vap38
-
Compteur de contenus
2 946 -
Inscrit(e) le
-
Dernière visite
-
Jours remportés
36
















Récompenses de vap38
")
Grand Master (14/14)
-
 Rare
Rare
-
 Rare
Rare
-

-
 Rare
Rare
-

Badges récents
1,6k
Réputation sur la communauté
2
Sujets solutionnés !
-

QIDI filtre charbon la durée de vie ?
vap38 en réponse au topic de vap38 dans Consommables (filaments, résines...)
hello @pjtlivjy voici mon projet conserver le filtre Charbon d'origine. Je vais réaliser le modèle d'un filtre HEPA 13 clipsé sur la sortie d'air de la Qidiplus4. l'avantage les filtres sont plus faciles à entretenir et à démonter. Nous conservons la structure d'origine et il est plus facile de visualiser la contamination du filtre HEPA13.

-
QIDI filtre charbon la durée de vie ?
vap38 en réponse au topic de vap38 dans Consommables (filaments, résines...)
@pjtlivjy regarde ce modèle il est plus logique dans la filtration des COV Filtre Hepa inversé en premier filtre charbon de bois ensuite filtre Hepa en sortie du filtre. a+ -
QIDI filtre charbon la durée de vie ?
vap38 en réponse au topic de vap38 dans Consommables (filaments, résines...)
Bonjour @pjtlivjy @JDL61 as-tu réalisé des mesures avec ton appareil ? si oui un filtre Hepa est-il efficace Que penses tu de réalisation d'in filtre Hepa pour le filtrage des flux d'air en cours d'impression pour l'ABS ? Malgré la présence du filtre d'origine je trouve qu'il laisse passer les odeurs de l'ABS; il serait intéressant de faire des mesures avec un filtre Hepa et sans.... J'ai regardé la conception des filtres avec un Hepa et je constate que celui-ci est monté en amont des flux d'air. A mon avis il serait plus logique que le filtre hepa soit en sortie des flux d'air juste après le filtre charbon. (soit en aval) Pourquoi ce montage le charbon de bois est actif pour résorber les composantes chimiques en premier lieu. Ensuite le filtre Hepa en sortie filtre toutes les nano particules y compris les poussières du charbon de bois. pour les aspirateurs Electrolux le filtre Hepa sont montés à la sortie du filtre trio papier, filtre mousse synthétique et ensuite filtre Hepa en sortie. la vidéo filtre Hepa A+ Francis -
Bonjour, @fran6p @pjtlivjy je cherche le protocole de communication codage des tags NFC QIDI afin de programmer les bobines de filament comme( Bambu lab n'en parle pas trop !) Le sujet est intéressant ! Il existe des lecteurs et programmeurs à 125 KHz mais je n'ai pas plus d'infos... des étiquettes autocollantes sont commercialisées par 20 pièces. J'ai trouvé un lien Tag NFC qui en parle; l'intérêt c'est de créer des Tag NFC pour la QIDI plus4 afin afin d'identifier les bobines. La question c'est de trouver le bon appareil pour programmer et identifier les TAG NFC A+ Francis
-
