LaMona
-
Compteur de contenus
25 -
Inscrit(e) le
-
Dernière visite
Récompenses de LaMona
")





-
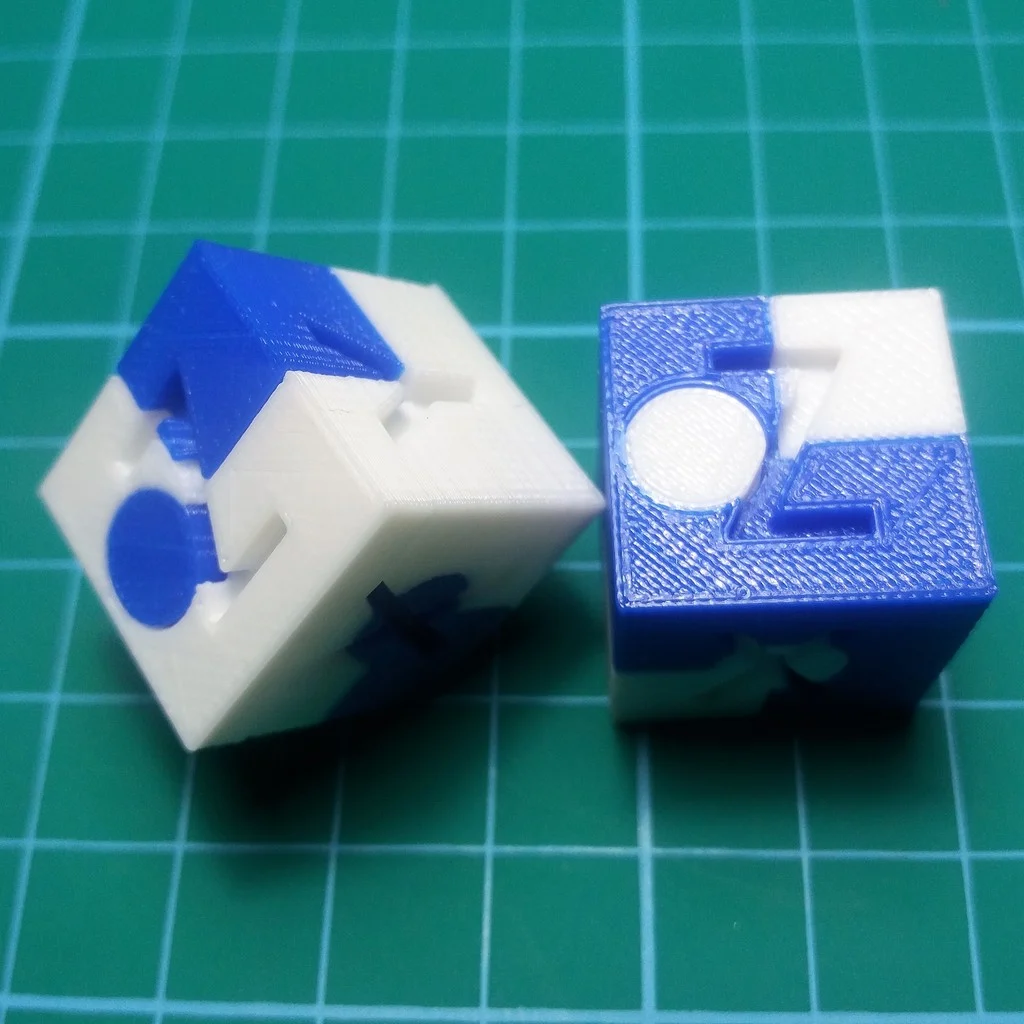
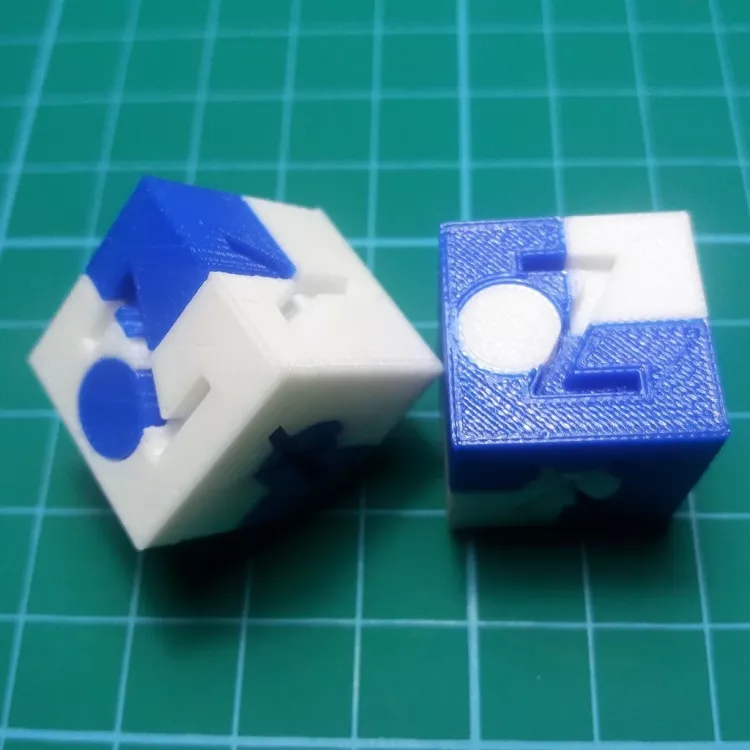
Merci pour ta réponse, je ne connaissais pas ce logiciel merci Pour le doubles couleurs séparé, j'ai trouvé ceci et plus de problèmes T0 et T1. Elle essaye bien d'imprimer les deux couleurs, me reste plus qu'à trouver les bons réglages de rétractation, de tour d'amorçage etc. Si jamais tu as des paramètres à me conseiller, je suis preneuse
-
