djvs
-
Compteur de contenus
61 -
Inscrit(e) le
-
Dernière visite
-
Jours remportés
1
Tout ce qui a été posté par djvs
-
Filament technique de chez IEMAI3D
djvs en réponse au topic de djvs dans Consommables (filaments, résines...)
Bonjour En attendant les pièces de la K2, je met en route la petite IEMAI Magic HT ( pour imprimer le MOD de la K2) j'utilise le même filament que celui utiliser avec la K2 et aucun Pb de d'humidité. La suite des test avec PEEK Ultem....... Bon Print
-
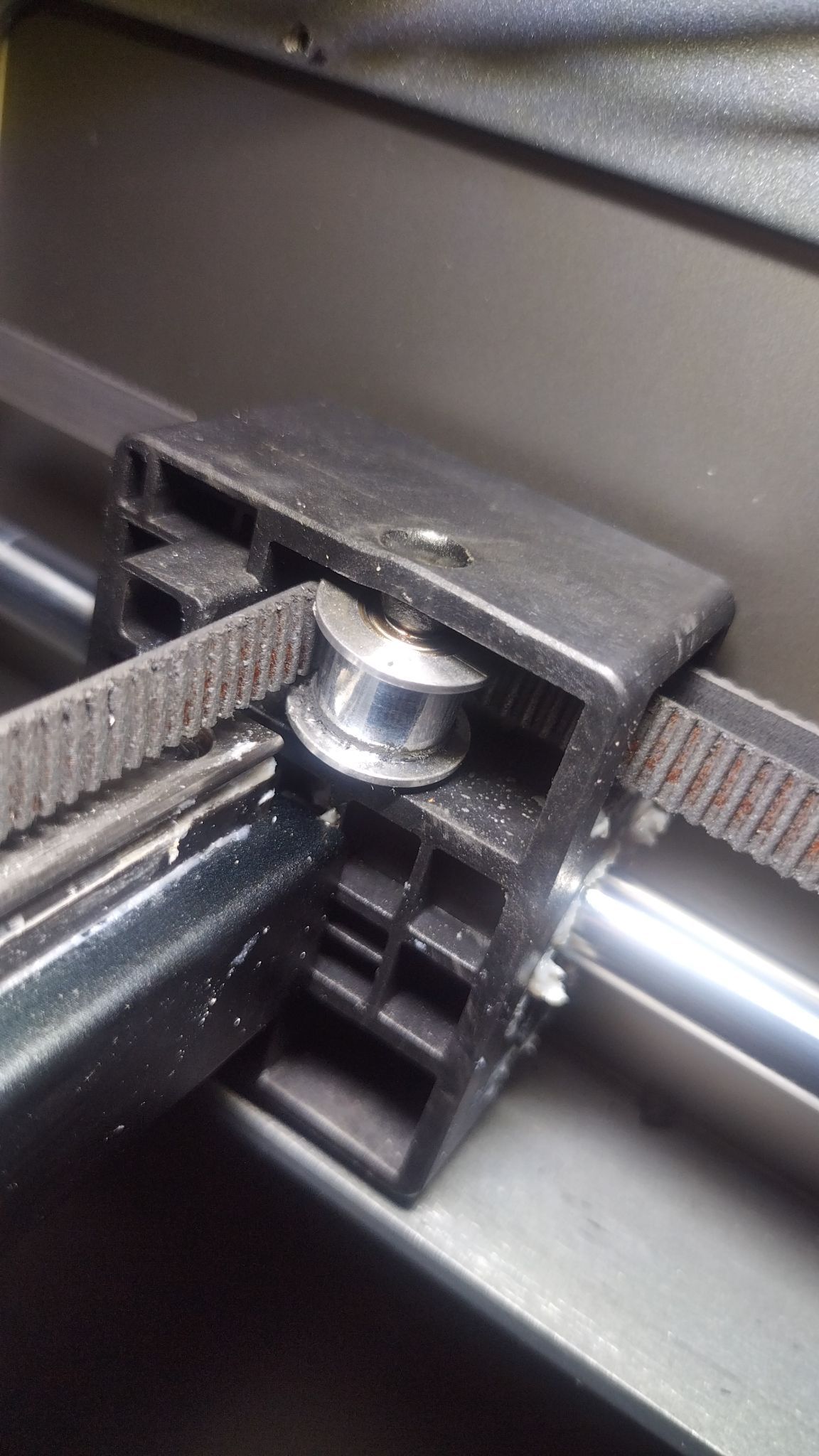
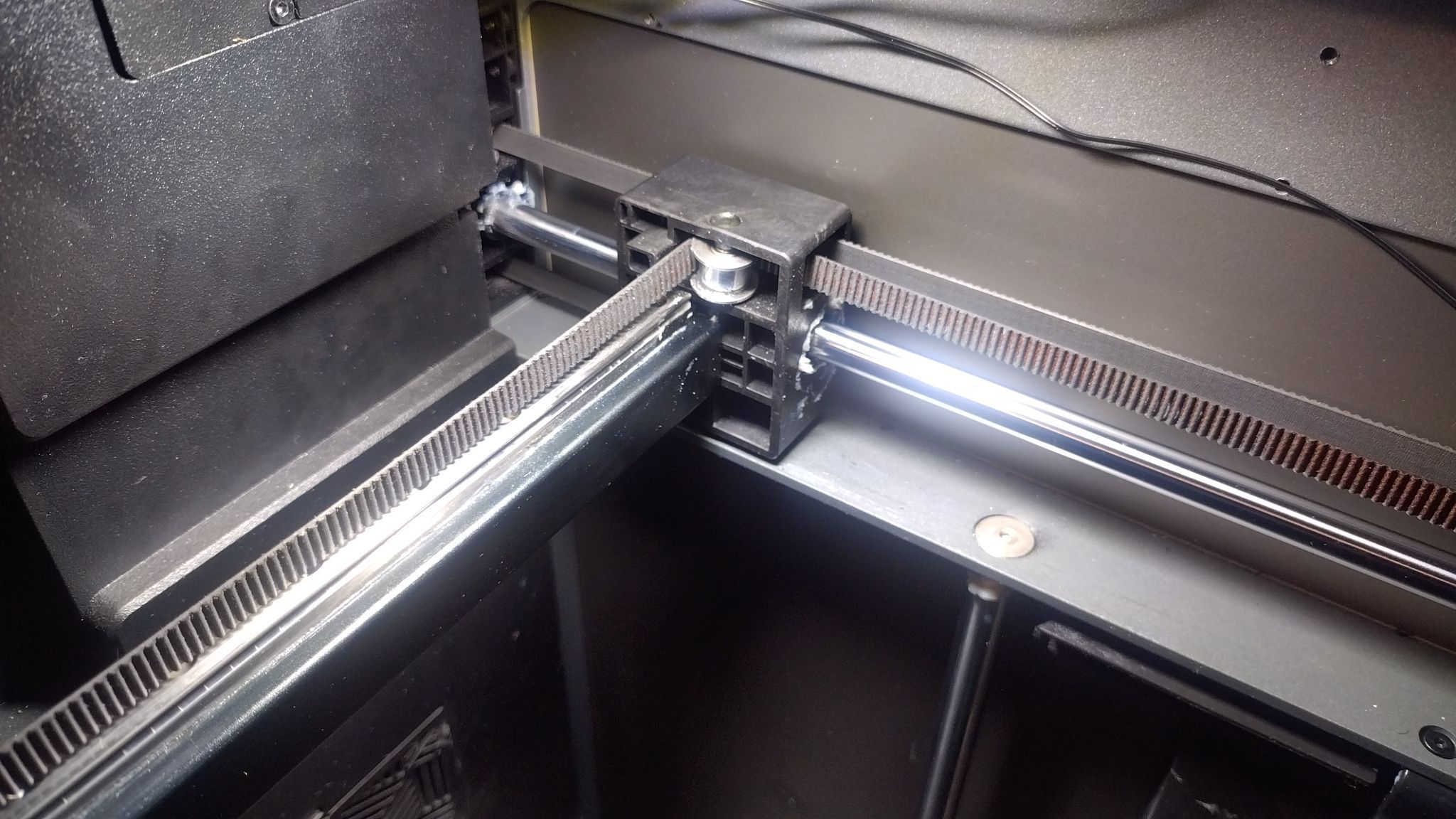
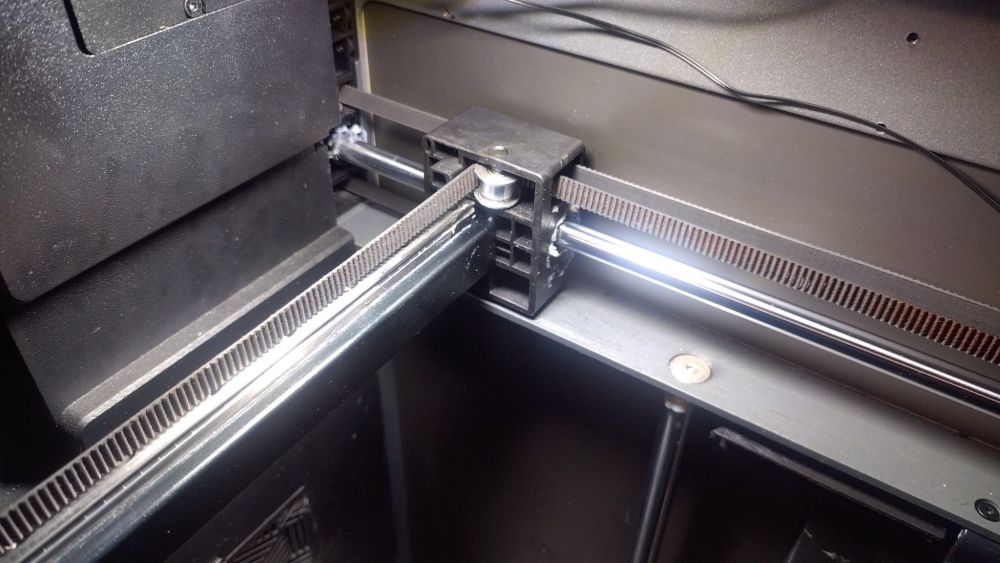
J'avais un couinement depuis plus de 2 mois et je n'arrivais pas a en trouver la source l'axe est sortie sans aucune déformation. le SAV m a fait partir sans discuter les deux cotés qui a dit 75°c ce n'est pas plus tot 90°c, (avec le chauffage d'origine) mais pas longtemps car l'électronique de communication avais du mal a travailler je ne pouvais plus réguler avec Fluid : c'est en déposant toute cette partie pour la mettre a l'abris en extérieur que je me suis rendu compte de cela. j'ai imprimer un fichier de remplacement acheter sur l'un des site STL en PA12-CF modifier pour remplacé les roulements par des bagues "hydrolube" destiné au application poussiéreuse+++++ acceptant plus de 200°C ( pour pouvoir les commandées il m'as fallut montré pattes blanche et justifier que je ne les utiliserait pas dans le domaine militaire, spacial,,,) j'attend les pièces pour me décider quoi monté Je remonte et continu mes investigations
-
re plus rapide imprimer la pièces de remplacement. bon print
-
Salut encore un gag de ma K2+ il n'y a plus qu'a démonter Coup de Bol nos cher fournisseur sont en congé Bon Print

-
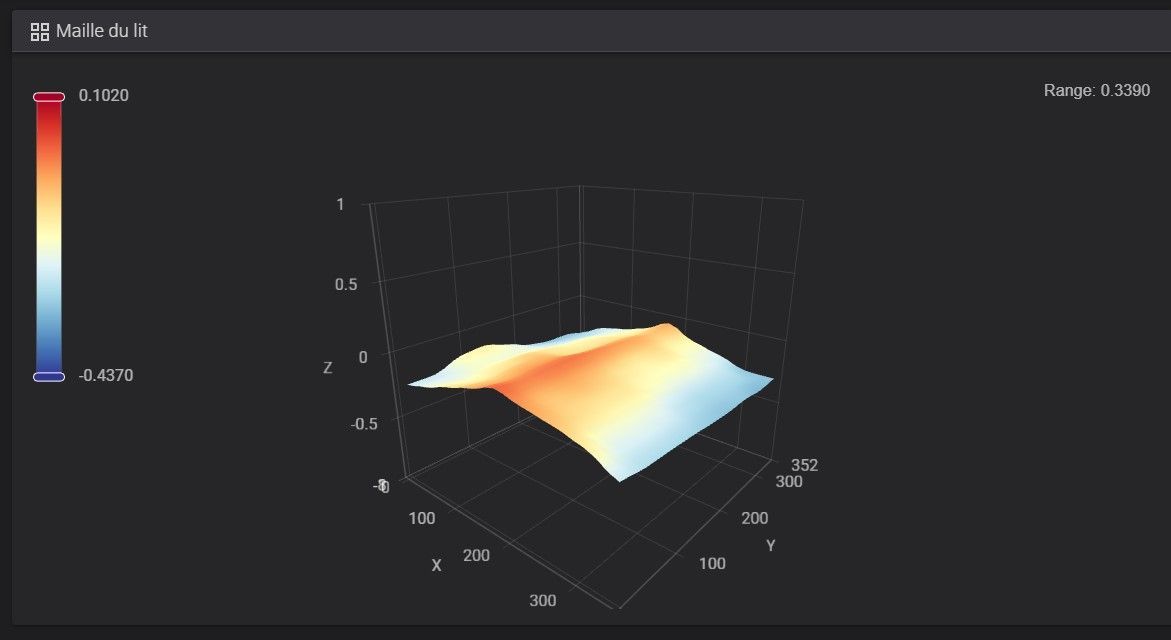
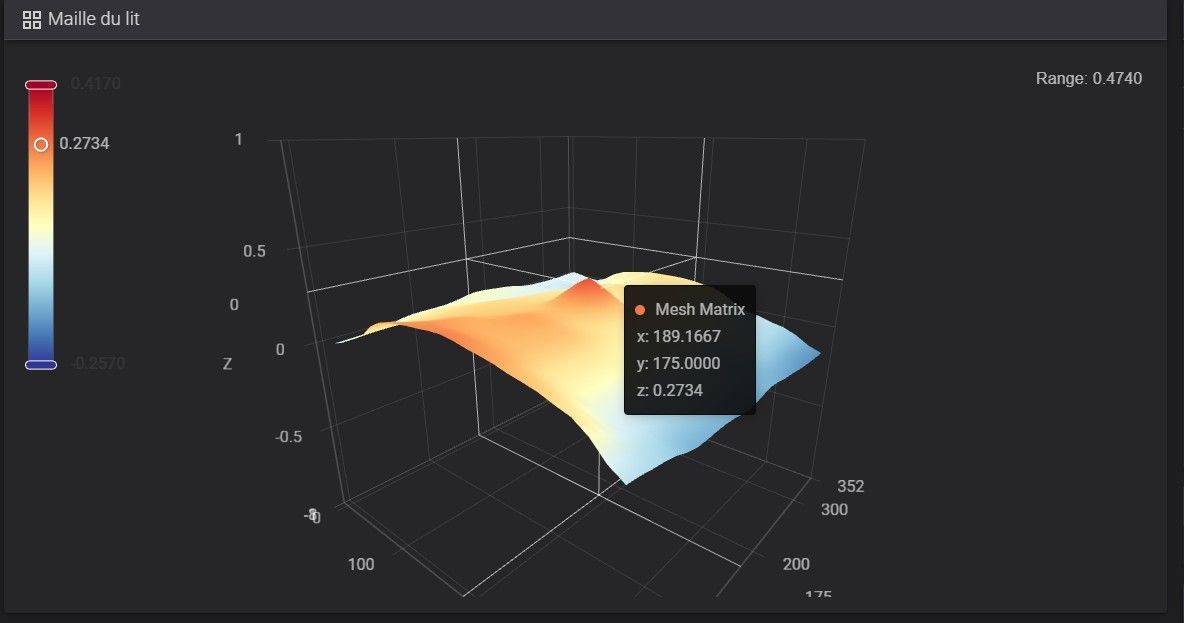
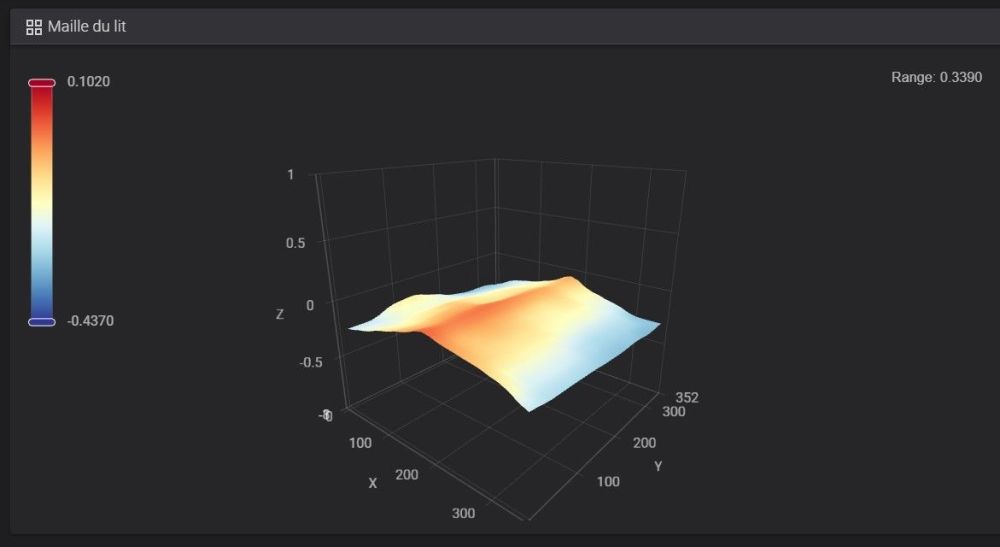
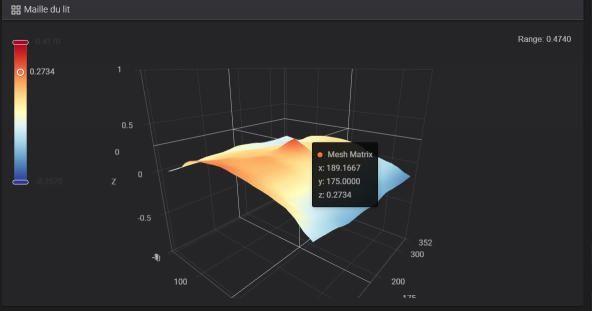
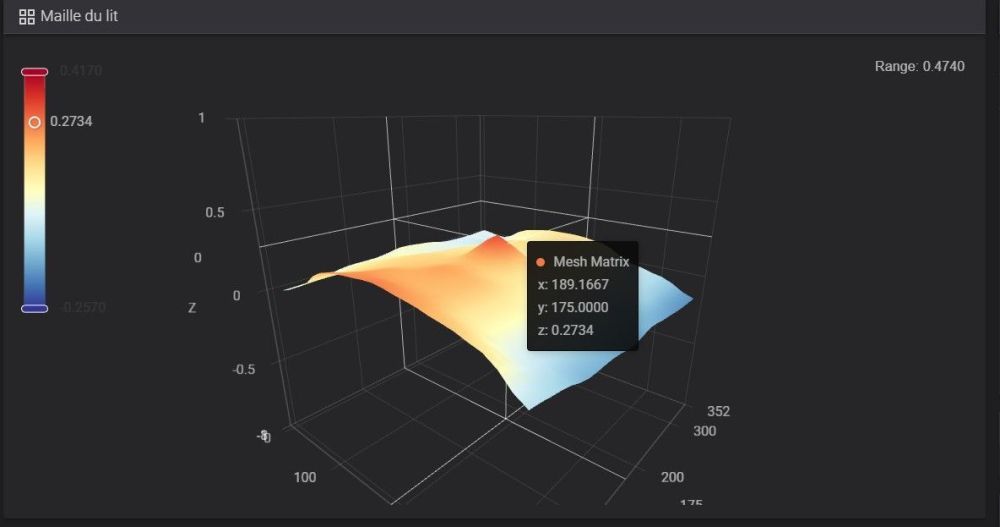
Re des nouvelles Première couche 80% de remplissage 0.3 mm Je refait une tentative avec une couche couvrant l'intégralité du pied de mes supports mais la je parts sur une couche initiale à 0.5 mm avec mon deuxièmes plateau (dégraissé 2 fois) et 2 couche de magigoo spécial PA Le bed mesh en cours j'ai laisser la température se stabilisé une bonne heure. Bon print à tous


-
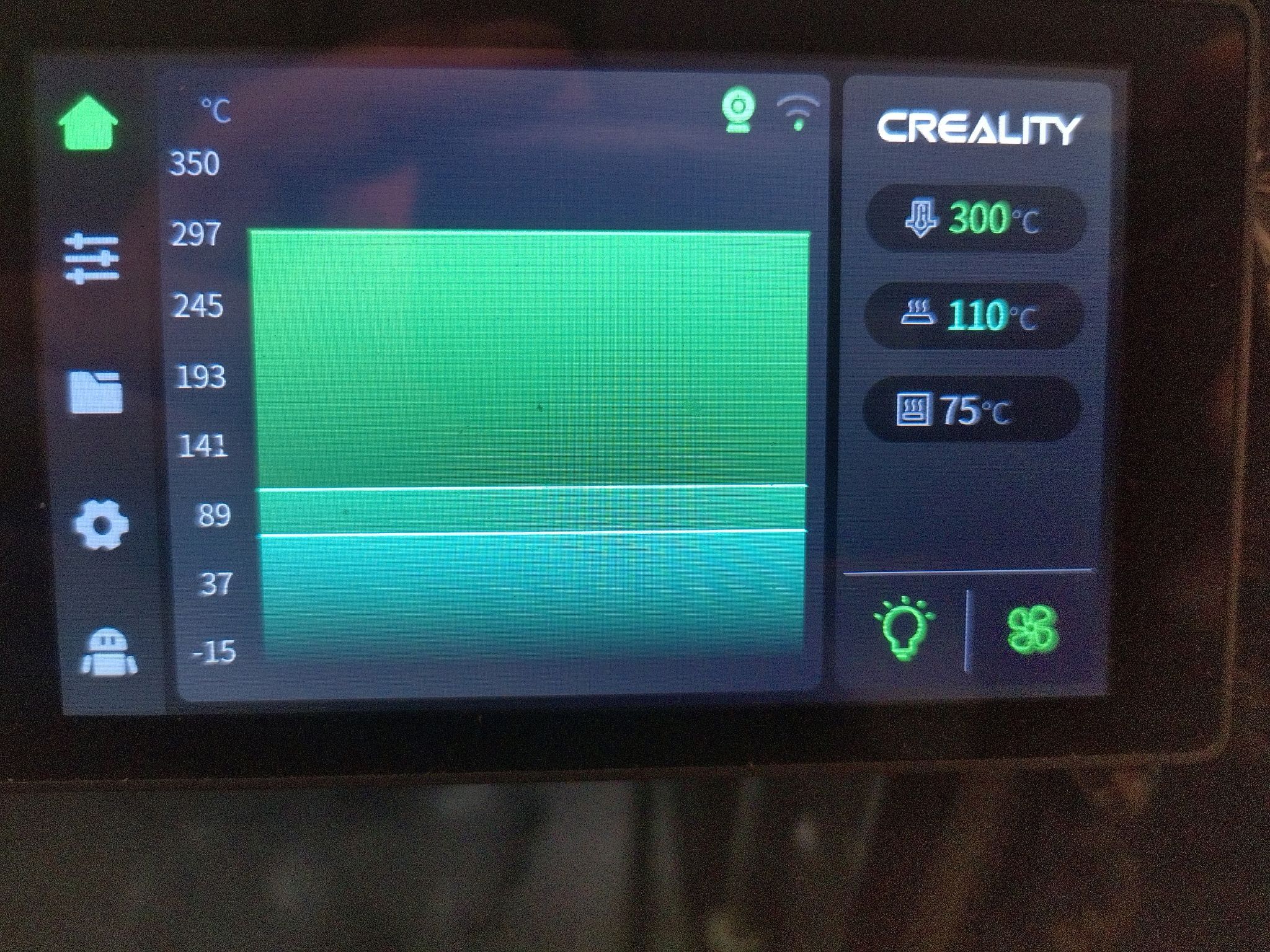
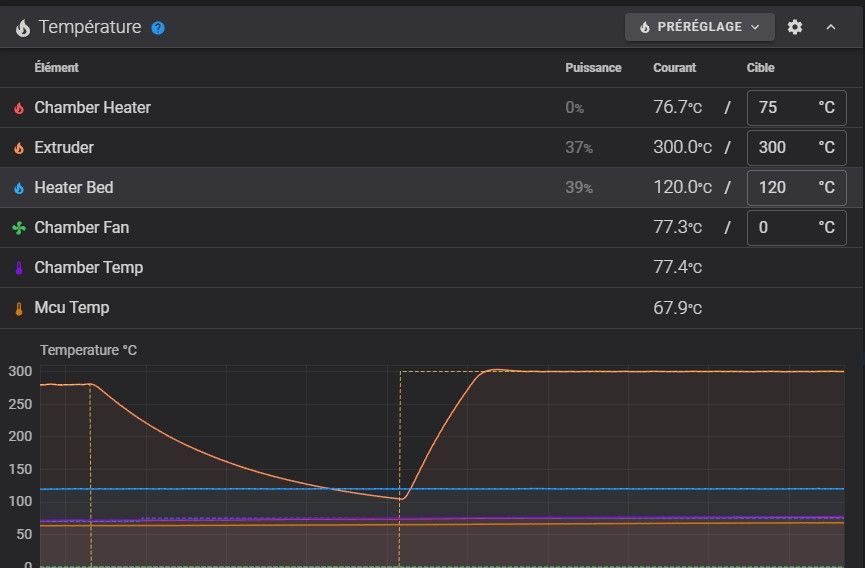
Bon Nouvelle tentative séchage du filament, préchauffage du FILADRYER E2 de chez sunlu, transfert de l'etuve au dryer lorsque le dryer affichais - de 15 d'humidité Préchauffage de la K2+ calibration du plateau après stabilisation des températures elle en as honte on vas bien voir Bon Print

-
Je fais monter la chambre en température avant de réaliser la calibration. le PB était présent avant le plateau graphite. Pour l'idée de la première couche il n'y a pas beaucoup de filament qui aime 100° en plateau et plus de 50° pour la chambre J'ai remis les filament en étuve jusqu'à demain soit 2 fois le temps imposé par le fabricant on verras bien. Bon Print à tous
