dom59
-
Compteur de contenus
171 -
Inscrit(e) le
-
Dernière visite
-
Jours remportés
1
Tout ce qui a été posté par dom59
-
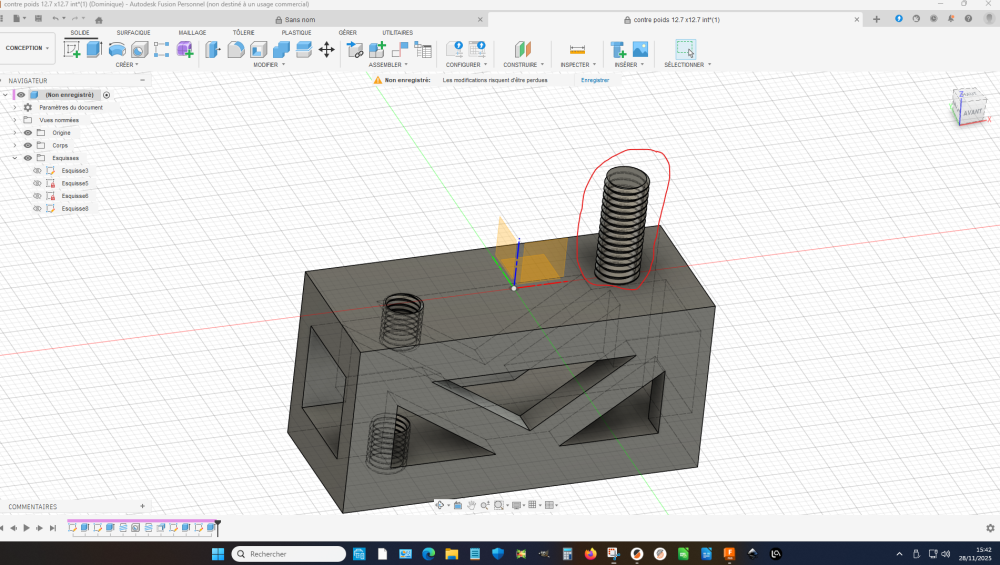
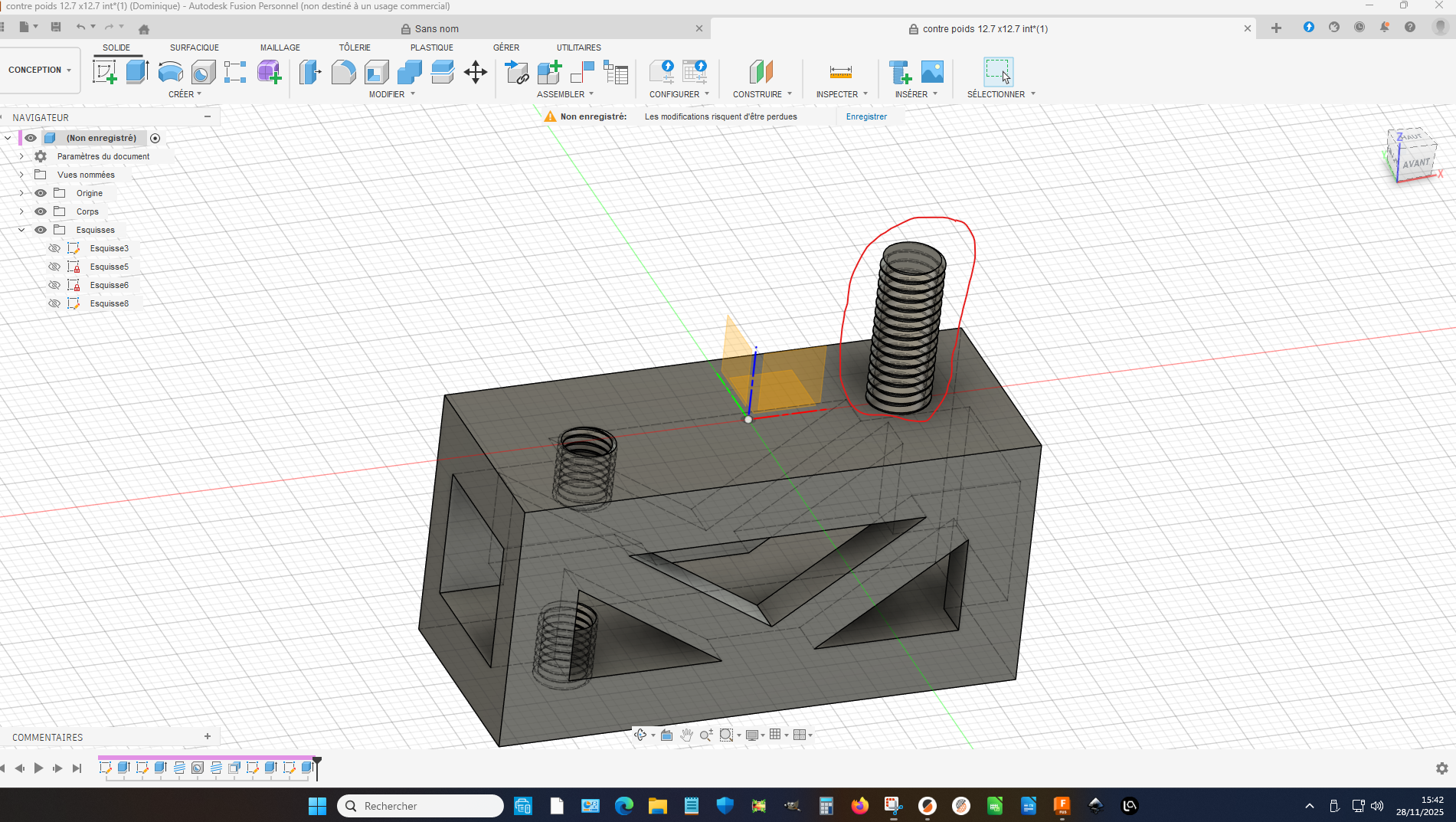
bonjour à tous J'ai dessiné la pièce sur la capture d'écran ci-jointe. Je voudrais savoir s'il est possible de modifier la vitesse d'impression à partir de la base du filetage M6 entouré en rouge. Quel est le Gcode pour le faire et si vous pouviez préciser la syntaxe du code ( ex passer la vitesse à 30mm/s) Je précise que je sais comment l'insérer à la bonne couche mais je ne connais pas le code. Je souhaiterais savoir la même chose pour modifier le remplissage lors de l'impression Merci à tous de vos réponses Cdtl
-
LaserGrbl-tracé du faisceau laser
dom59 a posté un sujet dans Entraide : Questions/Réponses sur les CNC et Lasers
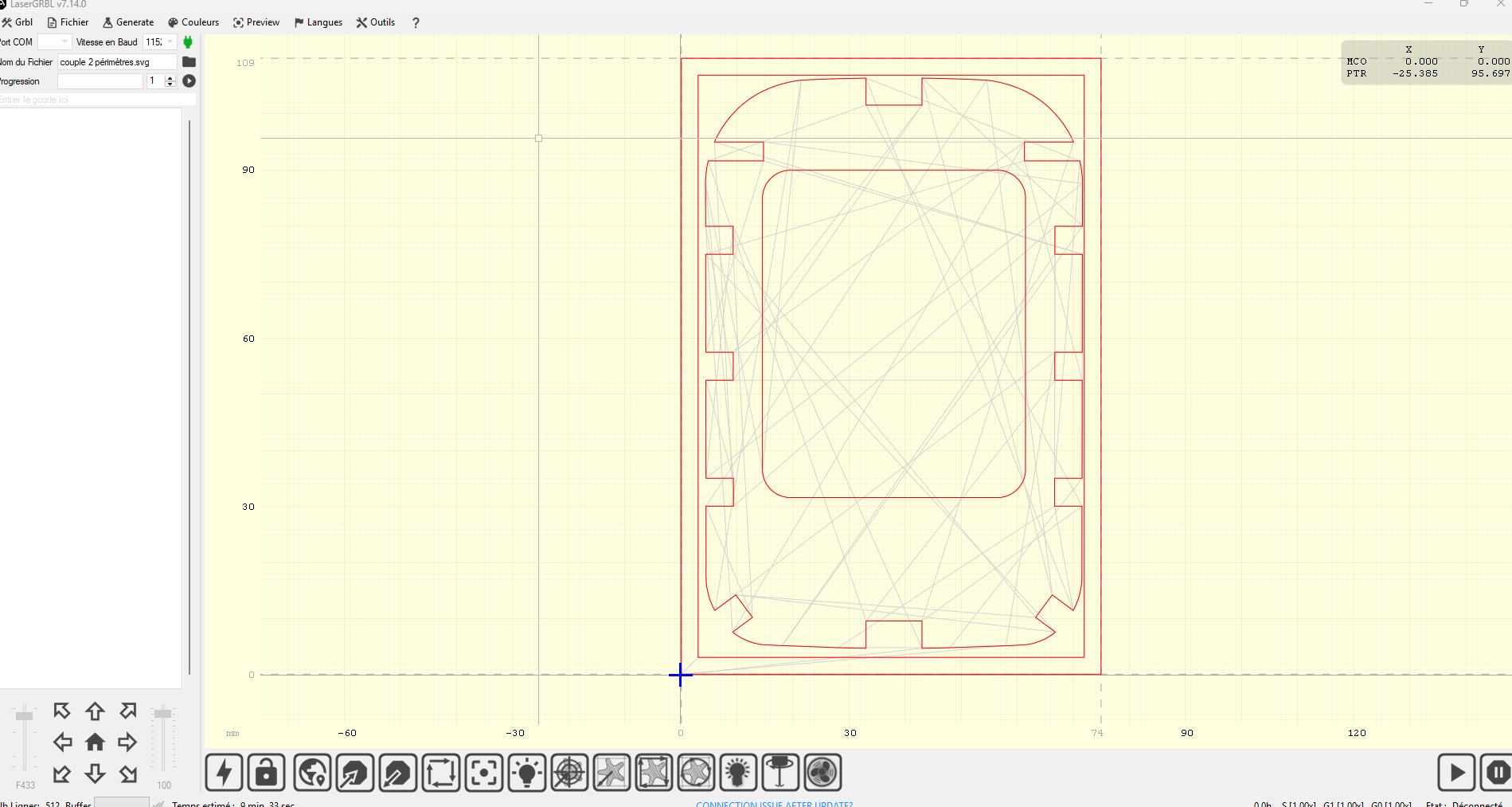
bonjour à tous J'utilise LaserGrbl pour faire mes découpes au laser. Les fichiers .svg sont issus de Inkscape. la photo ci-jointe montre le tracé érratique (en gris) du faisceau pendant la découpe. Je ne sais pas comment ce tracé est "décidé". mais quelqu'un pourrait il me dire s'il y a un moyen de rationaliser ce tracé sans toucher moi-même au Gcode sinon ce sera la catastrophe je vous remercie par avance de aide cdtl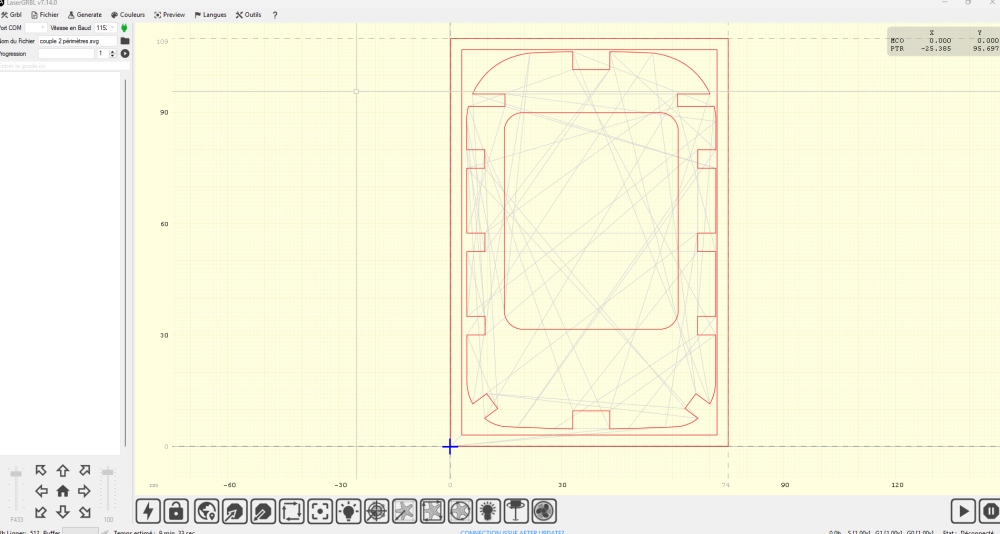
-
décollement impression PLA
dom59 en réponse au topic de dom59 dans Entraide : Questions/Réponses sur l'impression 3D
