DyPiii80
-
Compteur de contenus
8 -
Inscrit(e) le
-
Dernière visite
Récompenses de DyPiii80
")




-
Bonjour, Je sais que le sujet date un peu, mais je tenais à partager mon expérience qui pourrait peut-être vous aider. Vous mentionnez avoir suivi un tutoriel pour la tension des courroies, mais avez-vous vérifié si le firmware de votre imprimante est le firmware original ou si vous avez effectué une mise à jour via un tutoriel disponible sur le forum? Parfois, une mise à jour ou un retour à une version antérieure peut résoudre certains problèmes inattendus. Concernant les courroies et les vis, j'ai rencontré un problème similaire avec des impressions instables : parfois bonnes, parfois mauvaises, et parfois les pièces se décollaient du plateau. J'ai résolu ce problème en resserrant toutes les vis de l'imprimante et en réalisant une calibration complète, incluant les paramètres delta, les end stops, le Z offset, et le bed mesh. Cela pourrait valoir la peine de vérifier si toutes les vis sont bien serrées et de refaire une calibration complète de votre machine. De plus, je veille toujours à nettoyer soigneusement mon plateau avec de l'alcool isopropylique entre chaque impression pour assurer une adhérence optimale du filament. Enfin, pourriez-vous partager à quoi ressemble votre bed mesh? Un bed mesh irrégulier pourrait être un indicateur de problèmes avec la planéité de votre plateau ou avec le mécanisme de nivellement. Espérant que ces conseils vous seront utiles pour résoudre vos problèmes d'impression.
-
Avis des possesseurs de V400 sur la bête
DyPiii80 en réponse au topic de L_electron_Libre dans FLSUN 3D
Depuis décembre 2022, je suis l'heureux propriétaire d'une imprimante V400, et je dois dire que mon expérience globale a été très positive. Ce modèle se distingue par sa rapidité et sa capacité à produire des résultats de bonne qualité. Le volume d'impression est également un point fort, offrant une grande flexibilité pour divers projets. Toutefois, il est important de noter que cette machine, bien qu'efficace, requiert un entretien régulier. En raison des vibrations durant l'impression, les vis peuvent se desserrer avec le temps, ce qui a parfois conduit à des impressions instables dans mon cas. Il est donc crucial de vérifier et resserrer régulièrement les composants. Un autre aspect à surveiller est la température du plateau. J'ai remarqué qu'il est souvent nécessaire d'ajouter environ 5 degrés à la température indiquée pour atteindre la température optimale, une petite adaptation qui peut faire une grande différence sur la qualité finale. En termes de logiciel, la mise à jour de la V400 avec Klipper de Guilouz est une véritable amélioration. Elle rend l'utilisation de Klipper beaucoup plus pratique et intuitive, ce qui est un gros plus pour ceux qui cherchent à optimiser leur workflow d'impression. Enfin, en ce qui concerne les matériaux, je me suis principalement concentré sur l'impression en PLA et PETG. La V400 les gère très bien, ce qui rend cette imprimante assez polyvalente pour mes besoins. En conclusion, bien que la V400 ne soit pas la plus moderne des imprimantes sur le marché, elle accompli avec brio les tâches demandées. Pour quelqu'un qui est prêt à investir un peu de temps dans l'entretien et les ajustements nécessaires, la V400 est un excellent choix qui mérite considération. -
Bonjour à tous, J'ai récemment acquis un accéléromètre ADXL345 (de flsun) pour mon imprimante 3D FLSUN, et j'essaie de l'intégrer avec le firmware Klipper (version de Guilouz). Cependant, je rencontre un problème de version entre l'ADXL et la version de mon firmware. Voici le message d'erreur que je reçois lorsque j'essaie de l'utiliser : Klipper reports: ERROR MCU Protocol error This is frequently caused by running an older version of the firmware on the MCU(s). Fix by recompiling and flashing the firmware. Your Klipper version is: v0.12.0-159-g2425a746 MCU(s) which should be updated: adxl345Mcu: Current version v0.10.0-455-ge002f0cf Up-to-date MCU(s): mcu: Current version v0.12.0-159-g2425a746 Once the underlying issue is corrected, use the "RESTART" command to reload the config and restart the host software. mcu 'adxl345Mcu': Command format mismatch: query_adxl345 oid=%c rest_ticks=%u vs query_adxl345 oid=%c clock=%u rest_ticks=%u J'ai tenté de mettre à jour le firmware de l'ADXL avec la commande suivante, car j'ai remarqué que la puce portait l'inscription GD32F303 : make flash FLASH_DEVICE=1d50:614e Malheureusement, cela n'a pas fonctionné. Avez-vous des suggestions ou des expériences similaires à partager pour résoudre ce problème ? Comment pourrais-je faire fonctionner correctement l'ADXL345 avec Klipper ? Merci d'avance pour votre aide et vos conseils !
