MaximumMT
-
Compteur de contenus
7 -
Inscrit(e) le
-
Dernière visite
Récompenses de MaximumMT
")




-
Ender 3 S1 qui fait des vagues !
MaximumMT en réponse au topic de MaximumMT dans Entraide : Questions/Réponses sur l'impression 3D
Oui sur le firmware d'origine mais pas encore sur le nouveau. Je vais regarder ca -
Ender 3 S1 qui fait des vagues !
MaximumMT en réponse au topic de MaximumMT dans Entraide : Questions/Réponses sur l'impression 3D
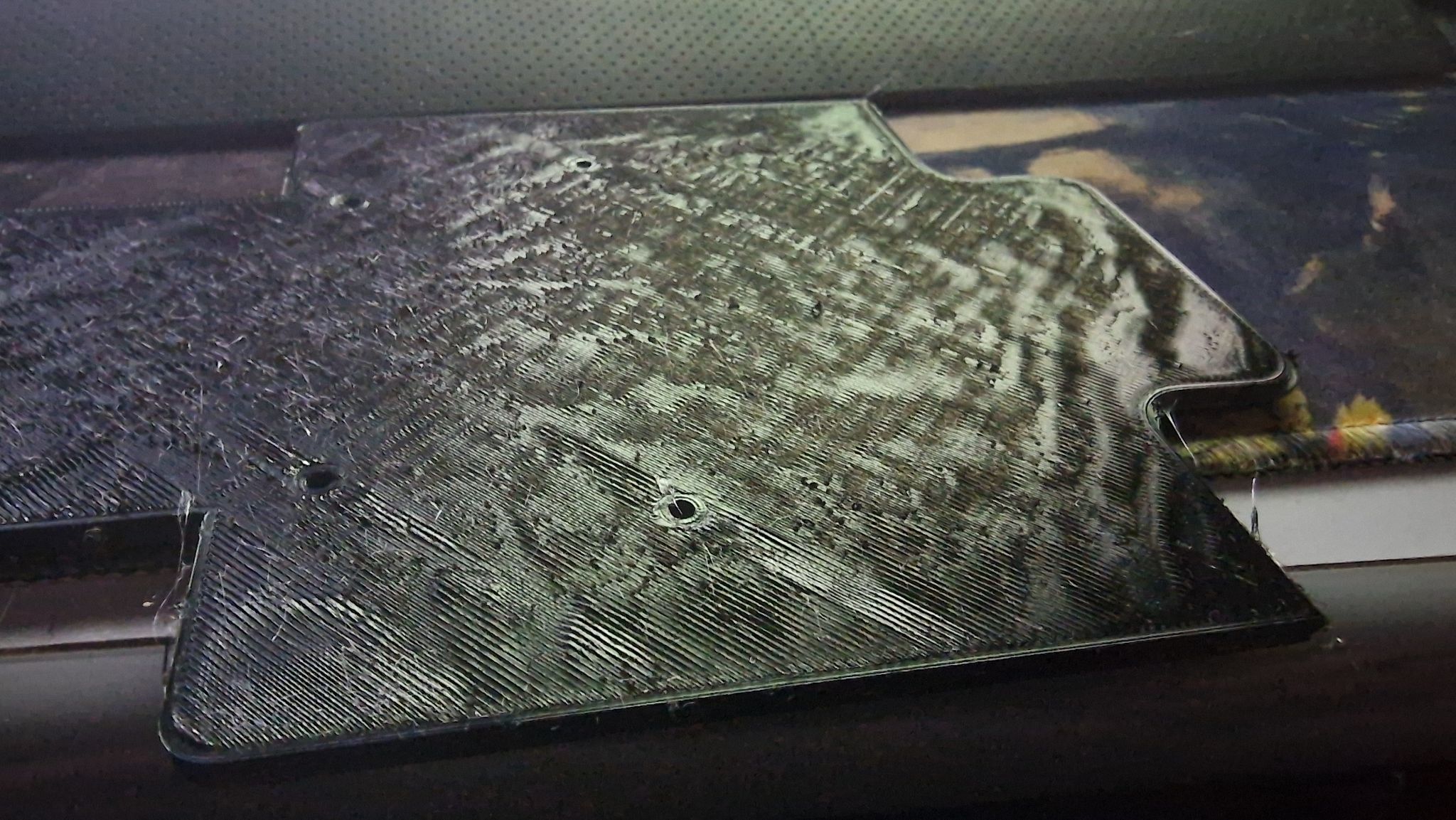
Tu passe pas pour le lourdeau au contraire. Merci pour ton aide. J'ai démonté les 2 axes Z et constaté une résistance lors de mouvement du rail. Déjà c'est une piste. Des que j'ai le temps, je te ferais part de mes résultats d'impression a differentes températures. La dernière image est un fichier récup. -
Ender 3 S1 qui fait des vagues !