bonjour pascal_lb j'ai suivi votre conseil. plateau magnétique lavé très chaud avec du liquide vaisselle et essuyé au sopalin c'est reparti encore merci du conseil cdtl -
décollement impression PLA
dom59 en réponse au topic de dom59 dans Entraide : Questions/Réponses sur l'impression 3D
bonjour merci de votre réponse cdtl -
décollement impression PLA
dom59 en réponse au topic de dom59 dans Entraide : Questions/Réponses sur l'impression 3D
bonjour Alain D mon plateau est systématique dégraissé à l'alcool isopropylique avant chaque impression cdtl -
décollement impression PLA
dom59 a posté un sujet dans Entraide : Questions/Réponses sur l'impression 3D
bonjour à tous Depuis peu, mes impressions se décollent du plateau. Cela n'arrivait pas avant. nivellement du plateau toujours vérifié Z offset bon calibration extrudeur et moteurs bons plateau toujours parfaitement dégraissé Ce peut il que le plateau magnétique en PEI soit moins adhérant avec le temps ? merci de vos réponses Cdtl -
Bonjour. Le petg fait beaucoup plus de stringing que le pla. Faire différents tests de vitesse et distance de retraction Perso je n'ai jamais réussi à m en débarrasser complètement. Cdtl
-
positionnement pièces et tête laser pour découpe
dom59 en réponse au topic de dom59 dans Entraide : Questions/Réponses sur les CNC et Lasers
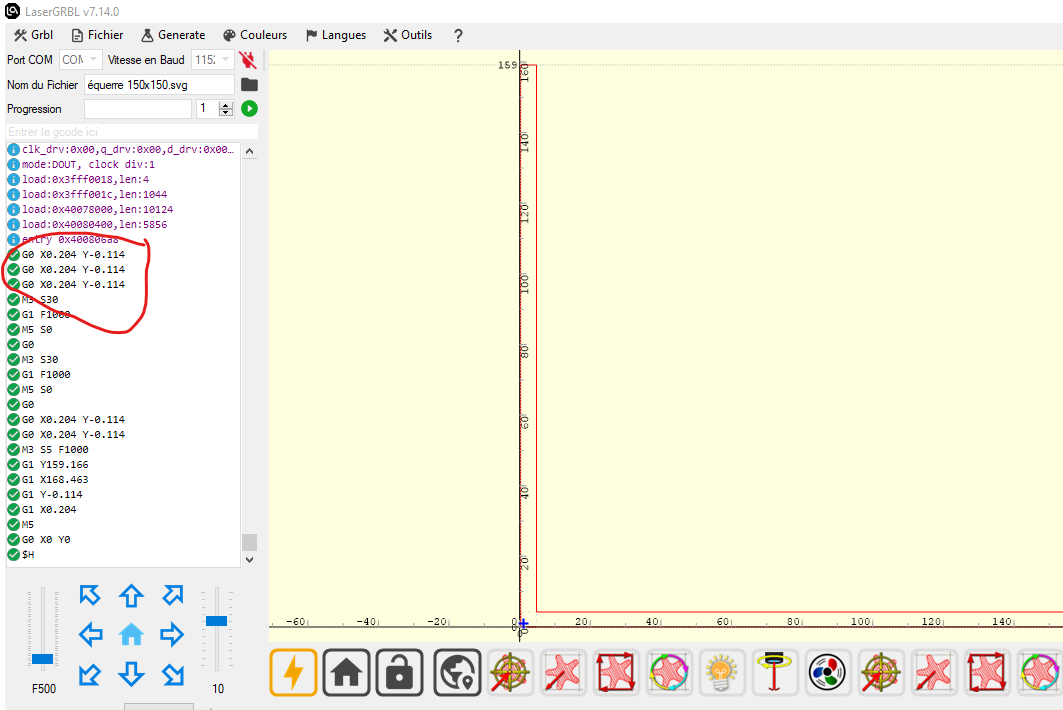
