inferno2
-
Compteur de contenus
93 -
Inscrit(e) le
-
Dernière visite
Tout ce qui a été posté par inferno2
-
Bonsoir tous, je vous vois souvent parler de liquide vaisselle vraiment basique?? Avez vous plusieurs exemples à donner car ils ont tous une senteur, ou une caractéristique style peaux ou mains sensibles... Merci
-
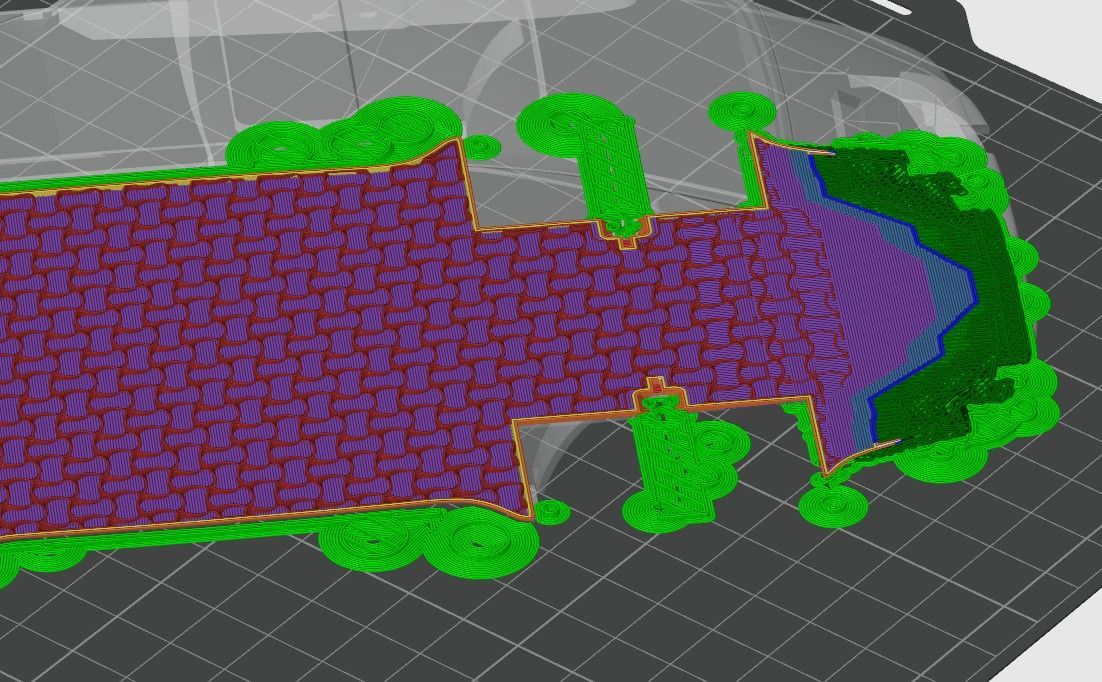