-
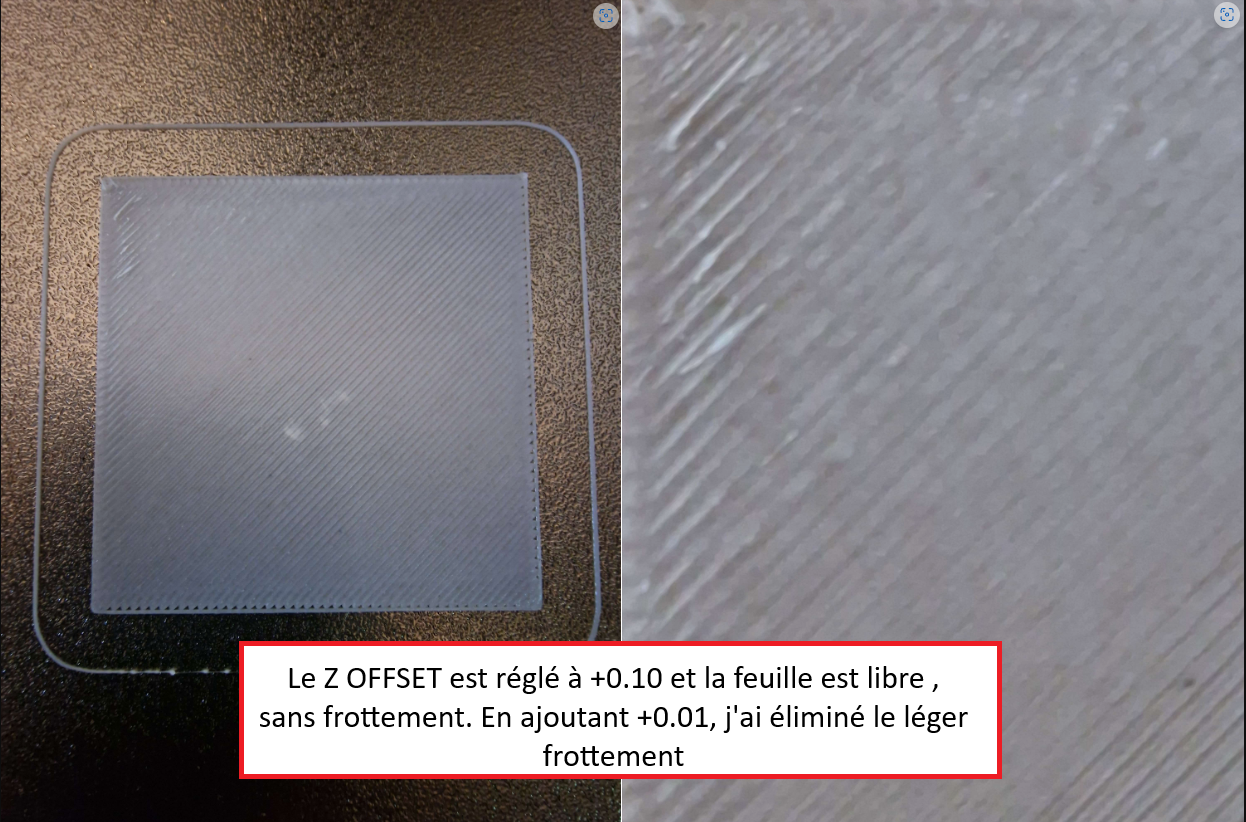
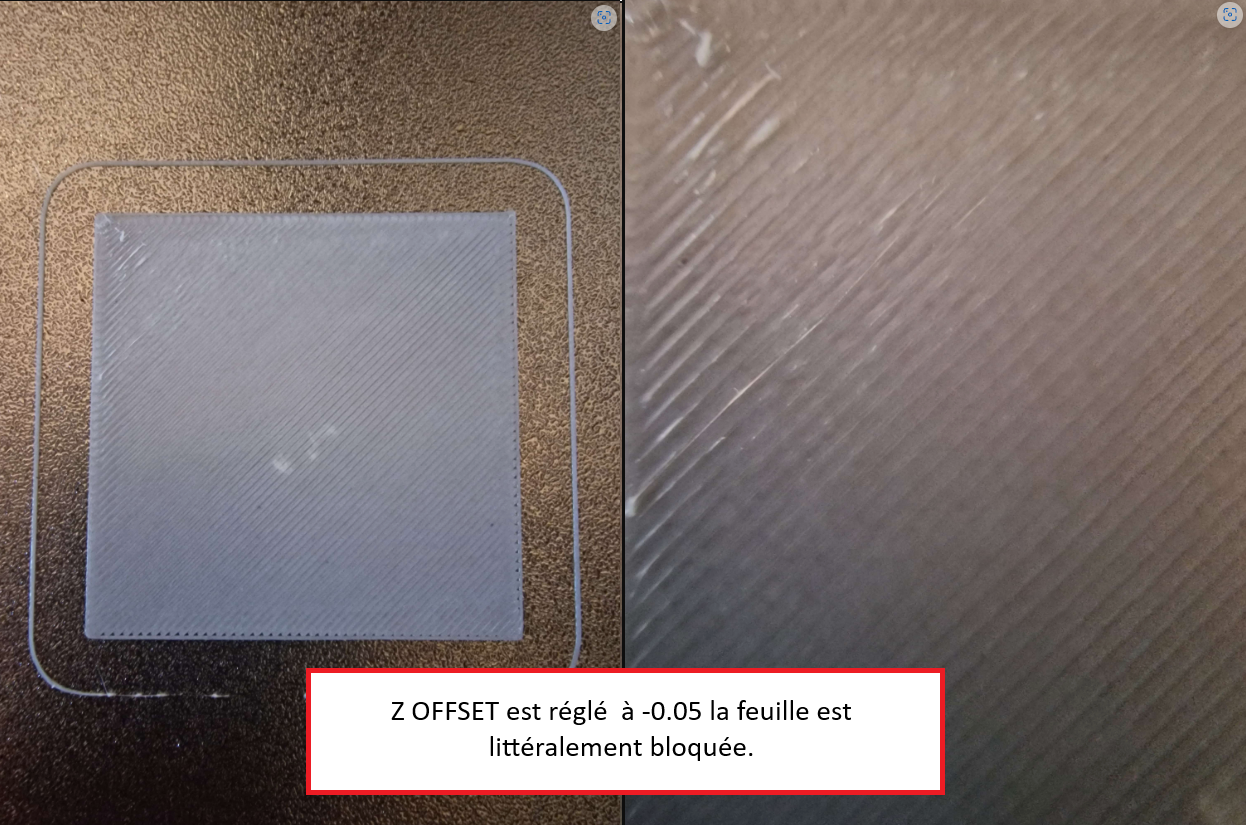
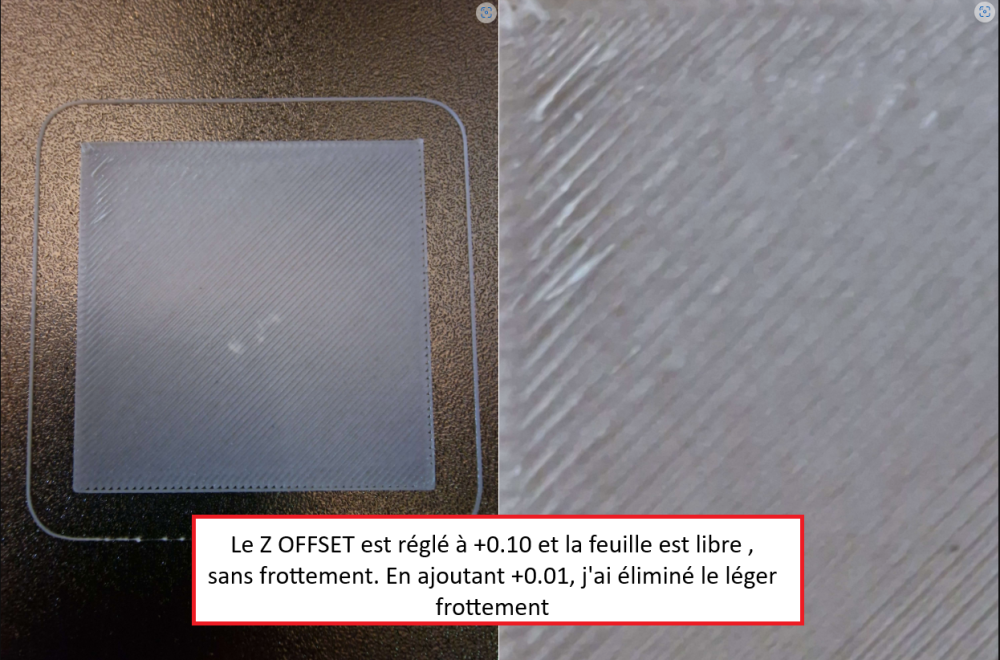
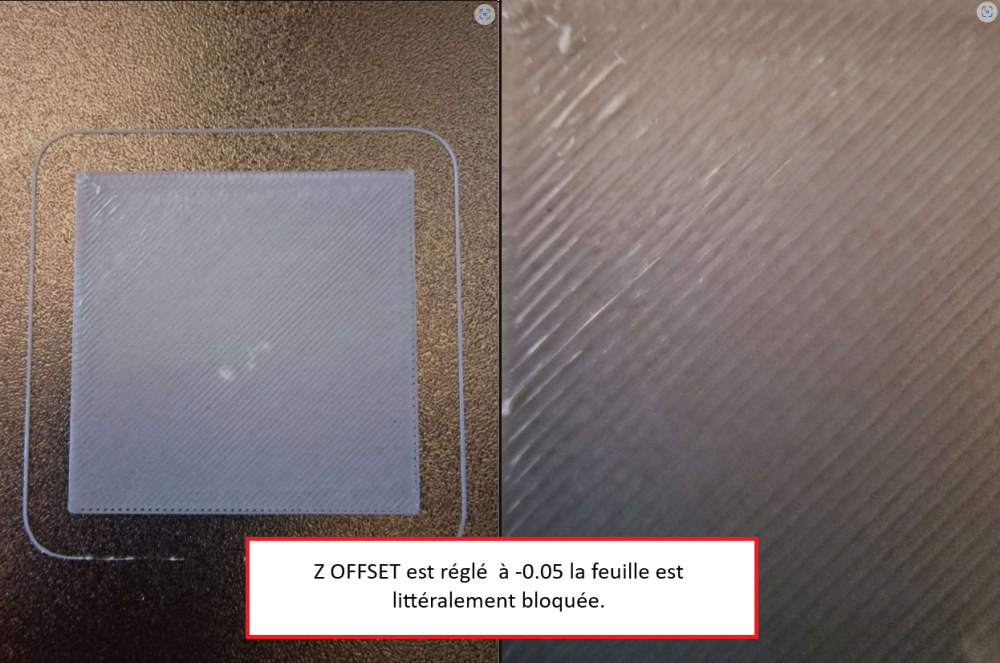
Bonjour, Merci pour vos réponse Voici des nouvelles des tests effectués : J'ai ajusté le z-offset à plusieurs reprises sans noter d'amélioration significative. J'ai essayé un autre slicer, SuperSlicer, qui offre une première couche plus fine, mais toujours sans amélioration notable. J'ai testé avec un PLA neuf, celui fourni par FLSUN lors de la réception de l'imprimante, qui était encore sous vide. En