Yxma
-
Compteur de contenus
25 -
Inscrit(e) le
-
Dernière visite
Récompenses de Yxma
")





-
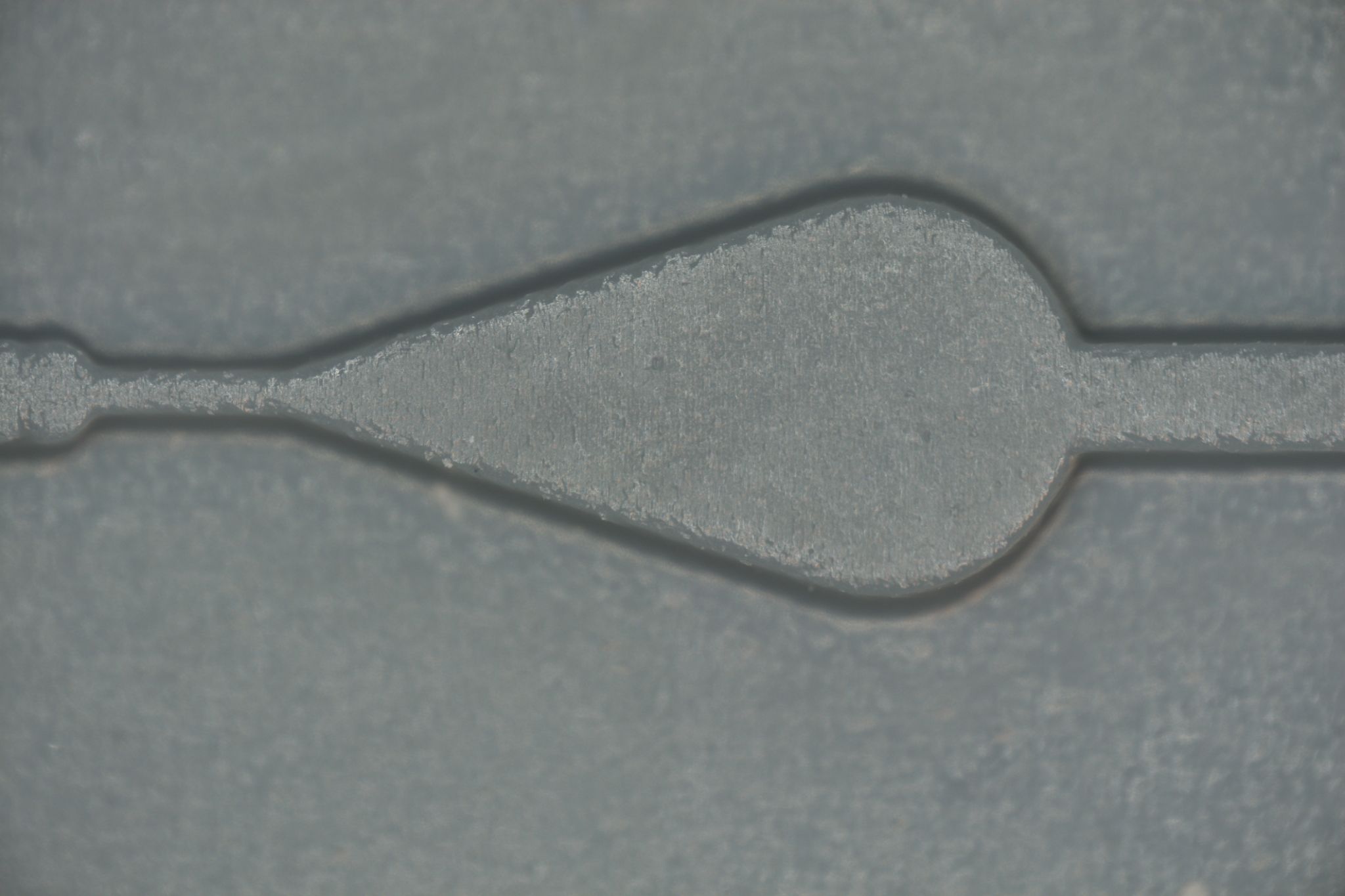
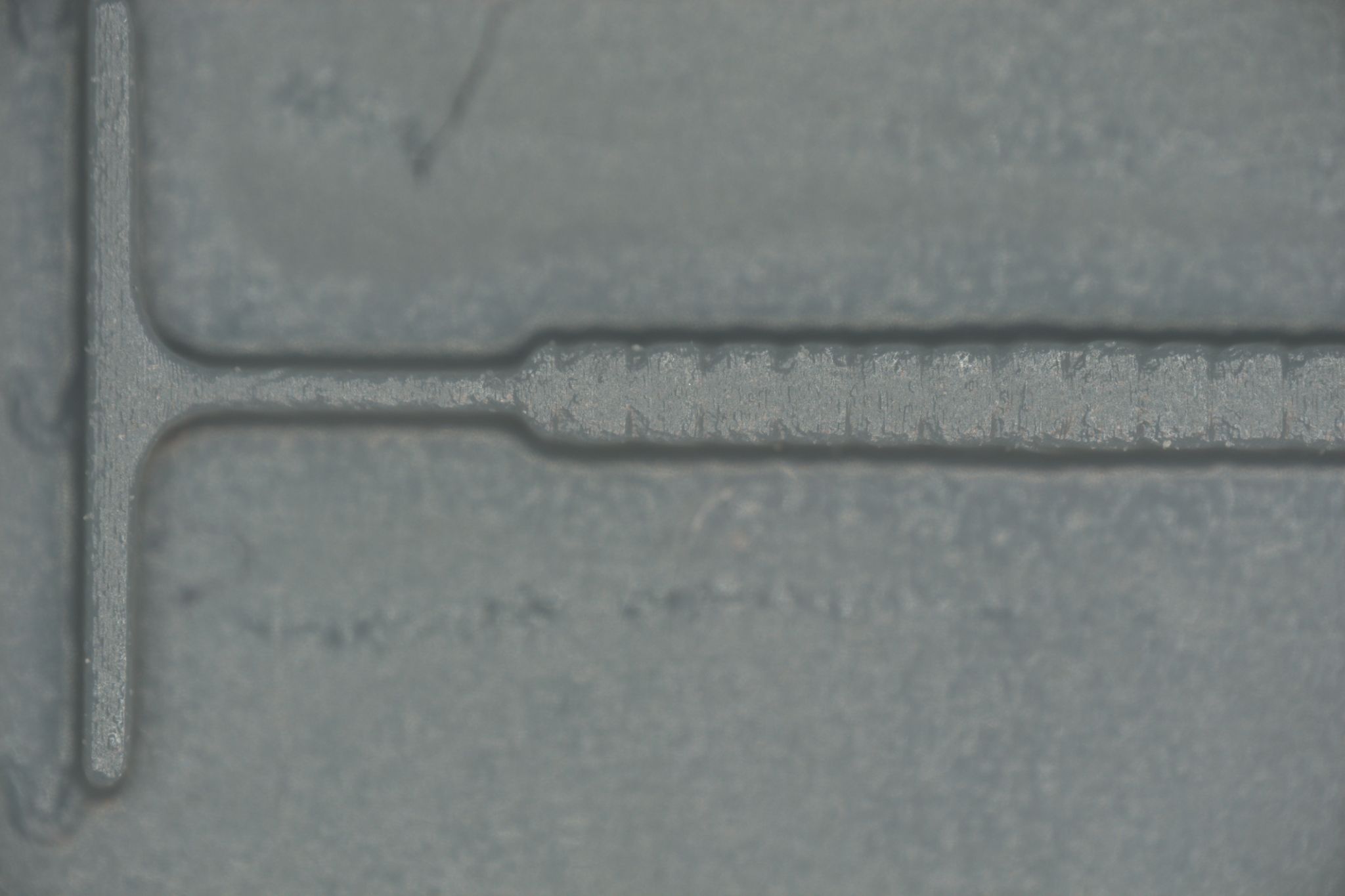
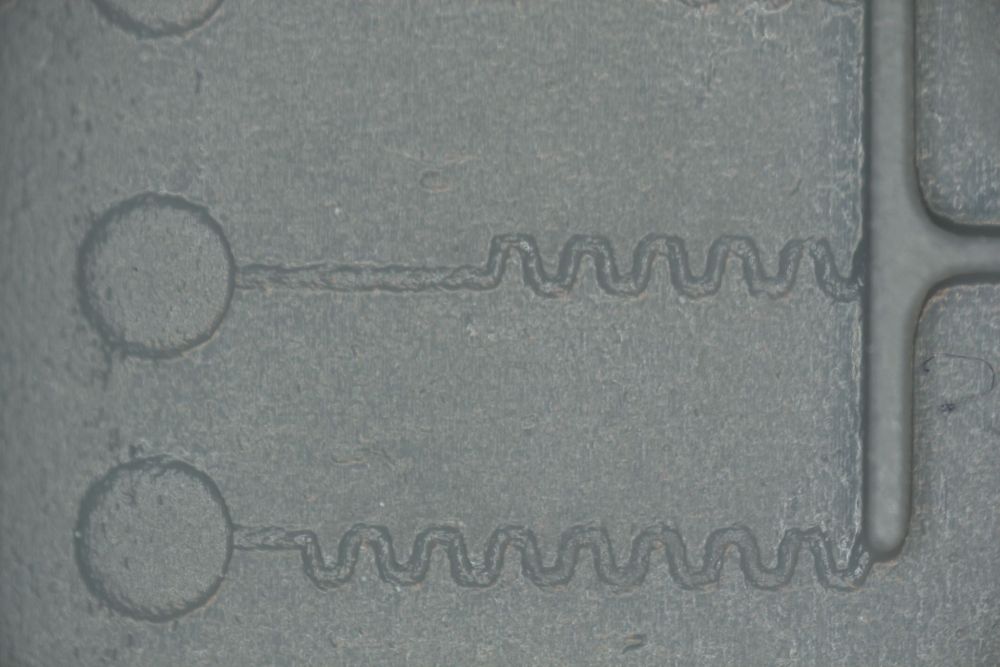
j'ai réussi a réduire les stries en imprimant à 45° avec la même taille que les pixel en épaisseur de couche soit 0.018mm et aussi en baissant le temps d'exposition de