


coupdegénie
-
Compteur de contenus
4 -
Inscrit(e) le
-
Dernière visite
Récompenses de coupdegénie
")



-
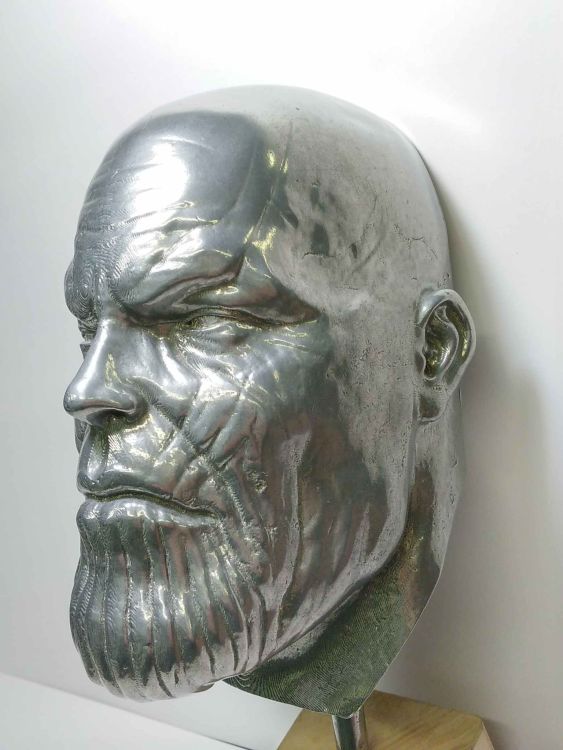
Aucun poste traitement ni polissage du modèle imprimé. En revanche le modèle a été poli une fois en l'aluminium. J'ajoute que le procédé de fonderie à modèles perdus fonctionne également avec du PLA même si parfois on se retrouve avec des résidus. Ça peut aussi fonctionner avec d'autres matériaux imprimés comme des résines castable. Le buste de corneille Van Clève imprimé en cire 3d systems et coulé en bronze, le visage de Thanos imprimé en PLA en qualité moyenne et coulé en ZINC ainsi qu'un morceau de branche coulé en aluminium.


-
Bonjour, vous trouverez ci-jointes des photos du modèle crâne barbu imprimé en polycast qui nous avait été fourni et que nous avions coulé en aluminium en fonderie à modèle perdu plâtre .


-
Test fonderie Polycast Polymaker
coupdegénie en réponse au topic de electroremy dans Consommables (filaments, résines...)
Effectivement il faut mettre en œuvre le procédé de fonderie à modèle perdu. C'est-à-dire qu'il faut ré aliser un moule en réfractaire soit en plâtre soit en carapace autour du modèle. Il faut ensuite faire disparaître le modèle en chauffant. Quand c'est de la cire, quelques heures dans une étuve à 180 degrés est suffisant, dans tous les cas il faut ensuite cuire le plâtre ou la carapace, c'est à cette étape que le modèle imprimé va disparaître et libérer son empreinte dans le moule de façon à pouvoir y couler le métal. Il est important que le moule en réfractaire soit maintenu à une température d'au moins à 500 degrés si on coule du bronze afin d'éviter les malvenues. Si vous optez pour du plâtre réfractaire, il est important pour éviter toute fissuration d'assurer une courbe de montée en température pas trop rapide. Un exemple à adapter c'est 60 degrés par heure jusqu'à 700° maintenus pendant 6 heures puis une descente à 80 degrés par heure jusqu'à 500 degrés, on laisse le temps au moule de se stabiliser à 500 degrés, comme c'est du plâtre réfractaire c'est très long, plusieurs heures, idéalement il faudrait une sonde de température à cœur, on prend le moule et on coule directement le bronze à 1150 degrés. En revanche je serai intéressé de connaître quels sont les paramètres d'impression du politesse sur votre machine histoire de m'aiguiller parce que pour le moment c'est pas brillant.
-
Bonjour, c'est très intéressant et parfaitement réussi. Pour ma part j'ai déjà coulé du polycast et cela fonctionne plutôt très bien. Jusqu'à présent les modèles m'étaient fournis. C'est la raison pour laquelle je viens d'acquérir une imprimante d'occasion. Mon apprentissage de l'impression depuis vendredi n'est pas brillante. Quand je vois ces deux petites chouettes de bonne qualité je sais que le résultat sera tout à fait excellent une fois coulé. Surtout qu'il faut pas négliger l'avantage du métal qui peut être facilement poli.






