


JDL61
-
Compteur de contenus
63 -
Inscrit(e) le
-
Dernière visite
Récompenses de JDL61
")





-
Suite à vos retour / proposition. Pour éviter de me poser trop de questions, puisque ORCA SLICER est très proche de QIDI Studio, que la Plus 4 est reconnue par celui-ci et qu'il intègre un protocole d'étalonnage complet, je vais tenter l'aventure... et puis je ne me sentirais pas seul . @Jean_Luc, Je vais relire avec attention ton post , j'ai déjà noté des réponses à certains de mes questionnements. En fait tu as ( certainement ) raison. Je me pose ( peut être ) trop de questions !!!
-
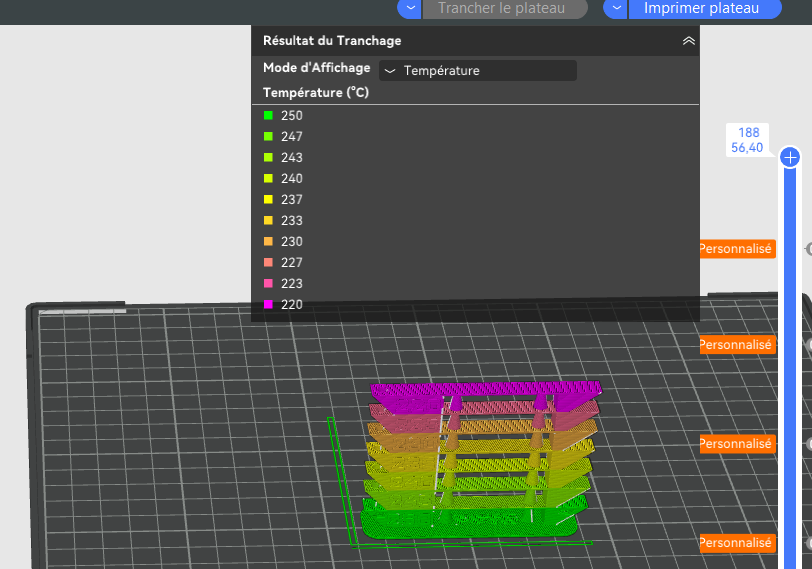
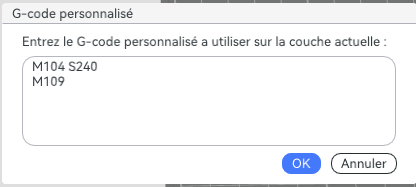
@PPAC, merci pour ce lien, je ne l'avais pas trouvé dans mes recherches. QIDI Studio étant dérivé de BAMBU Studio comme l'a noté @fran6p, j'étais allé sur MAKERWORLD et j'avais trouvé un autre modèle de tour. A partir de l'onglet APERCU, sur la droite de l'écran : La barre des couches et avec le clic droit de la souris, a partir de la couche qui va bien cliqué sur ajouter un G-code. J'ai ajouté le texte '' M104 S(Température qui va bien). C'est bien la même formule que sur ton lien. J'ai obtenu cela ( aprés avoir compris qu'il fallait également choisir la température maximale comme température d'impression dans le profil du filament ...... ) : Je n'ai pas encore lancé l'impression pour voir si c'est OK. Par contre il me semble qu'il manque une temporisation afin que la température de la buse retombe '' de x°C '' afin de poursuivre l'impression. Je pense rajouter la commande M109. Qu'en pensez vous ? Est-ce correct ?
-
Bonjour, Lors de l'acquisition de ma Plus 4, j'ai opté pour l'utilisation du slicer associé : QIDI STUDIO ( V 2.3.0.70 _ Version à jour ). Afin d'améliorer la qualité et la précision de mes impressions ainsi qu'utiliser divers matériaux / Fournisseurs, je souhaite faire un calibrage précis de mon imprimante ( étape que j'avais toujours repoussée jusqu'à présent .... ). Je pensais trouver tous les tests nécessaires dans mon slicer avec l'onglet ''CALIBRATION'' or je ne vois pas apparaitre d'option d'étalonnage pour la température. Il me propose uniquement l'étalonnage du DEBIT, de l'Avance de Pression et de la Vitesse Volumique Maximale. - Pourquoi QIDI STUDIO ne propose pas l'étalonnage de la température qui est il me semble le 1er test à faire avant de passer aux autres ? - Peut-on trouver ( sans passer par exemple sur ORCA SLICER ) un fichier '' Tour de température prédéfinie '' qui me permettrait de faire l'étalonnage ? Dans mon cas, je recherche un fichier de calibration adapté au PETG et PETG-CF. Merci de votre support.