-
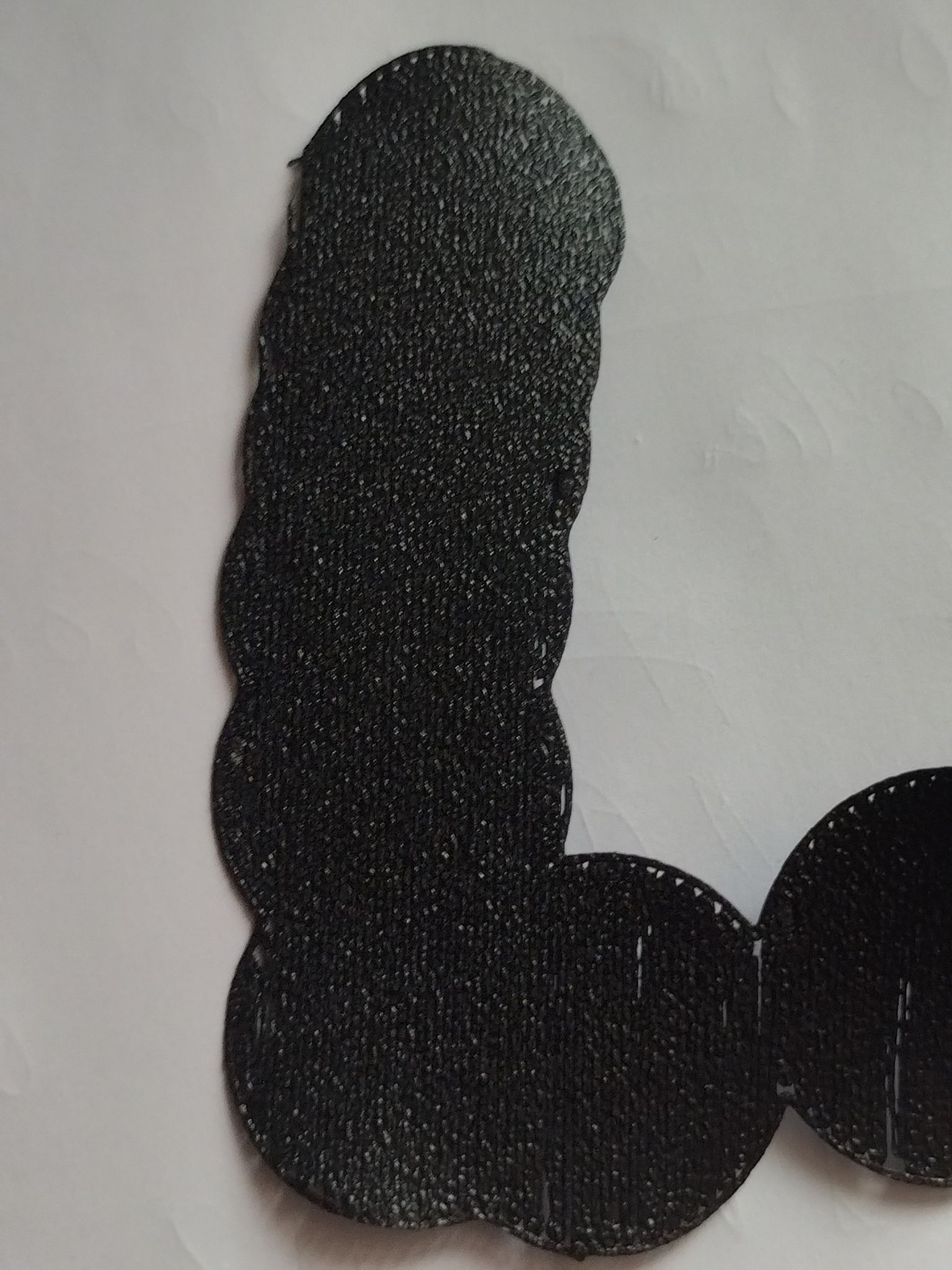
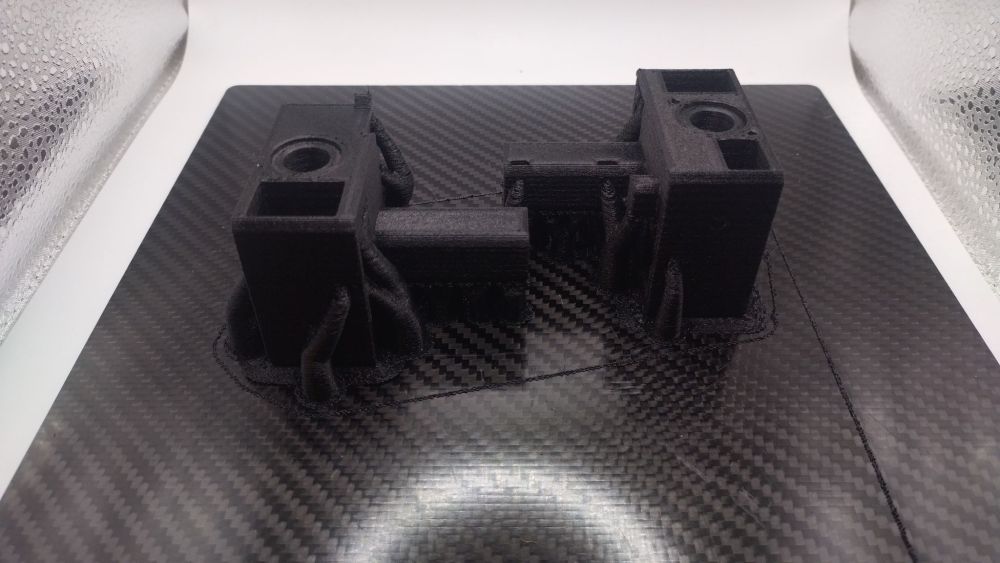
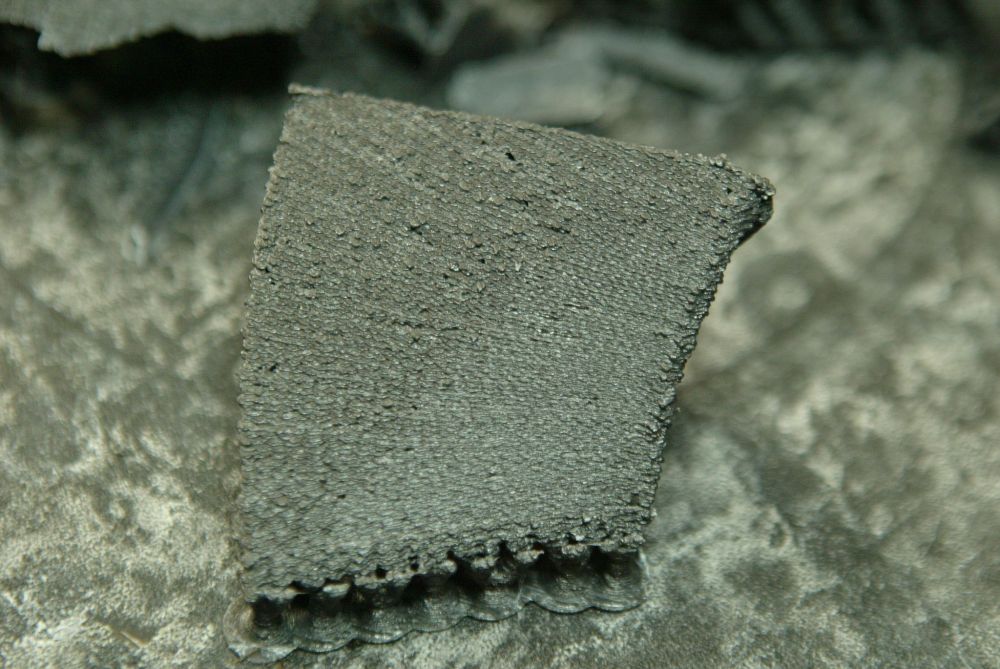
oui j'ai un très gros sécheur et ce n'est pas un PB de séchage voir les photos de la pièces OK et le filaments est dans une enceinte qui a moins de 10% d'humidité en permanence. C'est à partir de l'impression qui suit celle en photo que j'ai commencer à avoir le PB de Wrapping j'ai des ailes déformées suite au décrochage des supporst mais l'état de surface est constant
-
Bonjour a tous MA K2 me rend fou. Filament utiliser IEMAI PA12-CF pour une pièces relativement technique a imprimer sur plateau origine ou sur une Epoxy Creality .les traces blanches sur la plateau c'est la colle que j'ai utiliser avant la Magigoo, j'ai arrêter car les vapeurs émises étais affreuse. en voici une qui me semble très propre. pièces sans aucun post traitement. Mes supports. Apres celle--ci j'ai relancer l'impression et la c'est partie en vrille. Erreur système a répétition ...... Le SAV à été très réactif ils m'ont alors envoyé le fameux câble et la platine de tête plus un rouleau de TPU pour me dédommager de la charnière de porte décollé après plus de 3 mois Problème de wrapping à répétition! nettoyage du plateau avec de l'eau additive de dégraissant ménager, nettoyant frein, IPA. J'ai acheter du Magiggo Spécial PA toujours pareil. En mettant l'imprimante dans une tente isolante, je suis arrivé a 71°c de température pour la chambre, je n'ai pas pousser plus loin car la température du pros est identique a celle de la chambre et la suit (c'est moi qui ais bloqué la monté en température. j'ai changer la tête d'impression par le kit microswiss, la je reprend mes calibration température pa ...... si quelqu'un a une idée (constructive) je suis preneur. j'envisage même de changer d'imprimante car j'ai 17 pièces a réaliser et je ne peut me permettre de jeter plus de pièces que de pièces valide. Merci pour vos idées la je ne sais plus quoi faire à oui j'ai aussi changer le plateau par un graphite défaut de planéité inferieur a 0.4mm en général plus proche des 0.25 mais c'est variable d'une calibration à l'autre. PS: la je fais des tours de température la première OK je la retire sans touché le plateau j'en lance une autre au même endroit et au bout de 2 étages elle a sauté Re Suite de mes investigations si je réimprime une tour de température au même endroit que la précédente elle ne tient pas, la même imprimer dans une autre région du plateau: elle tient et vas au bout. J'en viens a conclure que c'est mon filament qui dépose du "gras" et M....E



-
Filament technique de chez IEMAI3D
djvs en réponse au topic de djvs dans Consommables (filaments, résines...)
