Msappdem
-
Compteur de contenus
177 -
Inscrit(e) le
-
Dernière visite
Tout ce qui a été posté par Msappdem
-
Décallage de l'axe X (Z)
Msappdem en réponse au topic de Msappdem dans Entraide : Questions/Réponses sur l'impression 3D
J'ai l'impression que c'est au "relâchement" des moteurs qu'il se passe quelque chose. Une fois réglé l'impression du moment se passe très bien, la suivante demande un nouveau réglage ou après arrêt/relance de l'imprimante. -
Décallage de l'axe X (Z)
Msappdem en réponse au topic de Msappdem dans Entraide : Questions/Réponses sur l'impression 3D
Bonjour, Je n'arrives pas a trouver pourquoi mais à chaque démarrage de la machine je fais un SCREWS_TILT_CALCULATE et à tous les coups je dois faire remonter le plateau dans quasiment les mêmes proportions à droite : la je l'ai fait deux fois de suite

-
Décallage de l'axe X (Z)
Msappdem en réponse au topic de Msappdem dans Entraide : Questions/Réponses sur l'impression 3D
Bonjour, Alors après plusieurs (trop) de test je crois que c'est mon plateau qui bouge. Presque avant chaque impression je fais un contrôle de la planéité et je dois presque a chaque fois relever le plateau du côté droit (toujours). Je n'ai plus de galet ni sur la tête ni sur le plateau j'ai des rails linéaire partout. Les moteurs Z sont des creality 42-40. J'ai des galets sous le plateau (plus de ressort). -
Bonjour, j'ai récemment acquis une A1 combo que j'ai mis à la place de ma sv01 pro dans un assemblage ikea lack, je dois changer le panneau plexy de droite. C'est un poil juste au niveau de la profondeur quand le plateau est avancé au maximum mais ça me dérange pas plus que ça. L'ams est monté à l'envers.

-
Décallage de l'axe X (Z)
Msappdem en réponse au topic de Msappdem dans Entraide : Questions/Réponses sur l'impression 3D
Je vois ton message trop tard pour la modification de mon post, je pensais avoir corrigé l'espacement hier, désolé. Je n'ai pas de ressort sous le plateau mais des colonnes en silicone. -
Décallage de l'axe X (Z)
Msappdem en réponse au topic de Msappdem dans Entraide : Questions/Réponses sur l'impression 3D