@JDL61 tu as tout bon pour les réglages, sauf qu'il faut conserver la buse 0.4 pour imprimer en résolution 0.30 mm çà passe . la buse 0.6 est intéressante pour gagner du temps, moins de murs couches plus épaisses 0.3 -0.45, le modèle est plus solide c'est sur ! hauteur de couche le calcul : buse 0.4x0.75 = 0.30mm; buse 0.6x075 = 0.45 mm maxi Z Up activé en pente. température première couche 240 ensuite 235 çà évite les fils. ventilation 50% maxi. rétraction entre 1.5 et 2mm selon la nature du PETG et la couleur. Pour le nettoyage en cours d'impression j'utilise l'écran (touche pause) de la plus4 et çà fonctionne très bien. Après de nombreuses heures d'impression il se génère des bourres (comme du coton) car les micros fils sont attirés par une charge électrostatique par la buse. Voici mon astuce. Quand j'imprime un projet assez long et compliqué je fais une très petite découpe du STL sur plusieurs plans. ainsi je fais ressortir des défauts ou des parties compliquées à imprimer qui m'interpellent. Ainsi çà me permet d'ajuster les dimensions des murs, remplissage et résolution et çà me permet d'ajuster des dimensions de la pièce pour les axes X et Y et les trous. Cette méthode permet un calibrage dimensionnel pour un projet qui demande de la précision et tolérances d'assemblages. çà aide beaucoup pour la construction de pièces mécaniques. Nota l'option ne pas traverser les périmètres; sécurise d'éventuelles collisions de la buse avec la pièce; toutefois çà augmente un peu la durée d'impression. Pour le PETG ma vitesse maxi pour les déplacements est de 350mm/s la vitesse d'impression 80mm/s pour assurer la qualité. A+
-
refaire un kit d'articulation pour volet
vap38 en réponse au topic de Nico78 dans Projets et impressions 3D
oui rinçage de la résine ABS avec l'alcool isopropylique -
refaire un kit d'articulation pour volet
vap38 en réponse au topic de Nico78 dans Projets et impressions 3D
essai une résine ABS pour Elegoo Mars pro c'est plus convenable (pas de résine à l'eau). Pour une impression MDF le top utilise de l'ASA si le rideau est exposé au soleil à défaut du PETG car l'ABS il faut une enclosure!. Le PLA + métallisé est un bon compromis économique il est assez résistant A+ -
@JDL61 mon conseil pour du PETG la température idéale pour du PETG Ariane 235°. faire un Zup de 0.4mm à chaque changement de couche; éviter de traverser les parois, vitesse 80mm/s. nota le PETG blanc me génère aussi du fil avec Ariane. Utilise si la couleur n'est pas obligatoire du PETG aluminium métallisé c'est le top Qualité.... Quand tu détectes des dépôts sur la buse tu fais une pause ainsi la buse est automatiquement nettoyée. En résolution passe à 0.30 tu gagnes du temps et de la qualité pour moi c'est un filtre décanteur pour piscine
-
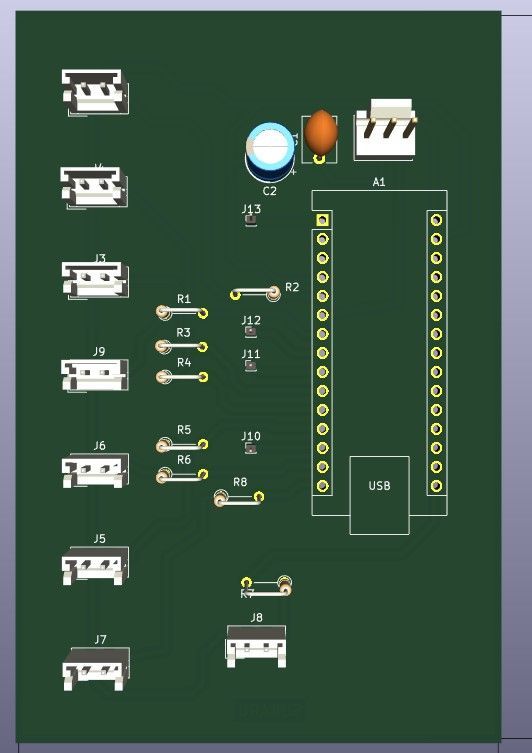
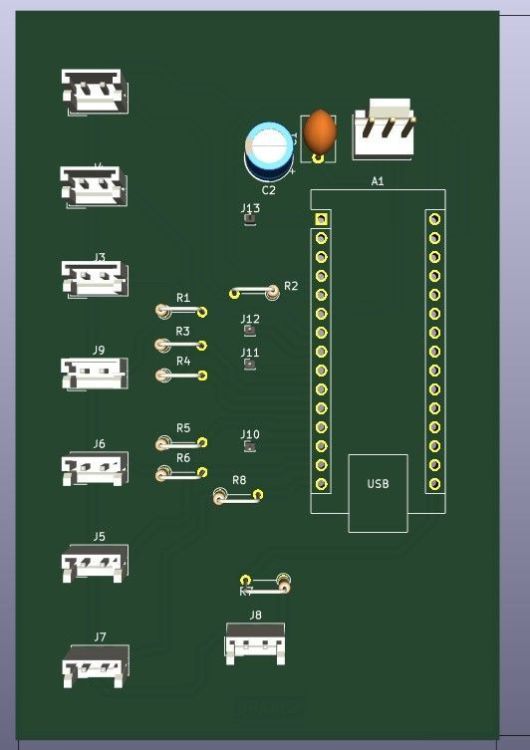
- autre - Je recherche un graveur particulier de PCB méthode Anglaise ou chimique