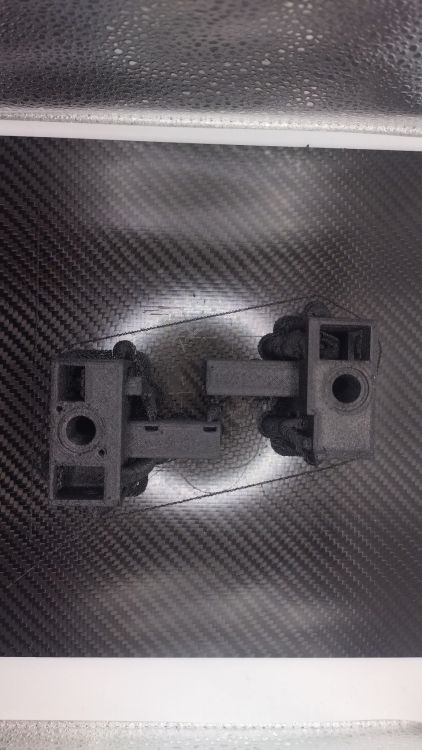
Bonjour réglage fini mais maintenant c'est la K2 qui part en co..... avec des erreurs système a veux tu en voila. j'ai quand même sortie une pièce qui me parait tout a fait acceptable petit comparatif des différentes finition des interfaces de supports Support avec interface perso a gauche Creality a Droite. bon je cherche une Masse pour relancer l'impression Bon Print à tous



-
Filament technique de chez IEMAI3D
djvs en réponse au topic de djvs dans Consommables (filaments, résines...)
Bonjour j'ai enfin reçu ma commande de filaments (juste 19 KG lol) les derniers tests niveau support et impression il faut vraiment que je change de téléphone. Bon Print Vincent

-
Filament technique de chez IEMAI3D
djvs en réponse au topic de djvs dans Consommables (filaments, résines...)
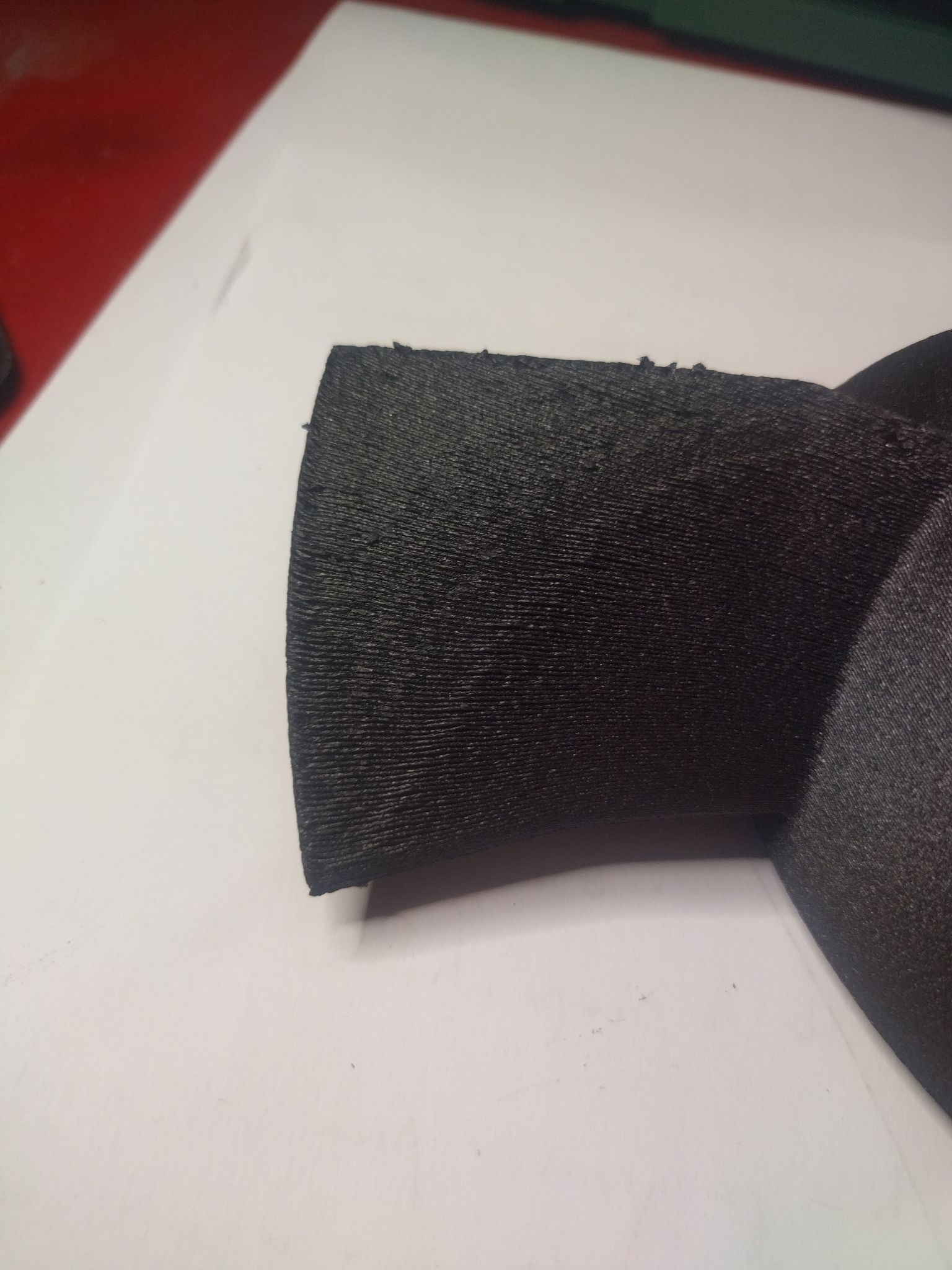
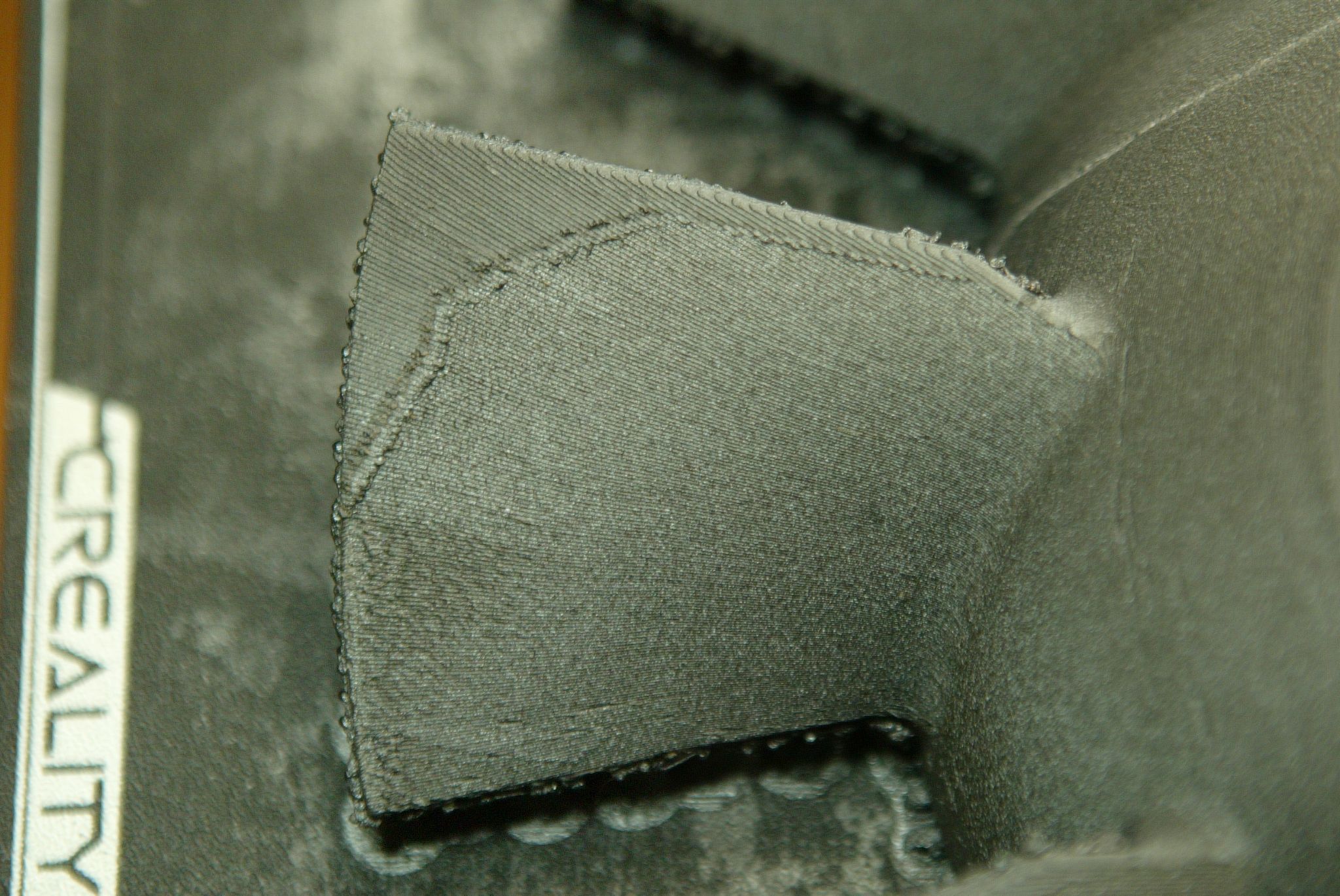