J' ai vérifié les serrages des coupleurs et la partie synchro, pour le courant j'ai ça pour le Z : [stepper_z] step_pin: PB0 dir_pin: PC5 enable_pin: !PB1 microsteps: 16 rotation_distance: 8 endstop_pin: probe:z_virtual_endstop position_max: 280 position_min: -5 [tmc2209 stepper_z] uart_pin: PC11 tx_pin: PC10 uart_address: 1 run_current: 0.800 hold_current: 0.500 stealthchop_threshold: 999999 La planéité du plateau semble ne pas bouger je vais continuer a tester. Merci -
Décallage de l'axe X (Z)
Msappdem en réponse au topic de Msappdem dans Entraide : Questions/Réponses sur l'impression 3D
J'ai refait ça pour corriger mais après une impression je constate déjà un nouveau décalage comme si un coté n'était pas synchro. je précise que je suis sur une bigtreetech skr mini v3 qui n'a qu'un seul driver pour deux moteurs avec synchro du z en haut par courroie. Je suis sous klipper. cela pourrait se produire si les deux vis n'était pas exactement en face ? -
Décallage de l'axe X (Z)
Msappdem a posté un sujet dans Entraide : Questions/Réponses sur l'impression 3D
Bonjour, Je n'arrive pas a corriger un problème d'écart de la barre de l'axe X qui est plus haute d'un côté que de l'autre : je sais pas si on va bien voir sur la photo mais