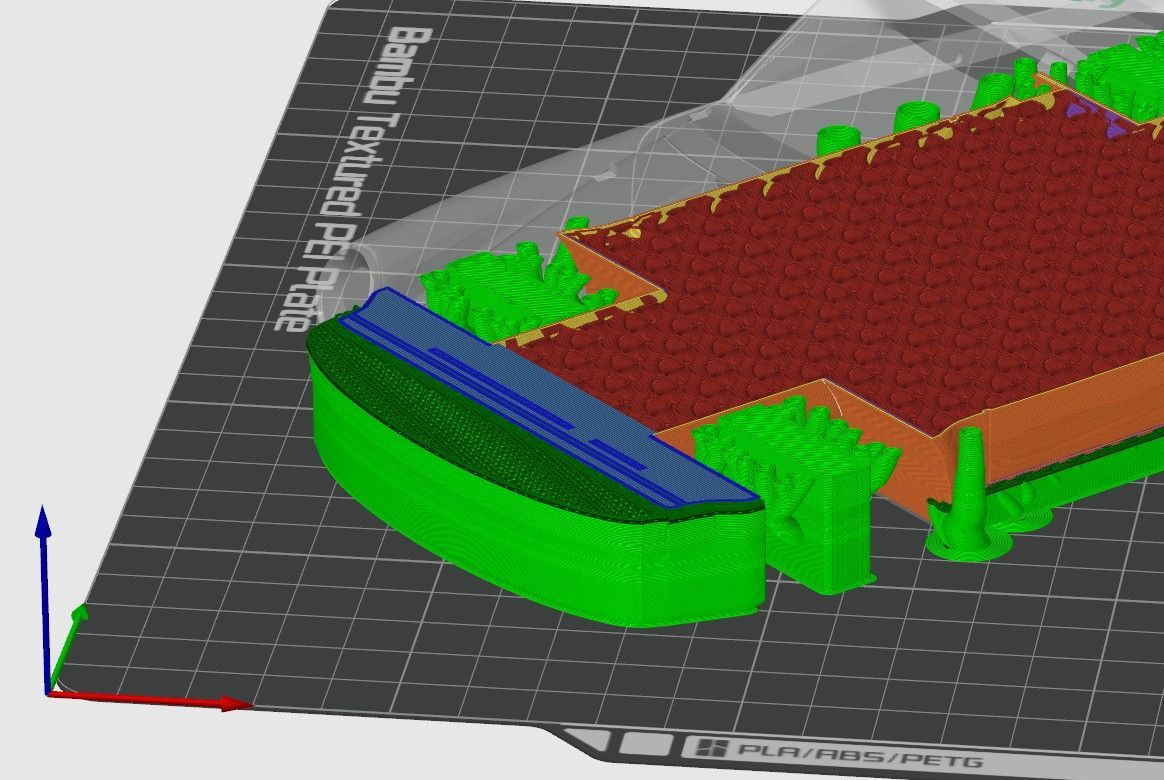
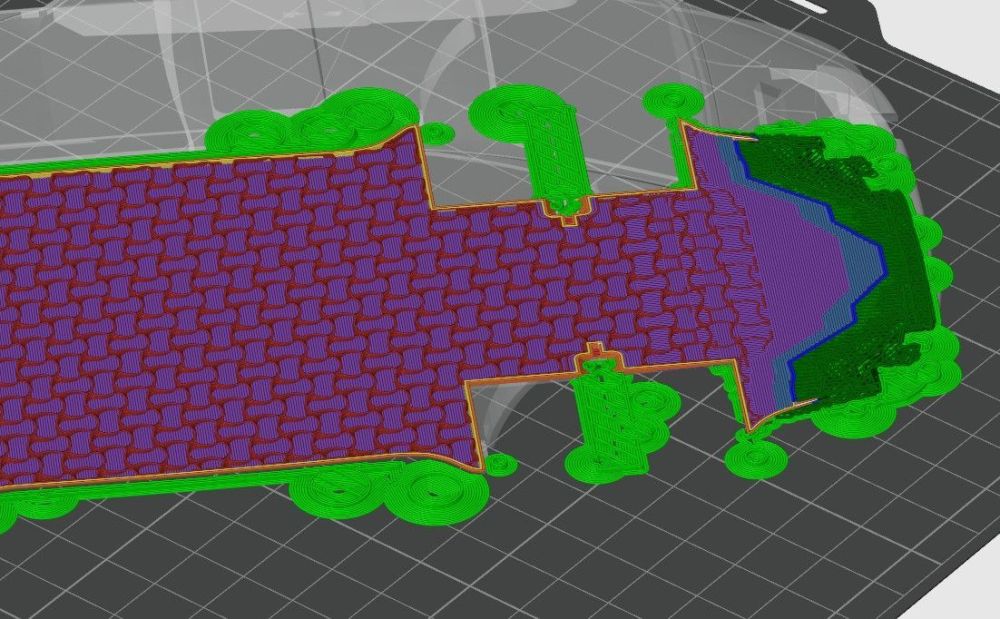
Après tranchage, le bleu foncé correspond de ce que je vois aux "murs en surplomb" et le bleu clair aux "ponts" Quel paramètres penses tu qu'il faut que je touche? je vais découper mon fichier pour avoir juste une petite partie pour faire des essais.