MaximumMT en réponse au topic de MaximumMT dans Entraide : Questions/Réponses sur l'impression 3D
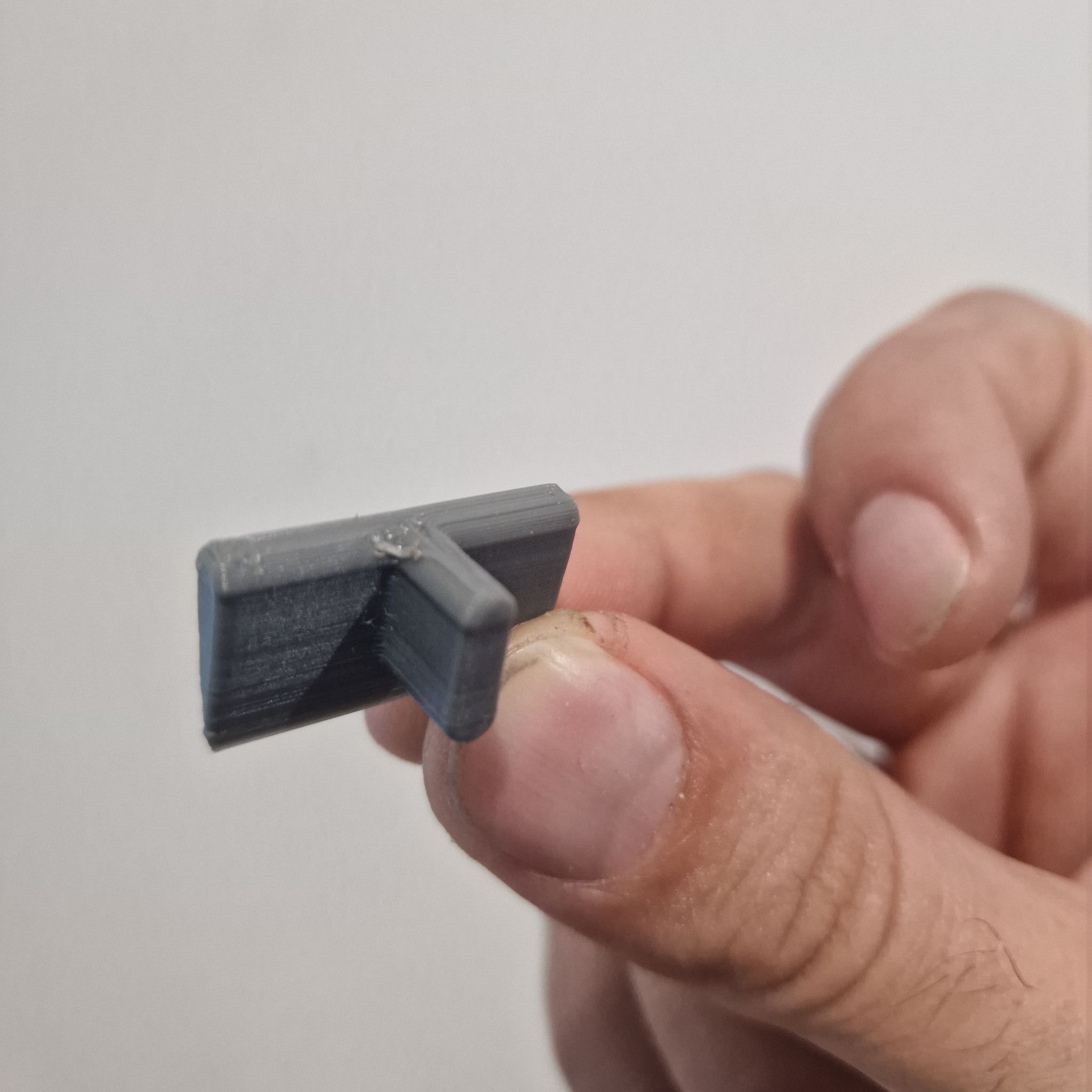
Il faudrait peut etre que je film une impression pour mieux cerner le problème... Je vais me concentrer sur le problème des premières