le côté gauche (vue de derrière) est plus haut. La photo est prise après un home. Je suis quasi obligé de faire un réglage plateau a chaque allumage et quand je fais un SCREWS_TILT_CALCULATE j'ai toujours des écarts sur le côté droit (côté gauche sur la photo) Vous auriez une idée de comment corriger ça ? Merci
-
Améliorer mes impressions
Msappdem en réponse au topic de Msappdem dans Entraide : Questions/Réponses sur l'impression 3D
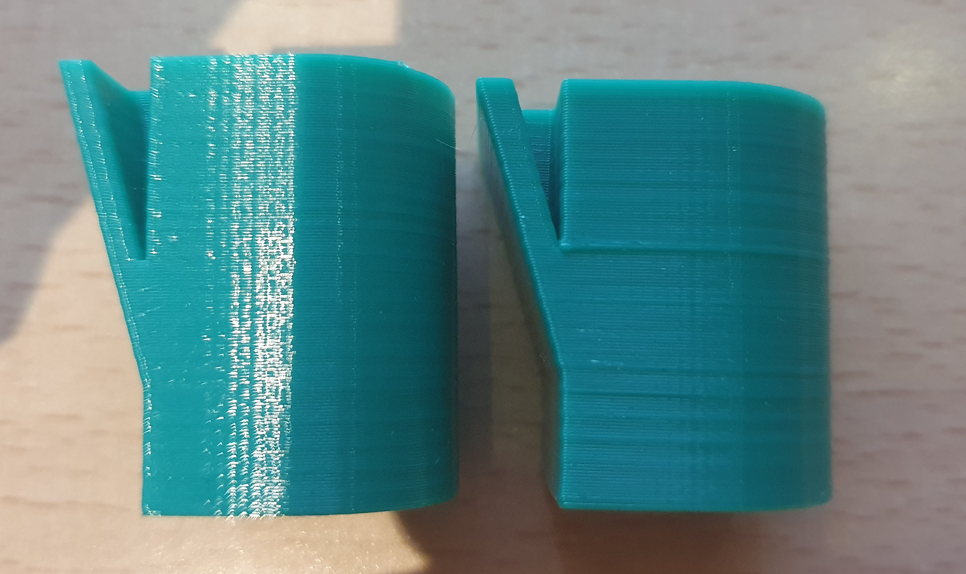
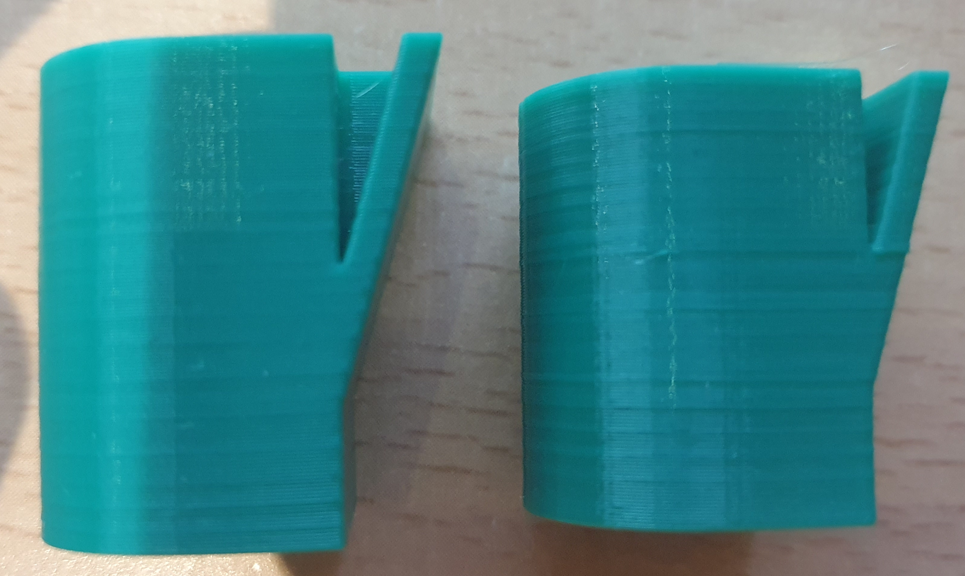
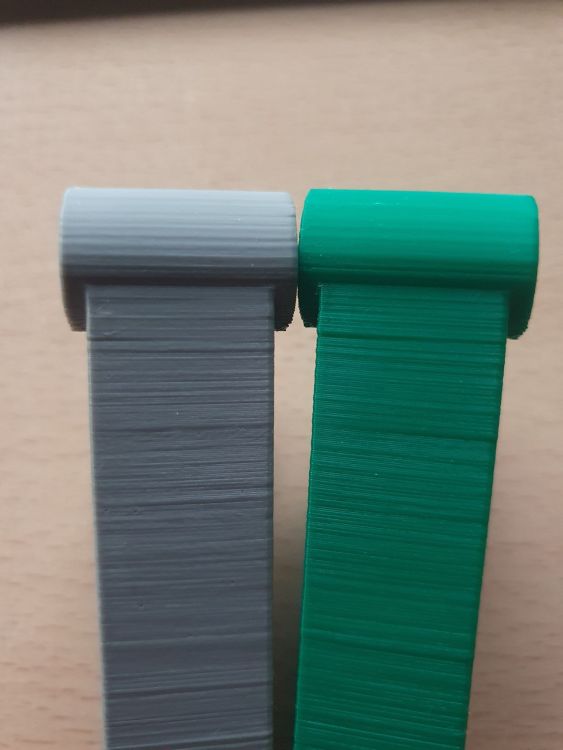
je vais revérifier ça aussi j'ai resserré un peu les excentriques mais en me trompant de profil lors d'un nouveau test je me rend compte que j'ai des différences flagrantes : avec le profil de gauche je ne constate pas de marque, voici une comparaison des profils je vais refaire un test en partant du profil de gauche en ajustant le remplissage et les parois vu que c'est qui m'importe pour cette pièce.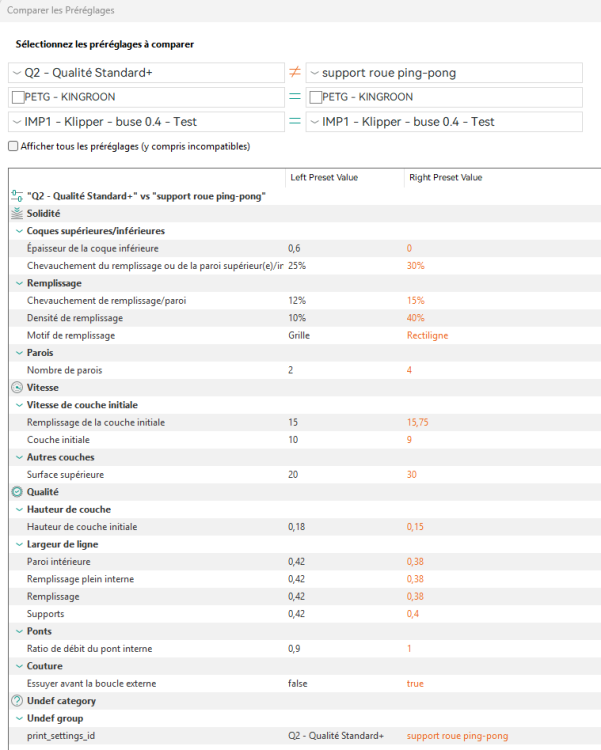
-
Améliorer mes impressions
Msappdem en réponse au topic de Msappdem dans Entraide : Questions/Réponses sur l'impression 3D