Re j'ai sécher à 90° sans pb les ABS-CF PA6-CF PA12-CF et PA12-GF. Concernant les PEEK PEKK PEI ils sont fournis en bobine métal. Prochainement je m'y met ils arrivent. Bon Print Bonsoir j'ai enfin trouvé d'où viens la trace en bout d'aile elle viens de la fonction lissage de creality, en fait en observant bien l'aperçu du tranchage on l'aperçois distinctement. copie d'écran et résultat tranchage en 0.30 là en 0.15 on vois distinctement les 2 zones. on remarque bien la similitude des zones, c'est moins probant sur le tranchage en 0.30 car la photo est du coté supporté et la copie d'écran représente la face opposée. la copie d'écran du tranchage en 0.15 sans lissage. N'ayant pour le moment plus de filament je finirais les tests dés réceptions. ( j'ai 18kg de filament en transit retardé par la neige) le mode arachné ne change rien pour moi niveau état de surface. le seul bénéfice est un gain au niveau du temps d'impression Niveau support ils se retirent facilement avec un gap de 0.1 Avec et sans support sans aucun post traitement et retiré sans aucun outil Bon surf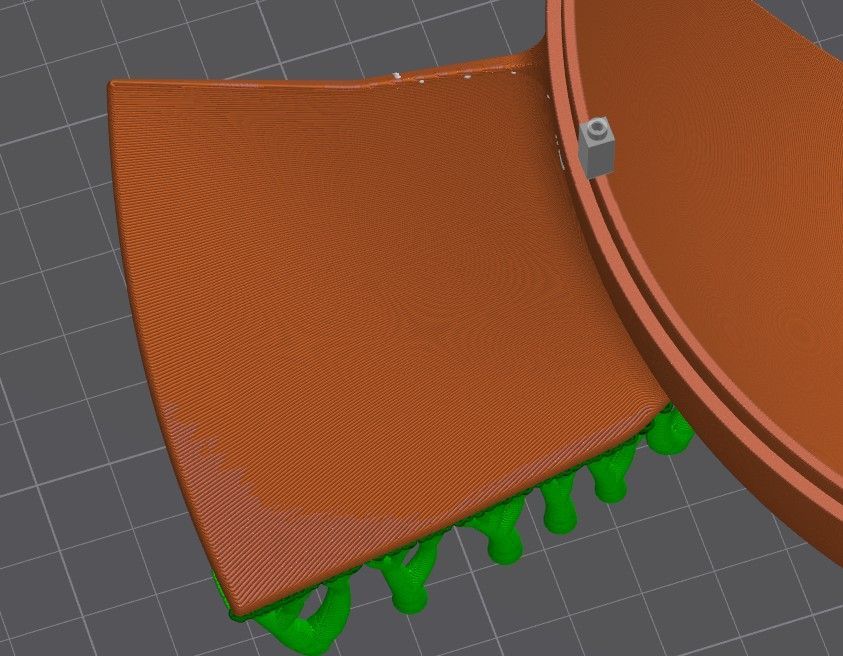

-
Filament technique de chez IEMAI3D
djvs en réponse au topic de djvs dans Consommables (filaments, résines...)
Bonjour Voici le document fourni par IEMAI vous trouverez toutes les informations IEMAI 3D Polymer Printing Guide 2025 - EN.pdf Bon Print -
Filament technique de chez IEMAI3D
djvs en réponse au topic de djvs dans Consommables (filaments, résines...)
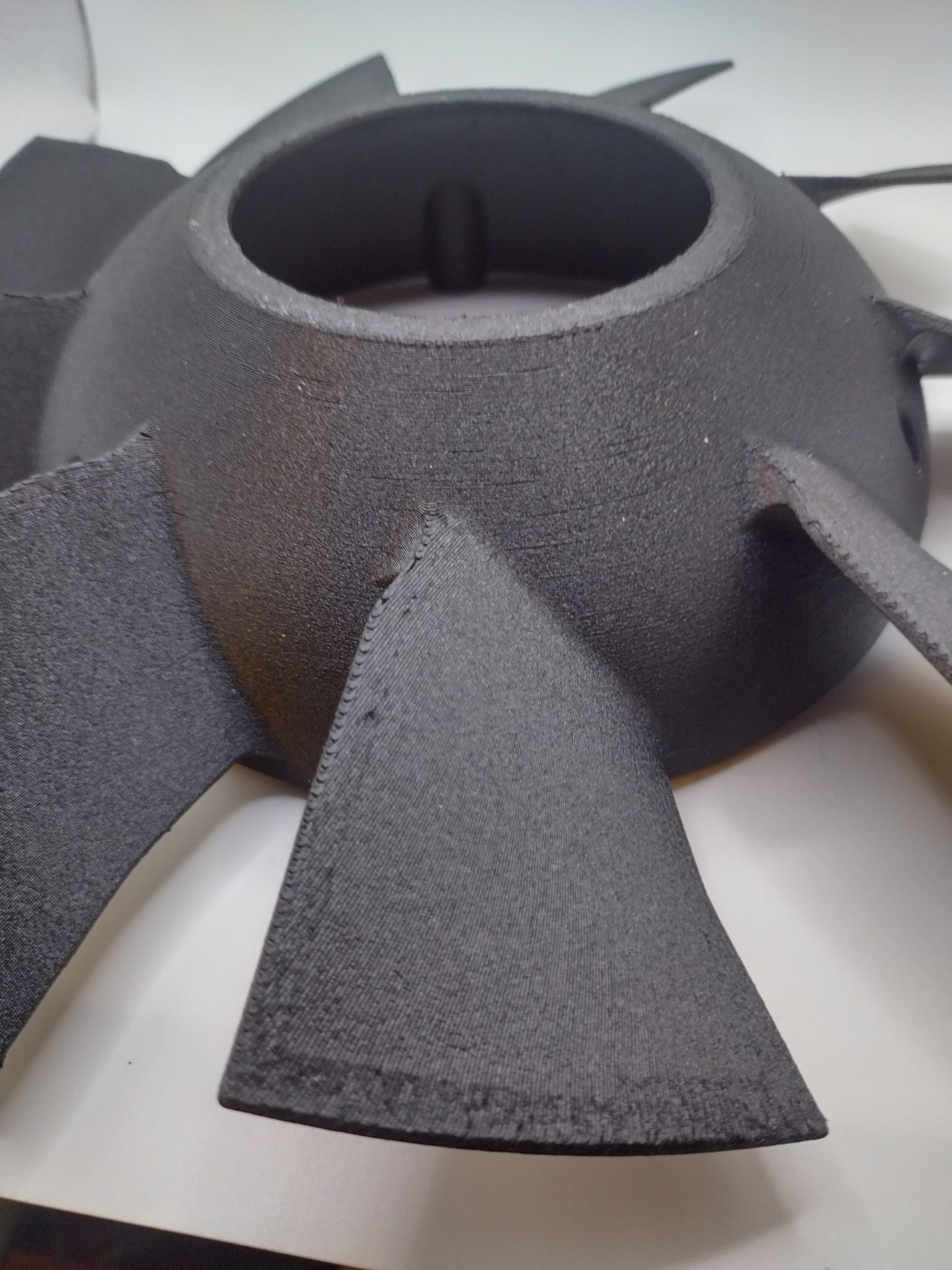
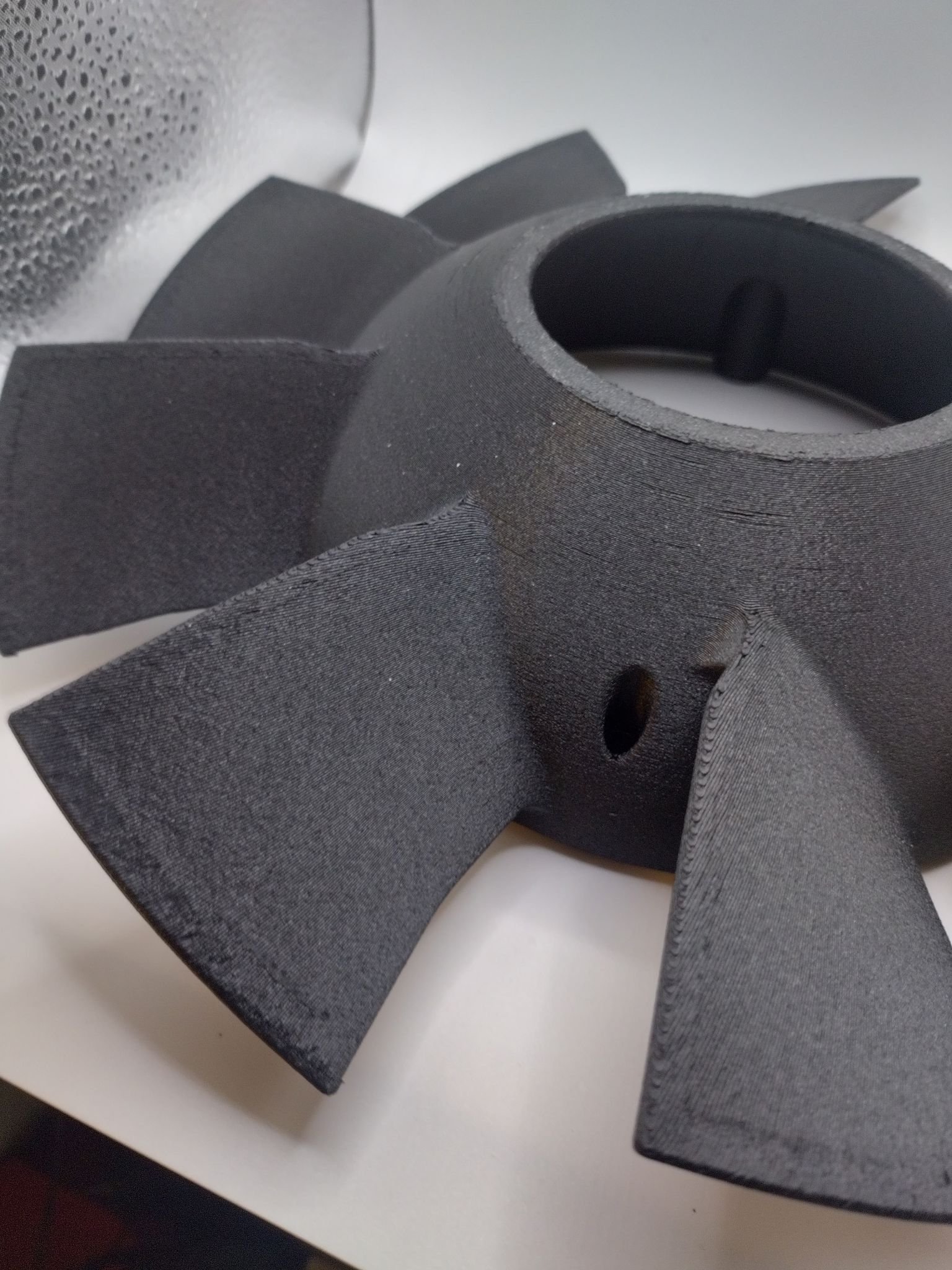
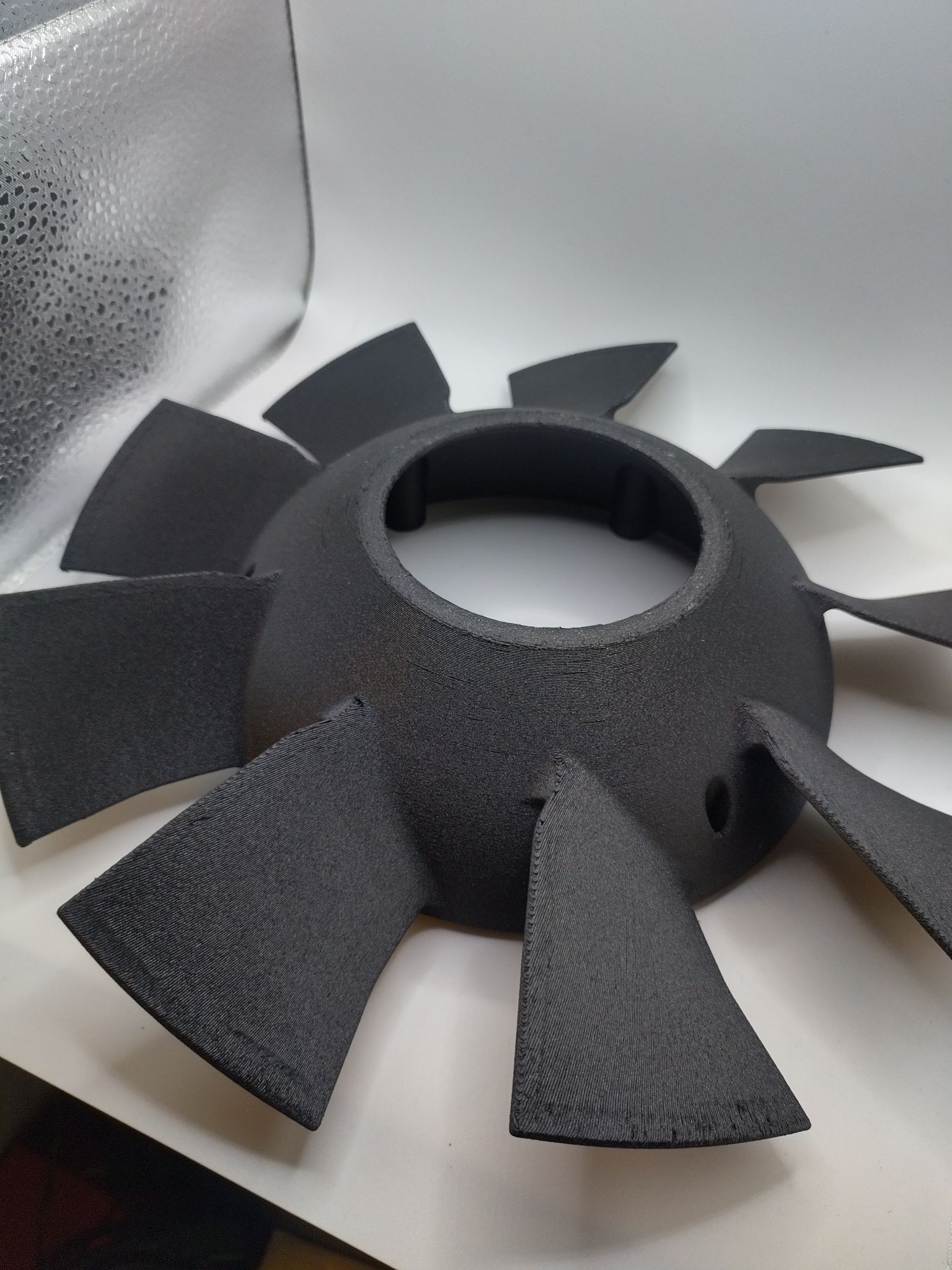
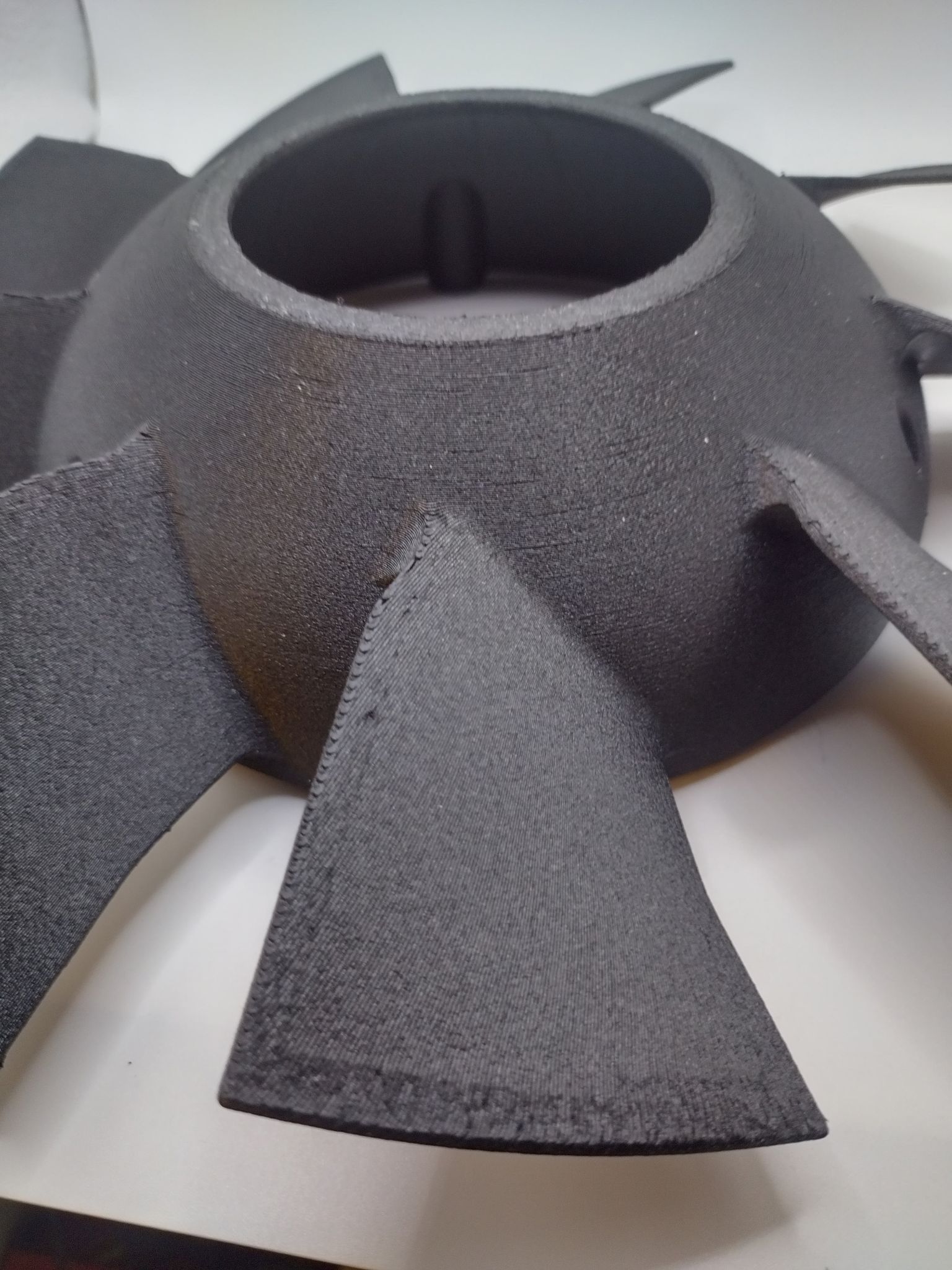
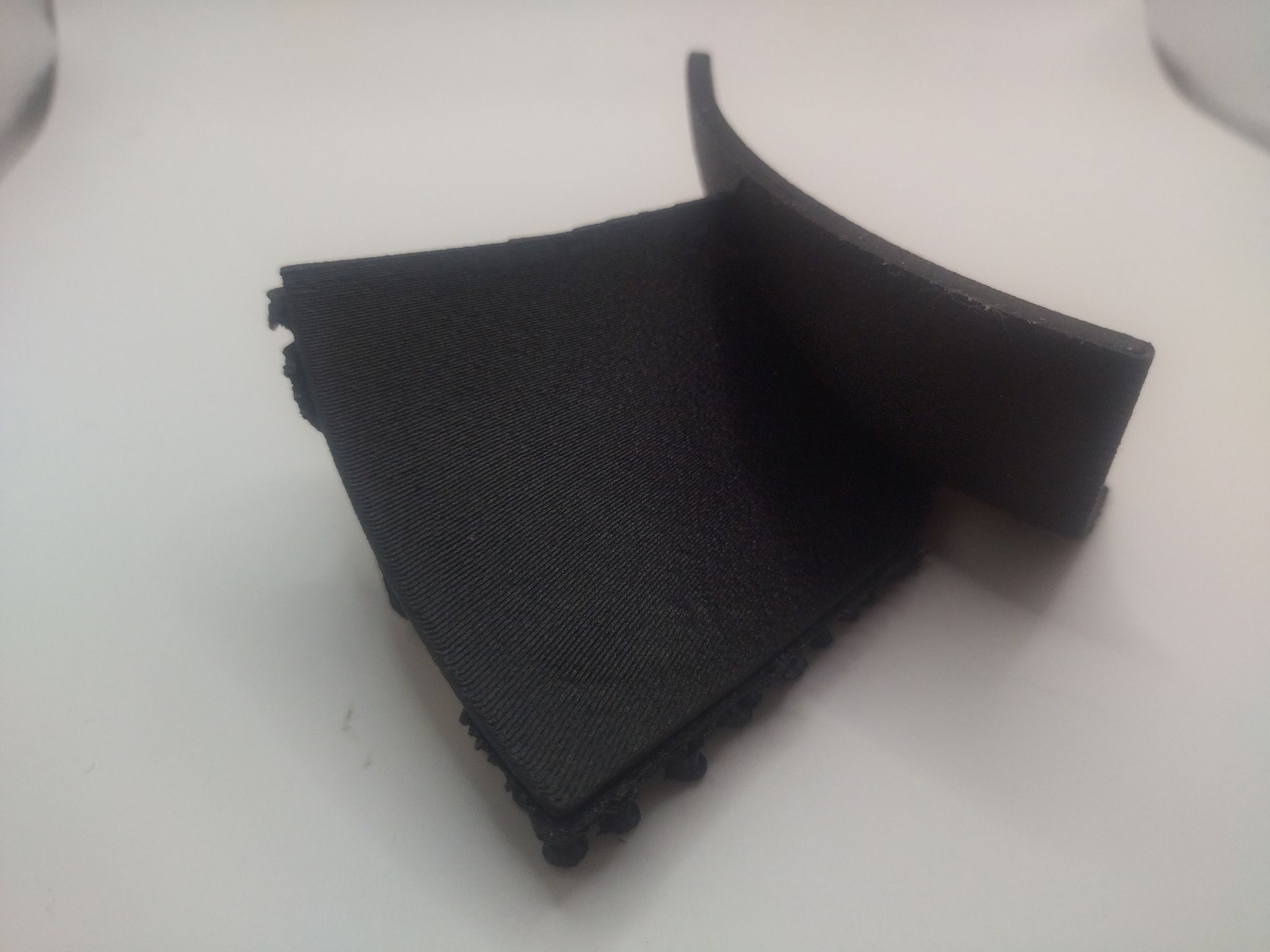
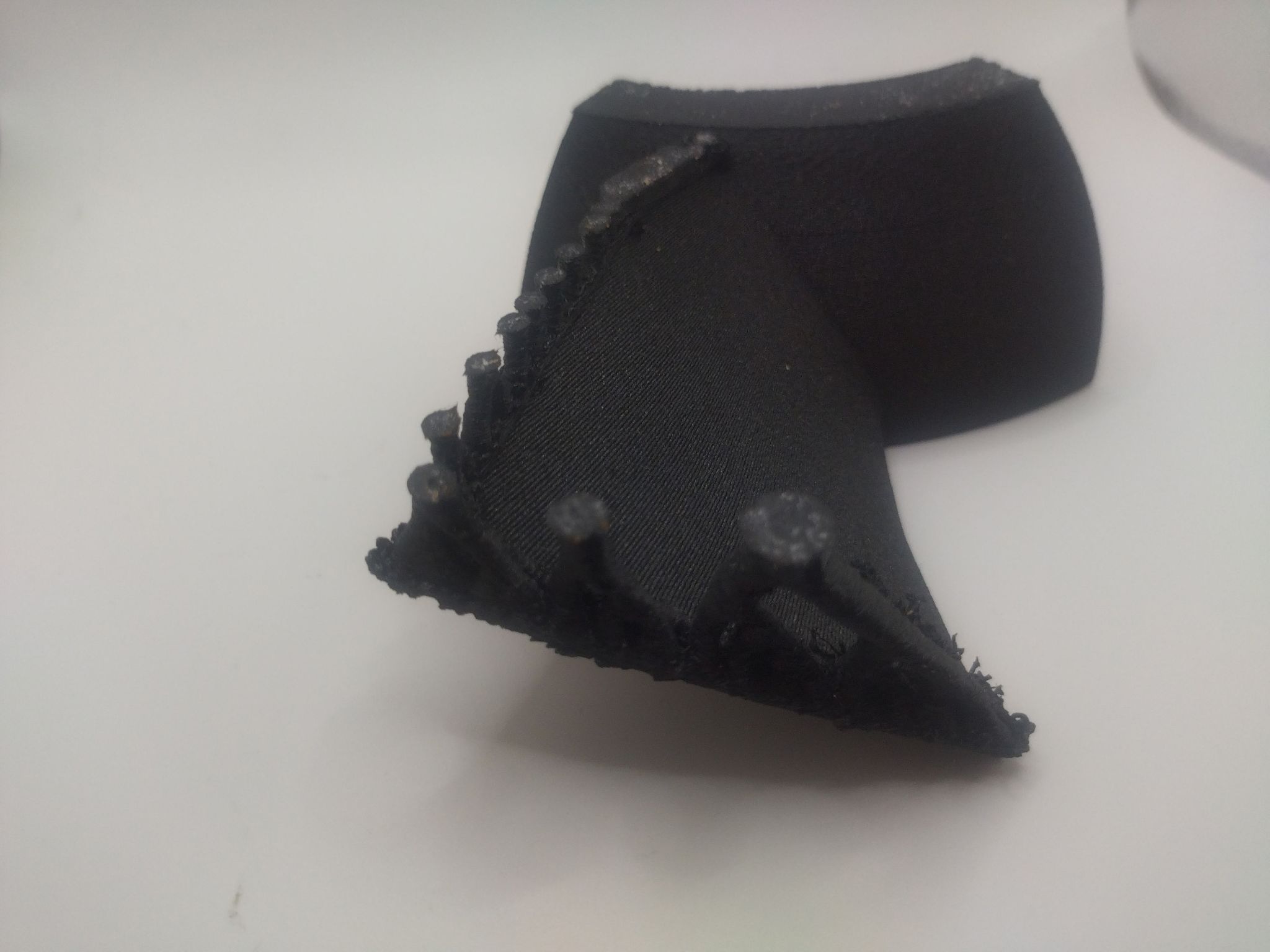
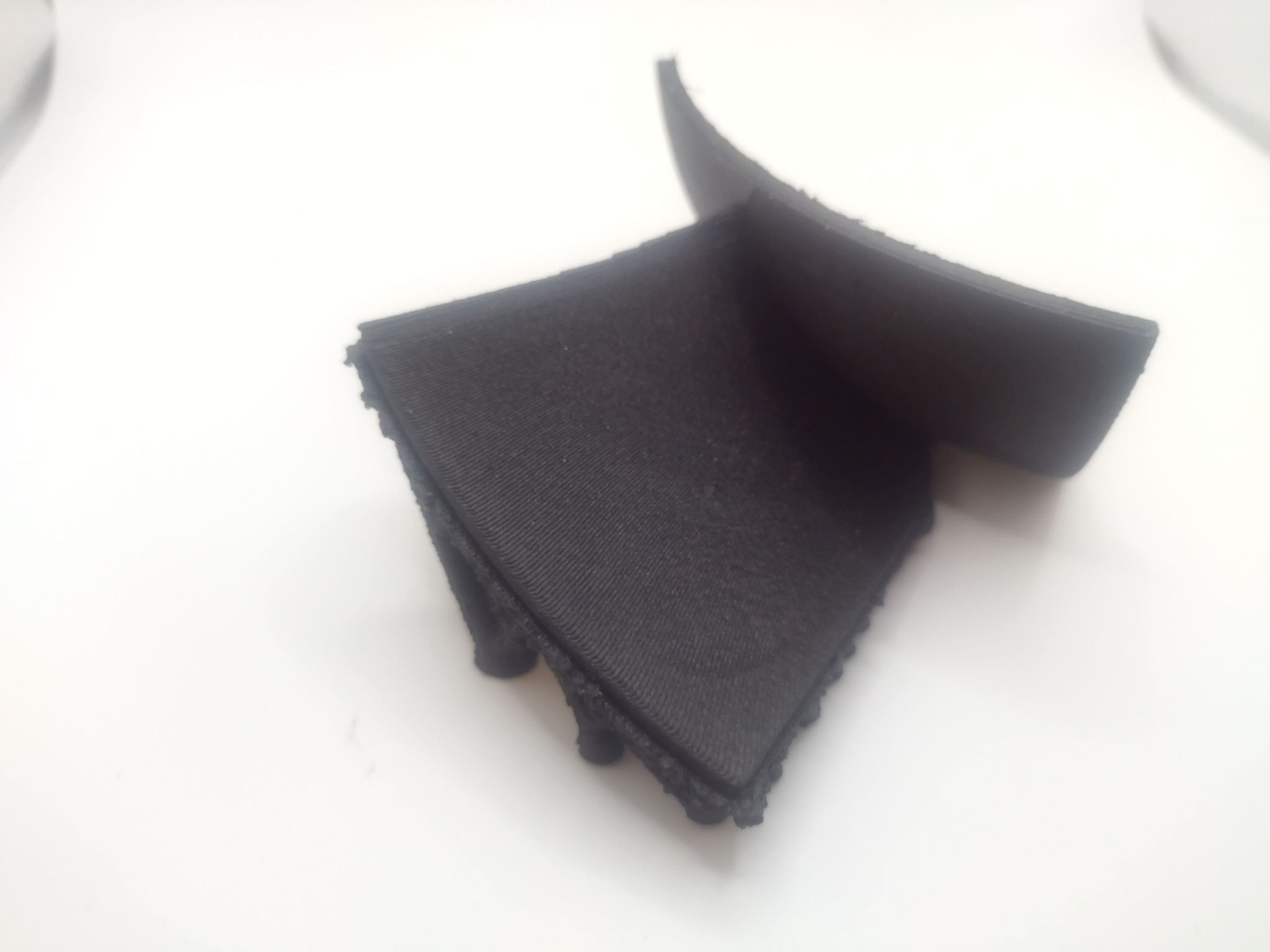
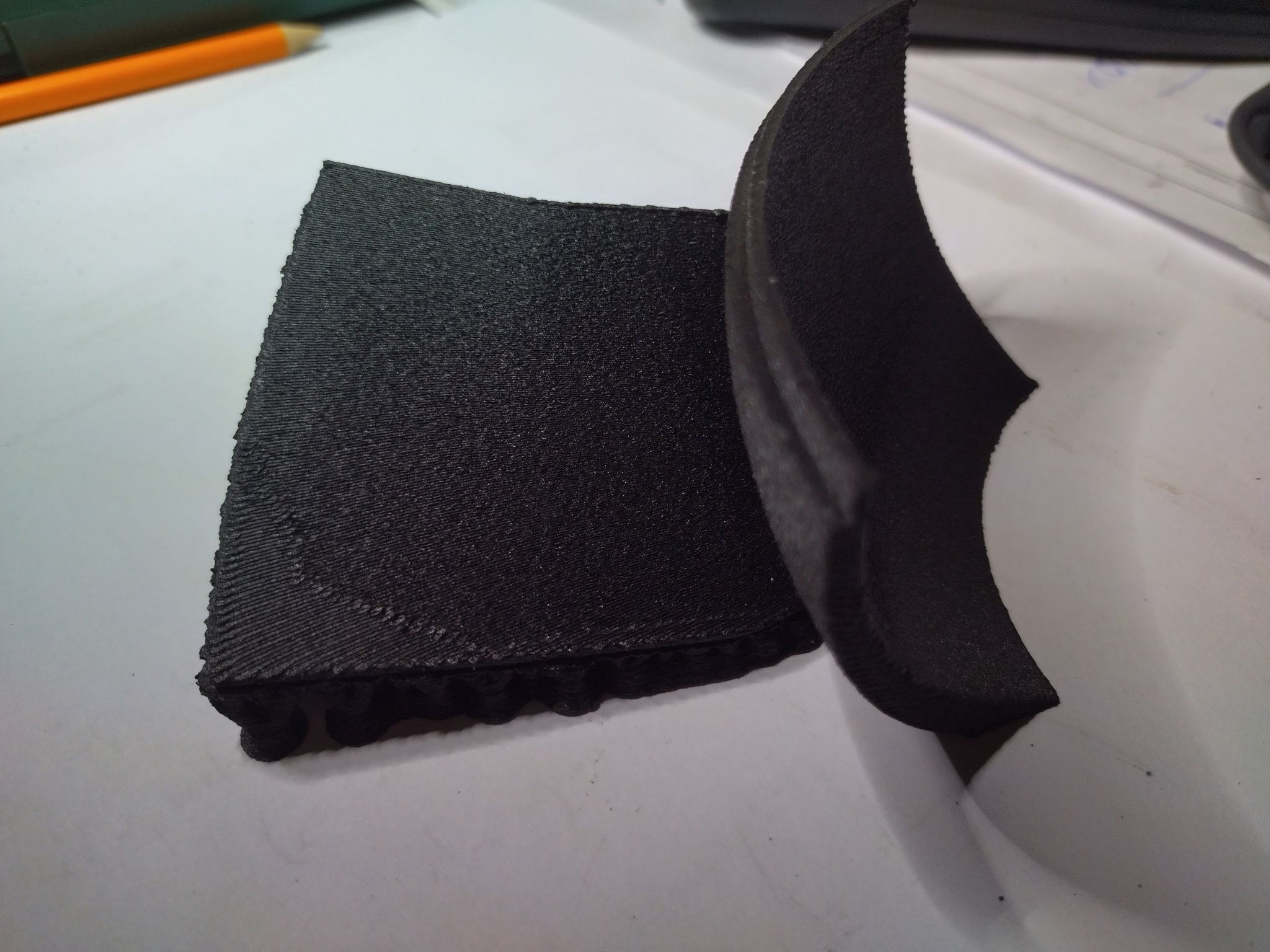
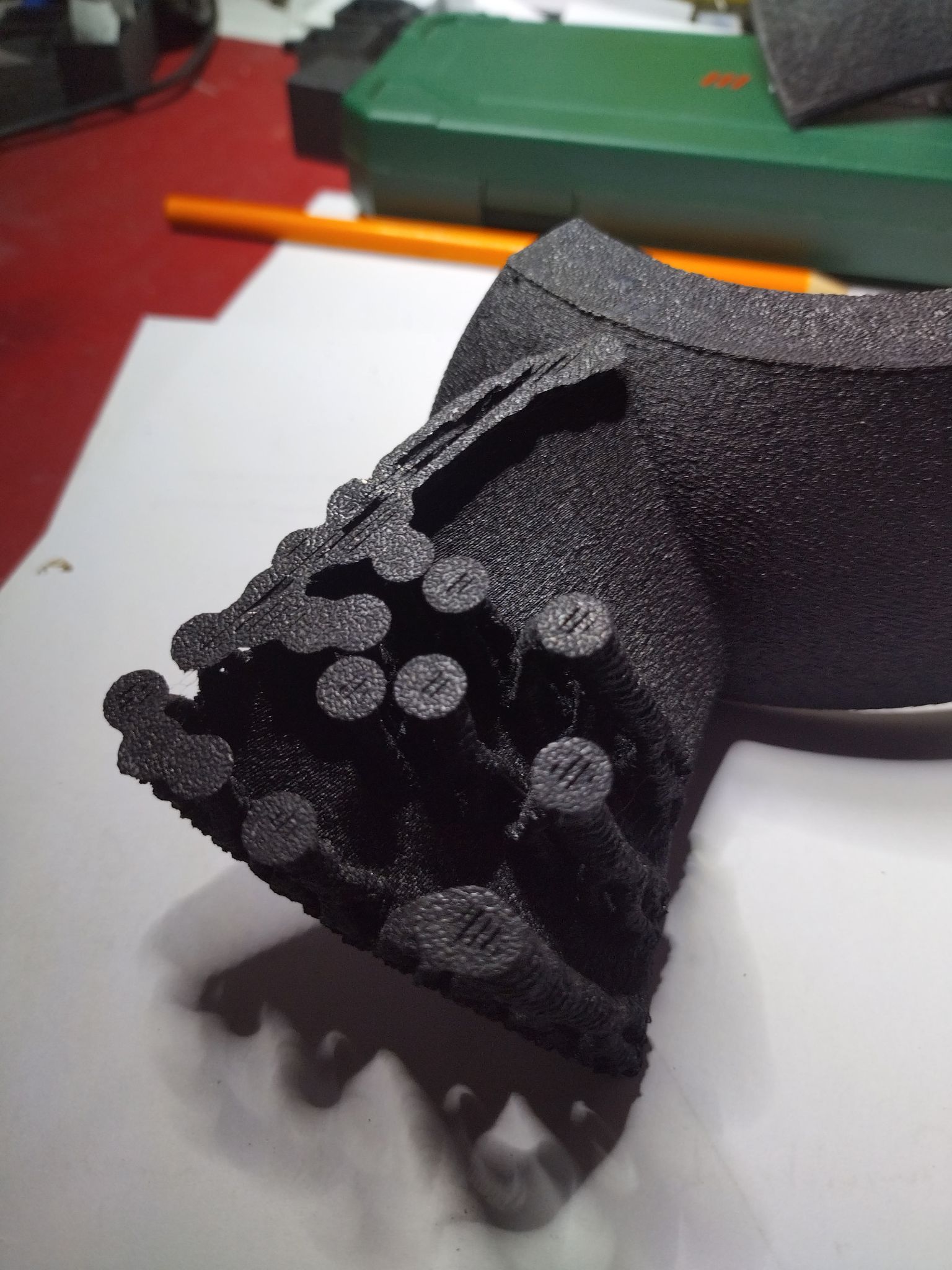
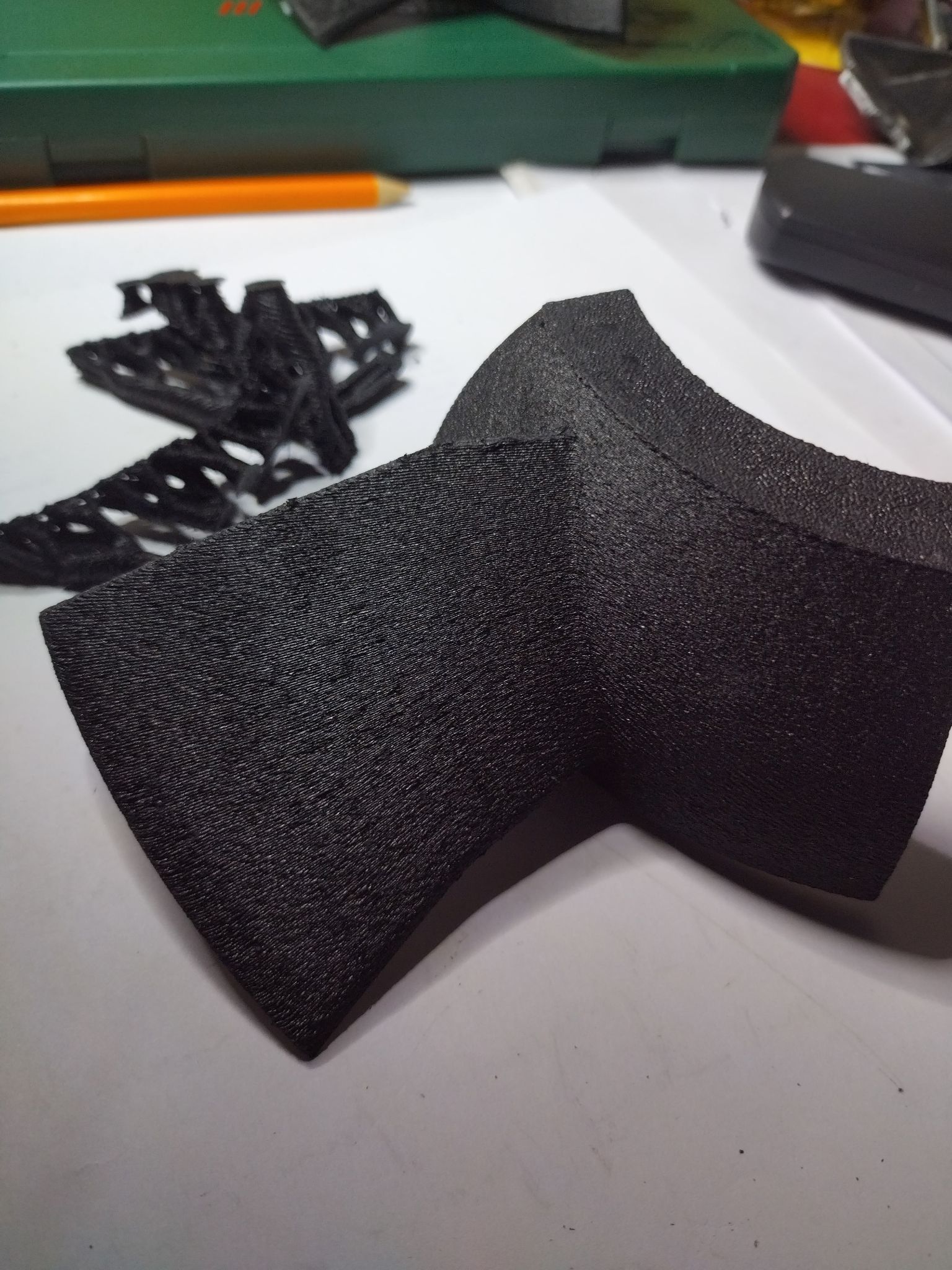