Bonjour Merci beaucoup pour ta réponse C'est donc courant de ne pas arriver à la replacer, ça me rassure Petite question supplémentaire, je galère un peu avec le slicer, si je veux faire une impression avec deux couleurs bien distincte. Octoprint m'indique erreur T0 T1, le firmware de l'imprimante indique qu'un seul extrudeur. Je ne sais pas si c'est normal ou s'il faut que je cherche un autre firmware pour avoir le contrôle. Si jamais tu as des conseils pour pouvoir imprimer ce type de pièces par exemple. Bonne journée
-
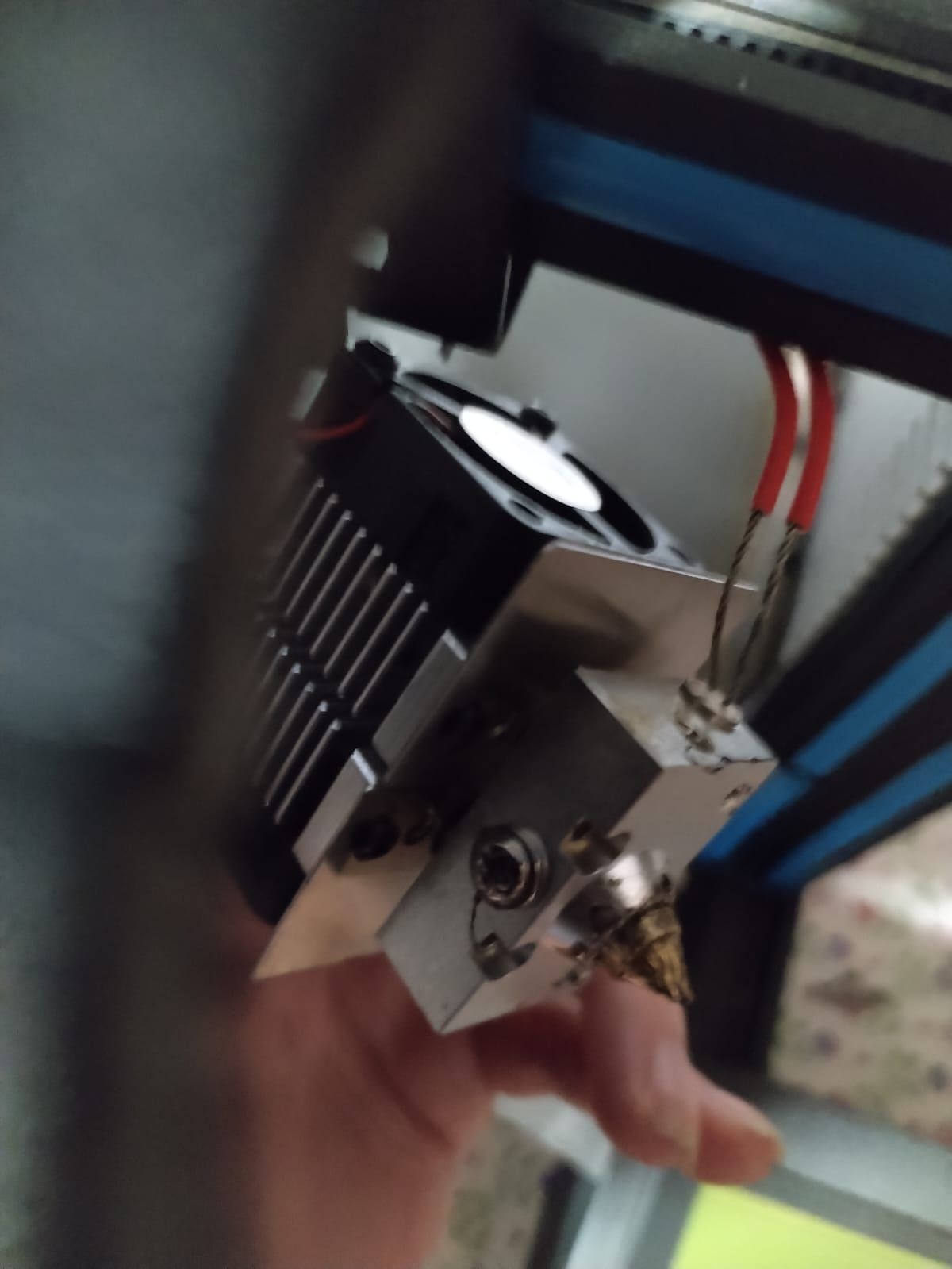