Hello, J'ai fait le réglage, j'ai relancé avec un autre filament, j'ai moins de marques mais j'en ai quand même, pas forcément aux mêmes endroits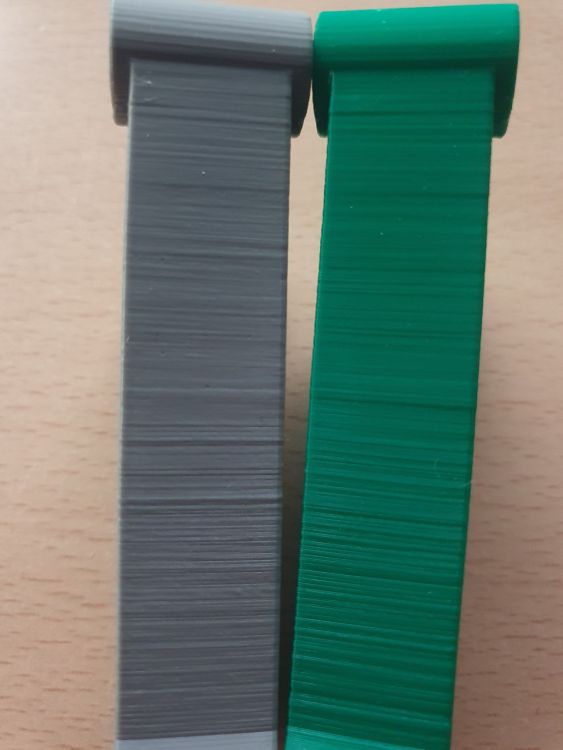

-
Améliorer mes impressions
Msappdem en réponse au topic de Msappdem dans Entraide : Questions/Réponses sur l'impression 3D
Ok je vais refaire le test et ajuster ça. Non je n'ai pas trouvé de fiche mais je penses pas que ce soit une version high speed. -
Améliorer mes impressions
Msappdem en réponse au topic de Msappdem dans Entraide : Questions/Réponses sur l'impression 3D
C'est le débit max volumétrique ? -
Améliorer mes impressions
Msappdem en réponse au topic de Msappdem dans Entraide : Questions/Réponses sur l'impression 3D
J'ai un séchoir creality en cas de gros besoin mais sinon les bobines sont stockés dans des boites hermétiques avec des billes de silice mais le taux d'humidité est peut être trop u élevé 21% ? -
Améliorer mes impressions
Msappdem en réponse au topic de Msappdem dans Entraide : Questions/Réponses sur l'impression 3D
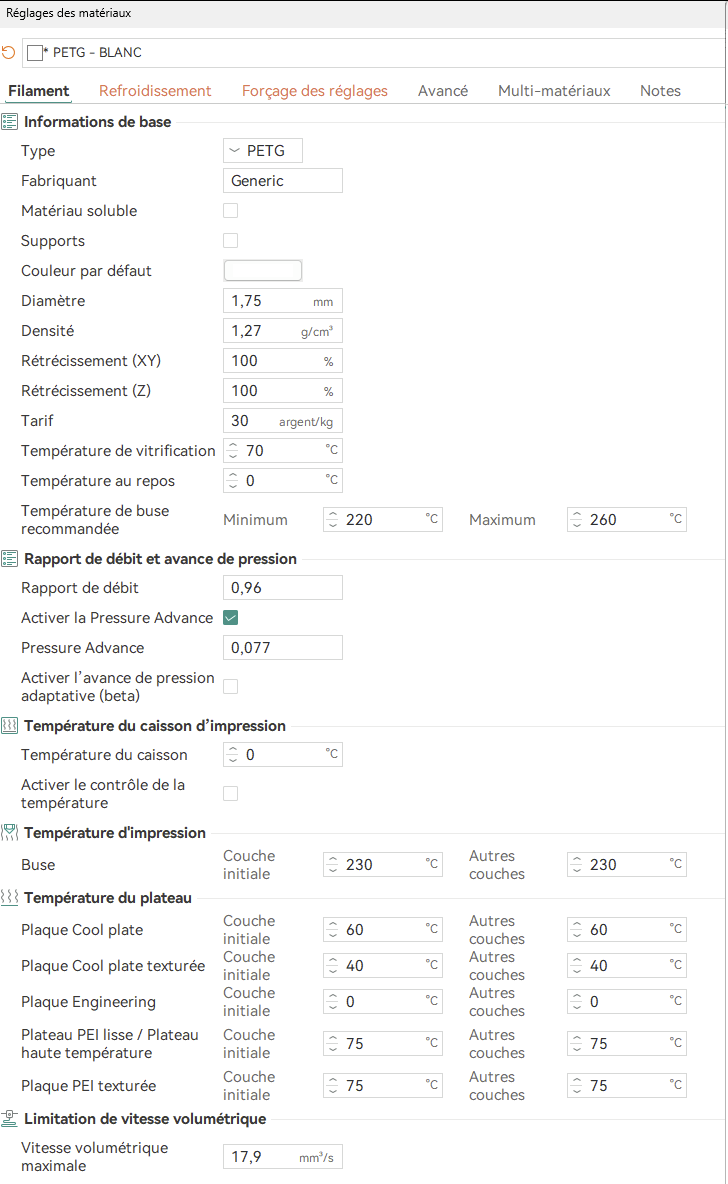