-
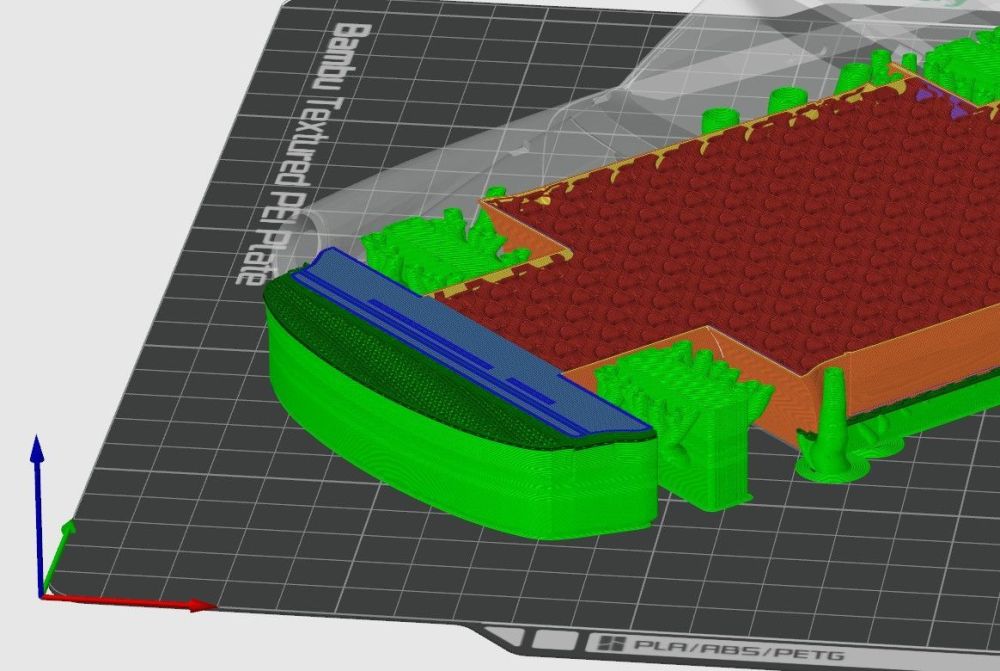
Merci J'ai tout ce qu'il faut pour faire cette méthode, que j'ai toujours voulu essayer... La sur mon impression c'est vraiment pas beau.... Je pensais qu'on pouvais arriver à bien mieux sans avoir à passer par du PETG pour l'interface
-
Bonsoir à tous, j'ai utilisé pendant environ 1 an une P1s combo et je suis passé depuis sa sortie sur une P2s. J'imprime régulièrement depuis sa sortie sans trop de problème. Là je bloque sur un projet même si cela n'est pas dérangeant ca m'apprendra pour les prochaines fois: le projet en question: https://makerworld.com/fr/models/1202695-porsche-911-turbo-3-3-930-scale-1-19#profileId-1279851 Sur la première plaque, la ou il y a la grosse partie de la carrosserie de la voiture l'impression c'est à peu près déroulé normalement en gardant les paramètres du créateur hormis au niveau des "ponts" (de couleur bleu au tranchage) au dessus des supports à l'avant et à l'arrière, je vous joins les captures du tranchage ainsi que de mon impression. Avant: Arrière : Mon filament pour ce projet est de l'Ariane Plast séché et calibré, j'aimerais savoir que faut-il toucher comme option sur ce projet pour éviter d'avoir ce résultat plutôt très moche... Merci d'avance


-
Ok c'est bien ce qu'il me semblait 2 ams... Pour ce qui est du multi couleur j'ai toujours fait cela par objet et donc j'avais toujours un chiffre correspondant à une couleur à mettre dans les objets que je voulais d'une ou d'autre couleur. La c'est donc un objet peint, je pense que c'est le premier sur lequel je tombe. Je vais essayer d'en faire un seul pour voir comment cela fonctionne. Merci
-
Bonsoir à tous, je débute dans le multi couleurs et mon fils m'a demandé cette impression: https://makerworld.com/fr/models/918501?from=search#profileId-896914 Je comprends que c'est prévu pour imprimer chaque forme une aprés l'autre sans toucher les autres. Il y a plus de 4 couleurs mais aucune précision sur un quelquonque changement de filament dans l'AMS... Il est impossible d'inserer une pause lors d'une impression par objet.. J'ai déjà fais du multi couleur mais quand j'allais dans objet je pouvais choisir une couleur par morceau d'objet. Ici les formes blanches sous et sur les "pions" ne sont pas représenté dans objet, comment être sur que l'imprimante va aller chercher le blanc de mon AMS au moment voulu? Merci d'avance
-
Aucune même si je n'en est pas fait 50 encore... superbe machine, vitesse, qualitée,.. venant d'une ender 3 s1 pro c'est le jour et la nuit
-
Ce qui me tracasse, tout simplement de savoir si le projet à mal été fait par la personne et que donc en l'ouvrant et en lancant l'impression il soit "normal" que j'ai le problème de ma seconde couche (j'aurais bien penché pour ce problème vu que le temps annoncé sur makerworld est de plus de 8h alors que si je tranche le projet directement aprés l'avoir ouvert c'est seulement 6h) OU si mon problème n'est pas normal et que j'ai un souci avec mon imprimante toute neuve... c'est tout!