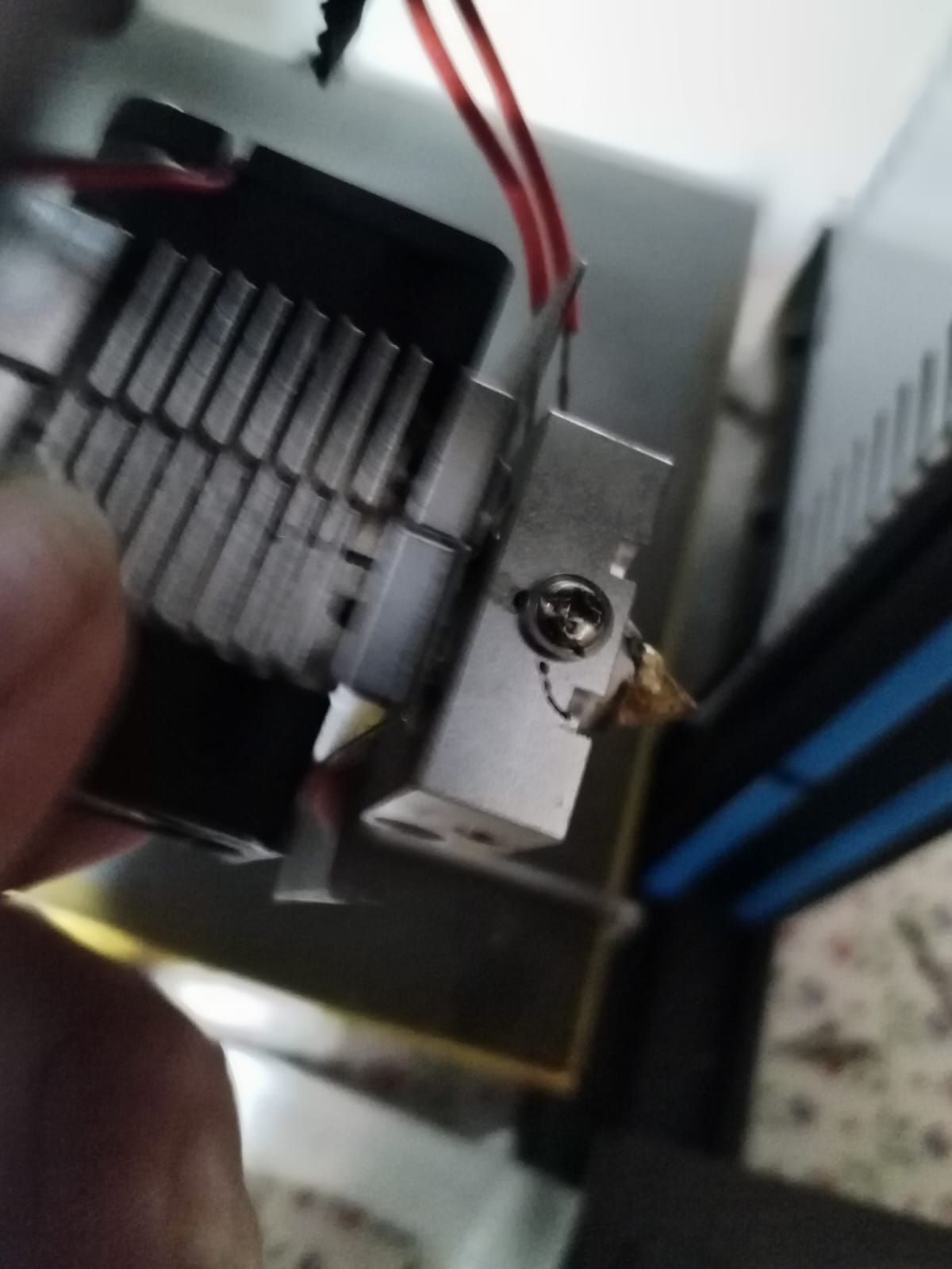
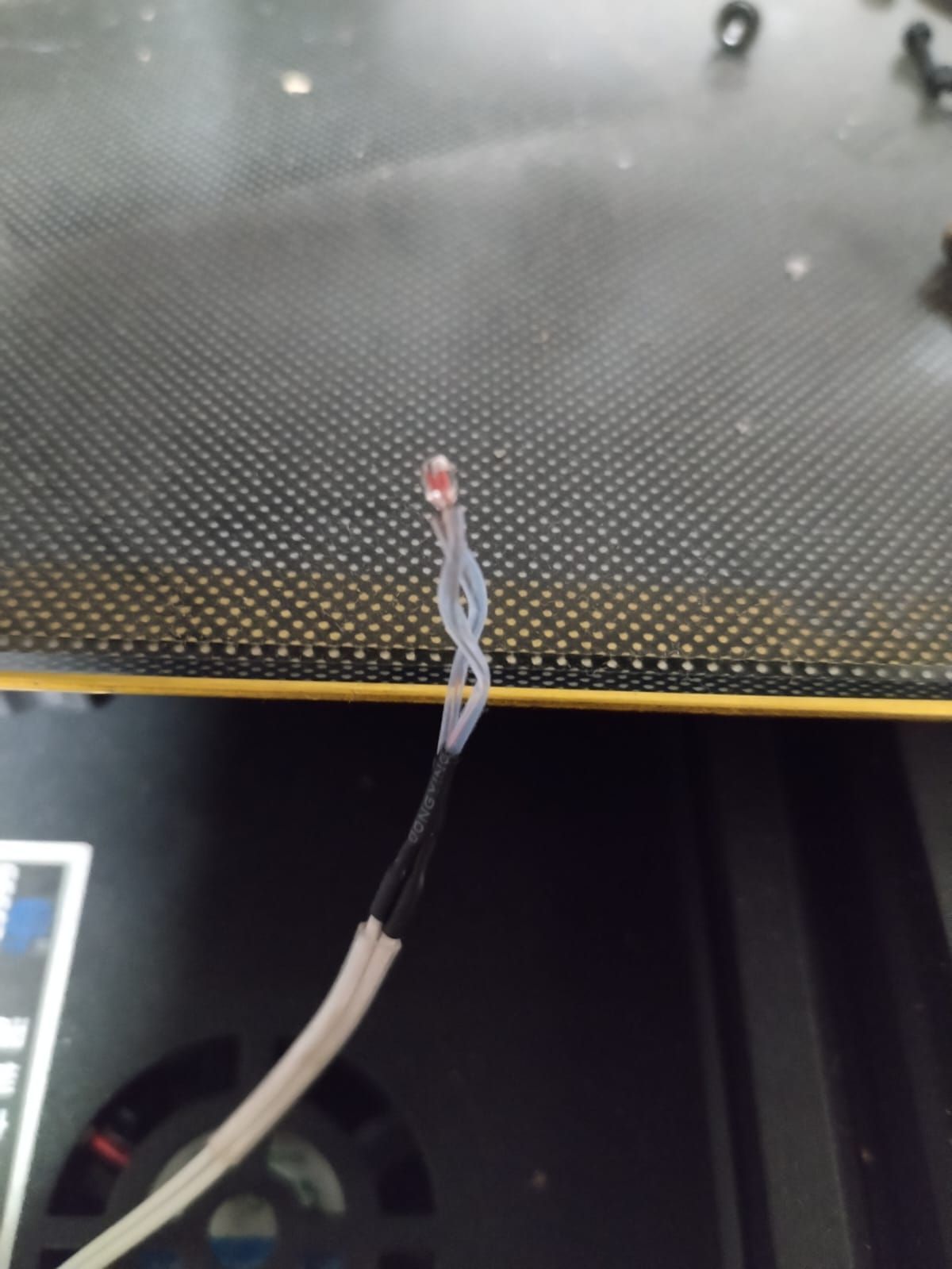
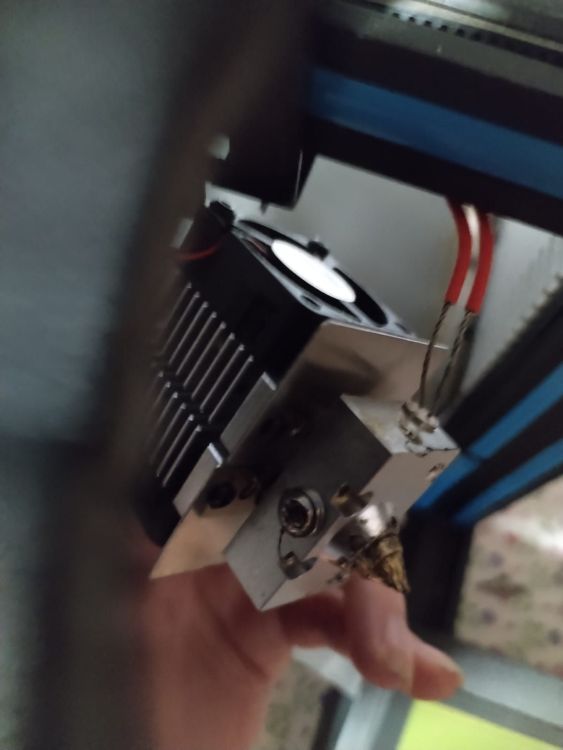
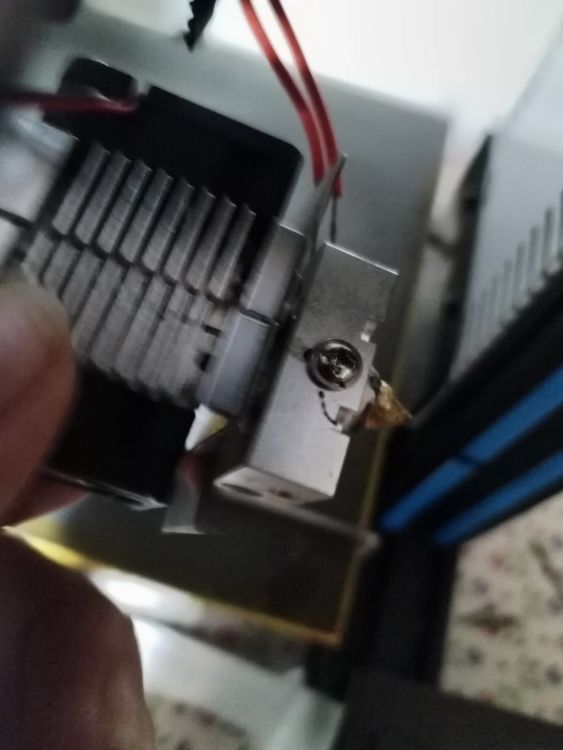
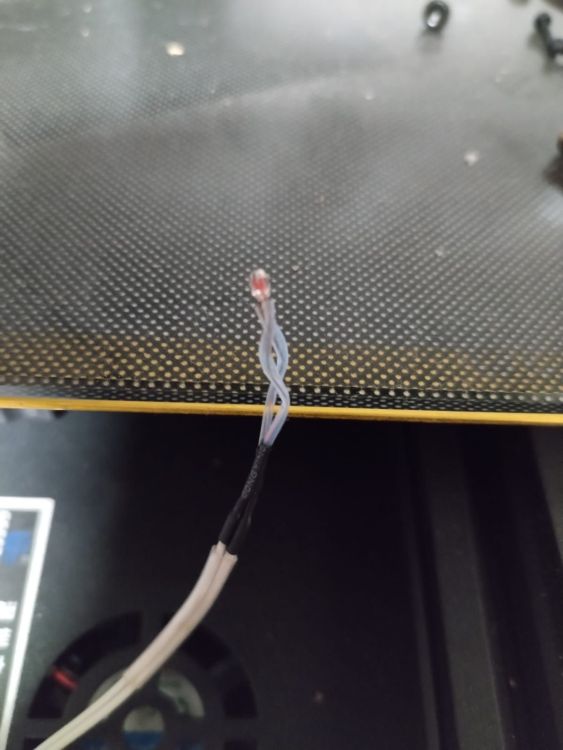
Bonjour, J'ai récupéré une Geeetech a10m et le hotend était foutu, j'ai donc commencé à changer la pièce, mais le doute m'habite concernant le remontage de la sonde de température… Sous la vis, il y a un petit trou, mais la sonde ne passe pas dedans, et deux autres petits trous sont présents, mais rien pour tenir la sonde en place..