-
@pjtlivjy, Oupss .. oubli important : 0,3 mm
-
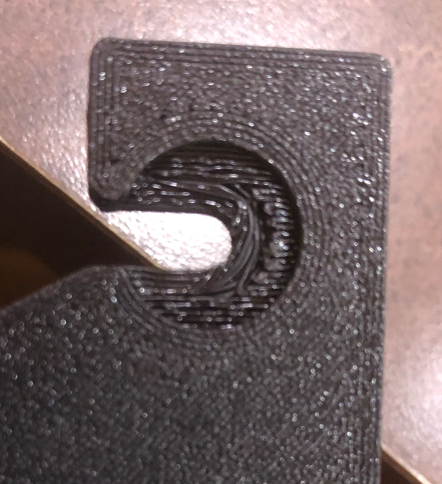
Bonjour, @pjtlivjy, c'est la suite de mon 1er message : PETG _ Buse de 0,6 mm _ T° buse : 235°C / T° Plateau : 80°C - V : env. 60 mm/s - Limitation via MVS : 10 mm3/s @vap38, je pensais simplement qu'il y avait moyen de faire mieux avec les imprimantes actuelles ( même si dans le cas présent : épaulement pour insérer une rondelle plate, l'état de surface n'est pas important ).
-
Bonsoir à tous, Un autre point que je cherche également à optimiser concerne l'aspect des zones que j'imprime avec le recourt aux supports. La couche au niveau du support est d'une qualité déplorable. J'utilise les paramètres '' SUPPORT '' par défaut du slicer. Dans la section '' Avancé '', il y a certainement des paramètres à modifier qui me permettraient d'améliorer cela. Que me suggérez vous ? Merci
-
@vap38, Je pense que maintenant c'est au montage que tu verras si quelque chose est à améliorer ou modifier ( notamment géométrie / matériau des brides ). Reste plus qu'a espérer que tu auras bientôt la BOX . Bon weekend
-
Bien vu le point sur l'accessibilité maintenance Et bien entendu rien à redire sur la forme de la joue, on sent bien l'expérience. Je ne sais pas pourquoi mais devant mon écran, je me focalisais sur une impression verticale alors qu'a la vue de ton slicer, ça parait tellement évident de la mettre à plat .... ( j'ai encore beaucoup à apprendre .. ) Bon pour des retraités, je pense que l'on a bien travaillé aujourd'hui .... surtout toi , maintenant dodo !
-
Bonsoir @vap38, Ça reprend tout à fait l'idée, tu as ton RISER ( merci pour le lien ) et moi j'ai mon couvercle amovible comme à l'origine Reste plus qu'à intégrer la problématique de l'impression. Au départ tu avais une pièce qui pouvait s'imprimer simplement à plat, donc a l'esthétique garantie. Maintenant ça va être beaucoup plus complexe à imprimer . Je n'ai pas de doute sur la faisabilité compte tenu de ton expérience ( Cf : Les magnifiques modéles réduits que tu as réalisé récemment ). Je suis curieux de voir la copie d'écran de la pièce prête à imprimer sur ton slicer. A bientôt pour la suite. NOTA : Compte tenu de la rigidité des cornières alu, je ne pense pas que celui que tu as mis au milieu en dessous ( en vert foncé ) soit utile. De plus en le supprimant, tu peux réduire la hauteur des deux flasques de 20 mm ce qui irait dans le bon sens compte tenu des vibrations potentielles. Pour la fixation de la QIDI box sur le support, je verrai bien 4 petites brides comme celles-ci ( une à chaque angle, fixée sur une aile du cornière ) https://www.printables.com/model/1362731-qidi-plus-4-box-riser#preview.grLqw

-
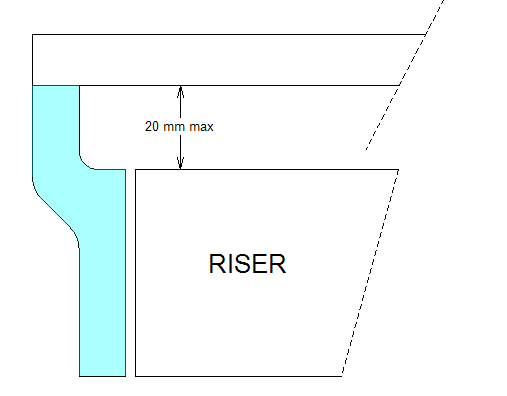