-
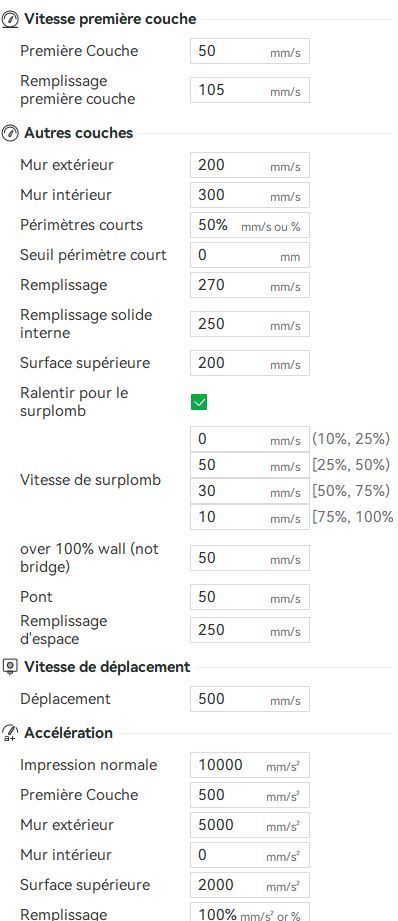
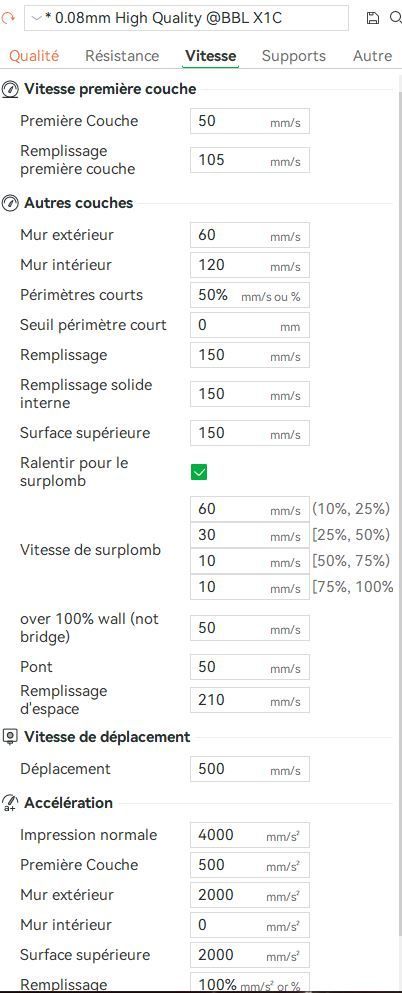
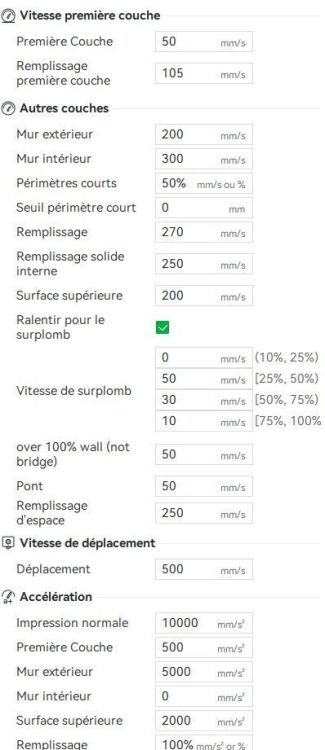
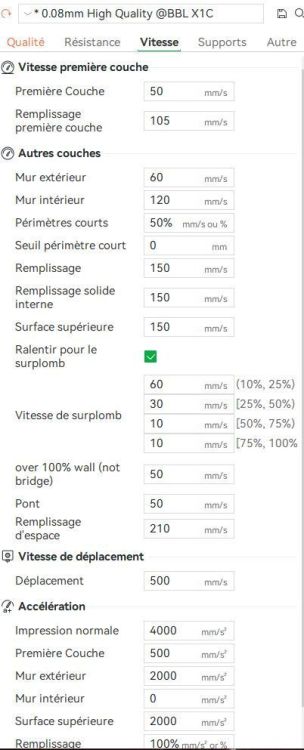
Bon quelques tests ce soir, aprés avoir allumé l'imprimante une mise à jour proposé qui a été faite. En suivant une nouvelle calibration de l'imprimante. J'ai fais la calibration de mon filament ArianePlast recyclé que je n'avais jamais faite. Puis la calibration de flux dynamique mais apres l'impression des lignes bambu studio n'est pas passé à l'étape suivante... tant pis. Je recommence mon projet en l'ouvrant directement sans rien toucher dans BambuStudio donc c'est le profil 0.20 qui est selectionné avec couche de 0.16 et 0.08, aprés tranchage on m'annonce un temps de 6.2 heures. L'onglet vitesse me donne ca: Résultat au sur la 2ème couche: Je recommence et je fais comme ce conseil: Je prends le profil 0.08 High Quallity et je mets ma premiere couche en 0.16. mes vitesses deviennent comme ceci: Aprés tranchage la duré annoncé est de 8.2 heures exactement comme l'auteur du projet l'a précisé sur MakerWorld... Et la le résultat est parfait! Je ne sais quoi penser...
