Tofffd
-
Compteur de contenus
67 -
Inscrit(e) le
-
Dernière visite
-
Jours remportés
3
Récompenses de Tofffd
")





-
Après une dizaine d'impressions je confirme que l'éponge magique marche très bien ! Aucun warping constaté... très content de cette restauration
-
oui il m'a aussi indiqué les grattounettes d'éponge voir du papier à poncer P1000 pour du plateau lisse... mais il me classe l'éponge magique en top 1... Pour ma part je connaissais pas "l'éponge magique" , enfin si il y en avait une à la maison c'était pas grâce à moi...
-
Ma H2D à 2500h et je commence à voir que ma plaque PEI texturée n'adhère clairement plus comme au premier jour malgré des lavages réguliers à l'eau chaude + liquide vaisselle... Je rencontre de temps en temps des soucis de warping même juste après lavage... je me suis dit "bon et bien elle a bien vécue 2500h je vais la remplacer par une neuve..." Néanmoins elle est en super état donc ca me chagrine... j'ai demandé à Gémini qu'elle serait la meilleure solution de restauration et il m'a proposé en solution N°1 de bien frotter ma plaque (froide) avec une "éponge magique" humidifiée ! J'ai fouillé dans la maison et j'ai trouvé des éponges :"Gomme magique Mr Propre"... Je suis en train de tester sur une pièce ou j'ai très souvent des problèmes de warping, c'est en cours et comme par hasard j'ai aucun warping... Je continue l'expérimentation et vous tient au courant
-
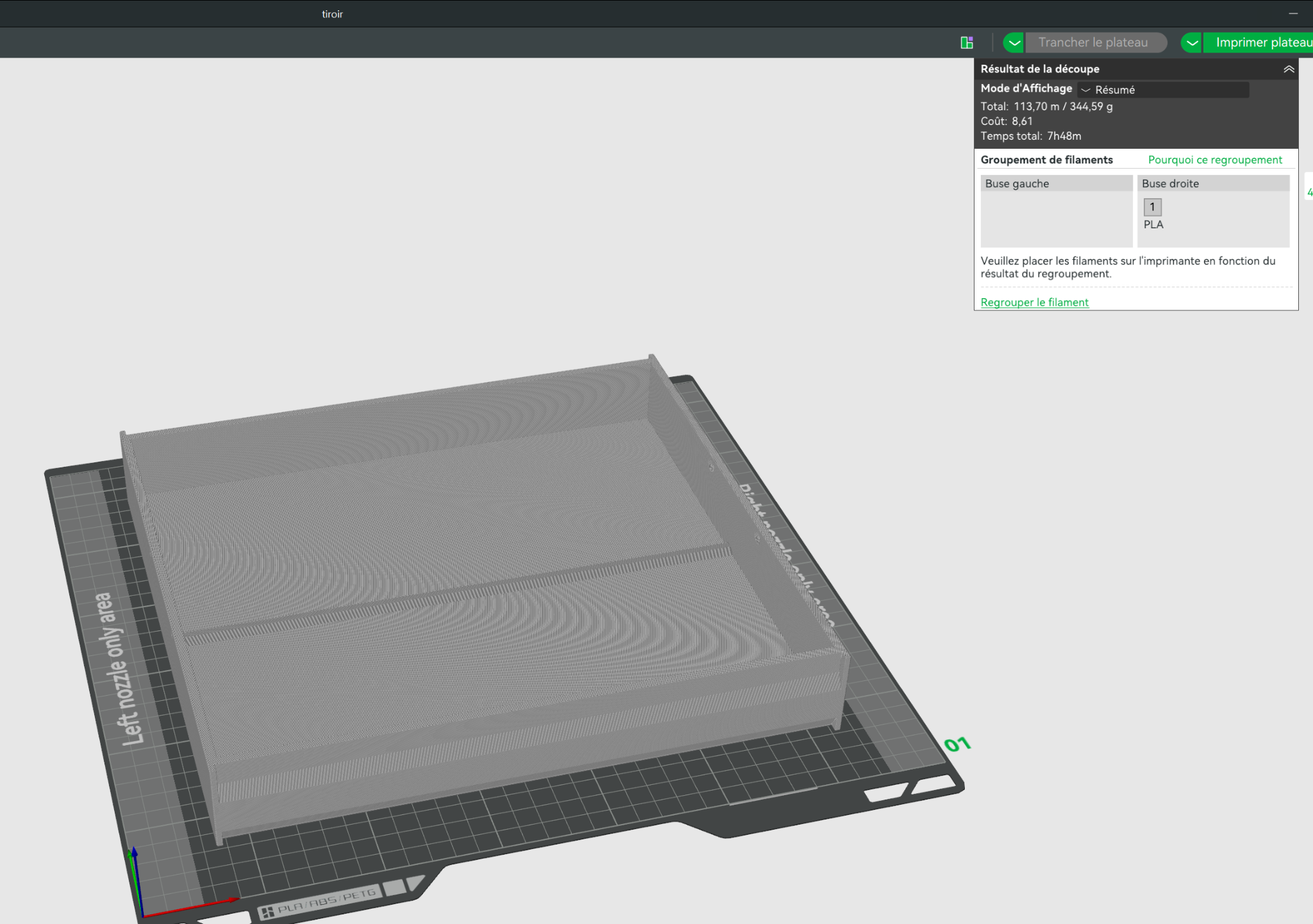
question qui n'a rien a voir et peut être farfelue. chacune de tes pièces n'est pas en mono-couleur/matériau? Si c'est le cas pourquoi veux-tu absolument les imprimer ensemble?? pour mélanger les couleur ou matériau je comprends...là dans ton cas (si c'est bien mon interprétation...) j'imprimerai les pièces indépendamment Ca ne change pas ton soucis ^^ Voici la réponse de Gémini qui me semble bien détaillée/cohérente : C'est une excellente question, car on a souvent tendance à confondre l'utilité de la tour de purge sur une imprimante monobuse (type Bambu Lab AMS ou Prusa MMU) et sur une double buse (IDEX ou tête fixe double). Même si vous n'avez pas besoin de "vider" une couleur pour en charger une autre dans le même conduit, la tour de purge (ou d'amorçage) reste cruciale pour trois raisons techniques majeures : 1. La gestion de la pression (L'amorçage) Lorsqu'une buse attend son tour pendant que l'autre imprime, le plastique en fusion à l'intérieur a tendance à se rétracter ou à s'écouler légèrement sous l'effet de la gravité. Le problème : Si la buse reprend l'impression directement sur la pièce, il y aura un manque de matière au début de la ligne (sous-extrusion), car la pression interne n'est pas encore stabilisée. La solution : La tour permet de "relancer" le flux de plastique pour que, lorsqu'elle arrive sur votre objet, le débit soit déjà parfait. 