couches trop large deja. Une idée? :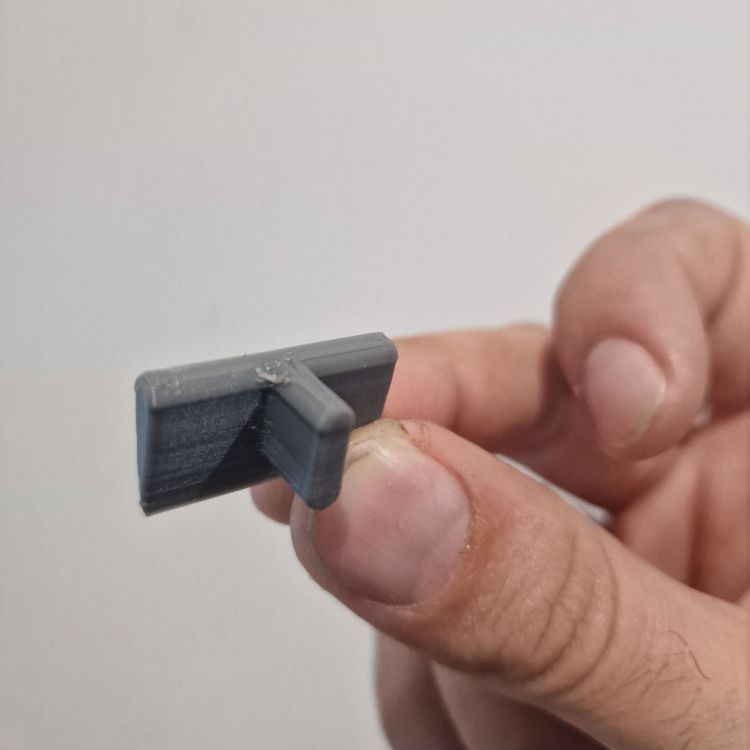
-
Ender 3 S1 qui fait des vagues !
MaximumMT en réponse au topic de MaximumMT dans Entraide : Questions/Réponses sur l'impression 3D
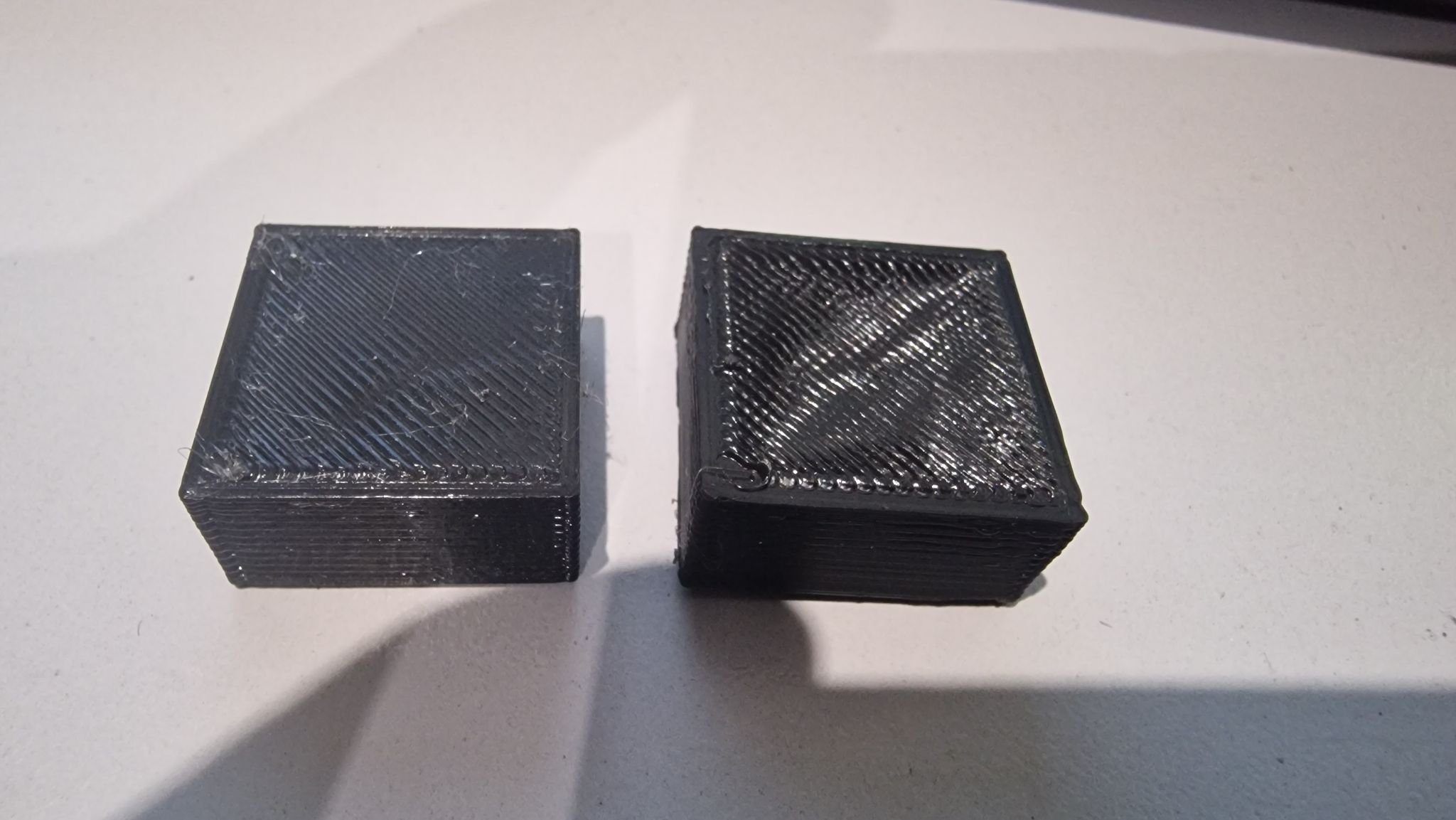
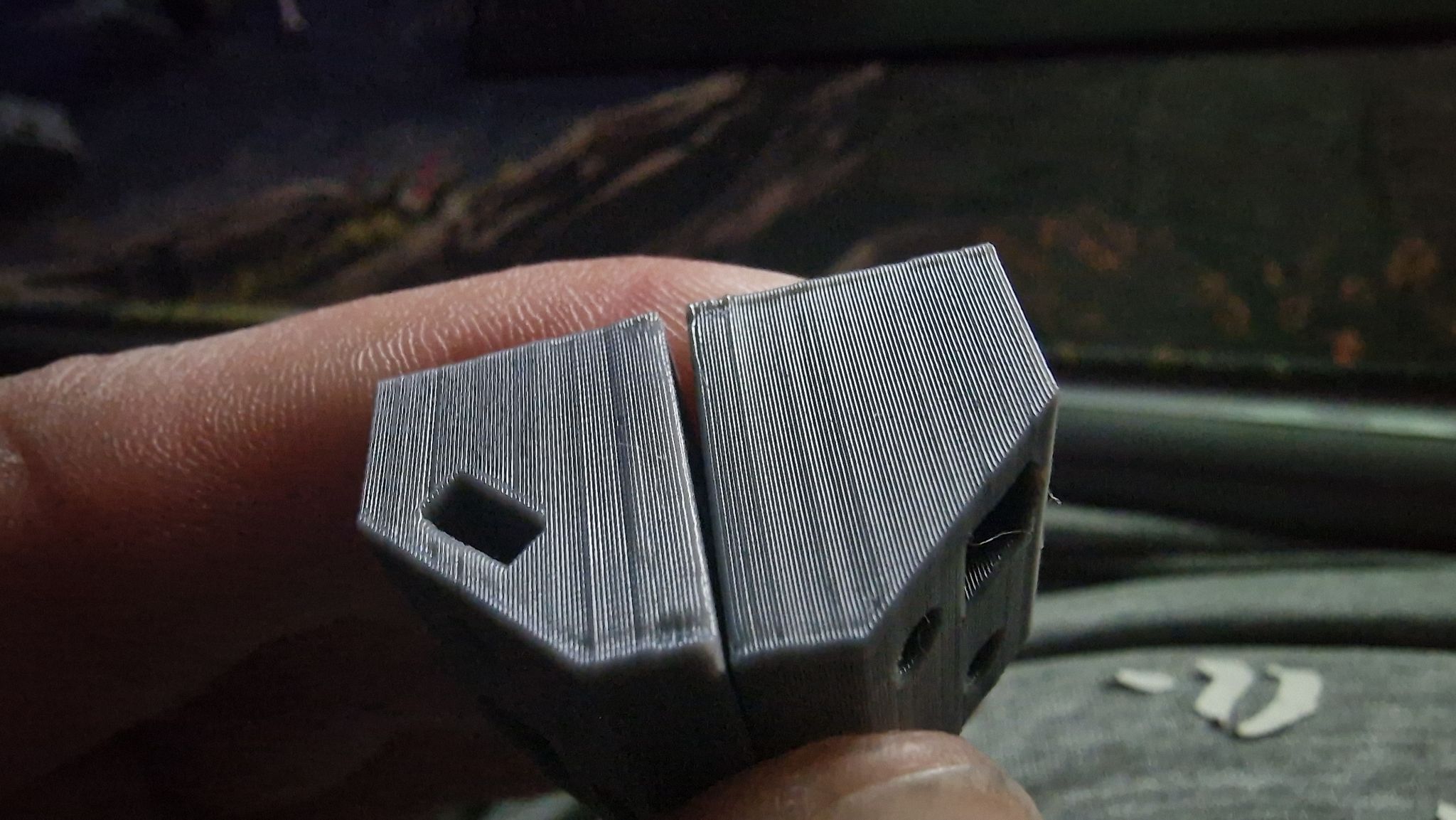