bonjour pjtlivjy merci de la réponse alors là, je découvre. De quoi s'agit il ? comment faire ? Avant, je précise que dans laserGrbl, il y a bouton qui permet de faire un home de la tête et là ça marche. mais quand je demande de caler la tête laser en bas à gauche de la pièce, les coordonnées sont bien envoyées dans le Gcode ( car on le voit s'afficher) mais rien ne se passe Cdtl je joins une capture d'écran à mon précédent post. Entouré en rouge les coordonnées de la pièce envoyées au gcode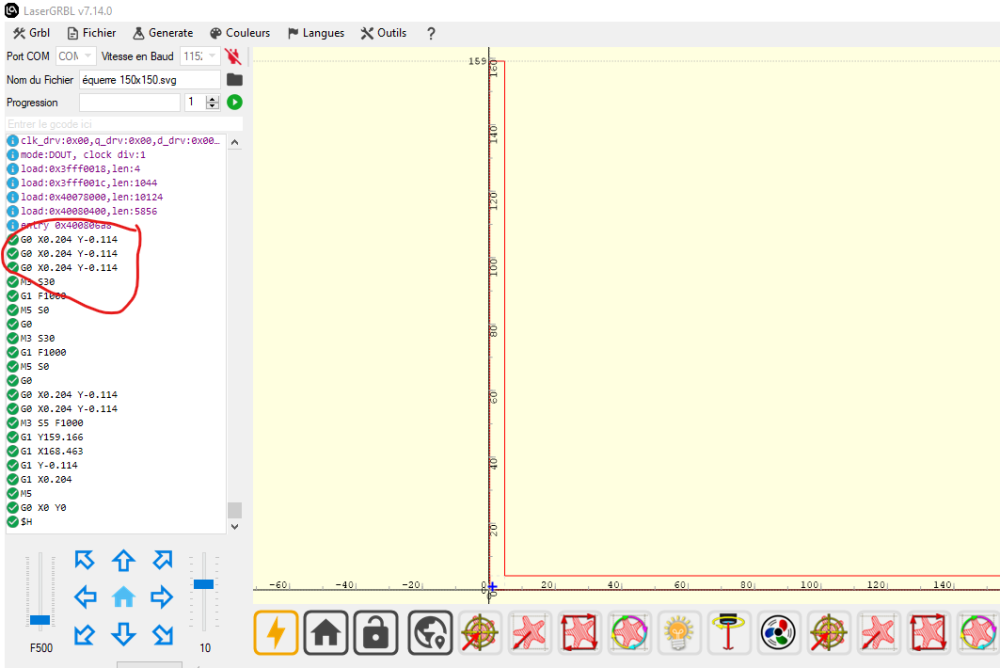
-
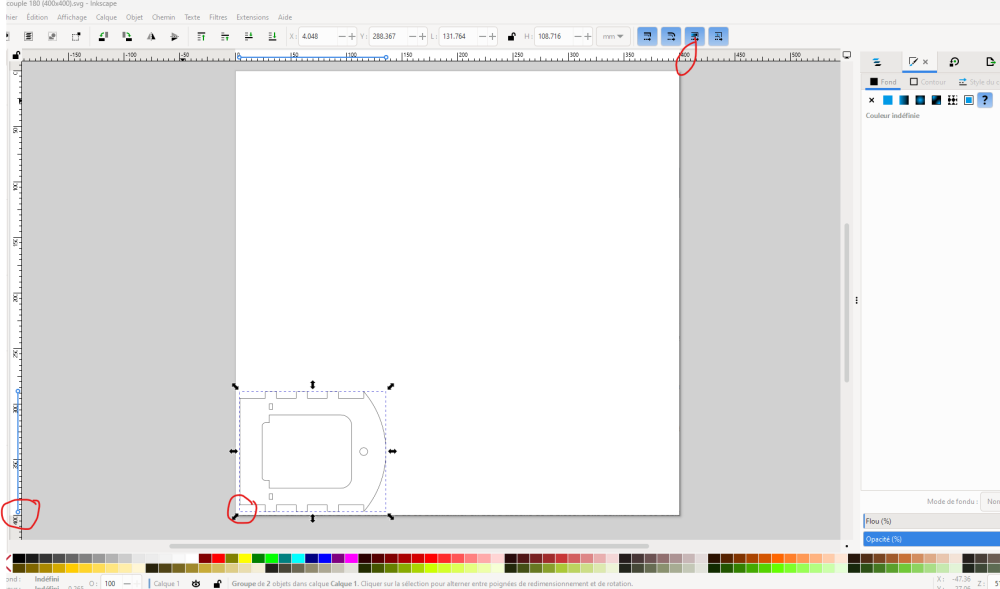
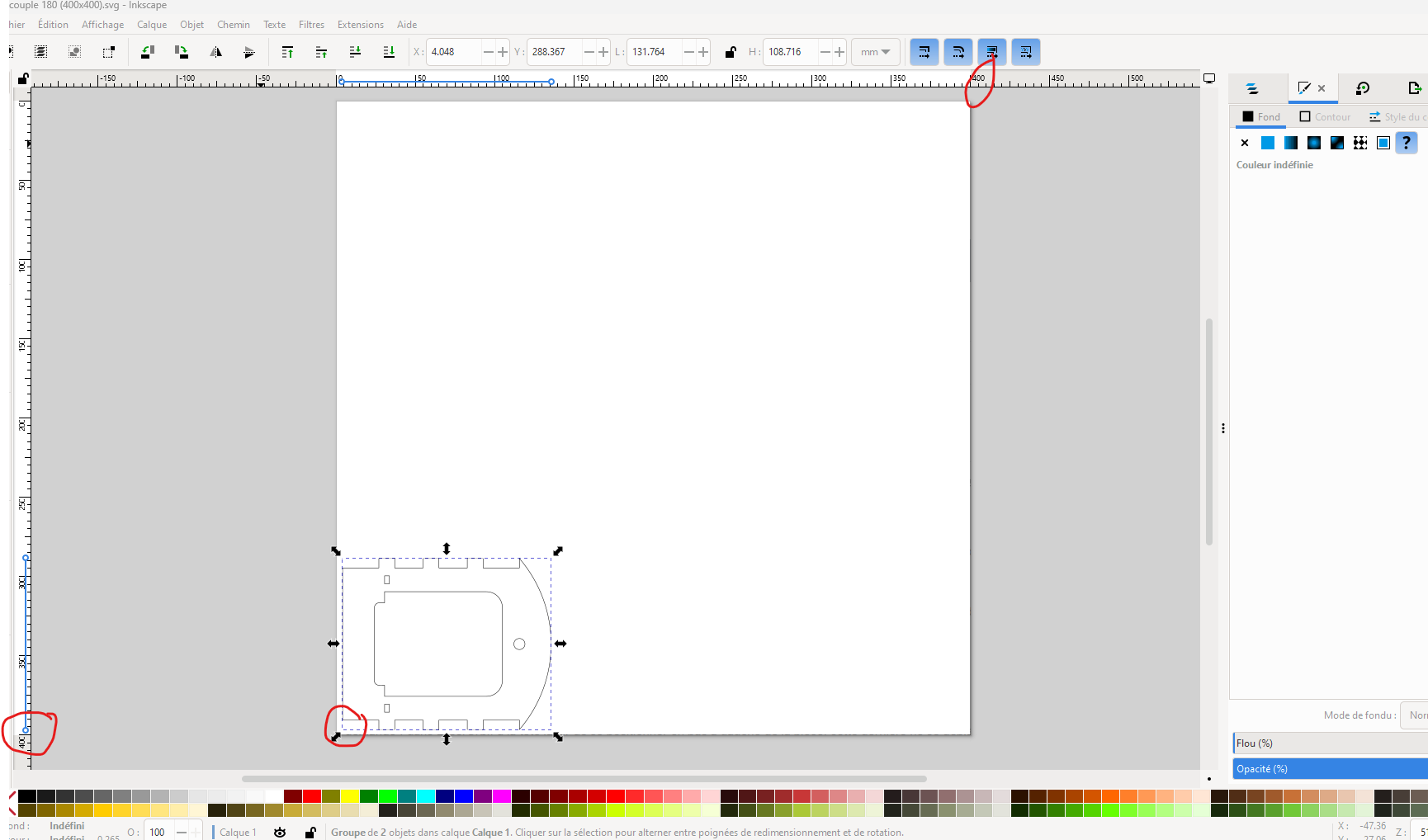
bonjour à tous Je m'adresse à vous car je ne parviens pas à comprendre comment positionner ma tête laser avant de commencer la découpe d'un fichier .svg avec LaserGrbl. A l'origine le fichier est un fichier .dxf 1) que j'ai importé dans un document Inkscape en lui donnant une largeur de 400 mm et une hauteur de 400 mm ( dimensions de ma découpeuse laser). ( cf capture écran 1) 2) que j'ai ensuite enregistré au format .svg La capture d'écran ci-jointe de LaserGrbl montre bien que la pièce est positionnée presque à X=4 et Y=3. ( bien à la position de Inkscape) Or quand je demande ( dans LaserGrbl) à la tête laser de se positionner en bas à gauche de la pièce, cette dernière ne se déplace pas à ces coordonnées. En fait la découpe laser se fait à l'endroit où je place la tête manuellement n'importe où sur le plateau. Comment faire pour que le positionnement de la tête laser se fasse au coordonnées du fichier Inkscape et LaserGrbl Je vous remercie à tous de votre aide pour le débutant de 67 ans que je suis Cdtl
.thumb.png.1bf3225bdaafca2ac50e416134ba564a.png)
-