couche de 2.5s à 1.575s. voici quelques photos prise au macroscope : Par contre la pièce est légèrement ovale au niveau des petits supports positionnés sur la tranche. du coup je vais essayer d'imprimer en double 45° sur le biseau pour qu'il subisse la déformation.



-
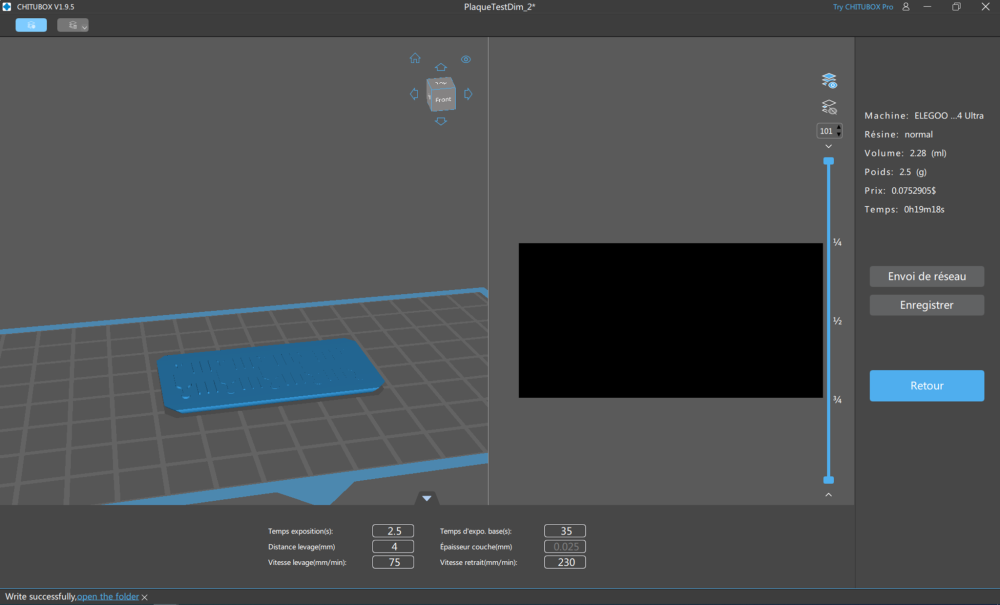
voici l'orientation sur chitubox, j'ai imprimé avec une épaisseur de 0.025 mm et