Oui pas de problème si pas a 100% . Je test a 30mm/s la sur un cube de 20 par 20mm avec une hauteur de 10mm. Je constate également que ma pièce une fois imprimé mesure 20.2mm en X et Y et 10.2 en Z Egalement moins de défaut en PETG mais ce n'est pas propre (PETG a gauche PLA+ a droite) : A 30mm/s c'est pire : Je vais démonter la tête pour voir. J'avais un peu de poussière dans le ventilateur de l'extrudeur mais toujours pareil pas d'amélioration.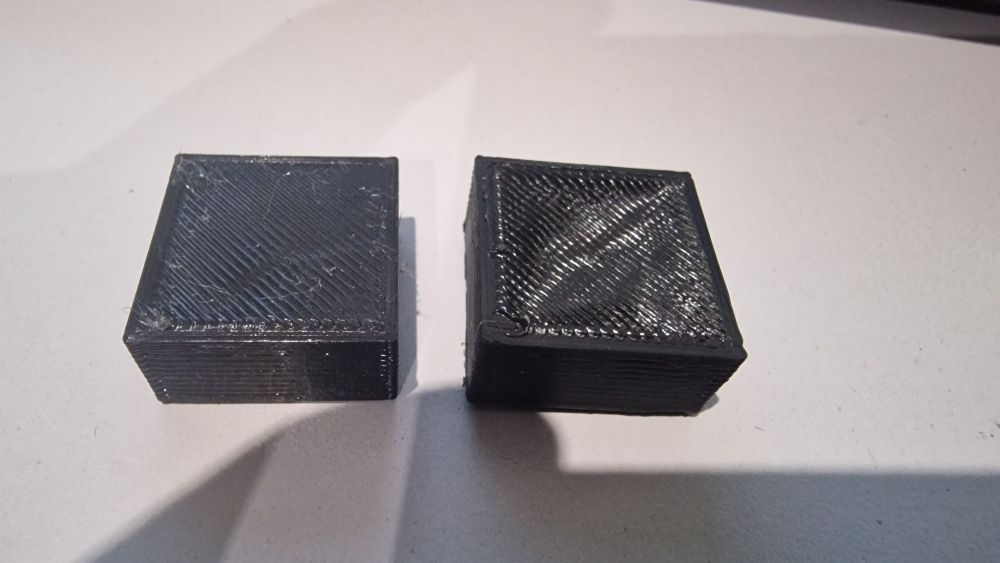
-
Ender 3 S1 qui fait des vagues !