-
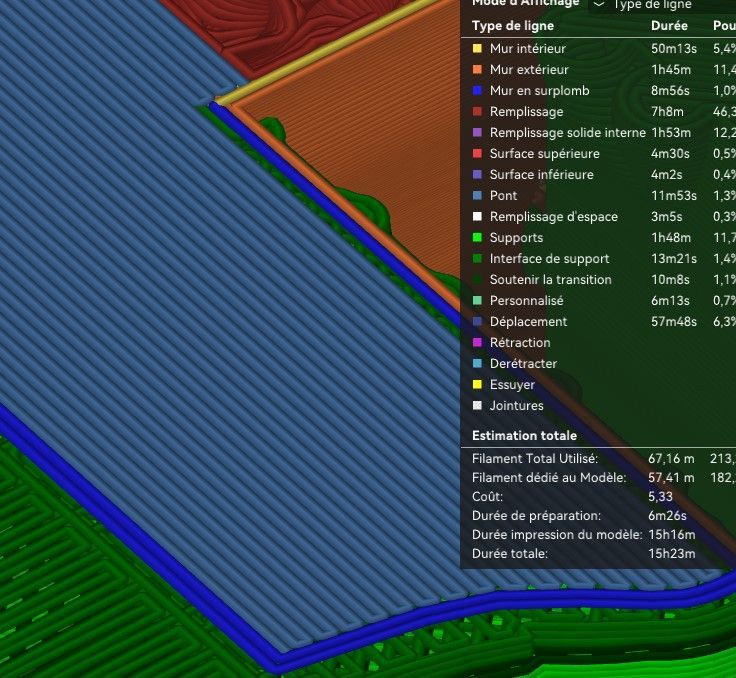
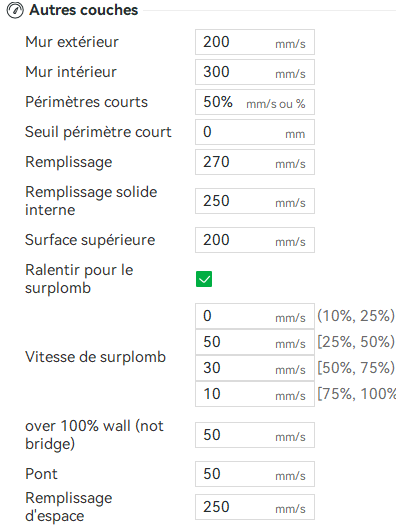
Désolé de mal m'exprimer, oui cette seconde couche fait parti du "nombre de couches inférieures de la coque" qui est de 3 pour ce projet. La vitesse est donc bien indiqué dans "vitesse" "autres couches" ce qui est la capture d'écran de mon post au dessus: l'imprimante va donc faire le mur extérieur à 200 et le mur intérieur à 300 mais quand elle fait l'intérieur de cette couche (là ou je remarque mon problème aléatoirement) elle va aller à quelle vitesse vu ma capture au dessus? a quelle ligne cela correspond? 270,250,200 Je me répond à moi même en regardant au tranchage les types de lignes la partie intérieure de cette seconde couche correspond "en francais" au "Remplissage solide interne" donc vu ma capture 250 mm/s
-
Excusez moi alors, je pensais que c'était une couche rempli à 100%... Si ce n'est pas du remplissage la vitesse de cette seconde couche est donné par quel paramètre de vitesse? Oui j'ai seulement essayé avec une autre bobine de chez Ariane Plast en blanc PLA+ non recyclé avec le même problème.
-
Je viens de faire des essais du boulot (sans imprimante) : Si j'ouvre simplement le projet téléchargé, je suis en profil "*0.20mm Standard @BBL X1C" avec hauteur de couche 0.08 et 0.16 et une vitesse de remplissage de 270 et une de remplissage interne de 250. Si je fais ta méthode que je passe en profil "*0.08mm Hight Quality @BBL X1C" et passer la première en 0.16 mes vitesses passe à celle du profil 0.08 c'est a dire 150 mm/s pour le remplissage.