un angle de 54,25°, l'imprimante possède une taille de pixel de 0.018 mm. L'ACF laisse de sacré marque alors lorsqu'on regarde au macroscope
-
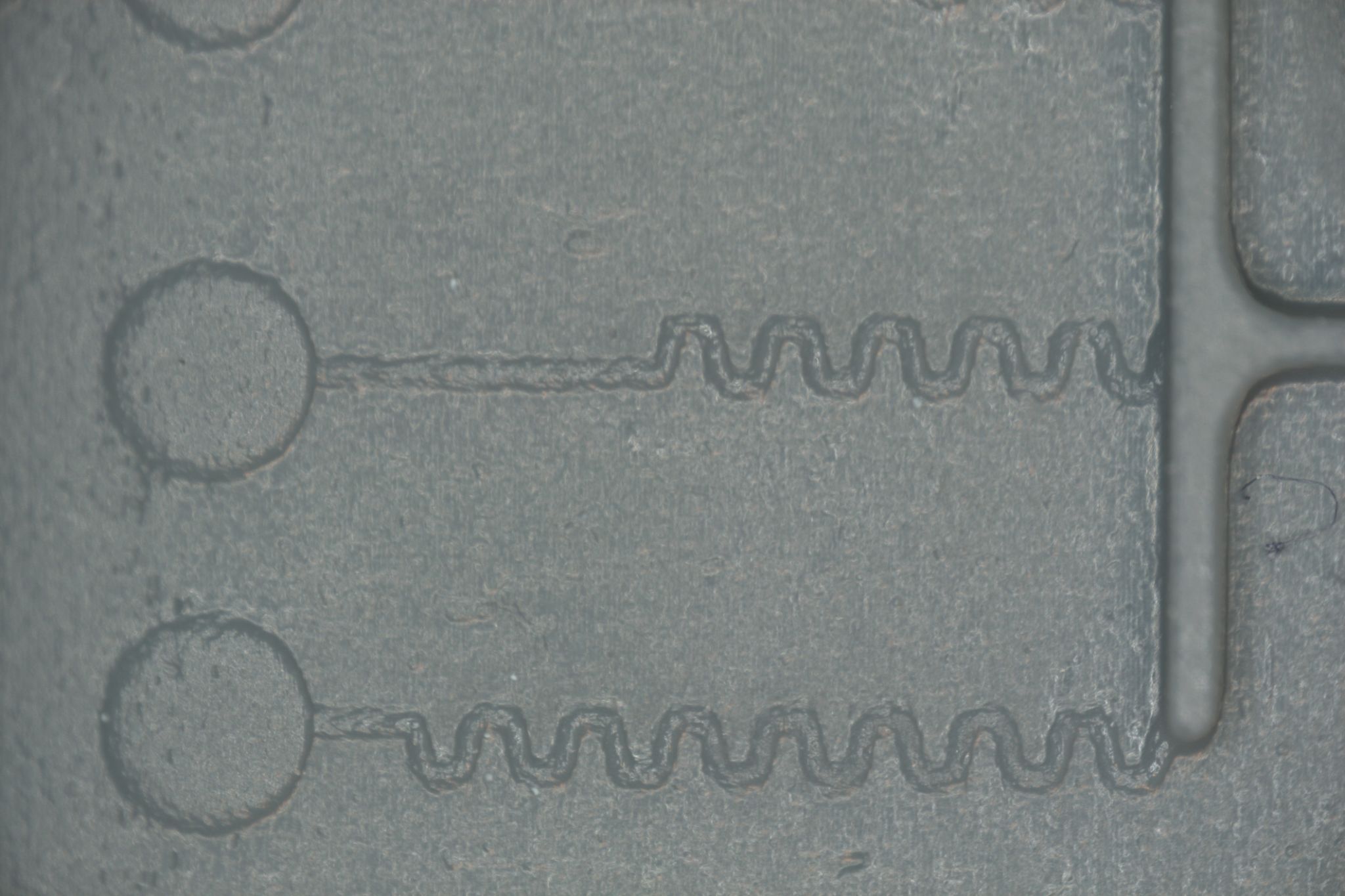
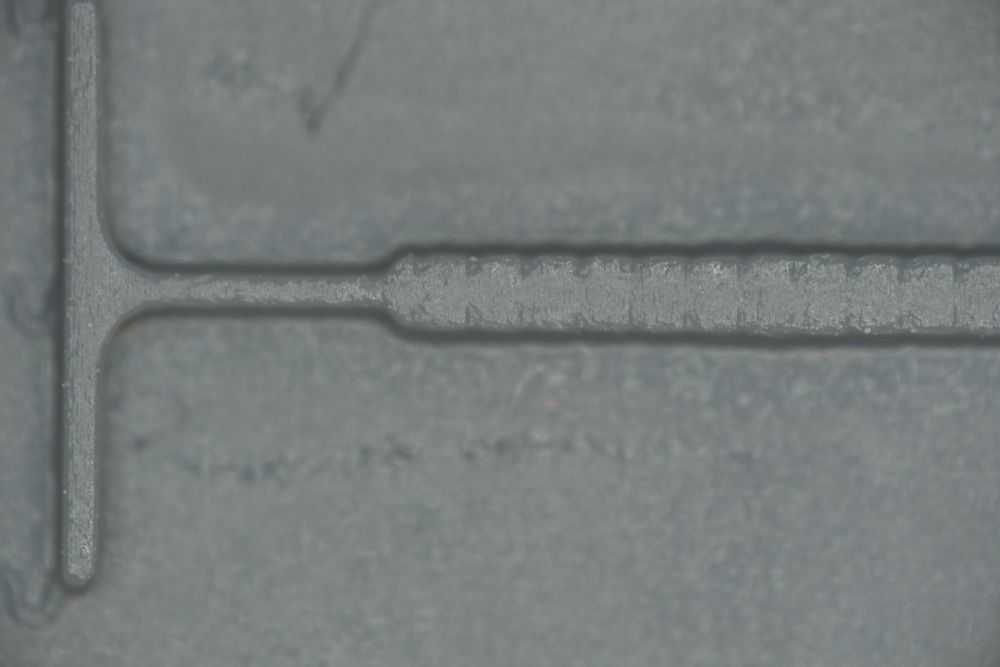
Merci, j'ai refais 2 impressions, une sur le coté et une autre avec un angles de 54,25° (en suivant la formule Arctan(épaisseur de couche / taille pixel = Arctan(0.025 / 0.018))) j'obtient ces deux résultats, dans les deux cas les pièces sont encore striés : celle sur le coté : on peut voir que la zone des petits circuits à un gros défaut, j'ai posé la pièce sur la tranche du coté des gros cercles. et celle à 54,24° : Est-ce vraiment possible d'enlever ces stries sans imprimer à plat ?
-
voici les paramètre pour la résine 8k j'ai imprimé a 45° et la j'ai tout qui sort parfaitement, le problème c'est que sur cette face j'ai des strie hors il n'en faudrait pas car c'est pour mouler par la suite du silicone pour de la microscopie.
-
quand j'ai doublé je suis passé de 2.5 seconde à 5secondes, il y avait du mieux, après j'ai fais le bourrin je suis passé à 10sec et la on les voyait largement mieux mais tout le reste était trop large.