-

Buse qui fonce dans l'impression - Alfawise U20
LaMona en réponse au topic de LaMona dans Paramétrer et contrôler son imprimante 3D
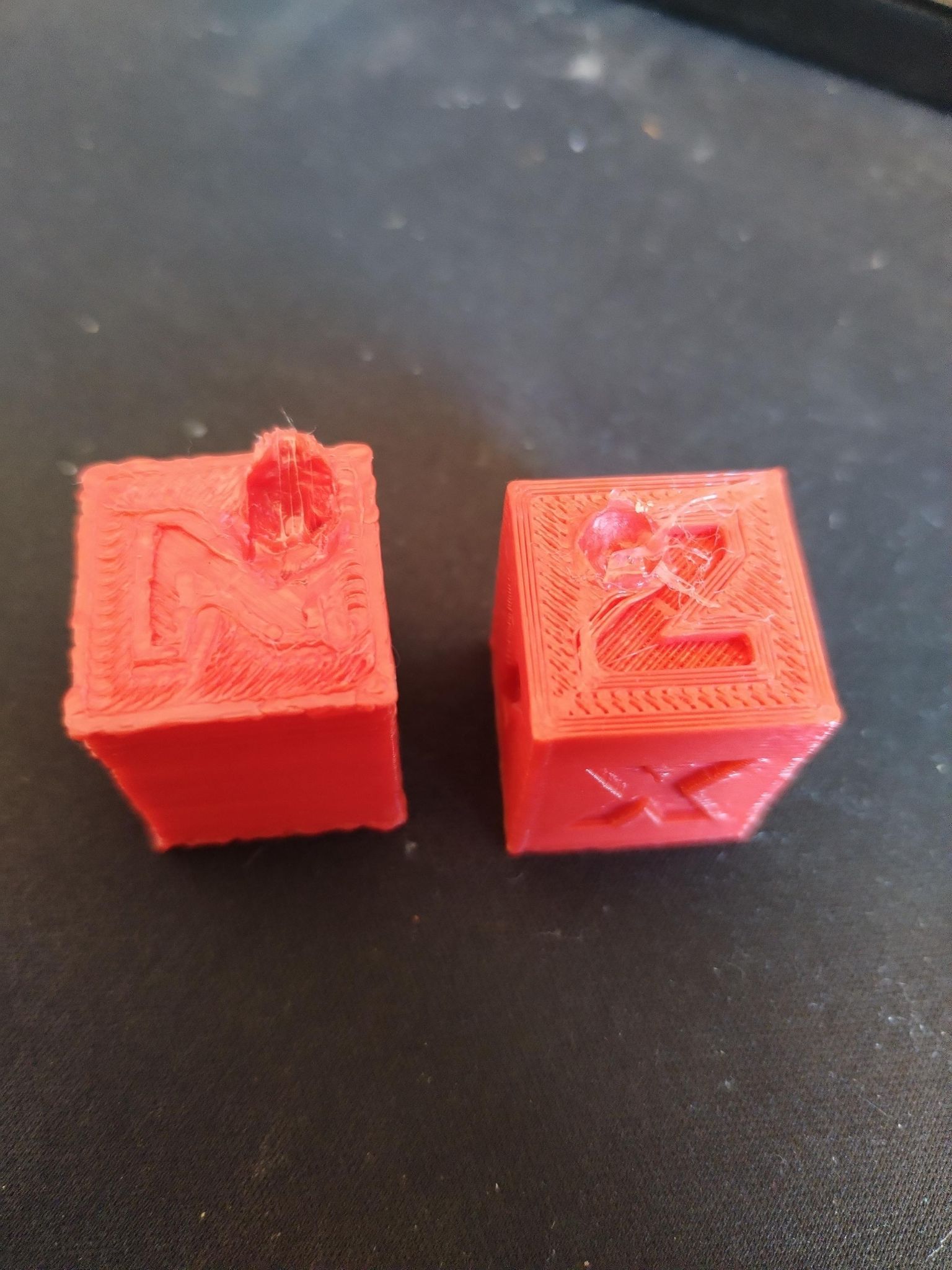
plus petit que du 20mm par 20mm de mon cube ? -
Buse qui fonce dans l'impression - Alfawise U20
LaMona en réponse au topic de LaMona dans Paramétrer et contrôler son imprimante 3D
C'est possible que tout fonctionne, qu'elle imprime etc et que ce soit la carte SD qui fasse le beug, en récurrent ? -
Buse qui fonce dans l'impression - Alfawise U20
LaMona en réponse au topic de LaMona dans Paramétrer et contrôler son imprimante 3D
Oui, j'ai mis ce firmware-là sur celle qui fonce dans le plateau. Mon autre machine n'a pas la même carte mère. -
Buse qui fonce dans l'impression - Alfawise U20
LaMona en réponse au topic de LaMona dans Paramétrer et contrôler son imprimante 3D
c'est-à-dire ? AU20_20mm_calibration_cube GCODE.gcode Comme ceci ? Ce que je ne comprends pas, c'est qu'avec mes deux Alfawise, j'imprime avec la même configuration et pour l'une, c'est bon et l'autre, elle fonce dans l'objet -
Buse qui fonce dans l'impression - Alfawise U20
LaMona en réponse au topic de LaMona dans Paramétrer et contrôler son imprimante 3D
Merci après test par contre, j'ai toujours la buse qui fonce dans mon impression à la fin…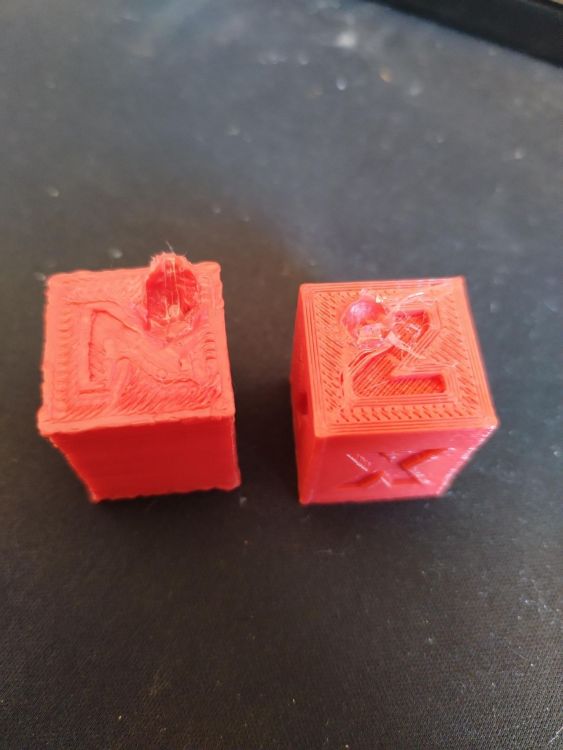
-
Buse qui fonce dans l'impression - Alfawise U20
LaMona en réponse au topic de LaMona dans Paramétrer et contrôler son imprimante 3D
Merci -
Buse qui fonce dans l'impression - Alfawise U20
LaMona en réponse au topic de LaMona dans Paramétrer et contrôler son imprimante 3D