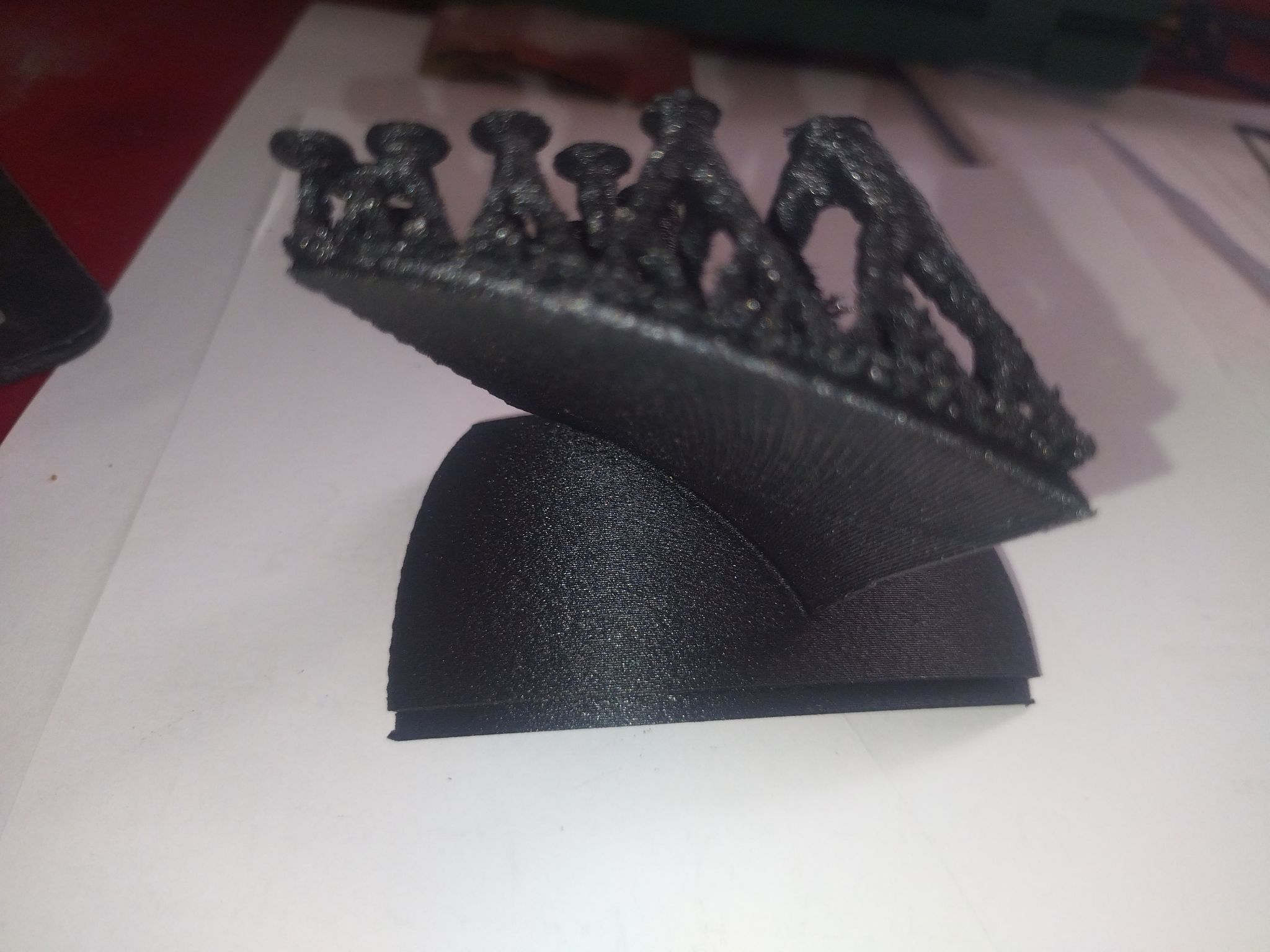
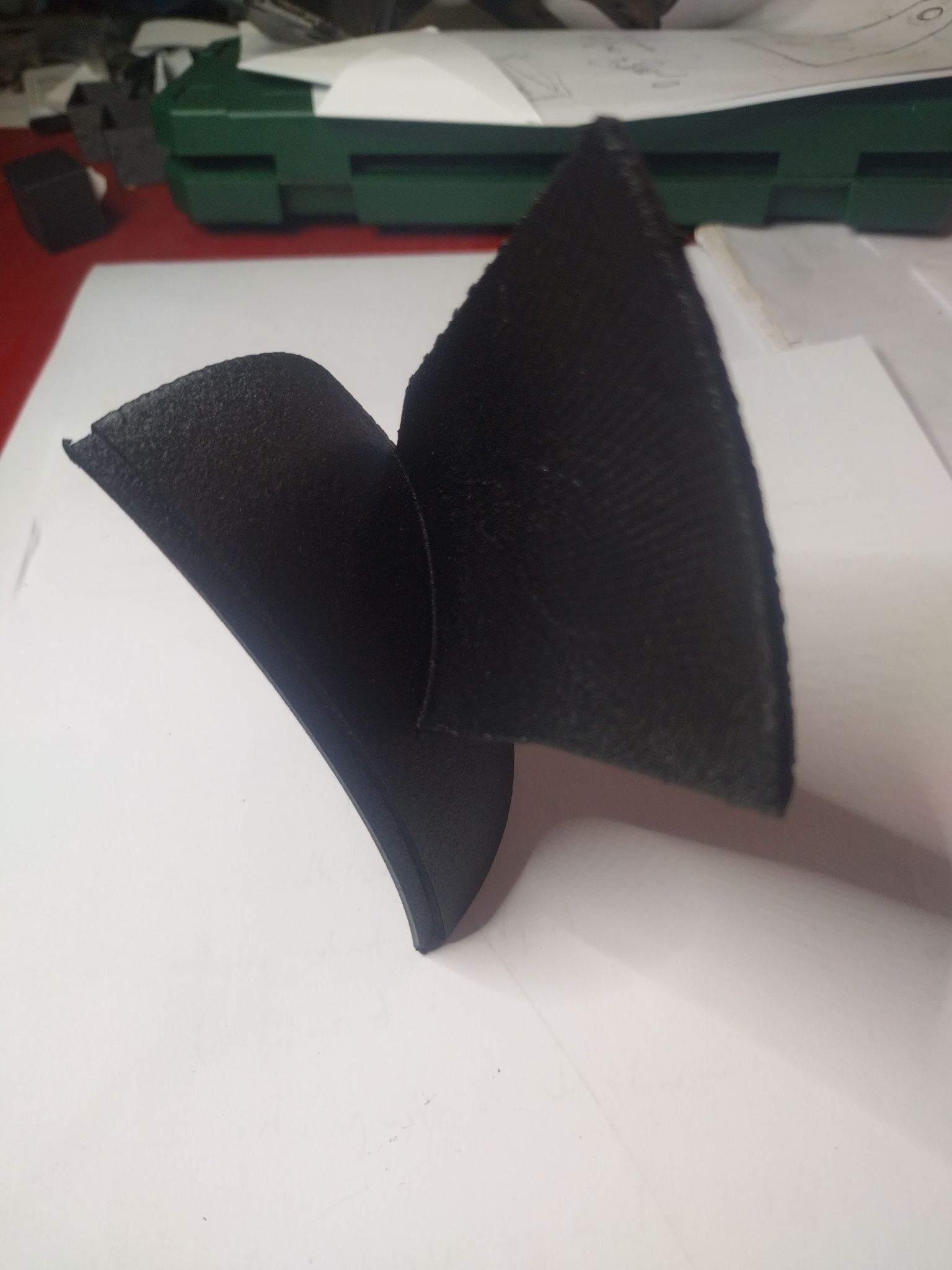
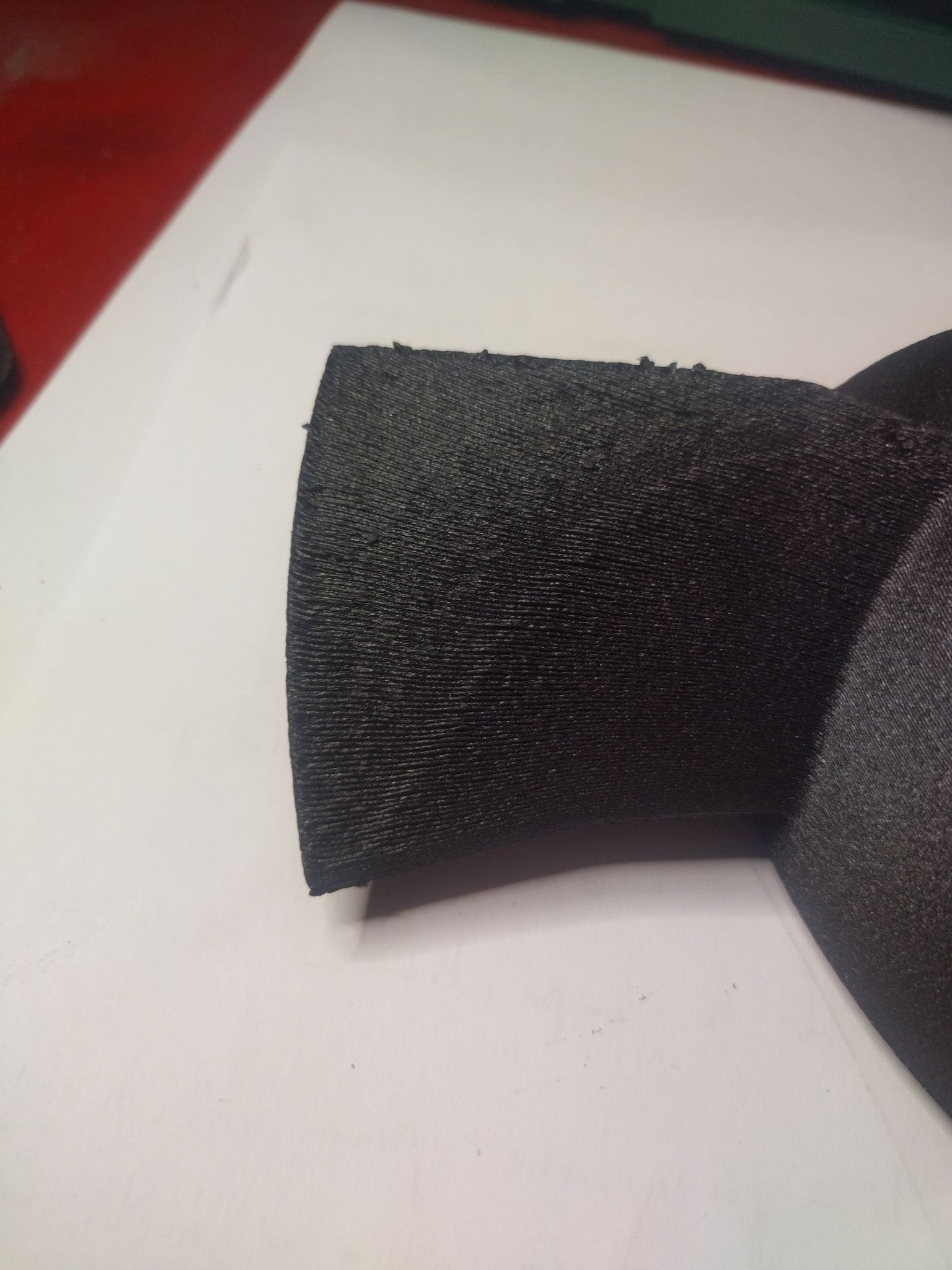
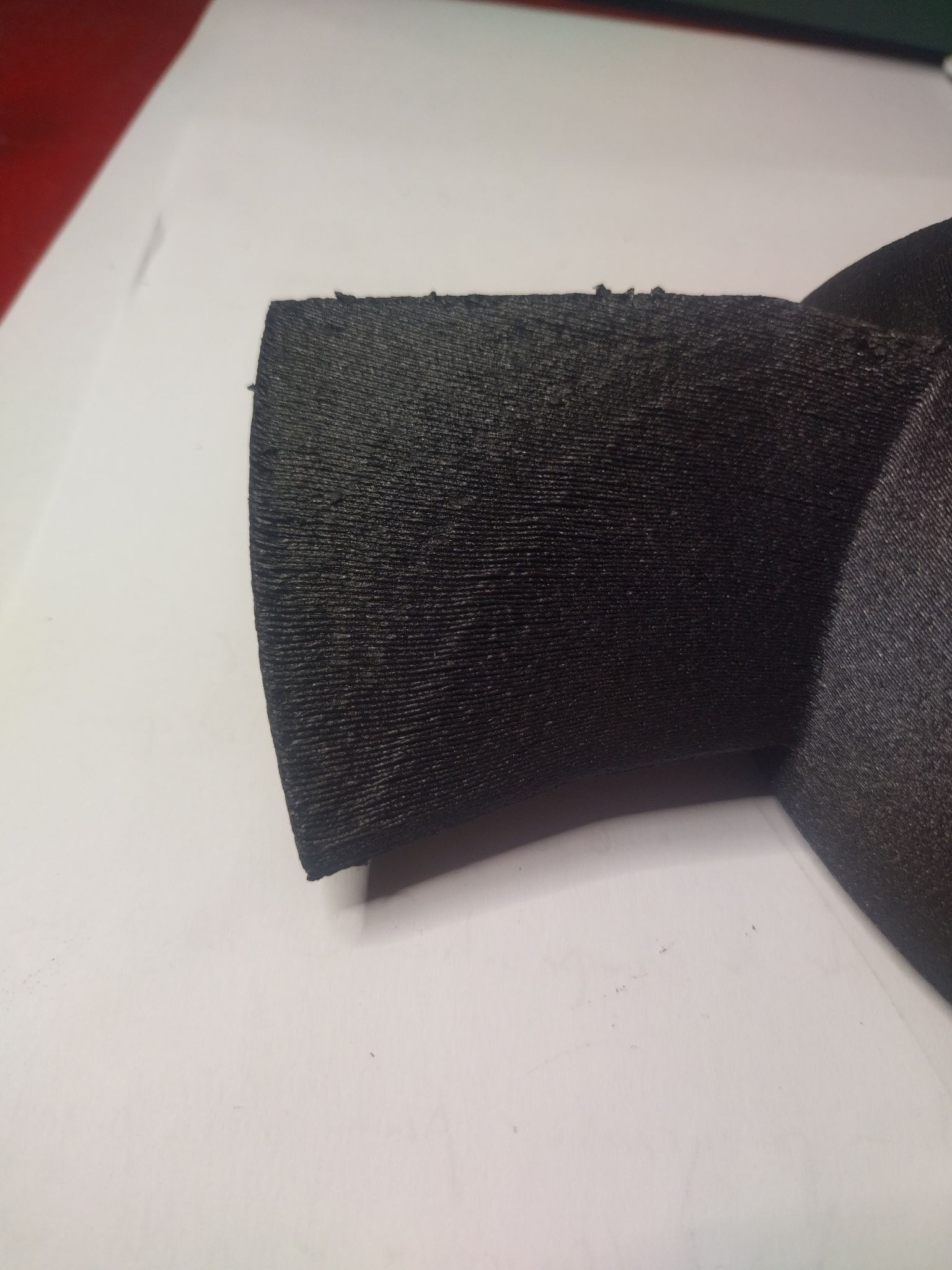
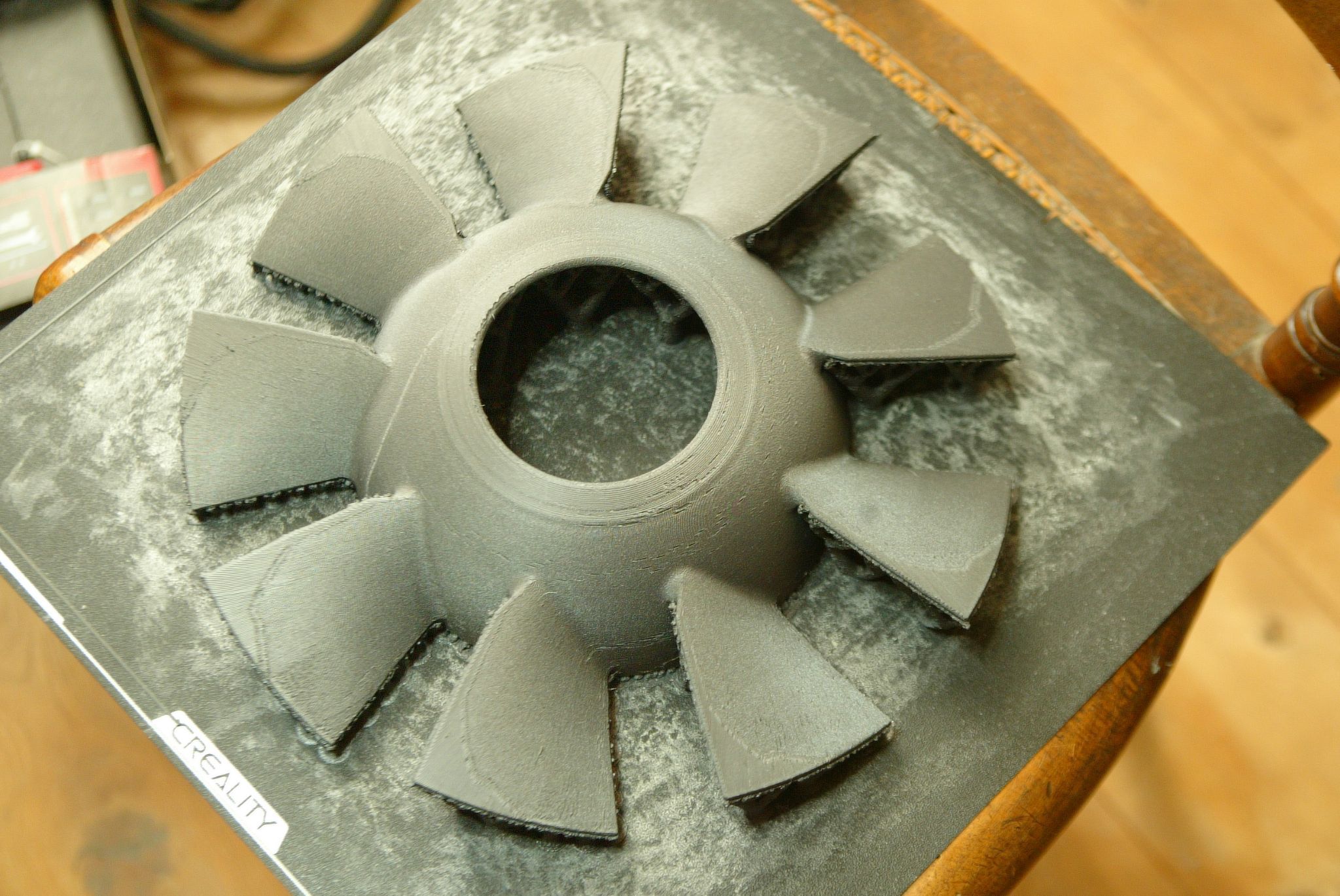
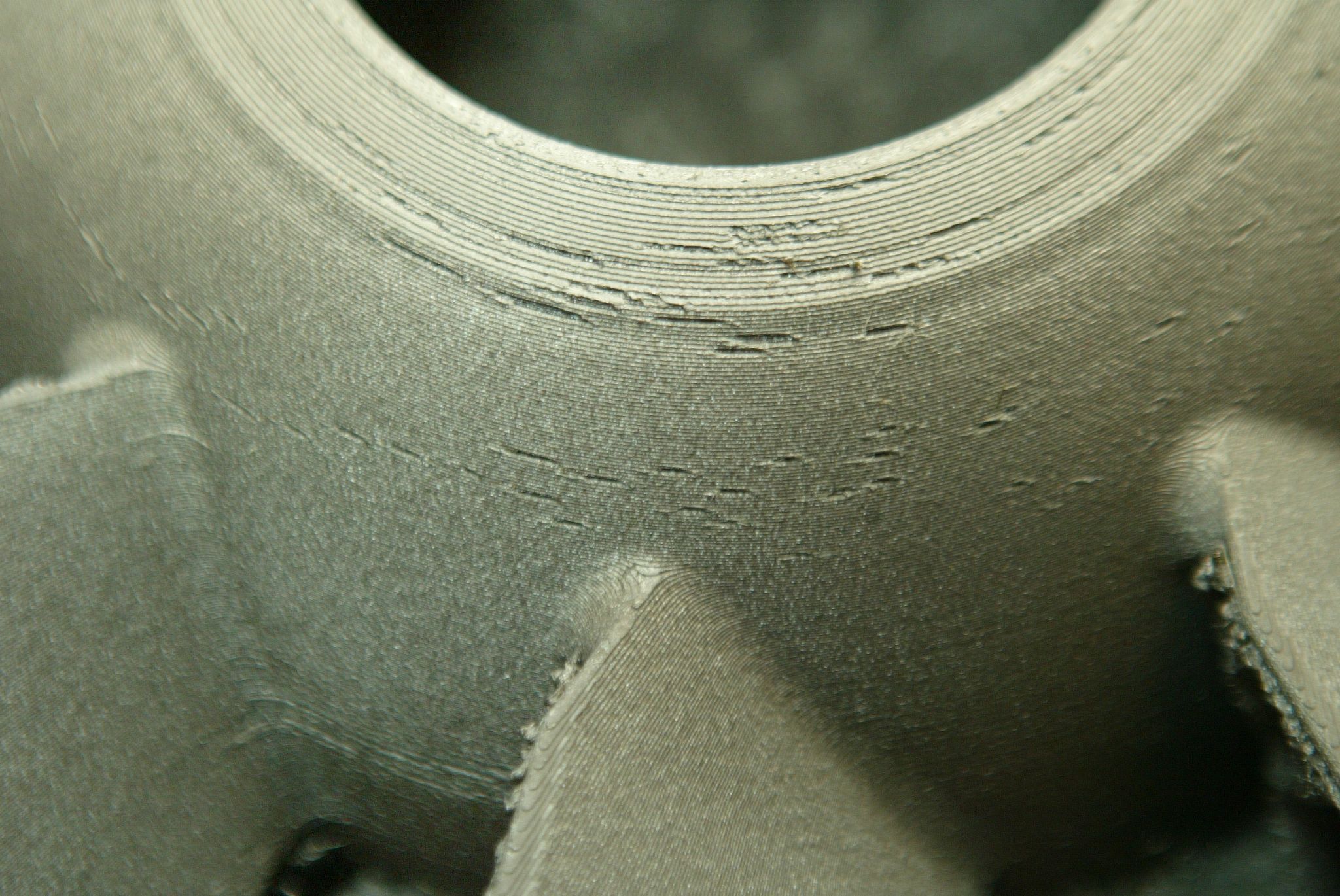
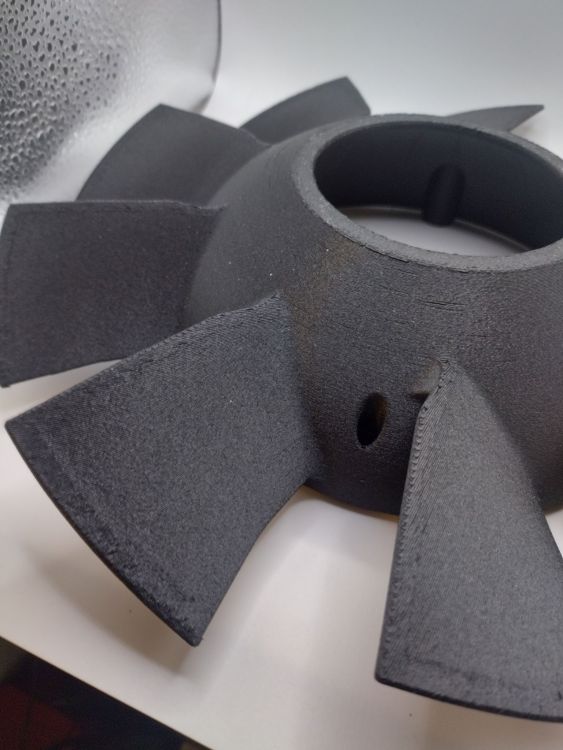
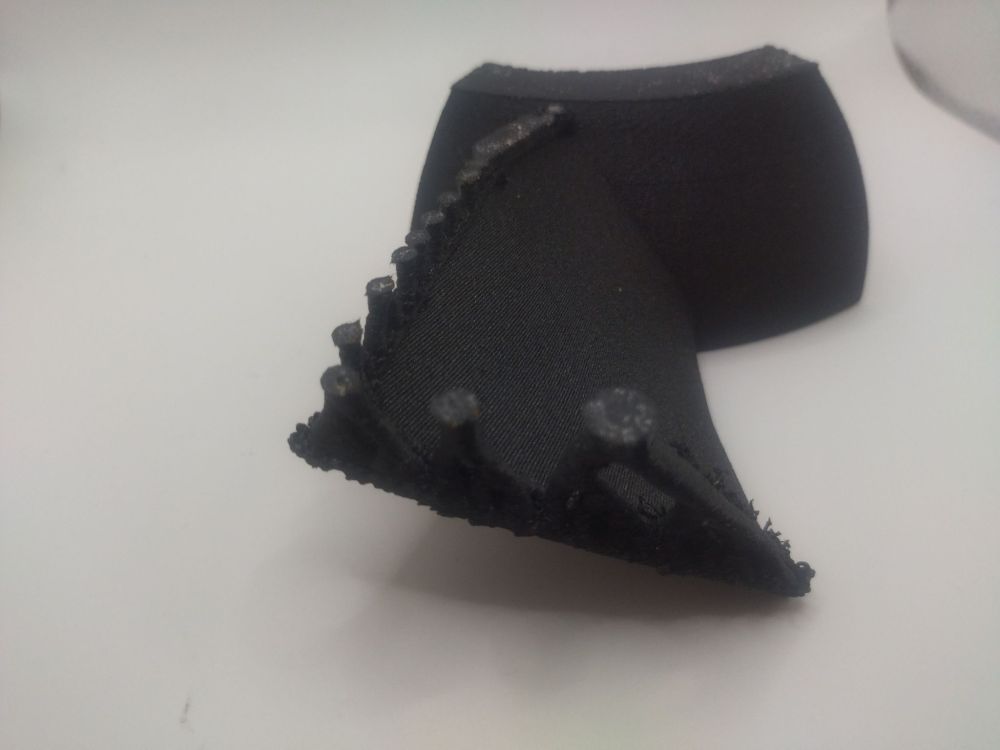
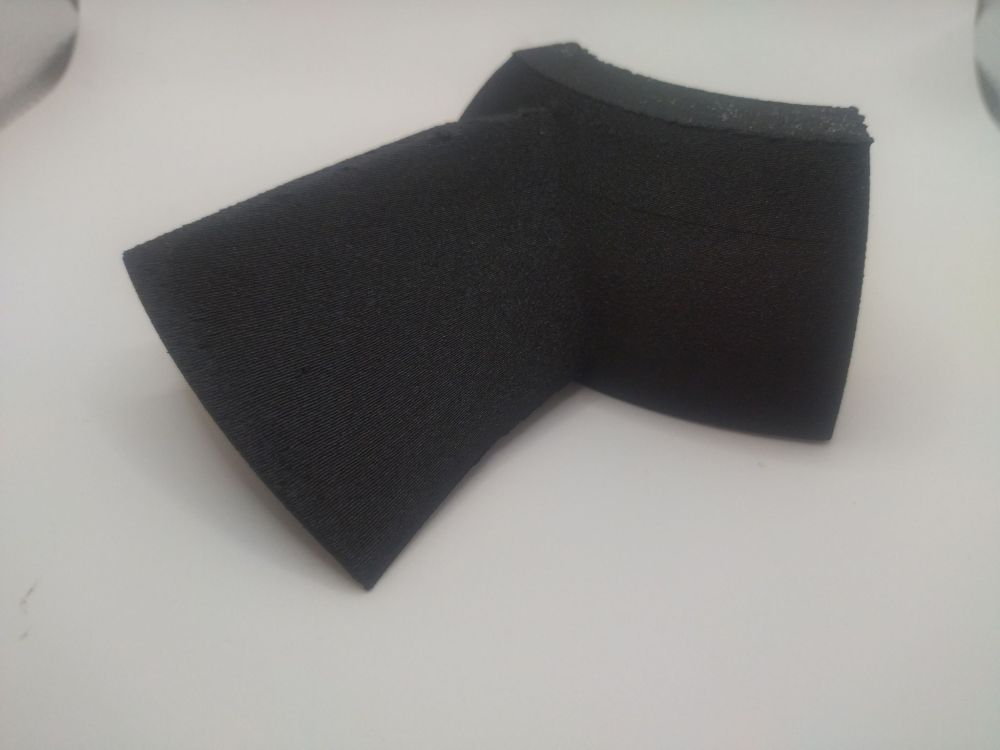
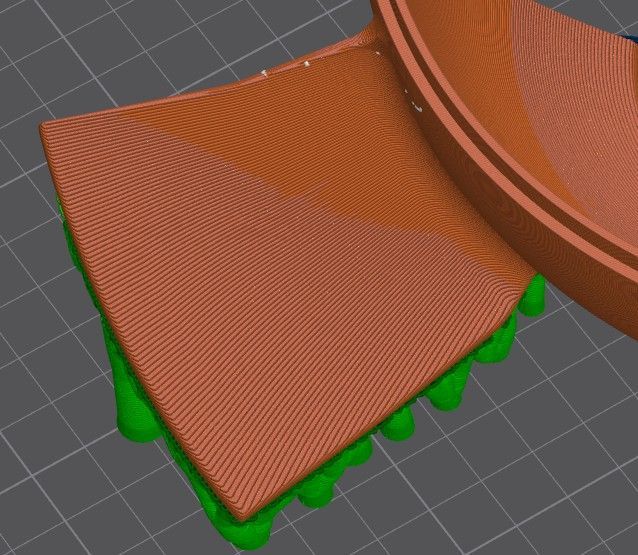
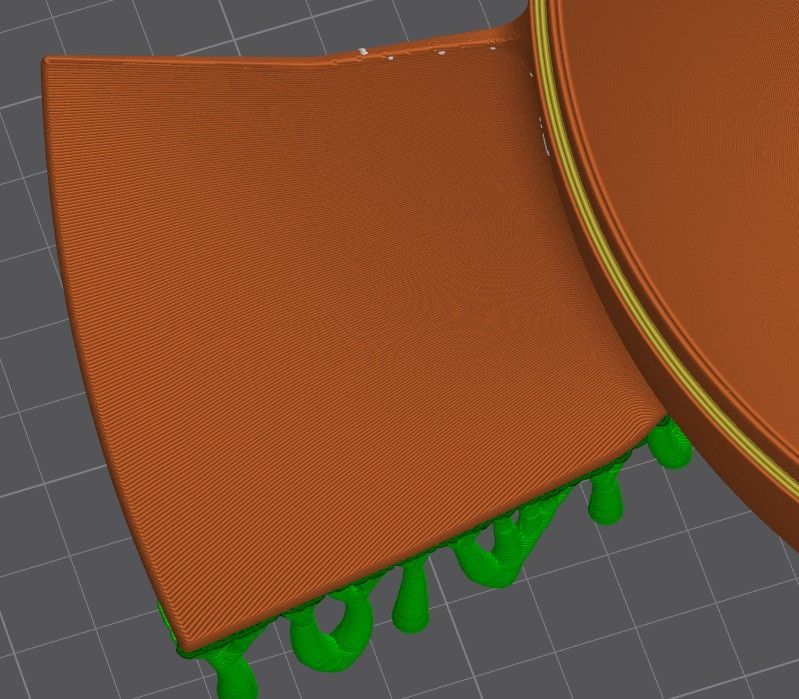
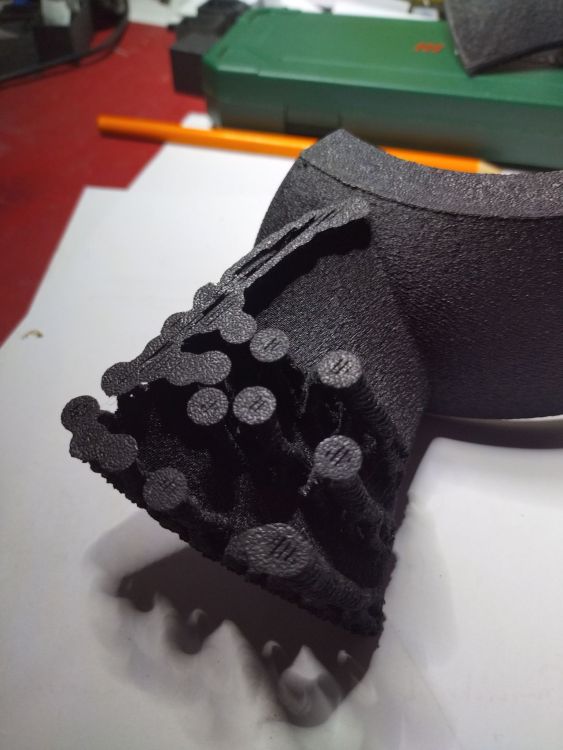
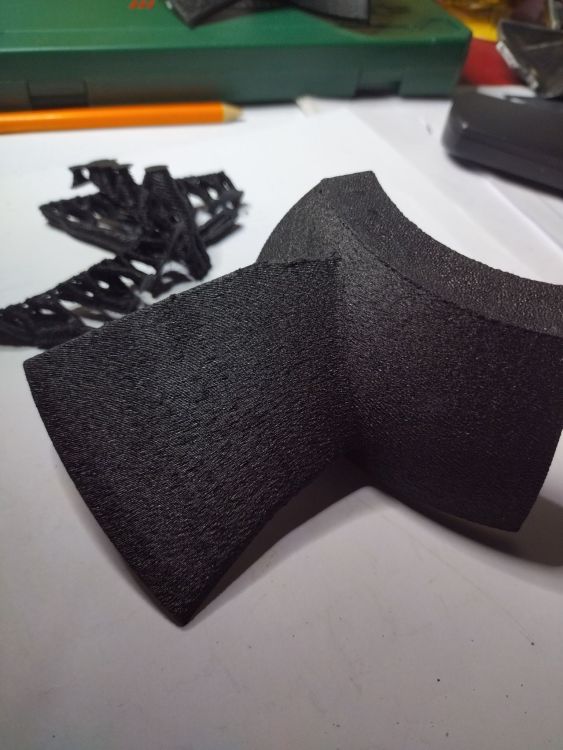
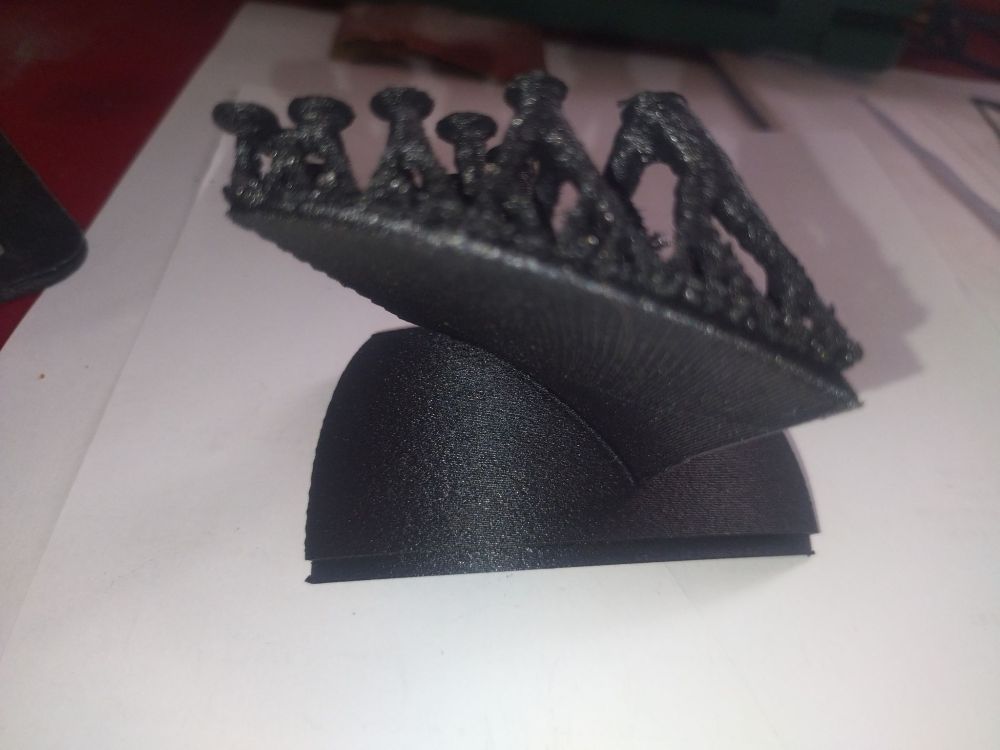
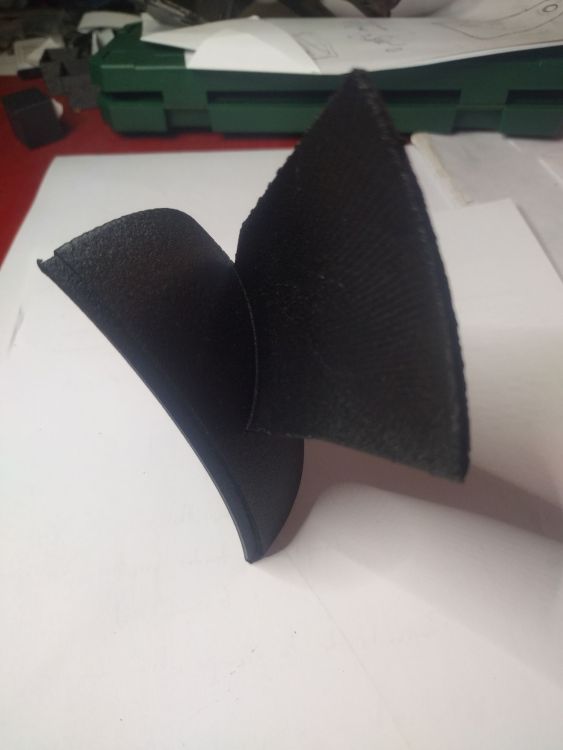
Bonne année au tous. devant réaliser une petite série de turbine j'ai souhaiter optimiser mes supports; voila ce que cela donne pour le moment brut sorti de l'impression. imprimer en couche de 0.3 en PA12-CF de chez IEMAI sur K2 Plus il faut encore que je travaille sur l'état de surface de l'aile. Bon print a tous



-
Filament technique de chez IEMAI3D
djvs en réponse au topic de djvs dans Consommables (filaments, résines...)
Re Niveau revendeur en direct ou amazon.. ils y ont une boutique. Pour le bout des pales c'est le même tranchage que celle imprimer en PA12-CF mais bon je n'ai pas refait complètement la calibration donc il doit bien me manquer de la pressure advance. je vais recalibrer ça Pour les support mon soucis se situe au niveau du bout des arbres pas sur l'autre partie de l'interface. je vais tenter les support classique et voir les paramètre suggérer. Merci -
Filament technique de chez IEMAI3D
djvs en réponse au topic de djvs dans Consommables (filaments, résines...)
Bonjour Sacré dis lexis, Oui ce sont bien eux . Merci pour le correctif @jcjames_13009 auriez vous svp l'amabilité de rectifier a nouveau mon erreur de dis lexis j'ai honte -
Filament technique de chez IEMAI3D
djvs en réponse au topic de djvs dans Consommables (filaments, résines...)