MaximumMT en réponse au topic de MaximumMT dans Entraide : Questions/Réponses sur l'impression 3D
Les noix en laiton tu parle des roulettes? -
Ender 3 S1 qui fait des vagues !
MaximumMT en réponse au topic de MaximumMT dans Entraide : Questions/Réponses sur l'impression 3D
Au départ j'utilisai Cura puis PrusaSlicer. Mais pas de différence. La temperature je met 220 pour du pla+ qui supporte entre 210 et 235 J'ai jamais touché les réglages ventilo et la vitesse de remplissage est a 50mm/s -
Ender 3 S1 qui fait des vagues !
MaximumMT a posté un sujet dans Entraide : Questions/Réponses sur l'impression 3D
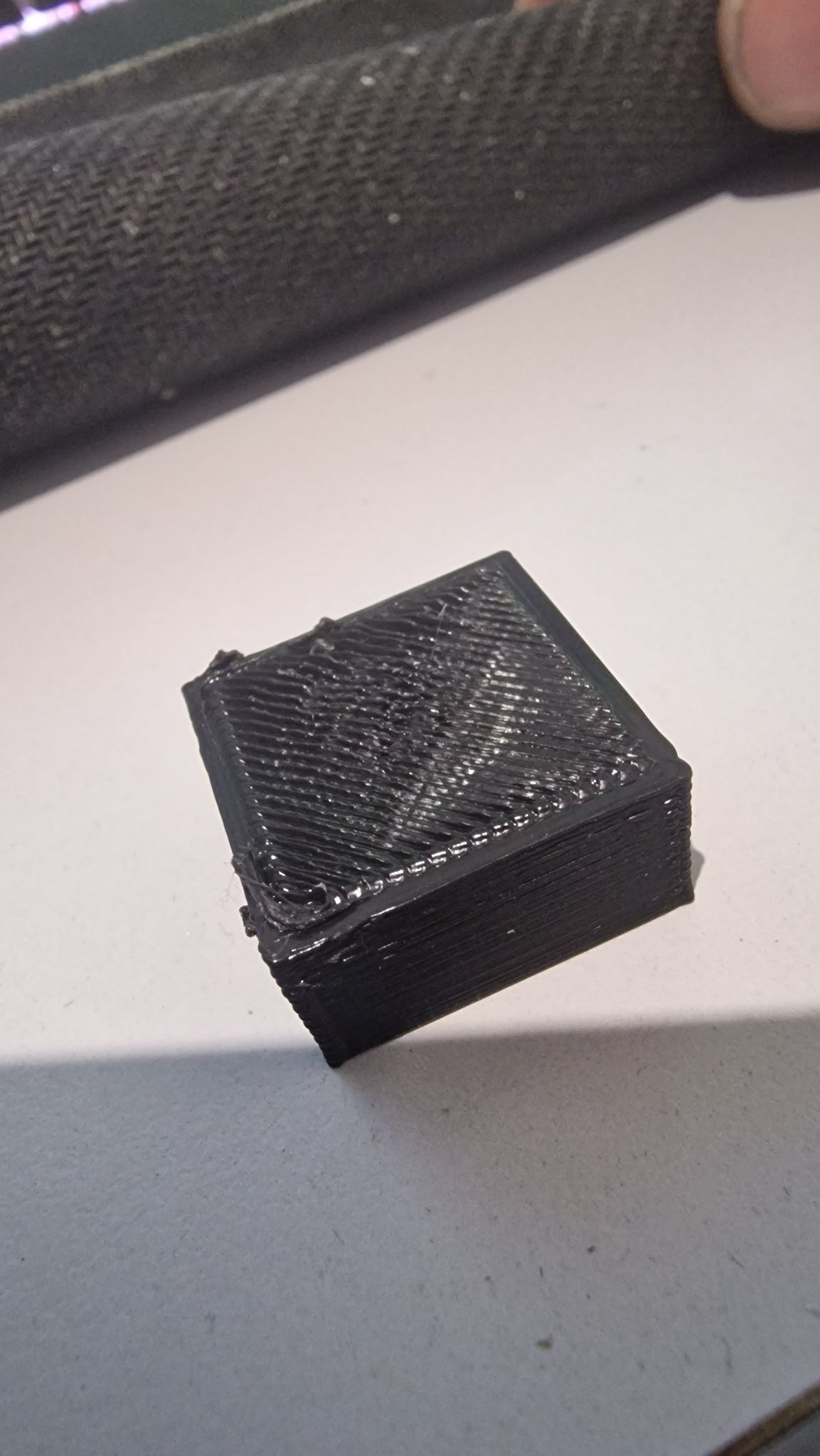
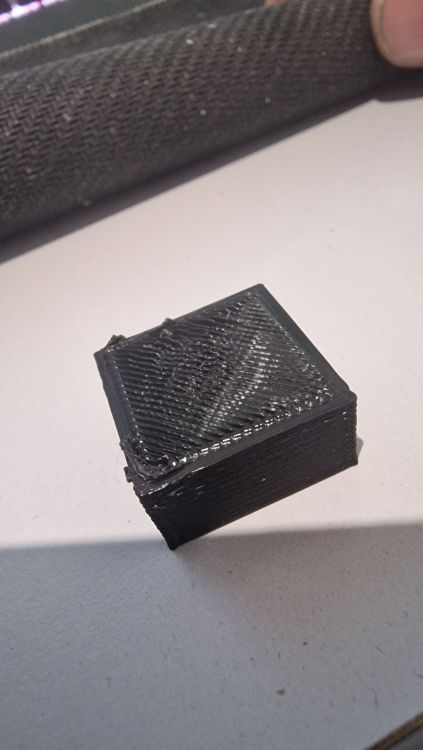
Bonjour a tous, Je vous lance un défis, oui rien que ca ! M'aider a trouver un problème qui me résiste depuis un moment et qui m'empêche d'utiliser ma nouvelle S1 sur des pièces a remplissage 100% J'ai 2 imprimantes très proches. Une Ender 3 S1 et une Ender 3 en 4.2.7. Les deux imprimantes possèdent sont en direct drive et ont le même firmware de Mr mriscoc en 20221002. Je peux donc m'appuyer sur la Ender 3 pour comparer les réglages et valider les fichiers 3D. La Ender 3 imprime impeccablement, enfin elle fait ce que je lui demande dans mes plages de tolérance. La S1 j'ai constaté 2 problèmes : 1. J'imprime un cube de test pour écrou M3 et sur le plan horizontale donc xy je n'arrive pas a entrer mes écrous (cotes trop serré). Je constate un léger écrasement des 11 premières couches : 2. Lorsque j'imprime avec un remplissage a 100% J'ai systématiquement une finition dégueulasse avec des vagues et des grumeaux : Mes actions : 1. Contrôle des serrages 2. Contrôle des axes jeu/points dures 3. Réglage tension courroie 4. Contrôle débit extrudeur 5. Remplacement filament 6. Réglages température 7. réglage rétraction 8. Remplacement de la buse 9. Mise a jour firmware 10. Remplacement du bed par du verre 11. a vous de me dire.... Sachant que les points précédents peuvent etre remit en question Merci pour votre temps.

-
Hello les bricoleurs, J'habite pas loin de Valence et j'utilise l'impression 3d pour réaliser un tas de choses utiles mais également pour le modélisme. Je suis ici avec vous pour partager mon expérience et trouver des réponses a mes questions. J'ai une Ender 3 complétement modifié et une S1. A bientôt.