Merci beaucoup, tu veux dire comme ceci : ; -- END GCODE -- G91 ; Mode position relatif G1 Z100 X3 Y3 E-20 F1200 ; Effectuer un dégagement pour essuyer la buse et rétracter le fil M104 S0 ; Éteint la chauffe de la buse G90 ; Mode position absolue G28 X0 ; Revenir à l'origine 0 en X G1 Y5 F8400 ; Avancer le plateau au maximum M18 ; Désactivation de tous les moteurs M84 ; Arrêt de tous les moteurs M107 ; Extinction des ventilateurs ; -- end of END GCODE -- Après pour le moment, j'imprime des cubes de calibrations de 30x30 mm et j'ai quand même le souci... -
Buse qui fonce dans l'impression - Alfawise U20
LaMona a posté un sujet dans Paramétrer et contrôler son imprimante 3D
Bonjour, J'avais délaissé un peu ma deuxième imprimante et je reviens dessus, enfin, une Alfawise U20, monté sur rail linéaire et je suis en cours de calibration... J'ai utilisé le firmware ci-dessous, seulement, j'ai un souci, en fin d'impression ma buse vient s'écraser dans la pièce que j'ai réalisée, faisant un gros trou... Je ne sais pas si c'est le firmware ou autre ou bien le Gcode... Je poste donc mon Gcode au cas où… Mais en principe le gcode n'est pas en tort vu que sur mon autre Alfawise U20 certes sans rail et avec un autre Marlin(carte mère différente) je n'ai pas de soucis. Si quelqu'un à des pistes de recherches pour moi, je suis preneuse ; -- END GCODE -- G91 ; Mode position relatif G1 Z1 X3 Y3 E-20 F1200 ; Effectuer un dégagement pour essuyer la buse et rétracter le fil M104 S0 ; Éteint la chauffe de la buse G90 ; Mode position absolue G28 X0 ; Revenir à l'origine 0 en X G1 Y5 F8400 ; Avancer le plateau au maximum G1 Z100 F1200 ; Positionner la buse à 100mm de hauteur M18 ; Désactivation de tous les moteurs M84 ; Arrêt de tous les moteurs M107 ; Extinction des ventilateurs ; -- end of END GCODE -- Et de plus, à la fin de l'impression, impossible de lancer une nouvelle impression... La buse fonce dans le plateau sans déployer mon 3D touch ... Merci et bonne journée -