vap38 a posté un sujet dans Électronique
Bonjour, @Baroudeur@pjtlivjy je sais réaliser des PCB en dessin sur KICAD9 mais hélas la gravure chimique ou à l'Anglaise c'est trop compliqué pour moi ! Je dispose de tous les fichiers GERBER sauf que j'ai besoin d'aide car je ne veux pas passer par un professionnel la méthode par le WEB est complexe à répondre à tous les paramétrages de la gravure. C'est un module de commande d'éclairage pour un véhicule RC 1/8.Impression Schématique.pdf Mon projet est simple plaque époxy 1.6mm sans via. cette carte comporte un Arduino Nano quelques résistances et connecteurs. Ci-joints les fichiers gerber voilà si vous savez graver un PCB merci de me faire une offre de prix. A + Francis subaru.zip gerber.rar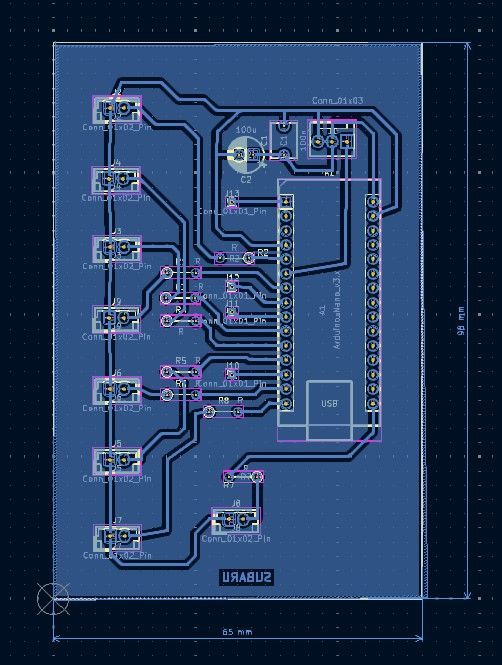
-
attention de bien mesurer l'ouverture existante dans la découpe de la tôle afin de pouvoir inclure l'interrupteur ! dimension 18.3mm x 12.4mm
-
deux pines suffisent On Off
-
hélas non le module n'est plus disponible car il est obsolète
-
Bonjour, @Jean_Luc voici le fautif à priori rien de compliqué il suffit d'avoir un peu de logique pour recâbler en 220V avec un inter ON OFF en bipolaire. je ne trouve pas de schéma pour t'aider mais je cherche !
-
Bonsoir @Jean_Luc je peux t'aider je connais très bien les TENLOG. D'après ton problème c'est un module électronique équipé de deux relais qui est en défaut. peut être que le bouton M/A est défectueux ? Quand tu appui sur ton interrupteur celui-ci est du type fugitif, il envoie une impulsion au premier 48V pour ensuite armer le second relais 220Volts de puissance. Question : avant la panne c'était bien le même type de fonctionnement ? Ce module à pour fonction sur certaine carte mère de couper l'alimentation quand un modèle vient de se terminer en impression. voici deux solutions soit tu essaie de réparer le module électronique (c'est pas évident) ou le remplacer... La solution économique consiste à changer l'interrupteur par un modèle ON OFF et de câbler Let N sur les points de jonctions du boitier de l'alimentation. cette manipulation est facile et n'engendre aucun problème de fonctionnement de la TLD3 les interrupteurs de tout types ici En conclusion le fait de rester appuyer sur l'interrupteur en permanence il maintien le relais 220V sans le fixer; il suffit de lâcher la pression pour que l'alimentation se coupe. Voici l'adresse d'un fournisseur TENLOG son site TENLOG pièces diverses a+ Francis
-
klipper créer une macro pour éteindre une LED sous MAINSAIL !
vap38 en réponse au topic de vap38 dans Paramétrer et contrôler son imprimante 3D
@fran6p j'ai trouvé une solution qui permet d'allumer ou d'éteindre une LED avec une télécommande ! Il est également possible d'ajuster l'intensité lumineuse. C'est le top pas besoin de se casser la tête le régulateur LED