-
Merci beaucoup pour le temps et le filament passé... j'ai surement donc bien un problème. Je ne vois pas bien les différences de vert sur ta capture, ta couche 2 est à 236mm/s c'est ca? BambuLab m'a répondu: -Que c'était des couches fines sur ce projet, que je devais avoir le plateau trés propre mais il l'est! -Que je pouvais faire un nivellement manuel du plateau... là franchement je suis passé sur une imprimante comme ceci pour ne pas avoir ce réplage a faire en permanence (j'ai été voir le wiki c'est une procédure différente) et vu l'état de ma première couche que je trouve parfait je ne voudrais pas tout dérégler... -Que je vérifie le serrage de la buse ou du hotend. Pour ce qui est de ta procédure de mettre d'abord le profil en 0.20 standard puis de modifier les couches manuellement, au départ j'importais le projet et ne touchait a rien d'autre... quand je mets à la main 0.08 j'obtiens le message ci dessous (j'ai pourtant bien dans limite basse de l'extruder 0.08)
-
Merci pour le test je peux avoir le fichier pour faire exactement la même chose? Je ne veux pas te faire dépenser ton filament mais j'ai mis le projet sur lequel cela arrive un peu plus bas si tu veux essayer jusqu'a la moitié de la seconde couche cela suffit pour voir le problème. Je vais faire ce test mais je suis sur que sur une petite surface cela va bien se passer... Je n'ai constaté le problème que sur ce projet: Porsche Hueforge par Asaraphym 3D - MakerWorld mais le projet est allé jusqu'au bout et tout c'est bien passé, c'est seulement sur une partie aleatoire lors du remplissage d'une bonne partie du plateau que le souci apparait.
-
Bonsoir, ca confirme que je ne pense pas avoir de problème... en 0.20 à 270 ca passe parfaitement en 0.08 à 270 problème sur ma video et si je passe en mode "silence" donc 135 ca passe parfaitement
-
C'est bien précisé sur leur site pour le PLA+ que je prends régulièrement 30 à 600 mm/s mais aucune indication sur la fiche produit de leur version PLA recyclé...
-
La c'est du Ariane Plast PLA+ recyclé en bobine de 2.3 kg. Je n'ai pas grande experience comme vous avez pu le voir, surtout à grande vitesse... De ce que je vois en couche de 0.2 ca a l'air de super bien marcher... même a haute vitesse
-
Ha ben là vous êtes en train de ma rassurer que mon imprimante va bien!!
-
J'apporte quelques nouvelle si cela peut aider... Je me suis plongé un peu plus dans le réglage de ce projet: Quand je l'importe dans Bambu Studio j'ai une auteur de première couche de 0.16 pour la premiere et 0.08 pour les suivante avec une vitesse de remplissage de la premiere de 105 mm/s et des suivantes de 270 mm/s J'ai modifié le projet avec 0.20 et 0.20 pour la premiere et les autres couches et j'ai laissé les même vitesse, résultat plus de problème, 2ème couche parfaite. Je ne comprend pas car j'ai fais 2 autres projets hueforge ou les hauteurs de couches sont les mêmes 0.08 et 0.16 et cela c'est bien passé! Mais les vitesses de remplissage etaient plus basse que pour ce projet là. Peut être suis je hors des normes de la machine, couche de 0.08 et 0.16 avec vitesse elevé ca passe pas (en baissant la vitesse ca fonctionne) et couche de 0.20 et 0.20 avec vitesse elevé c'est OK aussi...
-
J'ai essayé de checker tout ce que je pouvais mais je ne vois rien d'anormal au touché. J'avais trouvé ce sujet sur leur forum qui ressemble au miens: https://forum.bambulab.com/t/wavy-lines-traveling-to-right-after-perfect-first-layer/119165 La personne ici en conclu qu'il coupe la ventilation auxiliaire ainsi que la ventilation de l'extrudeuse... j'ai refais un essai et même problème J'ai ouvert un ticket chez bambu video à l'appui, au vu de l'age de l'imprimante je n'avais pas prévu de mettre les mains dans le camboui aussi rapidement.
-
Je n'avais pas huilé car machine neuve, mais je viens de le faire légèrement. Je ne vois rien de mal fixé. Je viens de faire le test à nouveau et j'ai le problème quand même, pas forcement au même endroit mais cela produit la même chose.