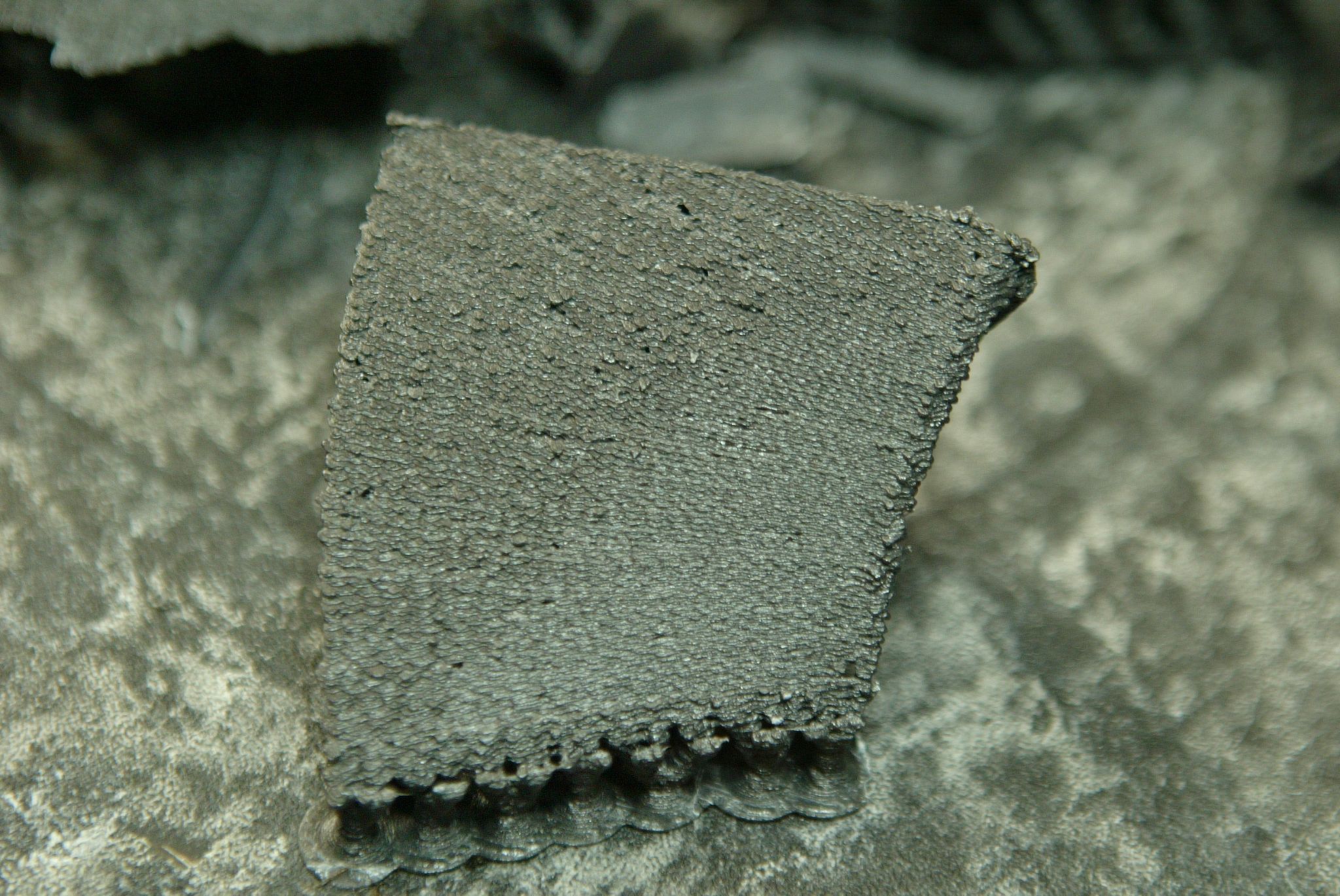
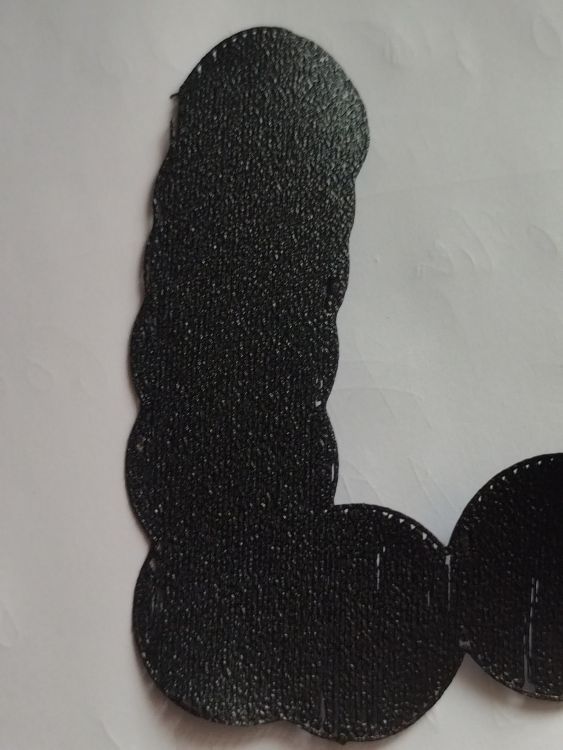
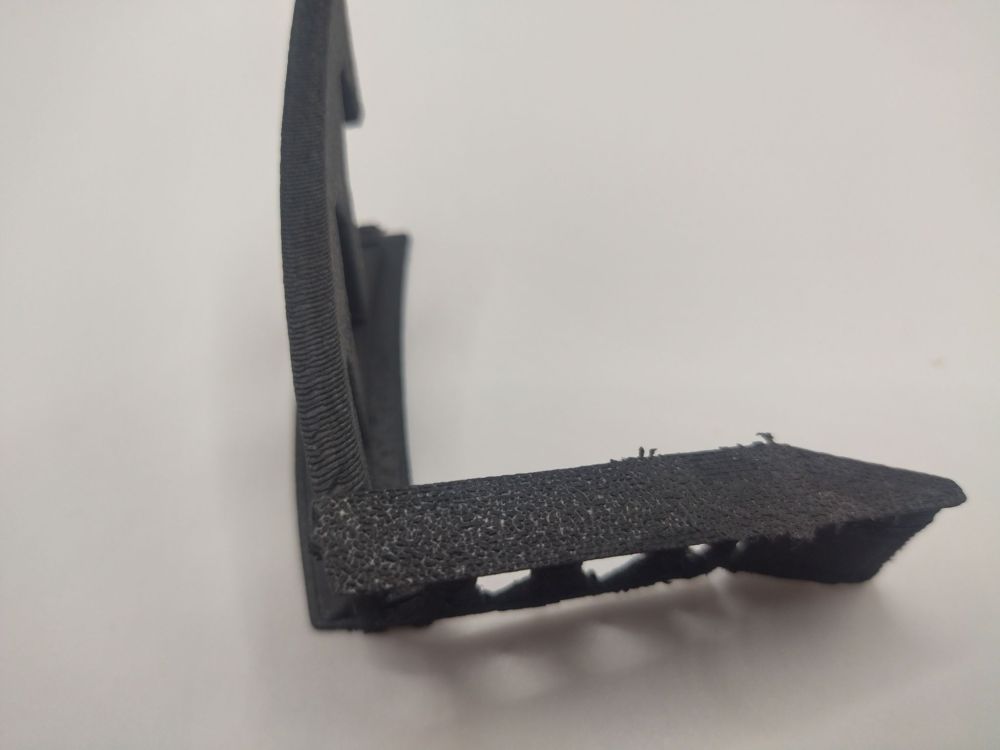
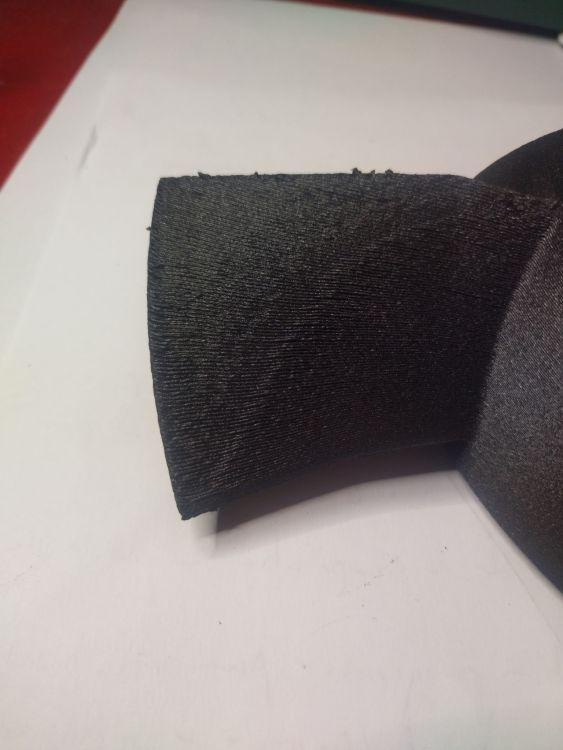
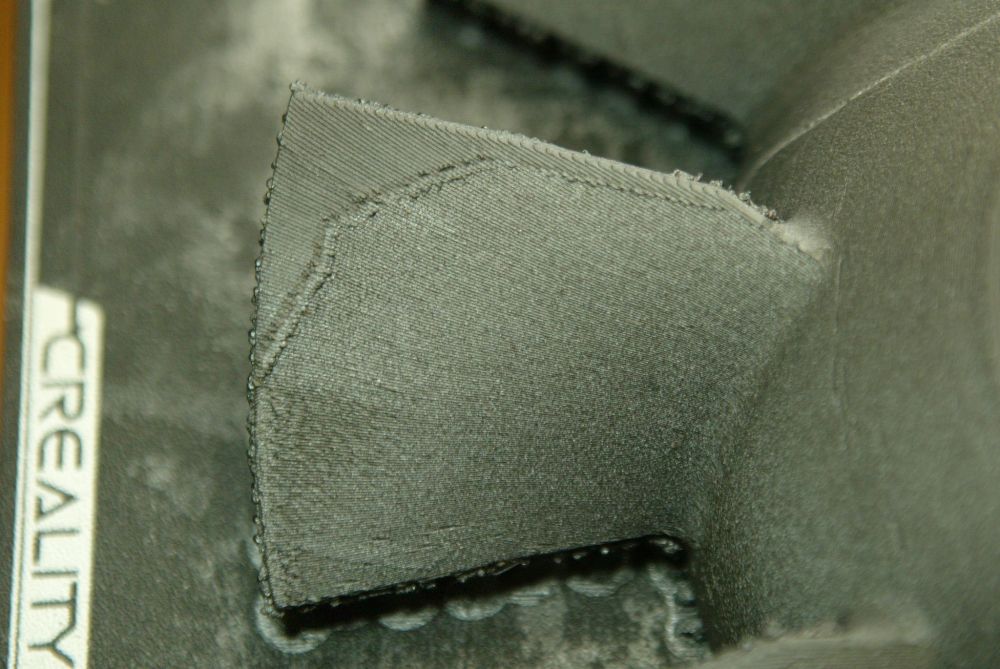
Bonjour Premièrement j'ai écorché le nom de ce fournisseur c'est EIMAI je ne peut malheureusement le corrigé si un charmant(e) administrateur(trice) pouvait réparer mon erreur merci a lui ( elle) Continuons les tests. Toujours mon ventilateur 9 pales pour MEPX27 ici en ABS-CF. Mes paramètres d'impression doivent être améliorables. je constate un changement d'état sur le bout des pales on le constate de façon quasi symétrique sur toutes les pales. j'ai aussi des manques a certain endroit et surtout sur la couture de plus je n'arrive a avoir un état de surface propre de l'interface des supports . ( si de bonne âme pouvaient m'orienté pour améliorer cela) pour conclure avec la K2+ avec la chambre chauffé a 62°ce filament s'imprime sans gros soucis. Prochain test le PA12-GF. Ce post est destiné au filament de chez IEMAI sans aucune animosité de ma part. Pour avoir testé du PA6-CF de chez Sunlu je suis passer chez IEMAI et franchement les test se passent beaucoup mieux pour un débutant comme moi. Par expériences sur des filaments et résinés technique le " plus économique " ne l'est vraiment qu'au moment de l'achat Bon Print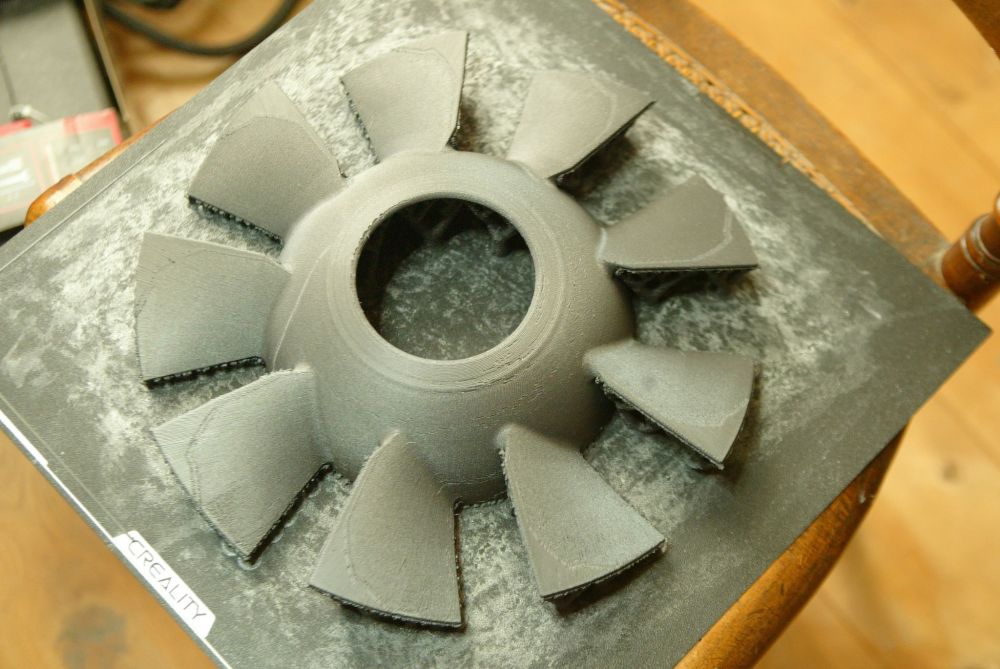


-
Bonjour Un GRAND MERCI a @Carlito06 pour cette info primordiale Bon Print Vincent
-
Bonsoir Merci pour l'information je vais regarder de ce coté là. Bon Print Vincent
-
Oui mais cela ne remonte pas dans la bibliothèque qui est stocké dans la machine. Je souhaite imprimer du PA12-GF, cela n'existe pas dans les possibilités de l'ecran ou c'est moi qui fait une fausse manip
-
Bonjour Au pros de Klipper sur la K2, est il possible de modifier la bibliothèque de matériaux que l'on doit attribuer, sur la machine, au diffèrent emplacement du CFS? ceci afin d'ajuster les températures de purge, chargement, nettoyage. Merci d'avance Bon Print vincent
-
Filament technique de chez IEMAI3D
djvs en réponse au topic de djvs dans Consommables (filaments, résines...)
sur des test oui j'ai essayé les supports normaux cela ne me change pas l'état de surface au dessus des supports! il me semble que j'ai opter pour le motif par défaut mais avec un espacement de 0. J'ai encore je pense beaucoup de test a faire, je reste un débutant. J'ai en stock du support soluble mais je ne l'ai jamais testé.(acheté pour la Raise pro2 qui est pour le moment au repos ) Vue que je souhaite réaliser des collecteur d'admission avec une poche pour de l'eau le support soluble me semblait la bonne formule. La mon chalenge est de pouvoir rajouter sur la machine les filaments de chez IEMA pour que les températures de chargement du filament, nettoyage de la buse soit bien celles des filaments et pas plus basses. il vas falloir que je mette au klipper Bon Print -
Filament technique de chez IEMAI3D
djvs en réponse au topic de djvs dans Consommables (filaments, résines...)
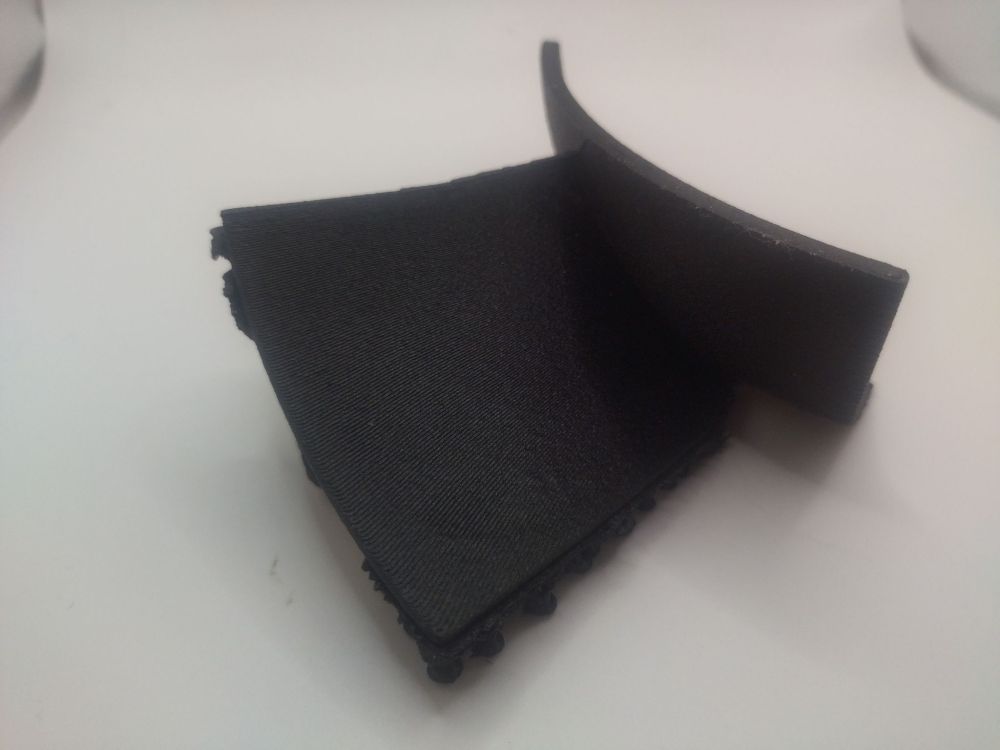
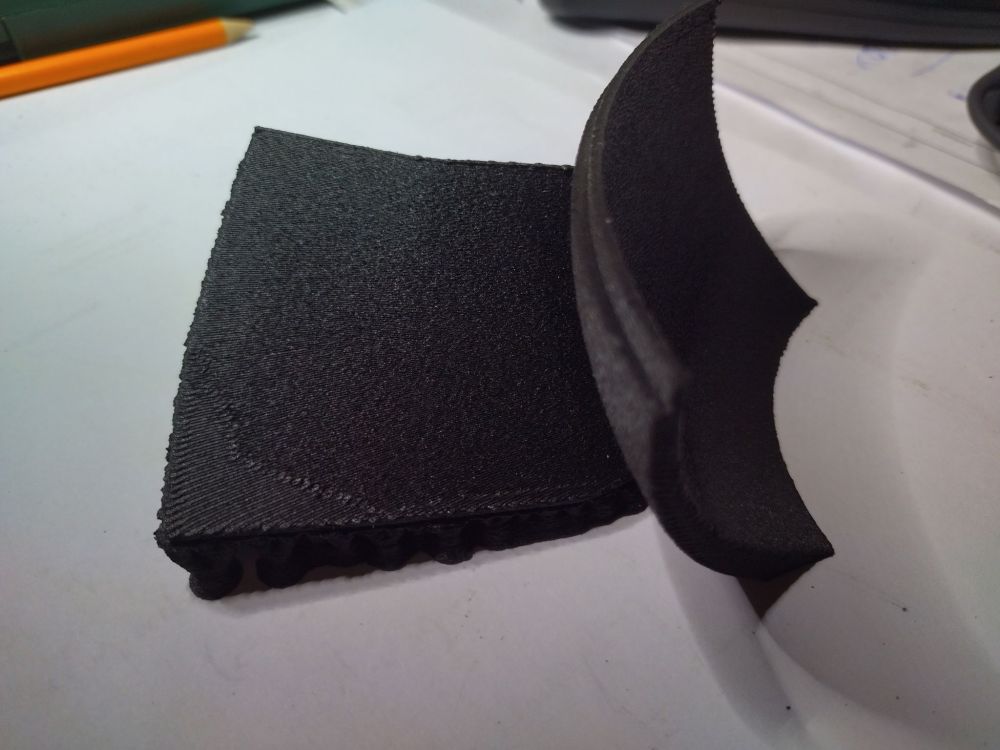
Re c'est quasiment l'état de surface que j'ai avec les supports en PA12 et un espacement pièces interface at 50% de l'épaisseur de la couche, J'ai été surpris du décollement facile des supports. J'ai lancé en début de soirée la même turbine mais ABS-CF, le client final souhaite une version moins chère, même si il perd de la résistance au choc,( lors des sortie dans les bacs à gravier des circuits ils perdent des pales ) le client est roi j'en vendrais plus. le résultat demain vers 21H bon surf -
Filament technique de chez IEMAI3D
djvs en réponse au topic de djvs dans Consommables (filaments, résines...)
Bonjour Non pas un PVA mais un filament d'arrachage, je n'ai pas vraiment réussit a paramétrer mes support pour avoir un meilleur résultat que sans. Par contre niveau prix de reviens de la pièces c'est une horreur entre le temps d'impression qui explose et la perte de filament, il faut vraiment une imprimante deux tête ou multi tête pour cela, le grâle multi tête avec recharge automatique du filament en fin de bobine pour chaque tête bon print Vincent -
Filament technique de chez IEMAI3D
djvs en réponse au topic de djvs dans Consommables (filaments, résines...)
Bonjour Ce jour test PA12-GF pas très concluant pour le moment la température de chauffe de 270°C prévu par creality pour la mise en place est trop base. J'espère que c'est changeable dans un des fichiers paramètre. Il faut que je cherche