voici le paramétrage dans orca slicer :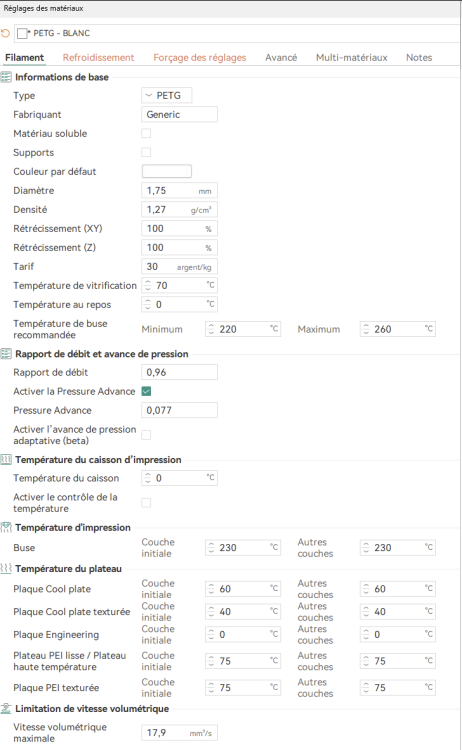
-
Améliorer mes impressions
Msappdem en réponse au topic de Msappdem dans Entraide : Questions/Réponses sur l'impression 3D
@pjtlivjy, je ne sais pas si le tag fonctionne sur un post modifié... tu parles de plus que la calibration de l'extruder ? j'ai calibré le diamètre, la température, le débit et le presure advance -
Améliorer mes impressions
Msappdem en réponse au topic de Msappdem dans Entraide : Questions/Réponses sur l'impression 3D
ha! je vais refaire alors parcque j’étais persuadé qu'il l'était.... quand tu penses calibration du filament, tu inclus quoi ? c'est du PETG KINGROON qui date un peu mais qui était à l'abri. Désolé j'ai oublié le tag @pjtlivjy -
Améliorer mes impressions
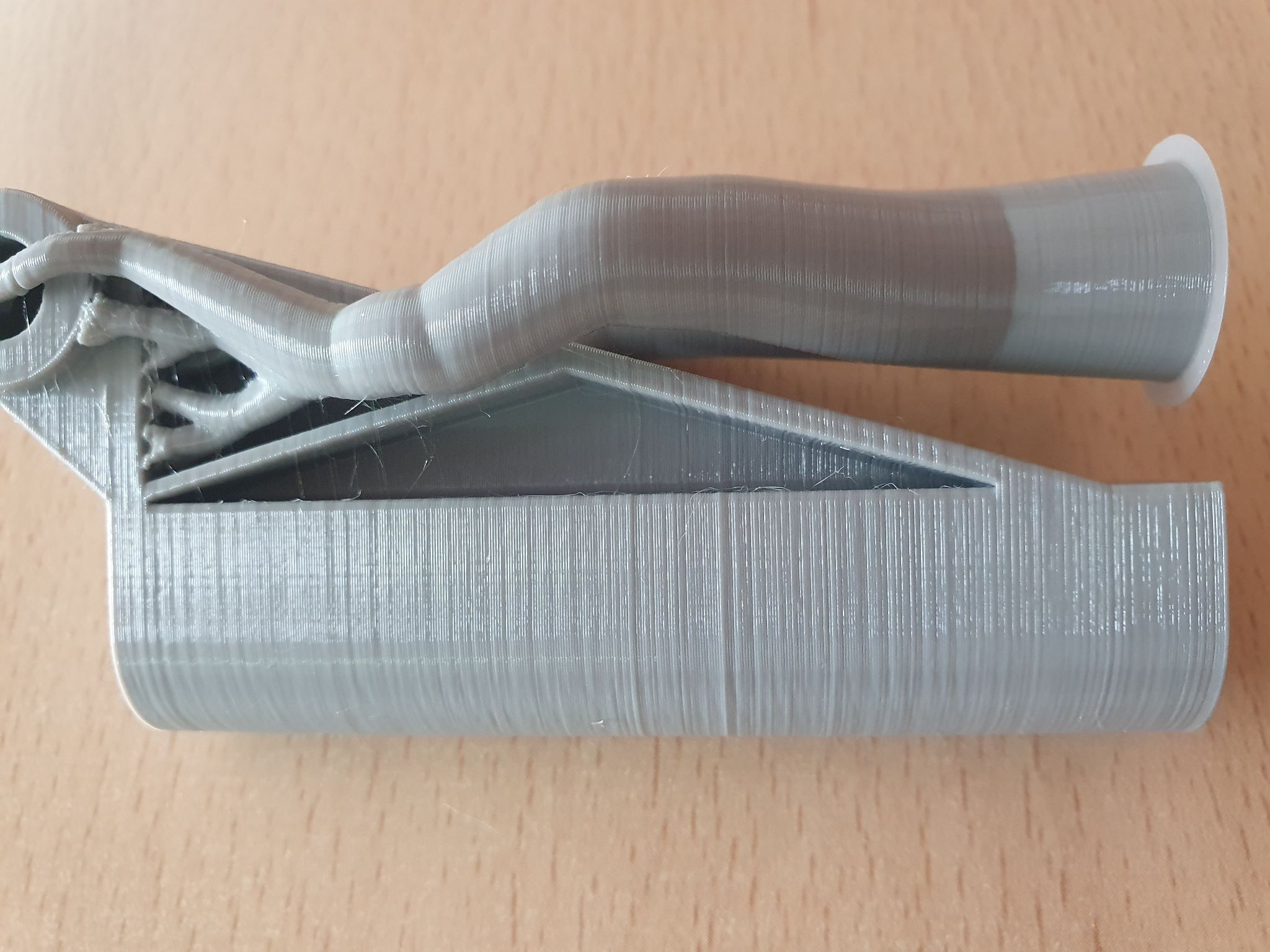
Msappdem a posté un sujet dans Entraide : Questions/Réponses sur l'impression 3D
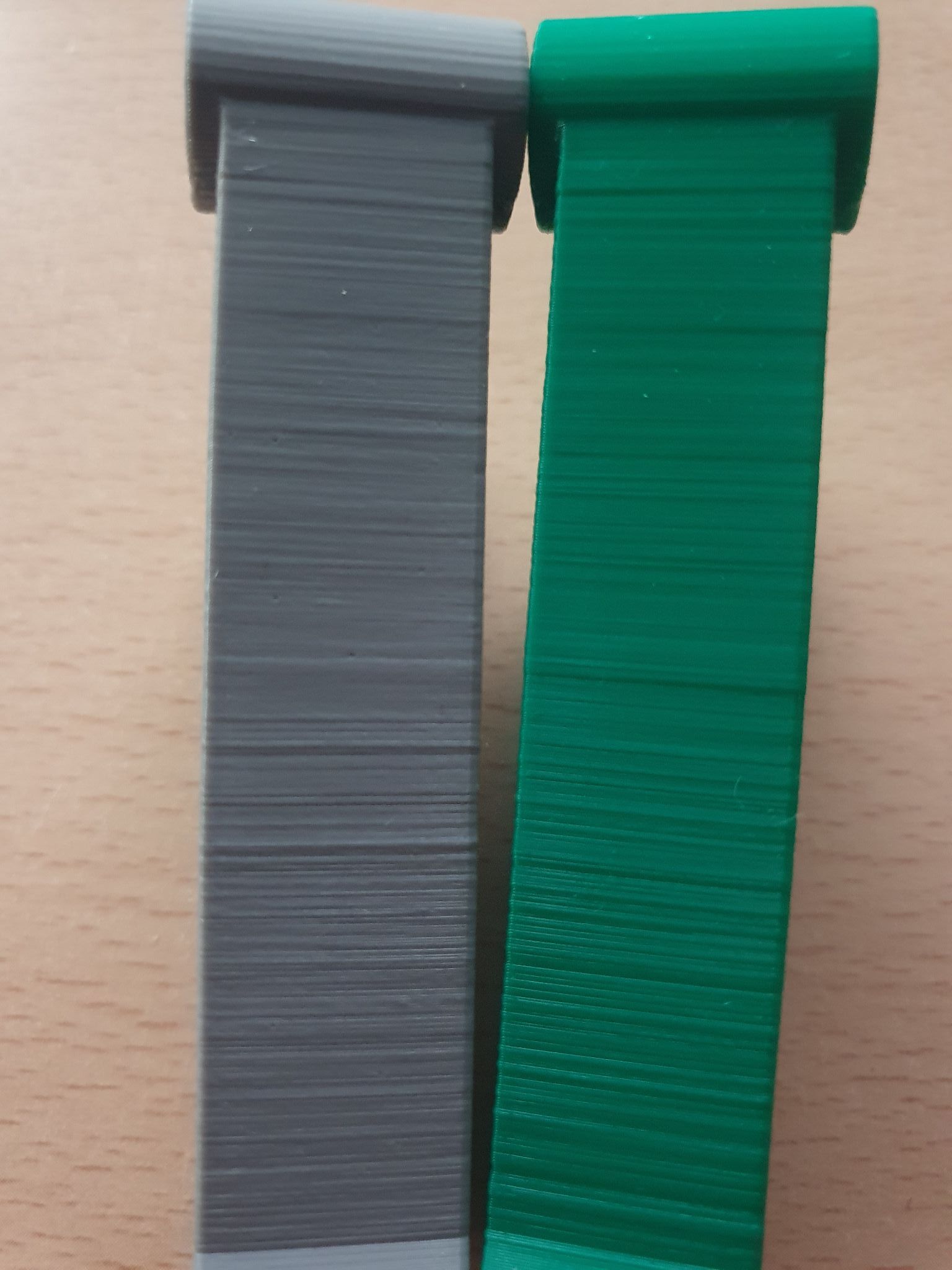
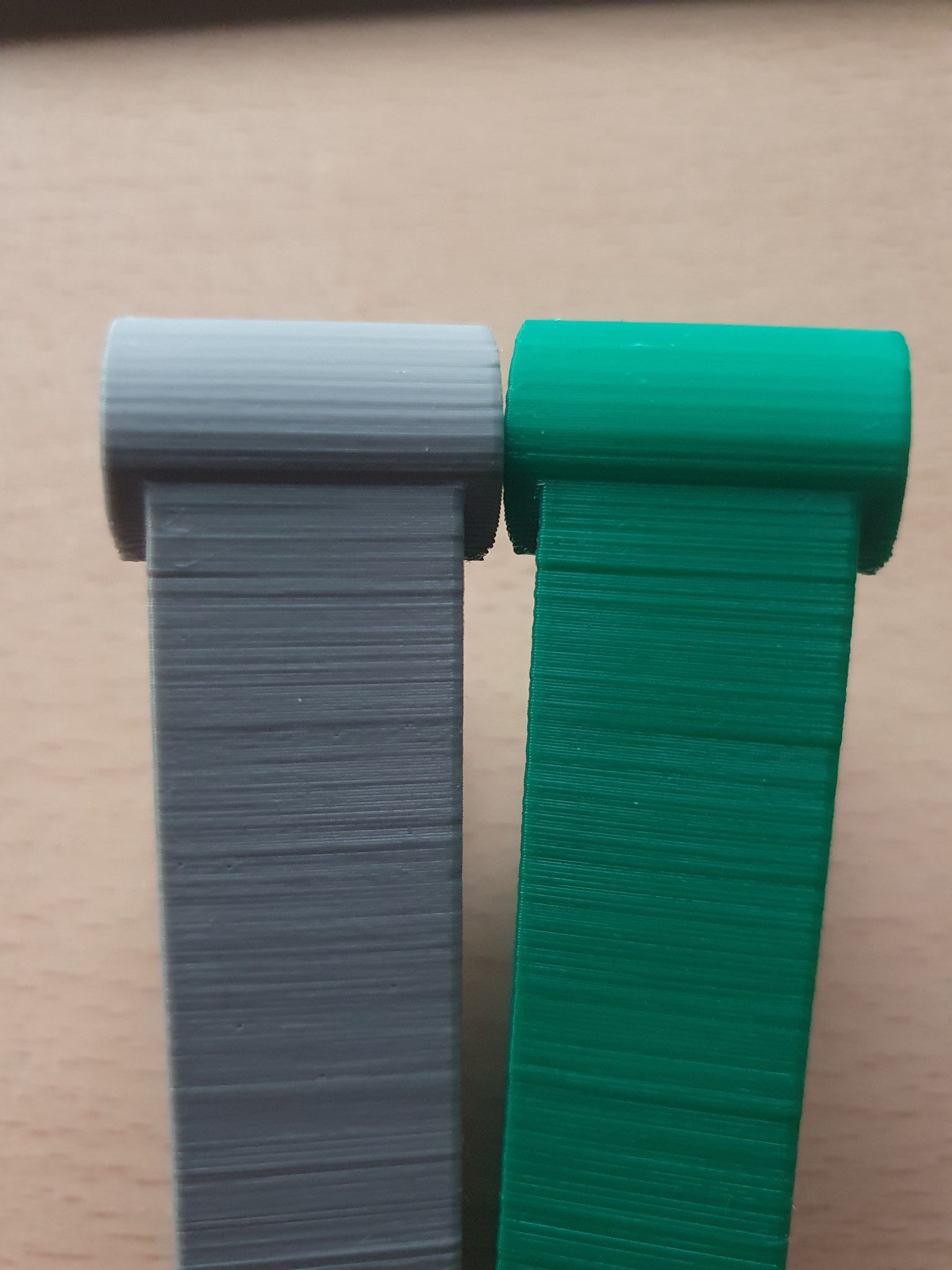
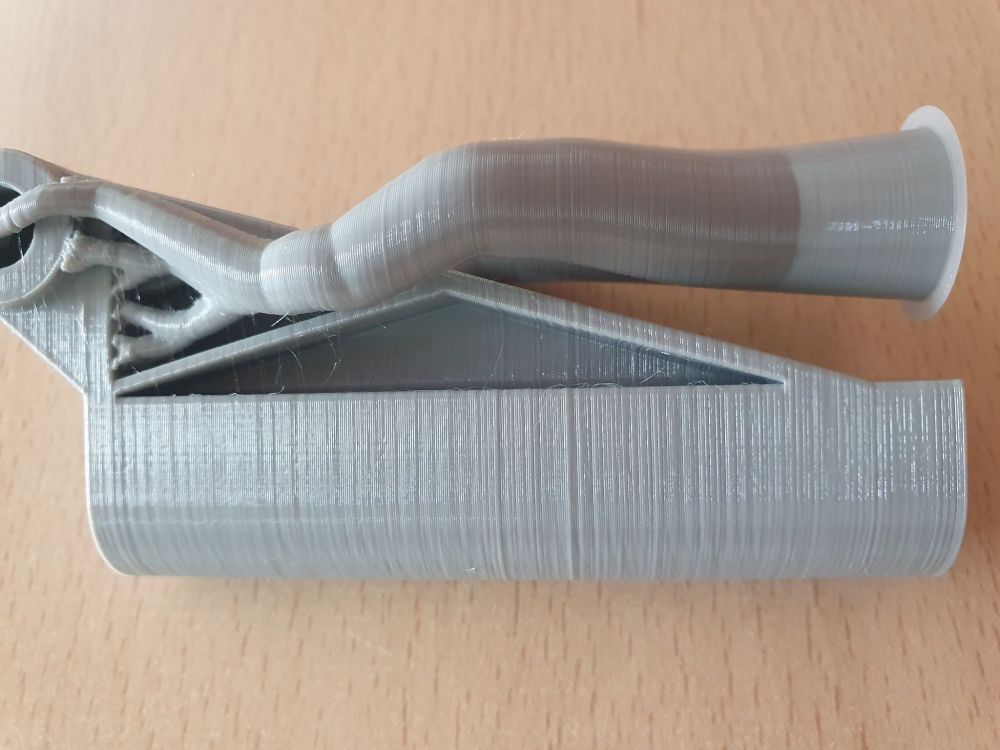