Bonjour fran6p Merci de ta réponse. Je pensais un peu comme toi mais je n étais pas sur du tout. Je me disais que s il y avais des graduations sur le cadre c est qu il y avais Bien une raison Cdtl
-
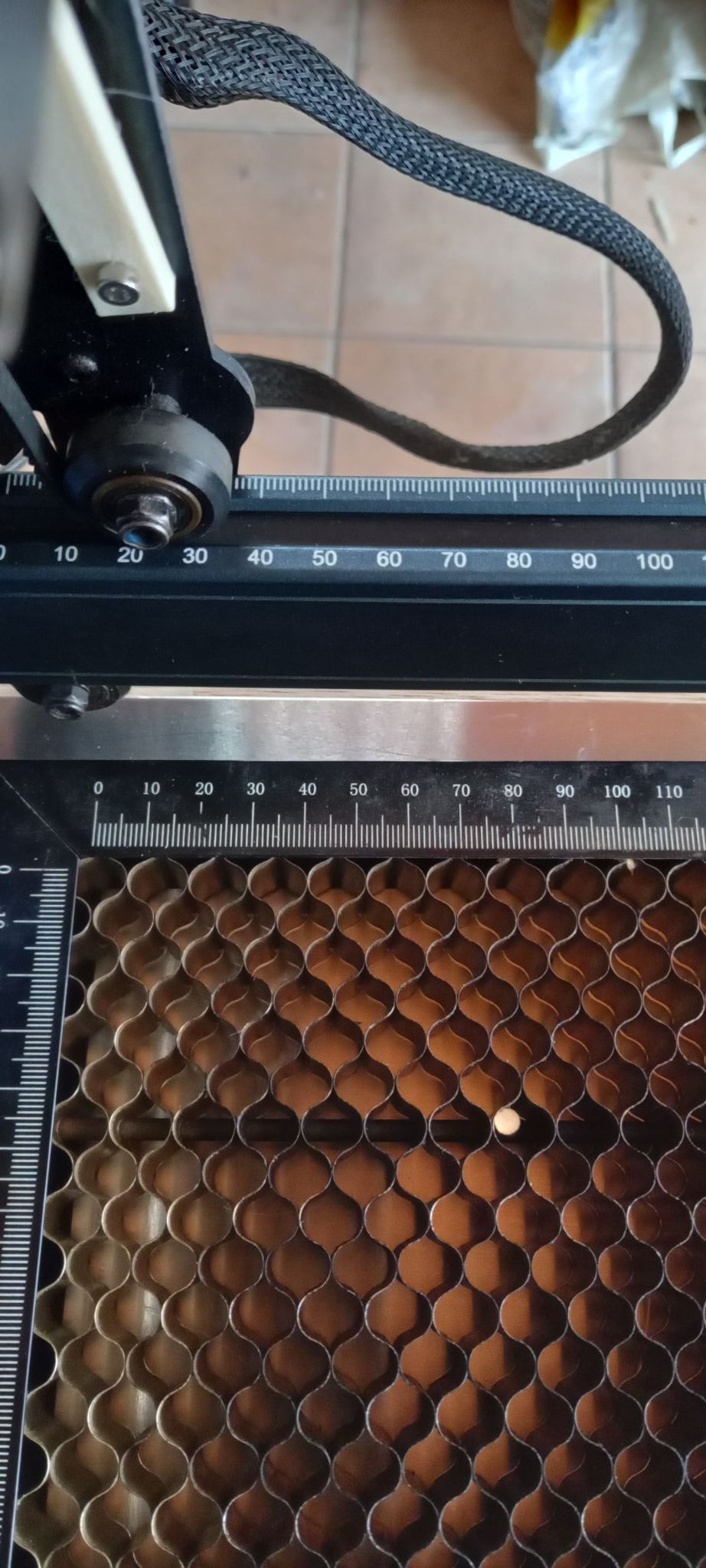
bonjour à tous Je m'initie à découpe laser mais je ne comprends pas comment utiliser les graduations qu'il y a sur le cadre de ma machine et celui du nid d'abeille. Soit j'aligne les graduations des deux ( cf photo1) et le home de la machine et le point d'origine du nid d'abeille ne coïncident pas. Soit j'aligne le home de la machine et le point d'origine du nid d'abeille ( cf photo 2) et alors les graduations ne coïncident plus. quelqu'un pourrait m'aider SVP. Cdtl


-
bonjour Dans laser GRBL, avez vous installé l'utilitaire CH340 ? Menu "outil" Merci de me tenir au courant des solutions Cdtl
-
Filament PLA bloqué dans extruder
dom59 en réponse au topic de dom59 dans Entraide : Questions/Réponses sur l'impression 3D
bonjour Hyoti Je te donnes des nouvelles concernant mon filament de PLA coincé dans mon extrudeur. bien que n'étant pas bricoleur dans ce genre de sujet, je me suis lancé. j'ai méthodiquement démonté mon extrudeur pièce par pièce pour atteindre les 2 poulies d'entrainement du fil. J'ai quand même du faire chauffé cette pièce dans de l'eau bouillante pour ramolir le filament mais j'ai réussi à le retirer. Le tout remonté dans le sens inverse et maintenant ma ender 3 S1 refonctionne. encore merci du coupe de main Cdtl bonjour Skizhoo je te donne des nouvelles concernant mon fil de PLA coincé dans mon extrudeur J'ai tout démonté et réussi à retirer le fil tout remarche encore merci Cdtl -
