phil.b
-
Compteur de contenus
5 -
Inscrit(e) le
-
Dernière visite
Récompenses de phil.b
")


-
Problème sur les premières couches
phil.b en réponse au topic de phil.b dans Discussions sur les imprimantes 3D
moi je suis a 10 sur les couche extérieur et 30 pour le remplissage je vais essayer avec tes donner pour voir. -
Problème sur les premières couches
phil.b en réponse au topic de phil.b dans Discussions sur les imprimantes 3D
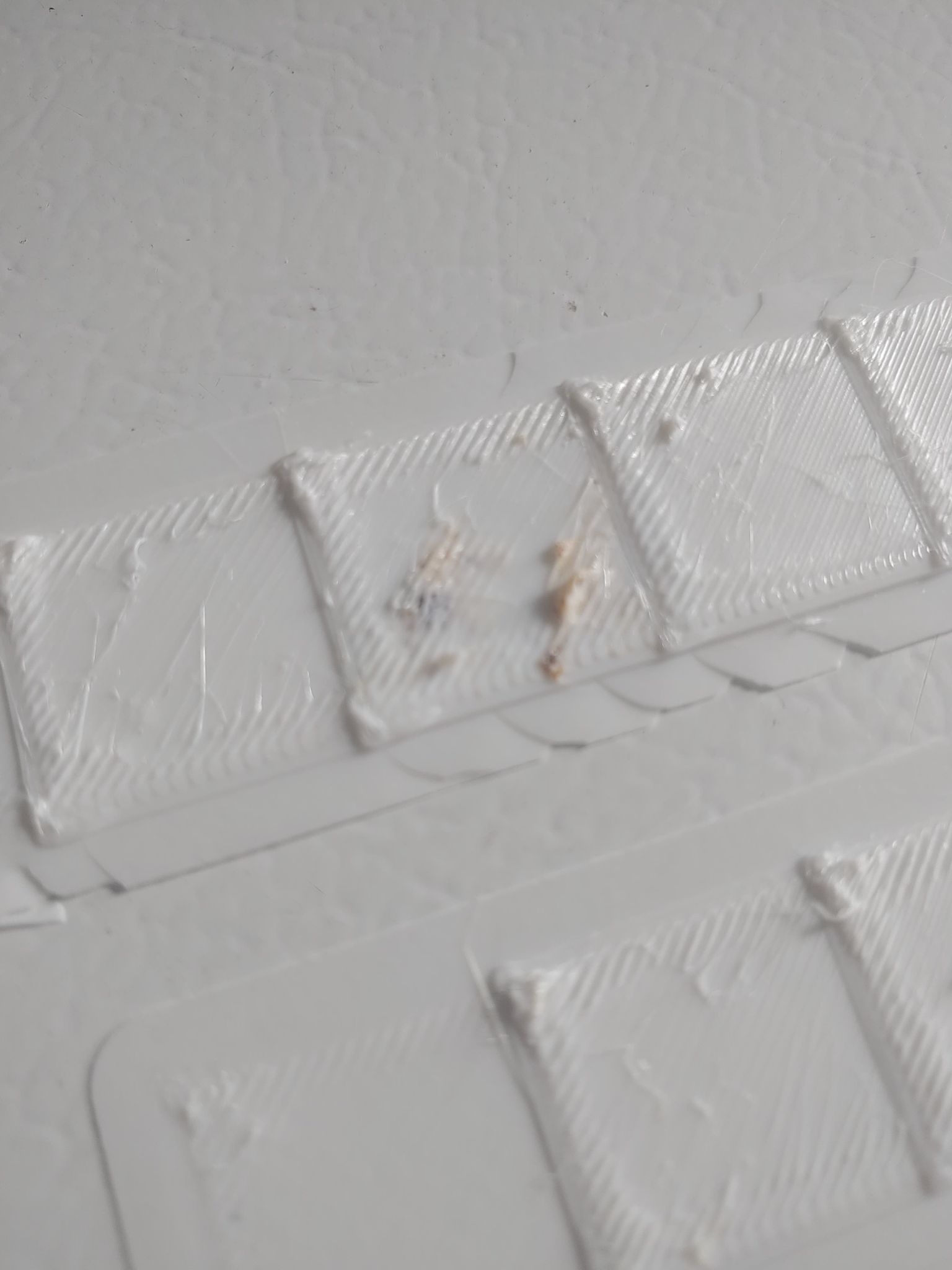
je vais essayer a 90% et je te tien au courant (environ 30 min ) et aussi pour ce qui est du pourcentage de chevauchement je n'est pas changer la valeur initial (30%) mais est ce que c'est trop ? pour ce qui est des couches après le remplissage elles sont nickel mais les première couche on toujours le défaut. Et aussi sur la première couche on vois bien la sous-extrusion donc je ne peut pas vraiment descendre en dessous de 90 %

-
Problème sur les premières couches
phil.b en réponse au topic de phil.b dans Discussions sur les imprimantes 3D
ahah oui du petg tu me dirais d'augmenter le ventilo ? en dessous de 85 il colle mal au plateau et pour la température j'ai essayer jusqu'à 230 et c'est toujours la même et aussi je comprend pas que la jupe sois nickel mais pas le remplissage -
Problème sur les premières couches
phil.b en réponse au topic de phil.b dans Discussions sur les imprimantes 3D
J'ai penser à ça au début aussi mais pourtant après tout les test de débit et de calibration sur l'axe z j'ai toujours le même default. J'ai déjà regarder le g code et rien n'est suspect peut être que tu va trouver tien. J'ai aussi suivi le tuto de titi78 avec la bille mais ca a rien donner CE3_Part1.gcode oui tu a raison certaine fois ca brule mais oui j'ai bien fait le tut de titi 2 fois et rien