2. Le contrôle du "Oozing" (Les coulures) C'est le fléau de la double extrusion. Une buse chaude qui reste immobile finit inévitablement par "baver" (le oozing). Le risque : Si cette petite goutte de plastique pend au bout de la buse inactive, elle risque de se détacher et de venir se coller sur votre pièce propre, créant des taches ou des défauts de surface. L'utilité : En passant d'abord par la tour, la buse "dépose" ses coulures indésirables sur un bloc de déchet plutôt que sur votre chef-d'œuvre. 3. La stabilisation thermique Changer de buse implique souvent une légère variation de température (certains slicers baissent la température de la buse inactive pour limiter les coulures). La tour de purge sert de zone de transition pour s'assurer que la buse a atteint sa température cible exacte et que la viscosité du matériau est optimale avant de toucher la pièce finale.
-
Sur ma H2D il y a bien une tour de purge/réamorçage par défaut même sur impression avec 2 couleurs uniquement dans chaque buse indépendante... Tu as surement enlever cela... laisses les paramètres par défaut à ce niveau là Bambu a optimisé tous ces paramètres par défaut pour que tous soit nickel...
-
avant d'en avoir un (AMS) on se rends pas compte a quel point c'est pratique et agréable... certes le multi couleurs....mais aussi ca charge décharge le filament automatiquement , ca sèche ton filament...etc t'es en mode canapé.......et c'est extrêmement agréable
-
ah oui le 95A en effet il y a pas besoin de s'embêter comme ca
-
oui j'ai testé comme ca...je me suis un peu acharné en essayant cela avec le AMS HT en passant par l'entrée de derrière...mais pour le 85A très très mou/souple, le résultat en qualité et résistance est moins bon... il est très sensible ce filament il faut pas grand chose en résistance pour que ca marche pas bien (genre le fil qui colle sur lui même dans la bobine, tu est obligé de dérouler re-enrouler ta bobine ) le modèle P2S est dispo sur Makerworld : https://makerworld.com/fr/models/2062316-ultra-low-friction-tpu-spool-holder#profileId-2226841
-
Modèle de support bobine TPU low friction terminé !