Bonjour, Après moultes galères mon imprimante est calibrée, je fais de belle première couche et des pièces qui ressemblent à quelques choses mais j'ai plusieurs fois sur la hauteur, des lignes un peu comme des boursouflures d'après vous quelle pourrait être la cause ? merci
-
Mauvaise côte sur klipper
Msappdem en réponse au topic de Msappdem dans Paramétrer et contrôler son imprimante 3D
génial ça! Merci je vais essayer ça. -
Mauvaise côte sur klipper
Msappdem en réponse au topic de Msappdem dans Paramétrer et contrôler son imprimante 3D
j'utilise orca slicer mais je vais chercher ça dedans. merci pour vos précisions. -
Mauvaise côte sur klipper
Msappdem en réponse au topic de Msappdem dans Paramétrer et contrôler son imprimante 3D
ha! donc je ne peux pas faire grand chose a part agrandir le diamètre sous fusion ? -
Mauvaise côte sur klipper
Msappdem en réponse au topic de Msappdem dans Paramétrer et contrôler son imprimante 3D
j'ai calibré l'extrudeur, le débit et le presure advance. je vois plus trop sur quoi jouer du coup si ce n'est tout recommencer dans un autre ordre. -
Mauvaise côte sur klipper
Msappdem en réponse au topic de Msappdem dans Paramétrer et contrôler son imprimante 3D