Octolapse - Alfawise U20 - Problème XYZ
LaMona en réponse au topic de LaMona dans Paramétrer et contrôler son imprimante 3D
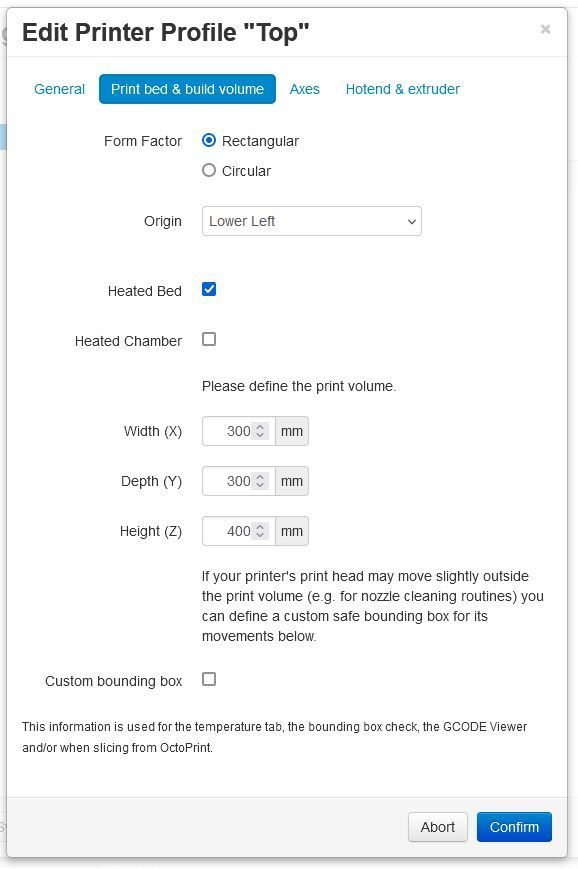
C'est bon, j'ai trouvé le souci… C'était assez bête enfaite… Moups ... Mon Profil Printer était réglé sur Center au lieu de Lower Left... Et finalement pour Octolapse j'ai pris simplement le profil de la CR10 et tout fonctionne nickel Tant de recherche pour un problème si simple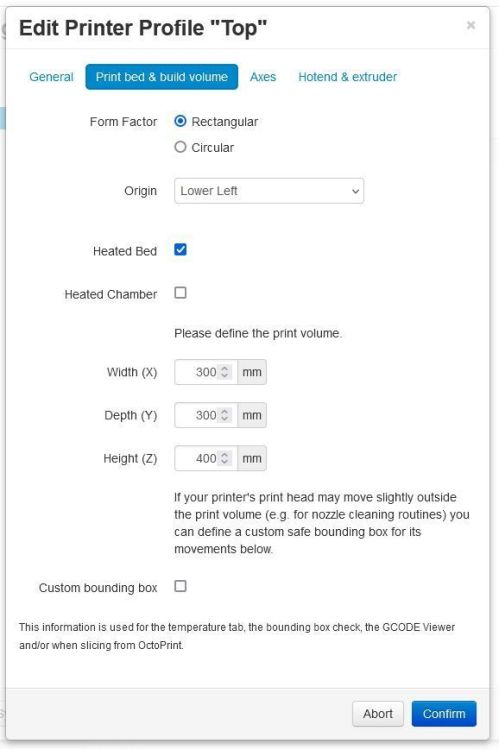
-
Octolapse - Alfawise U20 - Problème XYZ
LaMona en réponse au topic de LaMona dans Paramétrer et contrôler son imprimante 3D
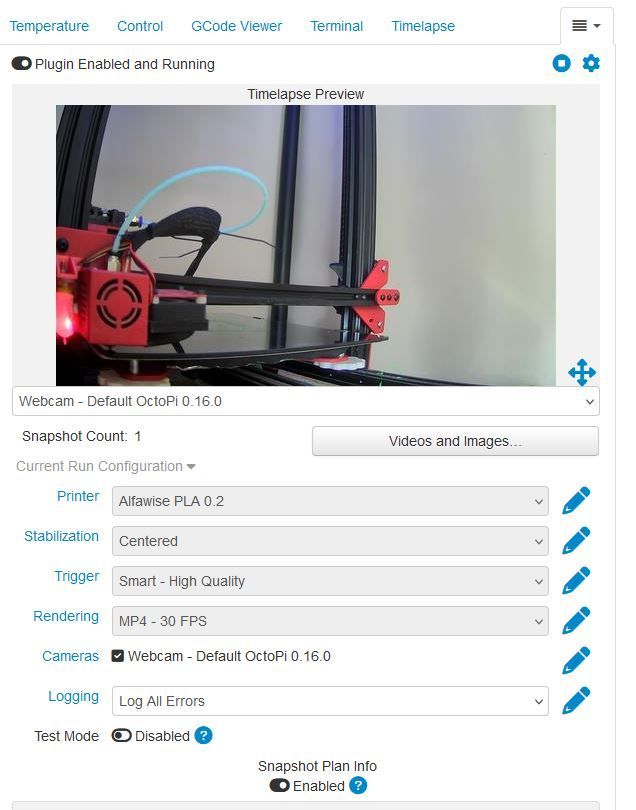
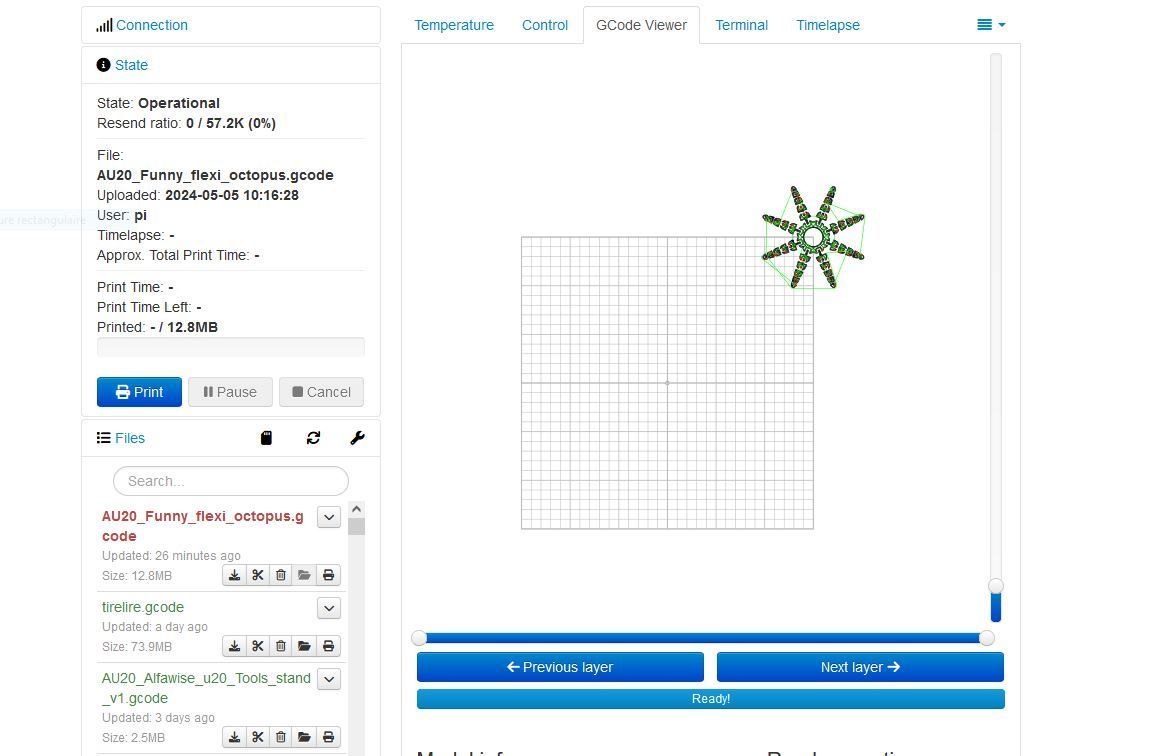
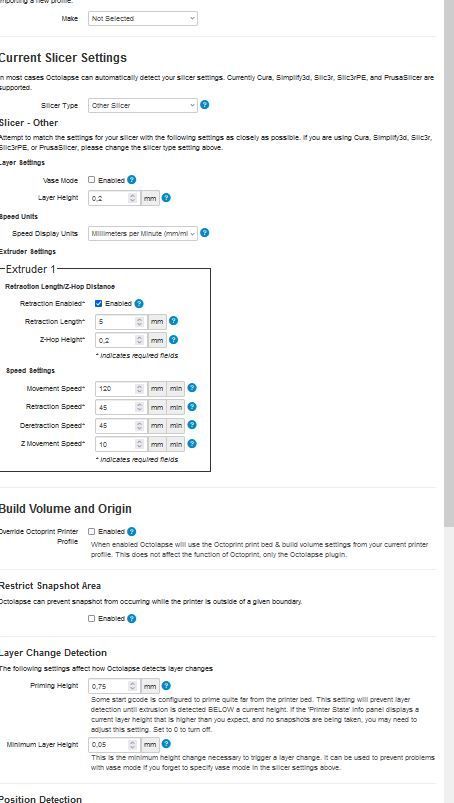
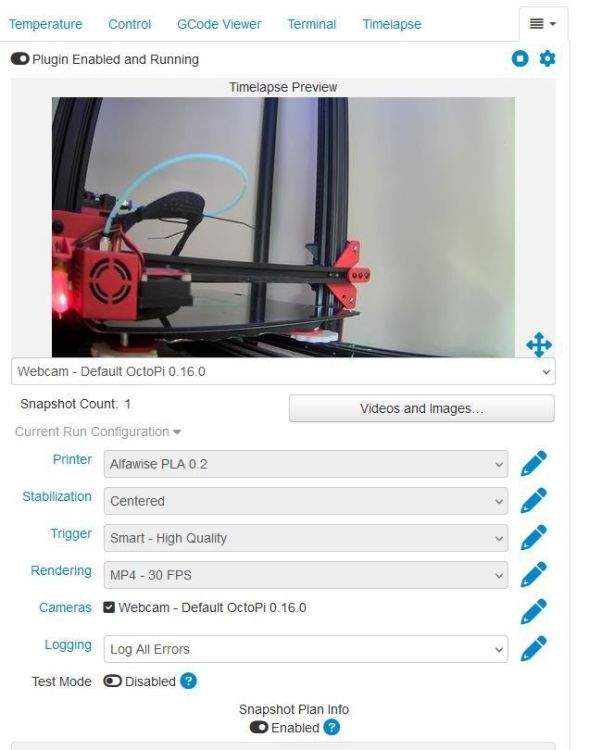
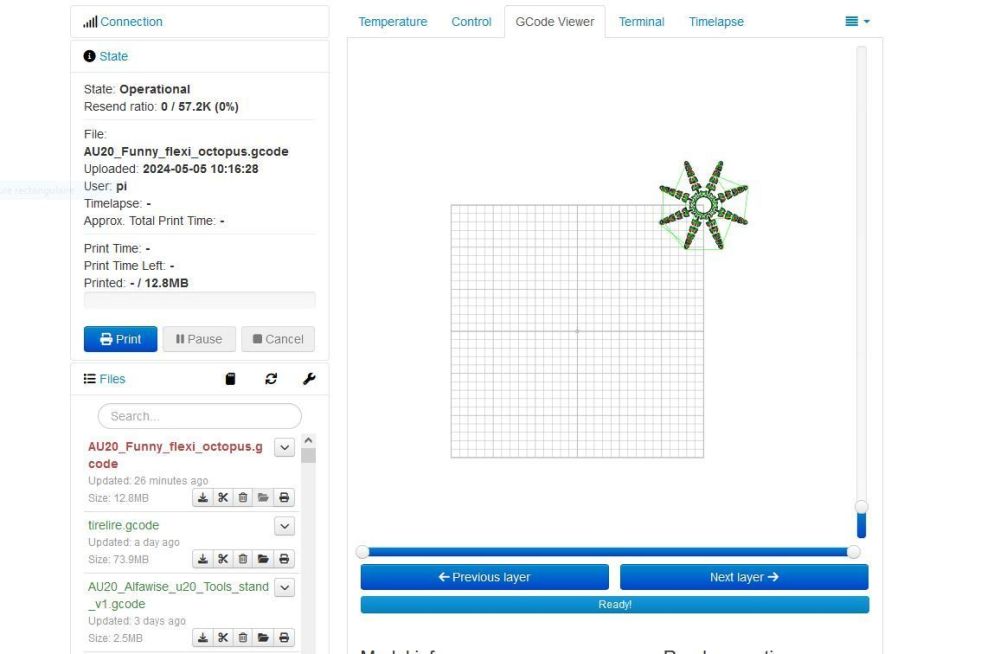
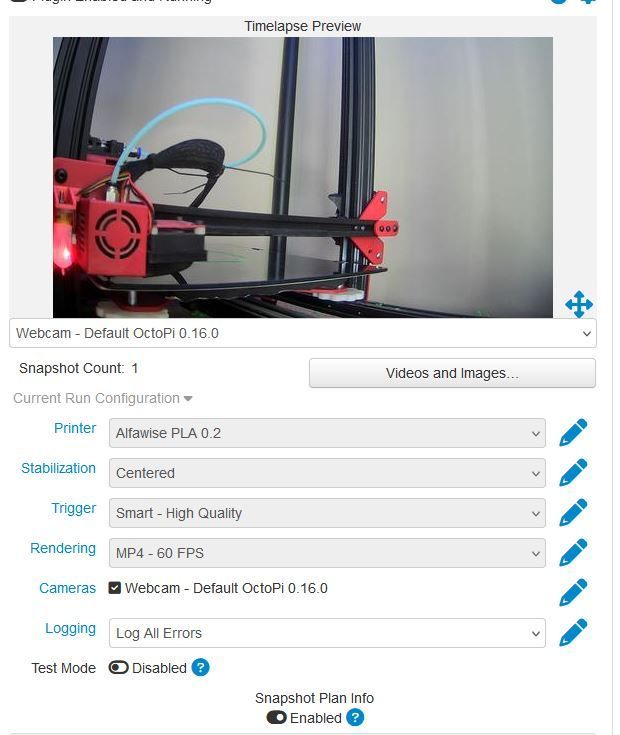
Merci, j'ai corrigé les anomalies dans mon gcode. merci beaucoup Je viens de tenter de régler comme indiqué dans le tuto que tu m'as envoyé, mais cela ne fonctionne pas… La tête revient toujours en avant gauche du plateau pour le snapshot... Si je fais comme dans la vidéo : "Require Explicit G90/G91 Require Explicit M82/83 Use Octoprint settings" ---- Alors Octoprint refuse : "Gcode Processing Failed- Printer Not Primed - Priming was not detected" Du coup ensuite, j'ai essayé comme sur cette page https://github.com/FormerLurker/octolapse/wiki/v0.4---Creating-And-Configuring-Your-Printer-Profile#firmware-settings : " Default to Absolute Default to Aboslute, False" ---- Voici en pièce jointe la capture du plan de snapshot de l'imprimante. Et voici le résultat, toujours au mauvais endroit devant la tête, revient en avant, voici le snapshot... La lecture du gcode me donne ceci… Est-ce que cela pourrait expliquer des choses ? Pourtant, quand je lance l'impression, elle est bien au milieu de mon plateau...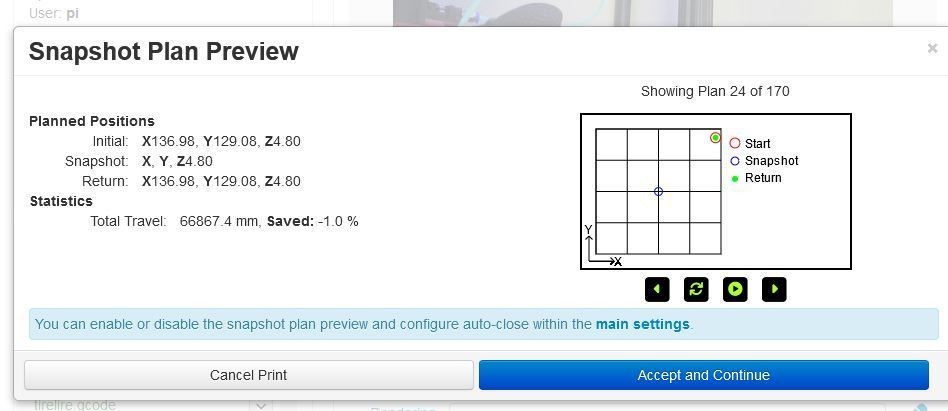