-
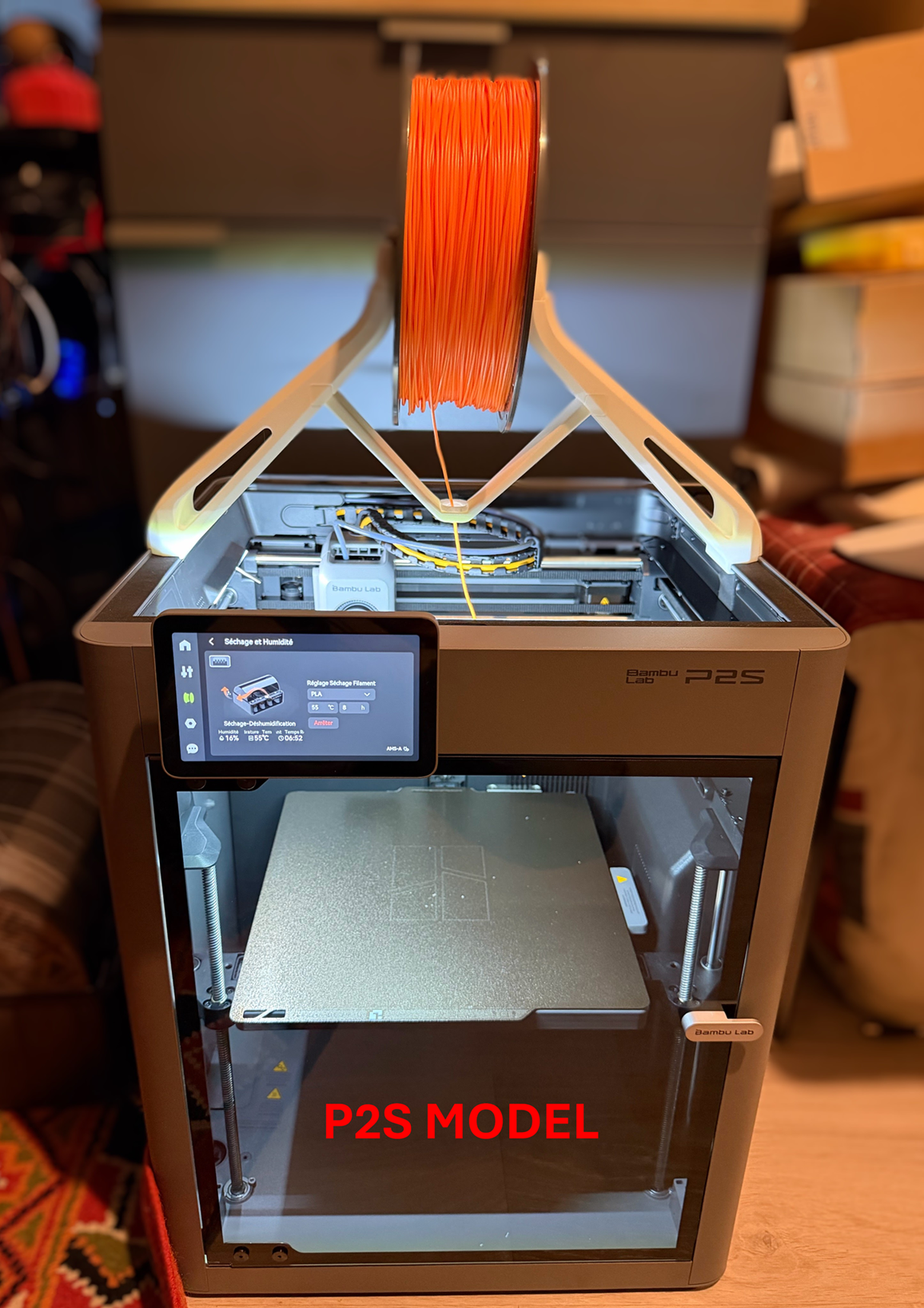
Le bébé de la H2d est arrivé…

-
J’ai déjà eu le cas en effet…trop pressé tu décolle ta pièce juste après la fin de l’impression et rien qu’en tirant dessus tu la déforme…
-
Les particules que je retire sont très molles « gluantes » comme du tpu donc je ne pense pas que ça soit autre chose. attention le 85a est très très souple comparé au 95… Je prends uniquement les paramètres proposés par Bambu pour leur 85a, c’est le point intéressant de la marque ça marche tip top sans bidouiller, et j’en ai imprimé en « masse » la seule chose que j’ai du régler c’est diminuer ma vitesse de déplacement car quand je fais plusieurs pièces sur le plateau ça peut me dérouler la bobine extérieure montée sur roulement sans tube ptfe (https://makerworld.com/models/2062316?appSharePlatform=copy)
-
oui ca c'est certain je l'ai constaté. En générique tout est plus lent... Essayes de mettre en profil Bambu même si s'en est pas
-
Eh bien si vous rencontrer des soucis de sous extrusion (même avec le meilleur système low friction au dessus de l'imprimante...) voir de filament TPU qui sort plus de la buse il est probable que votre soucis soit le même que le mien : La roue de l'extrudeuse se remplie de résidu de TPU et à force ca glisse et ca accroche plus du tout. Solution : démontage et nettoyage de la roue crantée à la brosse à dents imbibée d'alcool à 90° Voila le tout en images, ca récolte pas mal de merdouilles



-
Très étrange de mon coté j'ai des écarts énormes entre la buse en 0,6 et celle en 0,4 (en PLA et PETG) de l'ordre de 50 à 100% en particulier sur les grosses pièces Tu es en PLA? exemple :