-
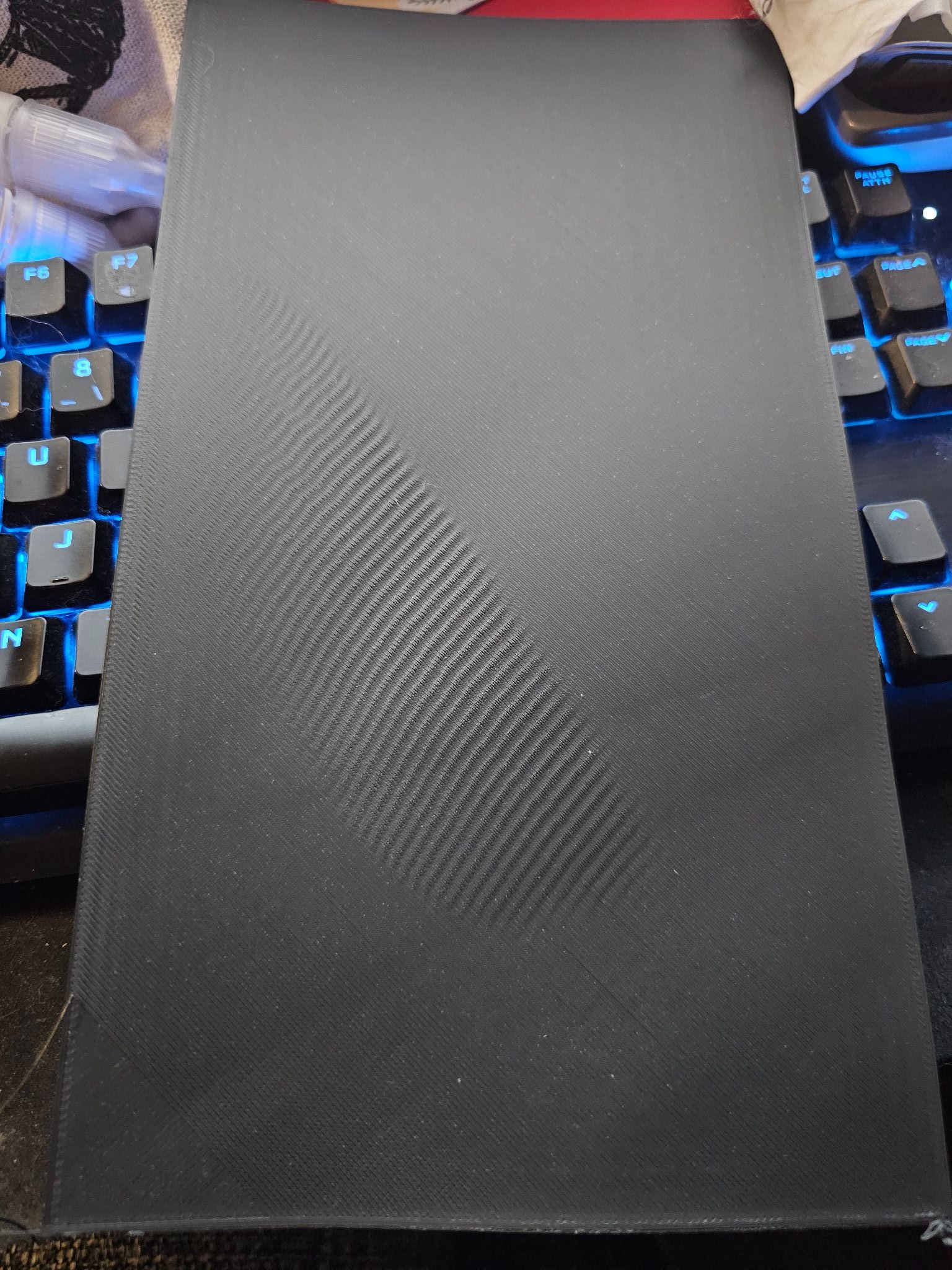
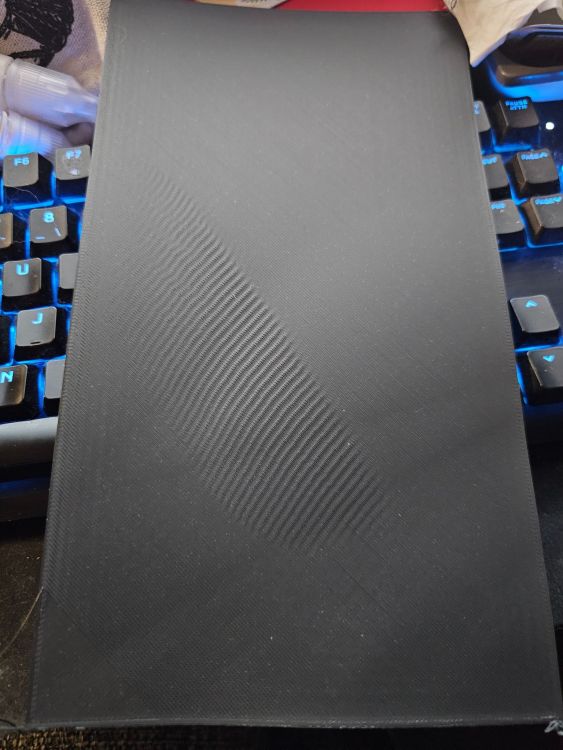
Bonjour à tous je reprends mon problème ici pour un peu plus de visibilité, j'avais commencé mon explication sur mon autre sujet qui n'a rien a voir... (https://www.lesimprimantes3d.fr/forum/topic/60547-impression-plusieurs-couleurs-sans-ams-avec-p1s/) L'imprimante est neuve et n'a d'une dizaine de prints, avant que le problème n'apparaisse, j'ai imprimé 2 projets Hueforge ou tout c'est trés bien passé! Les 2 premiers projet hueforge avaient une vitesse de remplissage de 150 mm/s alors que celui qui me pose le problème a une vitesse de 270 mm/s.. qui à l'air d'être la valeur par défaut d'une P1S... peut-être est ce une limitation de la machine. Ici j'ai remarqué le problème sur ce 3ème projet hueforge:https://makerworld.com/fr/models/205230?from=search#profileId-225424 Lors de l'impression de la seconde couche alors que la premiere est parfaite, j'entend un bruit sourd de résonnance et l'extrudeuse se met à faire des mini vagues au lieu d'avoir une surface lisse... Le problème vient bien de la vitesse élevé de remplissage puisque en passant l'imprimante en mode silencieux cela s'arrete immédiatement. Le début de la seconde couche quand les mouvements sont réduit se passe bien aussi,cela se produit quand les mouvements sont plus long. je joins une vidéo :https://youtu.be/fNXdtUnsg84 Et je viens d'en faire une autre de plus proche: https://youtu.be/27ds_mA230M -J'ai refais une calibration imprimante. -J'ai essayé un autre filament. -J'ai légèrement graissé au dessus et en dessous des tensiomètres de courroies à l'arrière. -J'ai remis l'imprimante sur son premier meuble (moins sujet aux vibration) et refait une calibration imprimante... Là je sèche et venant d'une ender 3 S1 pro je ne sais pas trop ou viser pour essayer de résoudre ce problème. Merci d'avance à tous.