résumé, que le z-offset soit plus proche ou plus éloigné, le même défaut apparaît toujours en haut à gauche. Suspectant un problème avec le plateau, j'ai décidé de le tourner de 180 degrés. Logiquement, le défaut aurait dû se déplacer en bas à droite. Cependant, il reste obstinément en haut à gauche. Je commence à me demander si ce phénomène ne serait pas dû à un défaut sur la plaque adhésive ou peut-être sur le plateau chauffant situé en dessous de cette plaque. Je joins à ce message deux photos illustrant ces premières couches. Sur l'une, le z-index est si proche du plateau qu'il est difficile de bouger la feuille sans la déchirer. Sur l'autre, la feuille bouge librement sans aucun frottement. J'ai essayé différents niveaux de z-index, du léger frottement au très prononcé. Les photos montrent une vue normale et une vue zoomée x10 pour bien mettre en évidence ce phénomène persistant en haut à gauche de l'impression. Je n'ai pas encore testé les modifications de chevauchement et de flow, mais j'utilise les paramètres par défaut des deux slicers.
-
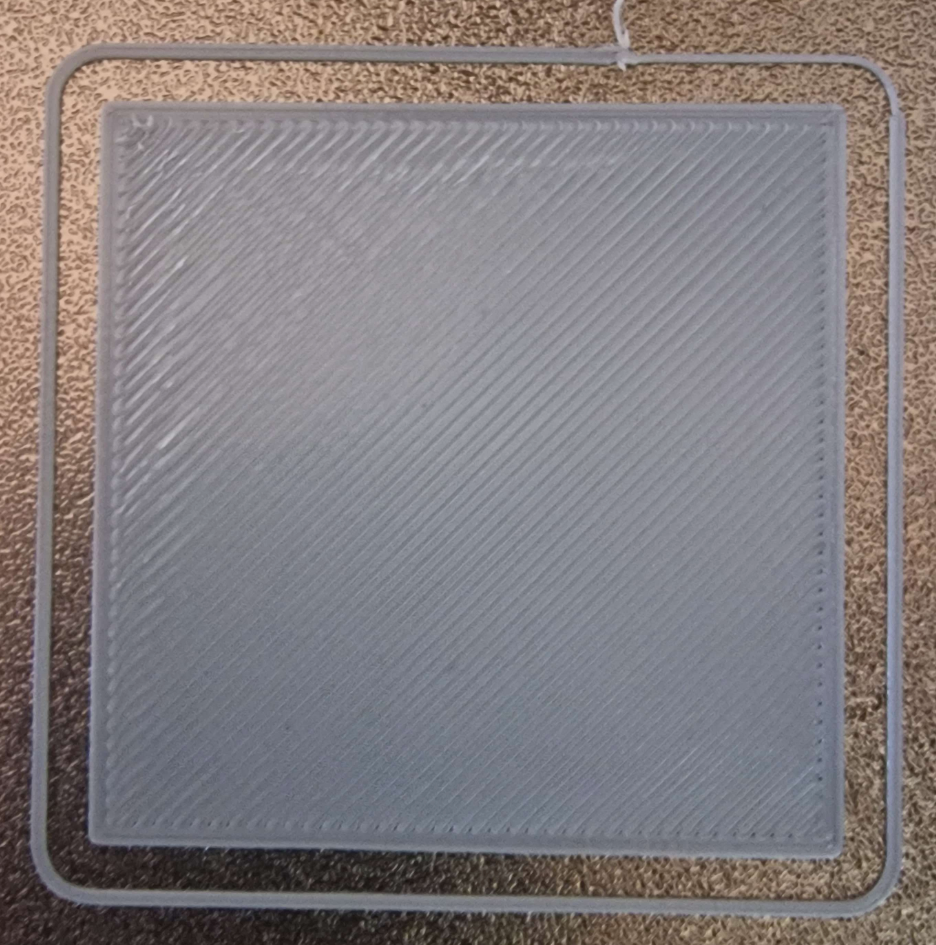
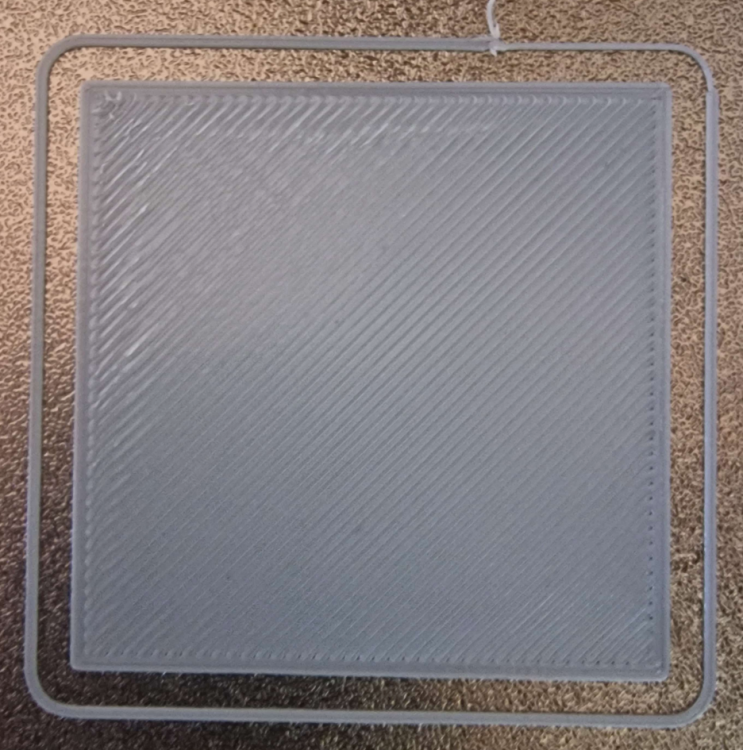
J'ai vérifié la tension de mes courroies et elle semble correcte. J'ai réalisé un test à 220/70 avec le Pressure On & Off. Malheureusement, le résultat montre toujours des zones irrégulières sur les impressions. Ci-joint, vous trouverez une photo illustrant le résultat.

-
Coucou, Pour le moment, le souci n'est pas résolu. Hier, j'ai changé la tête d'extrusion complète et recalibré le z-index, le delta ainsi que le start-stop. Après avoir réalisé un maillage en 9x9, j'ai effectué un test de première couche. Le résultat était plutôt satisfaisant, mais il y avait un léger picotement dans le coin supérieur gauche. J'ai tenté des tests sur d'autres zones du plateau, mais sans succès probant. J'ai donc opté pour un maillage plus précis en 24x24 et effectué un autre test au centre du plateau. Les résultats ne sont toujours pas à la hauteur de mes attentes. Je viens de relancer un test d'impression et ci-joint, vous trouverez une photo du résultat. On constate qu'il y a toujours des problèmes. Je vais continuer mes recherches et envisage d'explorer d'autres pistes, comme vérifier la tension des courroies. Si vous avez une piste je suis preneur ^^.