-
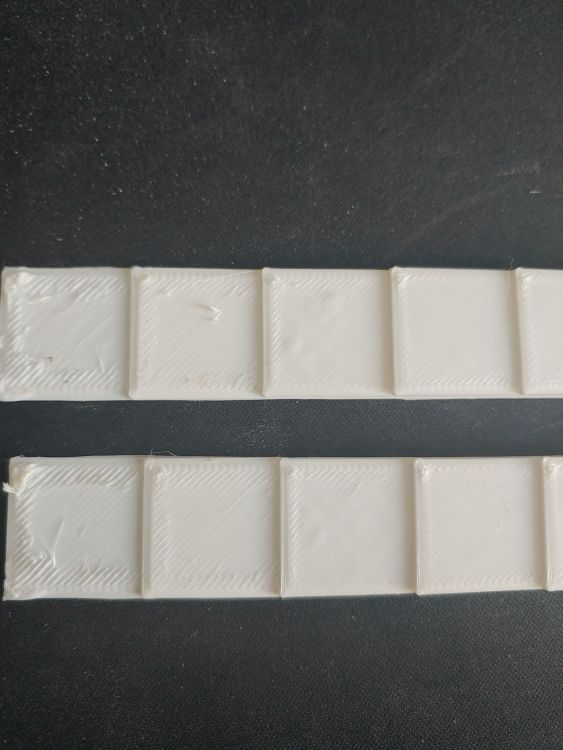
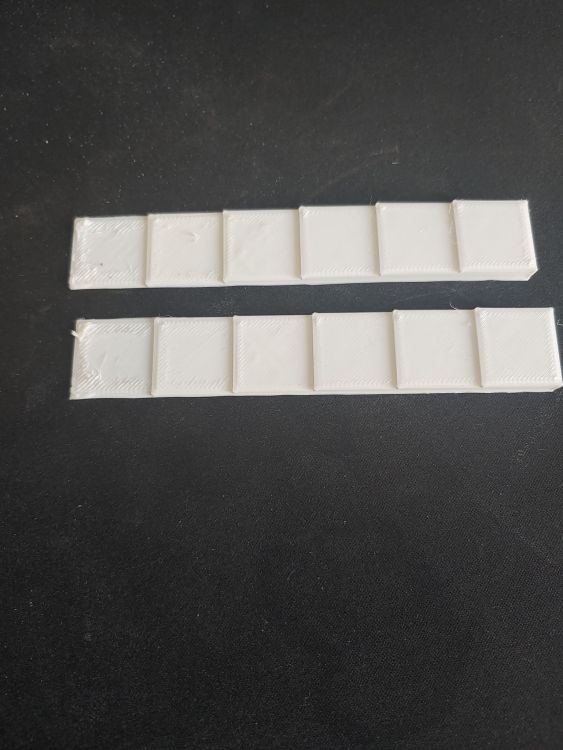
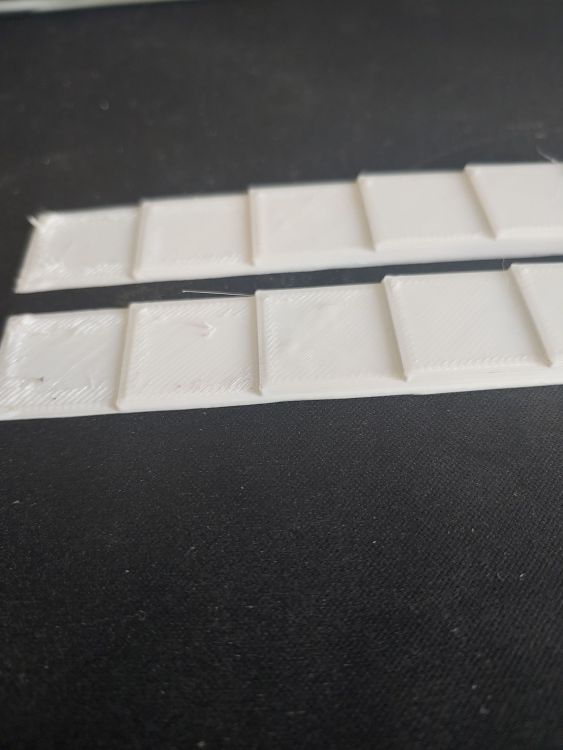
Bonjour à tous, Dernièrement je me suis acheter une nouvelle ender3 v2 et pas moyen de sortir une pièce… c'est la première fois que je vois ce problème. Lors de mes premières couches la jupe ce fait toujours super bien mais par la suite le problème arrive. Si je réussi a passer les 10-15 première couche tout ce rattrape et l'impression ce fini bien ( on vois encore le défaut mais plus de grosse bosse. Pourtant j'ai tout fait les calibrations -tour de température -tour de rétractation -tour de débit - calibration de la sortie de filament - calibration des axe x,y,z Ce n'est pas un problème de filament non plus car sur mon autre imprimante tout est nickel J'ai jouer avec les paramètre jerk, accélération vitesse, mais toujours rien … Je suis pas mal perdu, si quelqu'un a une solution je suis preneur Merci