Bonjour @vap38 Quelle réactivité, l'idée de faire un support universel tel que tu l'as conçu rempli la fonction mais va certainement modifier la tenue aux vibrations par rapport au design initial. La géométrie en forme de Oméga va '' assouplir le flasque dans l'axe Z. Une forme épaulée serait plus rigide bien qu'elle impose d'augmenter légèrement la longueur des longerons ). L'autre avantage est quelle n'augmenterait pas la hauteur des joues ( comme il me semble le voir sur ton épure ). Env. 20 mm maxi au dessus de ton RISER me semble amplement suffisant. Un croquis juste pour illustrer ce que pourrait être le flasque en bleu sur ton épure. As tu le lien ou je pourrais trouver les STL de ton RISER ( Je ne pense pas l'avoir vu sur le forum de la Plus 4 ) ? Au plaisir de voir la suite et merci de te lancer dans ce prototypage. Jean-Claude
-
Bonsoir à tous, @vap38, Ta proposition de montage est intéressante mais si j'ai bien compris, celui-ci empêche le retrait du couvercle en verre, la seule possibilité sera de l'entre ouvrir avec cale. Cela me gene un peu et va à l'encontre de la recommandation de toujours ouvrir la porte et de retirer le capot supérieur lors de l'impression du PLA ( et du PETG ). Pour garder la fonctionnalité du retrait du couvercle supérieur, je serai d'avis de modifier la géométrie de tes 2 pièces bleues. Garder l'embase de fixation sur les poignées et déporter la joue sur le coté de sorte à avoir une cote de 470 mm entre les 2 joues. Le reste serait inchangé sauf la longueur des 2 longerons. A bientôt pour la suite. Jean-Claude
-
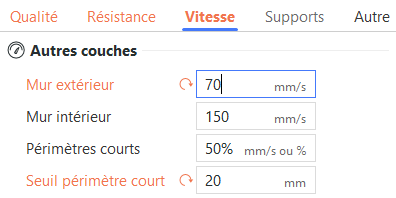
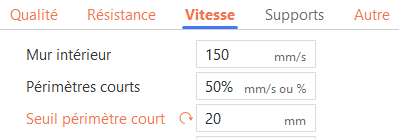
J'avais une bride spéciale à imprimer aujourd'hui et le fait d'avoir posé mes question hier m'a forcé à cogiter à nouveau sur le point 2 : La limitation de la vitesse d'impression des périmètres courts. J'ai compris ( avec du retard ! ) que cette limitation prend en compte la vitesse spécifiée dans le slicer pour les murs extérieurs et ne tient pas compte de la limitation éventuelle résultant de la valeur de la MVS ! En passant la vitesse des murs extérieurs à 70 mm/s ( au lieu de 120 mm/S par défaut ), lors de l'impression de ma bride, les perçages se sont bien imprimés à 35 mm/s. Ma vitesse d'impression était quand à elle bien limitée à env. 60 mm/s compte tenu de la MVS que j'avais spécifiée 10 mm3/s Reste le point 1 ?
-
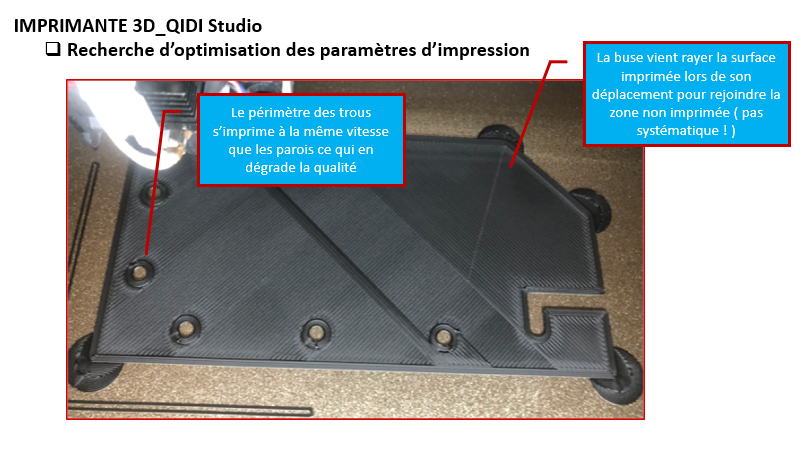
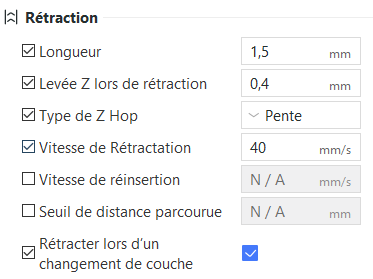
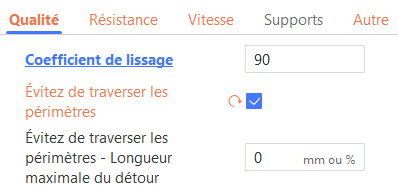
Bonjour, Je fait le constat actuel lors de mes impression ( Exemple photo : PETG _ Buse de 0,6 mm _ T° buse : 235°C / T° Plateau : 80°C - V : env. 60 mm/s - Limitation via MVS : 10 mm3/s ). A ce jour, au niveau des réglages du filament, voici ce que j'ai paramétré : Et pour les paramètres d'impression : D'après votre expérience, sur quels paramètres devrais-je agir : 1) Pour éviter les rayures sur la couche en court d'impression ( je n'ai pas trouvé la fonction d'un Z Hop à chaque déplacement de la buse ), 2) Pour limiter la vitesse d'impression autour des perçages ( je n'ai certainement pas bien interprété la fonction : Seuil périmètre court ). Merci par avance.