Filament PLA bloqué dans extruder
dom59 en réponse au topic de dom59 dans Entraide : Questions/Réponses sur l'impression 3D
bonjour Hyoti d'abord merci à toi de me répondre. à l'origine, j'imprimais du PETG avec une buse de 0.4 Comme je voulais imprimer de très petites pièces , j'ai décidé d'imprimer du PLA avec une buse de 0.2 J'ai donc changé de buse (passé du 0.4 au 0.2) et changé de filament ( passé de PETG à PLA) J'ai aussi modifié les paramètres de mon slicer. Malgré cela, le filament de PLA s'est coincé dans l'extrudeur. Impossible de le retirer même à 200° j'ai réussi à démonter la hothead toujours à 200° , même résultat. Je ne suis pas un bricoleur d'imprimante 3D. Je suis même sur le point de changer mon extruder. mais dans la jungle des références, je suis un peu perdu Il faut aussi que cet extrudeur puisse accueillir un Bl touch (comme l'ancien) un conseil peut être -
Filament PLA bloqué dans extruder
dom59 a posté un sujet dans Entraide : Questions/Réponses sur l'impression 3D
bonjour à tous Sur ma Ender S1, j'ai voulu 1) changer de buse, (enlever une buse de 0.4 et mettre une buse de 0.2) . 2) changer de filament ( enlever le PETG et remettre un PLA) j'ai donc chauffé ma buse à 245° et enlevé le PETG. Maintenant, même chaude à 213 °, mon filament de PLA est coincé dans mon extrudeur. pas moyen de l'enlever quelqu'un pourrait il me donner un conseil pour résoudre ce problème Je précise que j'ai bien modifié les paramètres de Prusa slicer ( diamètre de buse passé à 02, largeur de cordon passé à 0.2 haut de couche passé à 0.1 merci à tous de vos réponses Cdtl -