Bonjour, Je suis en train d'imprimer une pièce que j'ai créer avec Fusion 360, j'ai un trou d'un diamètre de 12mm, quand j' prends la côté j'ai 11,80mm, j'ai modifié ma copie dans fusion 360 pour mettre 12,20mm et maintenant j'ai bien 12mm. Ce "problème" vient de ma calibration moteur ?


-
Mauvaise côte sur klipper
Msappdem en réponse au topic de Msappdem dans Paramétrer et contrôler son imprimante 3D
j'ai tout recommencé depuis le début, j'en ai profité pour changer la buse. A priori c'est mieux, je continue mes test. Merci -
Mauvaise côte sur klipper
Msappdem en réponse au topic de Msappdem dans Paramétrer et contrôler son imprimante 3D
Ha oui je suis gland (en plus je me suis fait la reflexion....) j'ai pas le stl, j'utilise le modèle intégré du cube dans orca slicer. en fait si j'ai exporté le modèle Cube_Orca.stl -
Mauvaise côte sur klipper
Msappdem en réponse au topic de Msappdem dans Paramétrer et contrôler son imprimante 3D
j'ai peut-être mal fait mes tests. Le filament est tout neuf (ce qui ne veut rien dire...mais l’emballage était sous vide) c'est du PETG et effectivement le rendu fais comme poreux. mon stl en pj.