-
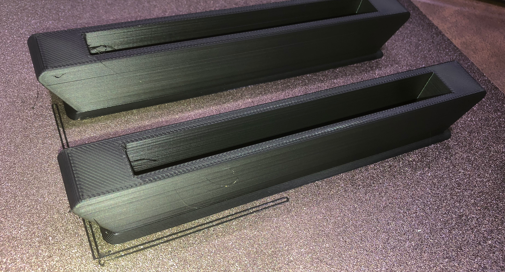
Bonsoir, Avant d'imprimer une pièce beaucoup plus importante, ce matin j'ai imprimé 2 patins en PETG avec ma buse de 0,6 mm. Contrairement à ma pièce d'essai, je constate quelques traces de stringing ( peut être en relation avec le fait que je n'ai pas mis mon sécheur de filament en route ce matin ! ). Les parois latérales de ces 2 patins sont massives ( Epais. env. 5 mm ) - Long ext. 210 mm / Largeur 25 mm / Haut. 30 mm Peut être liée à un autre phénomène. J'ai remarqué qu'au cours de l'impression ( sur la fin de couche ), la tête repartait à l'autre bout de la pièce en passant sur l'épaisseur d'un des bords et que la buse raclait légèrement la surface durant son trajet. J'ai bien coché l'option '' Eviter de traverser les périmètres '' mais j'ai laissé le paramètre suivant à 0. Origine du phénomène ? En comparant par rapport au profil que j'utilisait en buse de 0,4 mm, le gain de temps d'impression est bien de l'ordre de 30% ( Données slicer ) . Dernier détail : Ma buse est parfaitement propre à l'issue de l'impression. Je pense que la buse de 0,6 mm est vraiment un bon compromis pour les pièces que j'ai à imprimer actuellement. @pjtlivjy , @vap38, @Jean_Luc, n'hésitez pas à essayer ! et merci à @V3DP pour le REX

-
Bonsoir à tous , J'ai équipé ma Plus 4 d'une buse 0,6 mm cet après-midi. Par rapport à ce que j'avais prévu, à savoir une HOTEND dédiée, celle que j'ai reçue étant équipée par défaut d'une buse de 0,4 mm, je l'ai gardée en l'état et j'ai donc uniquement mis en place une buse de 0,6 mm sur la tête de mon imprimante en suivant la procédure indiquée dans le manuel. Rien de bien compliqué en fait .. donc l'idée d'une HOTEND dédiée n'est pas forcément judicieuse ( mais au moins je ne serais pas pris au dépourvu en cas de panne de celle-ci ) ! Un petit auto paramétrage et ensuite impression d'une pièce d'essai ( similaire à celle que j'avais réalisée précédemment avec ma buse de 0,4 mm ). Sans plus d'expérience, je pense vraiment que cette taille de buse répond au type de pièce que je souhaite réaliser avec mon imprimante ( notamment avec des parois épaisses d'environ 5 mm ). Petit détail sur cet essai, je l'ai fait en utilisant 2 restes de bobines, cela m'a permit de constater que mon capteur de fin de filament fonctionne .. et que l'on peut faire du multi couleurs assez facilement sans AMS ... Une petite expérience de plus dans mon long apprentissage de l'impression 3D @pjtlivjy, Aucune trace apparente de stringing sur la pièce test. Par contre je note que mon PETG Blanc est sorti plus brillant que sur la pièce imprimée avec la buse de 0,4 mm