bonjour Pour pouvoir respecter les côtes de la conception, il faut alors modifier le coefficient d'extrusion: Il porte des nom différents selon les slicers mais le principe est le même. Voir aussi sur Youtube les tutos de la chaine de Renault ILTIS "comment calibrer l'extrusion" Cdtl
-
vitesse Atomstack A20 PRO
dom59 a posté un sujet dans Entraide : Questions/Réponses sur les CNC et Lasers
bonjour à tous Je viens de récupérer une Atomstack A20 PRO Je cherche à connaître précisément la vitesse maximum de la découpeuse laser. La machine ne figure plus sur le site officiel d'Atomstack , il son passés au modèle A20 V2 Cette information ne figure même pas dans la notice. Aucun des différents sites internet que j'ai consultés n'annoncent les mêmes valeurs . Je cherche à connaître précisément cette données pour le pamétrage de mes futures découpe. Quelqu'un aurait il gentillesse de me renseigner SVM merci Cdtl -
choix micro carte SD pour atomstack A20 PRO
dom59 en réponse au topic de dom59 dans Entraide : Questions/Réponses sur l'impression 3D
merci pjtlivjy pour la réponse que signifie "classe U1" ? -
bonjour, j'ai besoin d'acheter une micro carte SD (appelée auusi carte TF) pour ma découpeuse laser atomstack A20 PRO. Je sais que pour les imprimante 3D les carteSD doivent avoir des caractéristiques spéciales ( capacités) En est il de même pour les découpeuses laser si oui quelles caractéristiques ( capacités, vitesse, autre ?) merci de vos réponses Cdtl
