmes c'est décourageant... J'en viens donc a ma question... Est il possible de changer les settingd de microstepping sur la carte creality 1.1.5 ? Avec l'extrudeur titan je suis maintenant bloqué a une rétraction de 10mm/s. Est ce que c'est normal ? Est ce que ca peut venir du moteur qui serait fatigué ? Est ce que quelqu'un a un titan sur cette carte et pourrait m'aiguiller ?