-
Octolapse - Alfawise U20 - Problème XYZ
LaMona a posté un sujet dans Paramétrer et contrôler son imprimante 3D
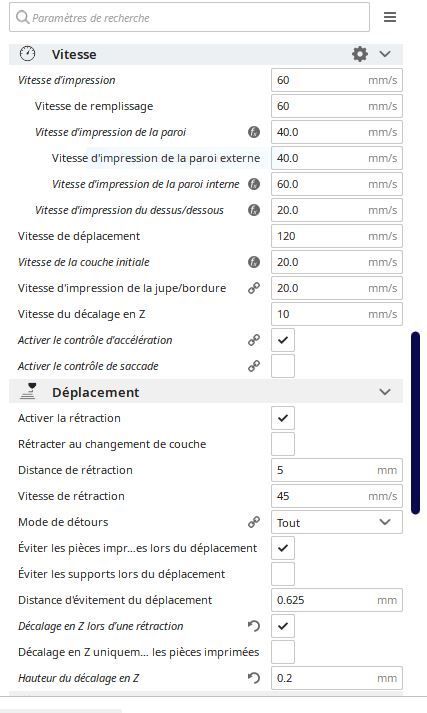
Bonjour; Je galère avec la config d'Octolapse ... j'essaye encore et encore, le "home de Octolapse", je n'arrive pas à le gérer, et j'avoue n'avoir pas compris la différence position relative et absolue. La tête revient toujours à l'avant gauche du plateau (peut importe les réglages "centered", "left back" etc) de ma Alfawise U20... Si quelqu'un à des conseils je suis preneuse Voici mon gcode Cura: ; -- START GCODE -- G21 ;metric values M82 ;set extruder to absolute mode M107 ;start with the fan off M280 P0 S160; BL-Touch Alarm realease G4 P100; Delay for BL-Touch G28; home M280 P0 S160 ; BLTouch alarm release G4 P100 ; delay for BLTouch G29; Auto leveling M420 Z5 ; LEVELING_FADE_HEIGHT Real activation and set parameters (if not set here, Z-Compensation failed) M500; Write data carto G29 G92 E0 ;zero the extruded length G1 F200 E3 ;extrude 3mm of feed stock G92 E0 ;zero the extruded length again G1 F4200 G1 Z1 F1000 ;move up slightly M117 Printing... ; -- end of START GCODE -- ; -- END GCODE -- G91 ; Mode position relatif G1 Z10 X300 Y300 E-20 F2400 ; Effectuer un dégagement de la structure et rétracter le fil M104 S0 ; Éteint la chauffe de la buse G90 ; Mode position absolue G28 X0 ; Revenir à l'origine 0 en X G1 Y5 F8400 ; Avancer le plateau au maximum G1 Z100 F2400 ; Positionner la buse à 100mm de hauteur M18 ; Désactivation de tous les moteurs M84 ; Arrêt de tous les moteurs m81 ; Arrêt de l'alimentation ATX M106 S0 ; Eteint les ventilateurs (ou S0.7 dans certaines implémentations) M107 ; Extinction des ventilateurs ; -- end of END GCODE --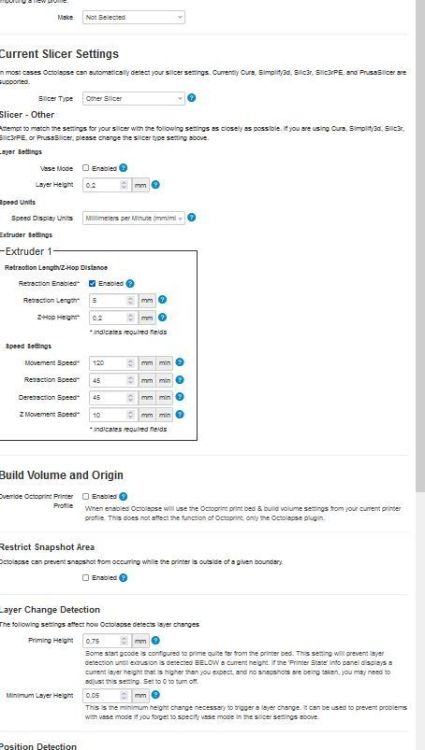