-
Gestion du refroidissement sur Ender 3S1 PRO et Prusa Slicer
dom59 en réponse au topic de dom59 dans Entraide : Questions/Réponses sur l'impression 3D
bonjour B0105cbs J'ai fait une impression de 2 cylindres verticaux d'un diamètres de 10mm chacun distants de 60 mm et d'hauteur de 50mm avec tes paramètres d'impression et il y a toujours ce léger stringing ( petg arianplast couleur crème) .Comme je n'imprime que des pièces techniques, je m'en sors avec un léger post traitement. Mais cela me gène de ne pas réussir. Je vais terminer ma bobine et essayer avec ton filament Eryone . quelle couleur ? merci de ta réponse Cdtl -
Gestion du refroidissement sur Ender 3S1 PRO et Prusa Slicer
dom59 en réponse au topic de dom59 dans Entraide : Questions/Réponses sur l'impression 3D
bonjour BO105cbs merci pour la réponse. j'ai bien compris qu'il s'agissait seulement d'un paramètre de préchauffage. Je vais essayer de faire une impression avec tes paramètres et je te tiendrai au courant du résultat. Cdtl -
Gestion du refroidissement sur Ender 3S1 PRO et Prusa Slicer
dom59 en réponse au topic de dom59 dans Entraide : Questions/Réponses sur l'impression 3D
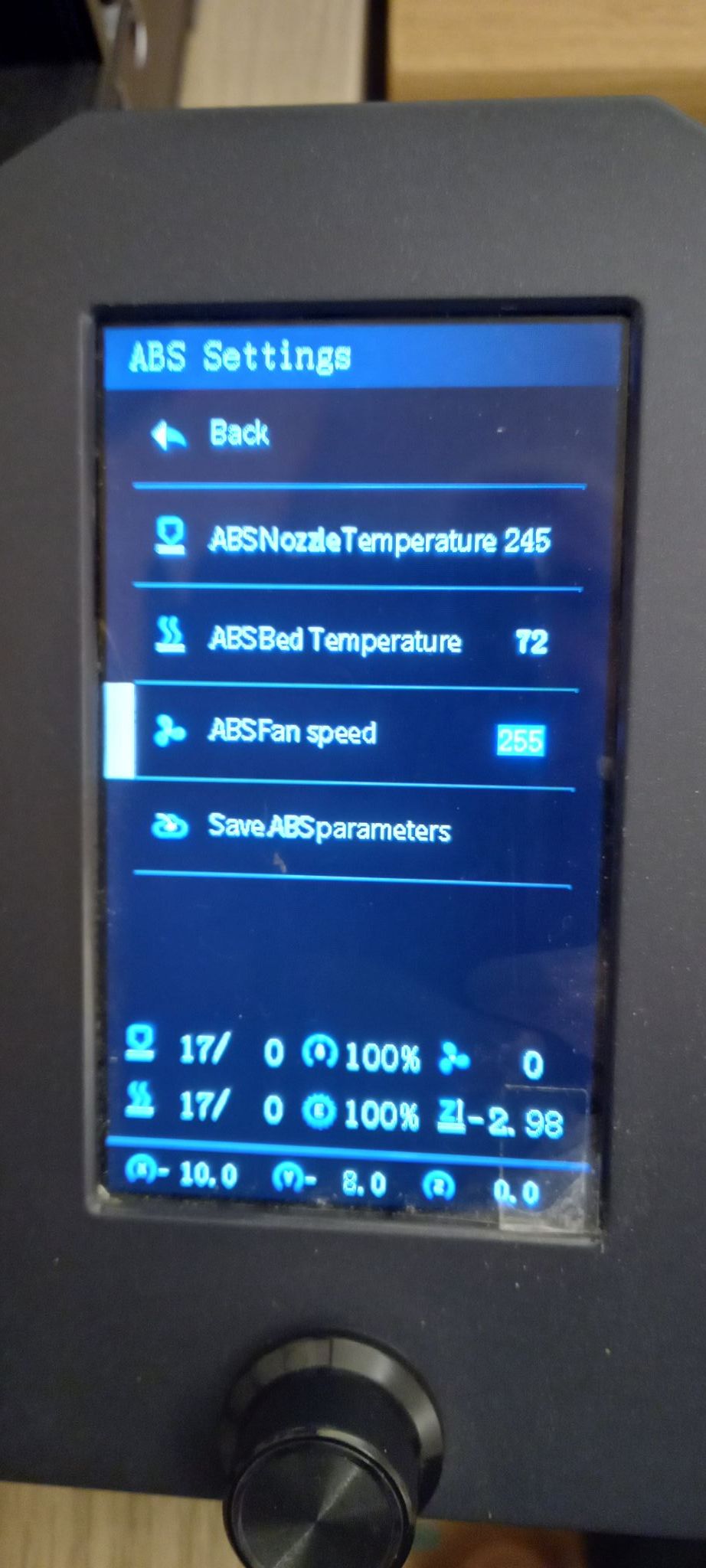
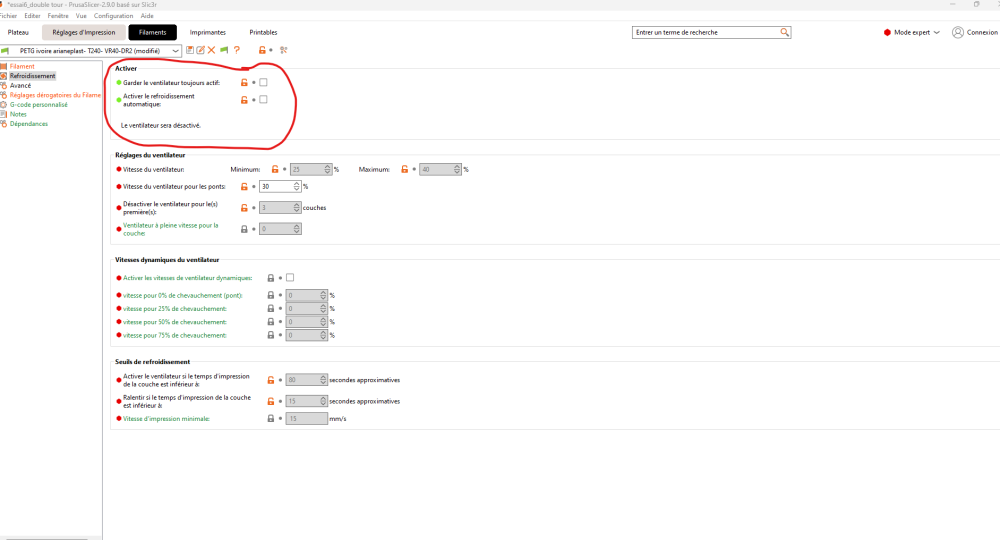