-
Je suis bien d'accord le mot grognement va bien... cela ne le fait pas sur toute la couche, on dirait seulement quand les mouvements sont de plus en plus grand... Venant d'une Ender 3 S1 pro et l'imprimante etant quasiement neuve je ne sais pas trop de quel coté regarder ni si il existe un test ou procedure pour reproduire ce mouvement afin de trouver une solution.. cela m'embete un peu quand même. Merci
-
Pas de mise à jour hormis le premier jour. J'ai relancé calibrage par bambu studio. Pendant le nivellement quand elle a fini une rangé de point et qu'elle retourne pour la ligne suivante il y a un bruit aigu strident (17 et 38 seconde): https://youtu.be/uAOaPgS1hCM J'ai refais un essai du même projet et même souci pour la seconde couche, je passe en mode "silencieux" et c'est ok puis repassage en mode "standard" et quelques secondes aprés cela recommence. Le tout en video: https://youtu.be/fNXdtUnsg84 Merci pour votre aide
-
J'avais vu oui qu'il fallait imprimer ouvert mais je ne pense pas que ce soit le problème ici! J'ai recommencé le début du projet jusqu'a la 2 ème couches une nouvelle fois avec un autre filament et le problème est revenu au même moment. Entre les 2 autres hueforge et celui ci j'ai remarqué que la vitesse de remplissage des autres couches était plus faible, j'ai donc passé l'imprimante en mode "silence" donc vitesse divisé par 2 et le problème disparait en direct! En remettant en "standard" le problème revient. Imprimante pratiquement neuve, réglage de départ fait, calibration par le menu faite lors de son changement de place, filament non calibré. Nivellement fait avant impression. Si vous avez une idée video du problème: https://youtu.be/Z9pLdSghd-0 Merci