-
Coucou , je me permet un petit up du sujet
-
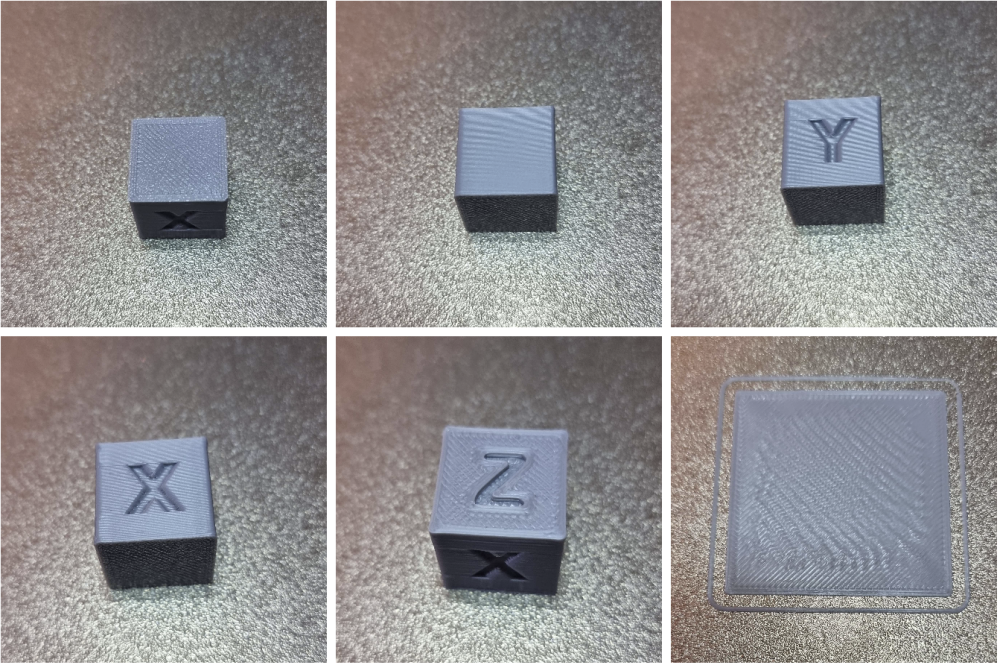
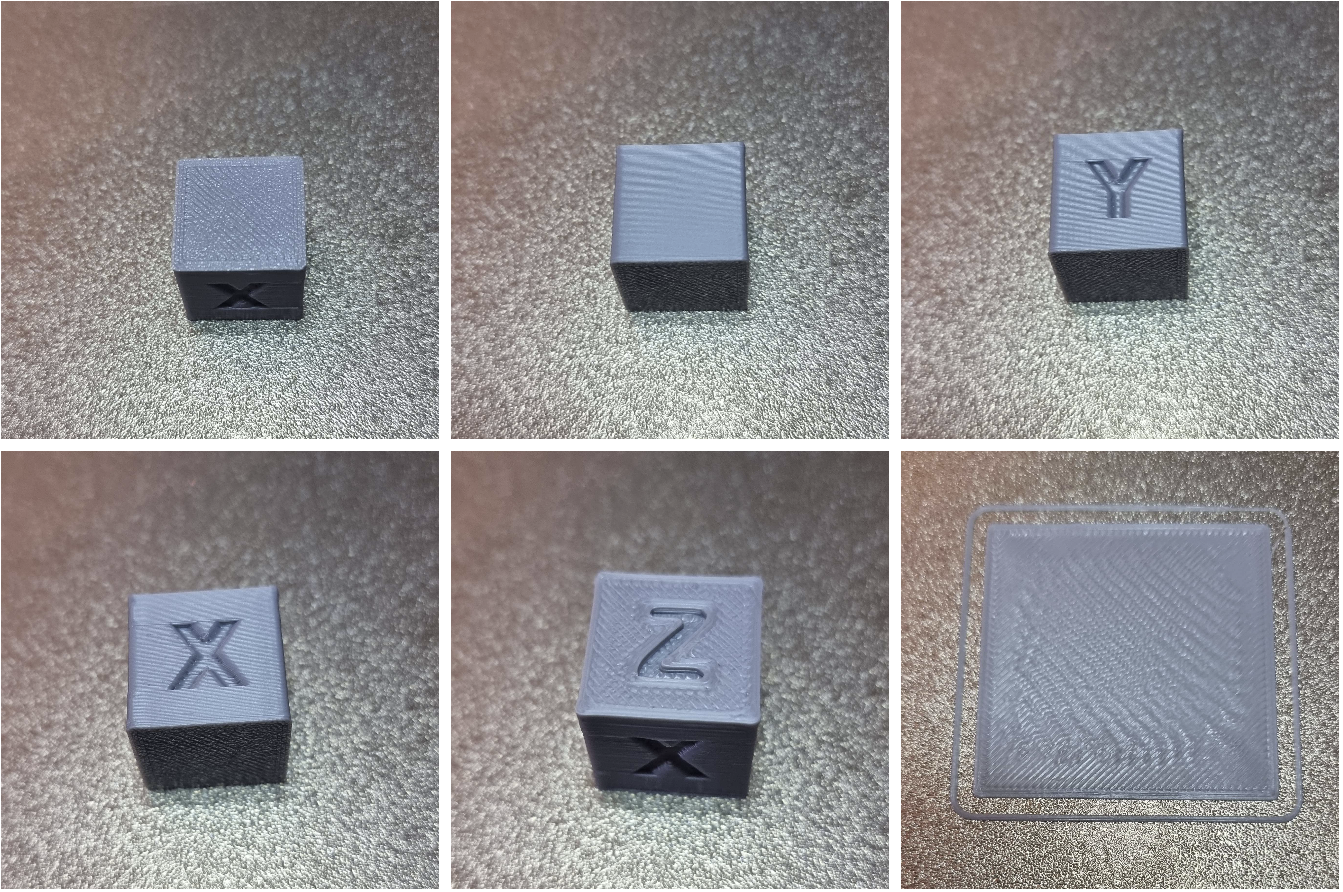
Bonjour les printeurs, Je rencontre un problème avec ma V400 concernant la première couche. Malgré de nombreux essais hier, je n'arrive pas à obtenir une couche lisse. J'ai mis à jour Klipper, installé KlipperScreen (grâce à un tutoriel trouvé sur ce site), recalibré l'extrudeur, le delta, le plateau de l'imprimante (à 60 degrés) et remaillé le plateau. De plus, j'ai soigneusement nettoyé mon plateau à l'alcool isopropylique. Malgré tout cela, mes tests d'impression de la première couche présentent des sortes de picots à leur surface (voir photo). Je ne sais pas comment ce phénomène est nommé dans le monde de l'impression 3D. Mon cube de calibration n'est pas très esthétique non plus (voir photo jointe). J'ai utilisé du filament gris premium de chez Whanao, tout neuf et conservé sous vide. J'ai importé sur Cura 5.2.1 le profil PLA Premium fourni par Whanao et utilisé le profil de base fourni par FLSUN pour la V400. J'ai aussi ajouté les GCODE de début et de fin fournis par Guilouz. Les paramètres du PLA fournis par Whanao sont les suivants : Température de l'extrudeur : 200 degrés Température du plateau : 60 degrés Longueur de rétraction : 6mm Vitesse de rétraction : 70 mm/s Vitesse du ventilateur : 100% En ce qui concerne ma V400, toutes les pièces sont d'origine. J'utilise la partie texturée du plateau. Auriez-vous une idée de ce que je dois faire pour obtenir une première couche propre ? Ci-joint les photos de ma première couche et de mon cube de calibration sous tous les angles. Merci d'avance pour votre aide.