-
Gcode - chauffe plateau - ABS
LaMona en réponse au topic de LaMona dans Discussions sur les imprimantes 3D
Bonjour Juste pour faire une réponse sur ce sujet, après test et sans changer mes paramètres d'impressions, le Gcode pour le plateau m'aide bien pour éviter délaminage en ABS en base des pièces et j'arrive tout de même à décoller sans soucis M140 S85 ; Set bed target temperature to 85°C, no waiting G4 S300 ; attendre 300 secondes M140 S80 ; Set bed target temperature to 80°C, no waiting G4 S300 ; attendre 300 secondes M140 S75 ; Set bed target temperature to 75°C, no waiting G4 S300 ; attendre 300 secondes M140 S70 ; Set bed target temperature to 70°C, no waiting G4 S300 ; attendre 300 secondes M140 S65 ; Set bed target temperature to 65°C, no waiting G4 S300 ; attendre 300 secondes M140 S60 ; Set bed target temperature to 60°C, no waiting G4 S300 ; attendre 300 secondes M140 S55 ; Set bed target temperature to 55°C, no waiting G4 S300 ; attendre 300 secondes M140 S50 ; Set bed target temperature to 50°C, no waiting G4 S300 ; attendre 300 secondes M140 S45 ; Set bed target temperature to 45°C, no waiting G4 S300 ; attendre 300 secondes M140 S40 ; Set bed target temperature to 40°C, no waiting G4 S300 ; attendre 300 secondes M140 S35 ; Set bed target temperature to 35°C, no waiting G4 S300 ; attendre 300 secondes M140 S30 ; Set bed target temperature to 30°C, no waiting G4 S300 ; attendre 300 secondes M140 S25 ; Set bed target temperature to 25°C, no waiting G4 S300 ; attendre 300 secondes M140 S0 ; Set bed target temperature to 0°C, no waiting