Bonjour Hyotim Je comprends la confusion .le marlin de ma machine ne propose Que 2 préreglages, un pour le pla et l autre pour l abs. Alors j ai Modifié ceux de l abs pour les adapter à l impression du petg. Mais C est bien du petg que j imprime dans prusa. J en suis toujours à essayer D éliminer le stringing. Je ne pense pas que l humidité soit la cause. La machine Est installée dans la maison, chauffée, sur mon bureau à côté du radiateur. Je voulais Savoir quel était le rôle de chaque paramètre de ventilation montré sur les photos L un annule t il l autre. Marchent t ils ensemble pendant l impression ou autre Merci du coup de main Cdtl -
Gestion du refroidissement sur Ender 3S1 PRO et Prusa Slicer
dom59 en réponse au topic de dom59 dans Entraide : Questions/Réponses sur l'impression 3D
bonjour franc6p Est ce une simple réponse brève à ma question ou un refus de me répondre ? cdtl -
Gestion du refroidissement sur Ender 3S1 PRO et Prusa Slicer
dom59 en réponse au topic de dom59 dans Entraide : Questions/Réponses sur l'impression 3D
bonjour à tous personne pour répondre à mon post n°147 du 19 à 18h09 ? cdtl -
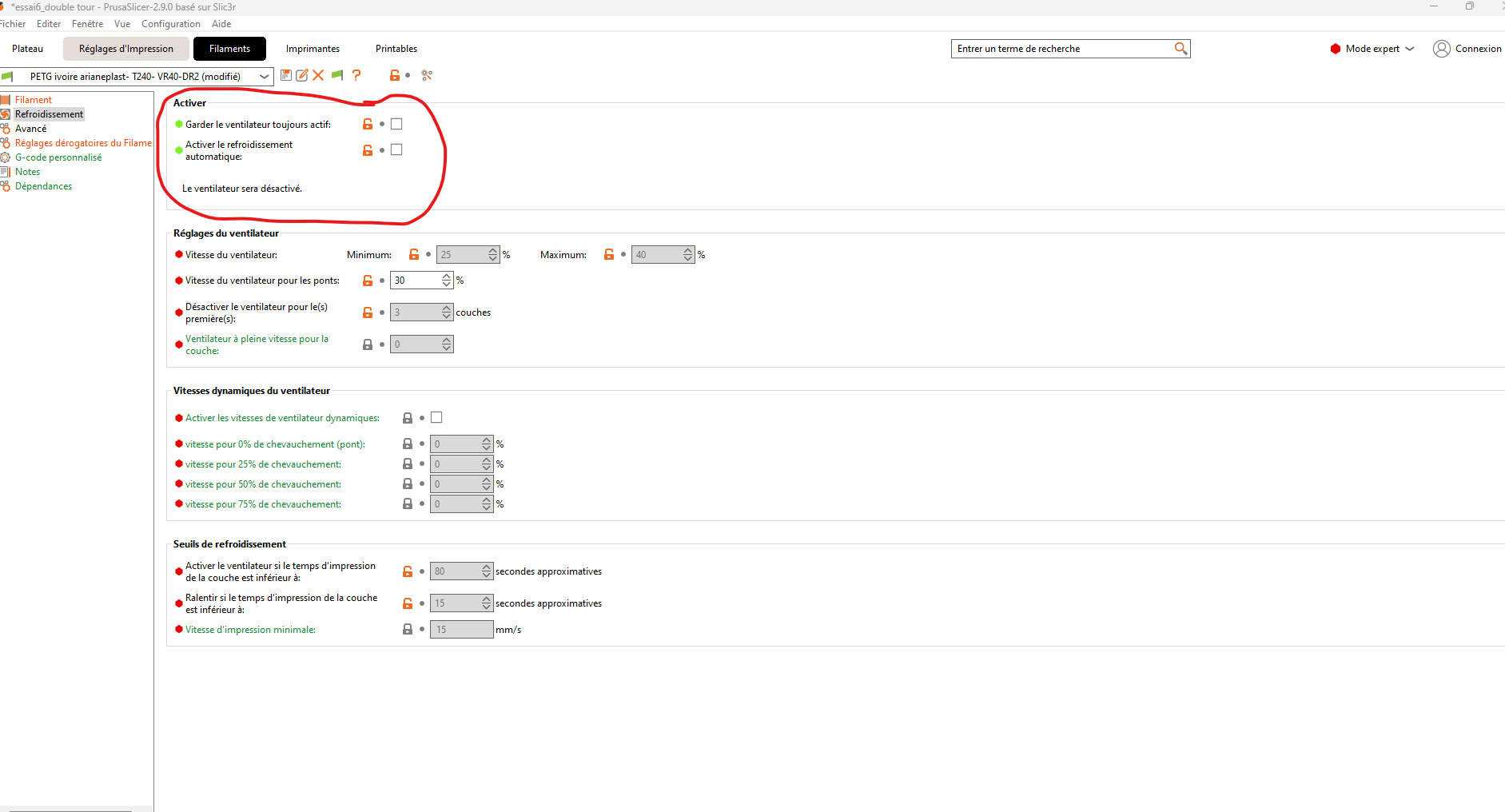
bonjour à tous Je joins au présent post 2 images la première est une photo de l'écran de ma machine donc de Marlin " ABSFan speed" la deuxième est une capture d'écran de de prusa Slicer : Menu Filament-Refroidissement 1)Quelqu'un pourrait il me dire quelle est la différence entre ces 2 données 2) que font l'une et l'autre 3) pour supprimer tout refroidissement faut il mettre la valeur de Marlin à 0 quelles seraient les conséquences merci de vos réponses Cdtl



.png.57da33e24a7210d5c1360646cecc75ad.png)