-
actuellement dans la pièce il fait 20°C; c'est la deuxième résine qui me donne ce résultat avant j'utilisais de l'ABS white. J'ai essayé de doubler le temps d'expo, les chose s'améliore, les canaux apparaissent mais les parties qui sortait déjà bien sont plus large que prévu
-
oui tout les petits circuit du bas sont exactement les mêmes
-
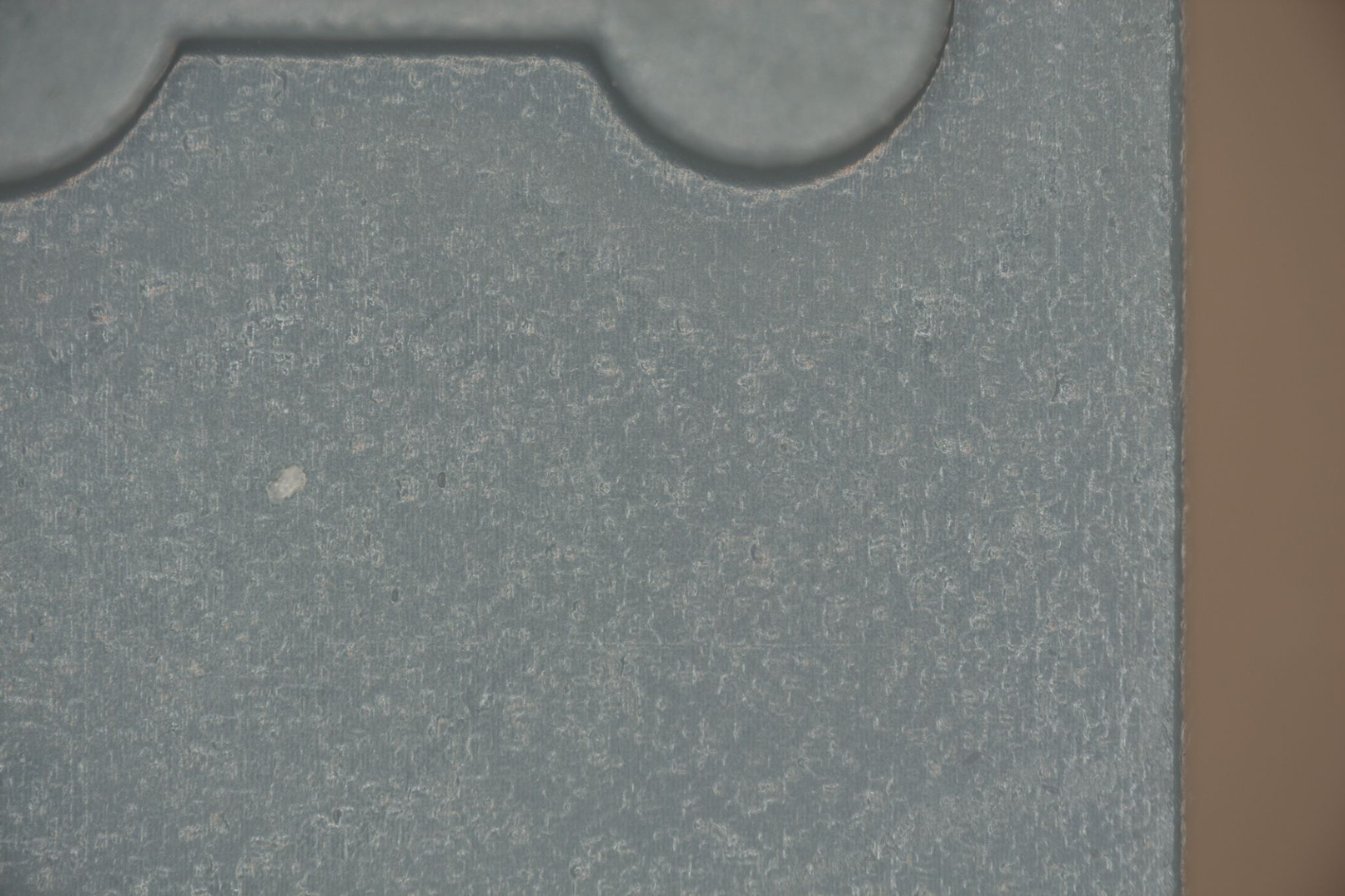
Bonjour, Je fais cette nouvelle discussion, car j'ai un souci d'impression, j'ai une perte de détails sur certaines zones voici une photo de la pièce, modèle dans fusion et paramètre chitubox : -imprimante Mars 4 ultra -Résine standar 8k grise Elegoo Est-ce que quelqu'un aurait une idée ? Pour moi, ça viendrait du film, ou du sens d'impression.
-
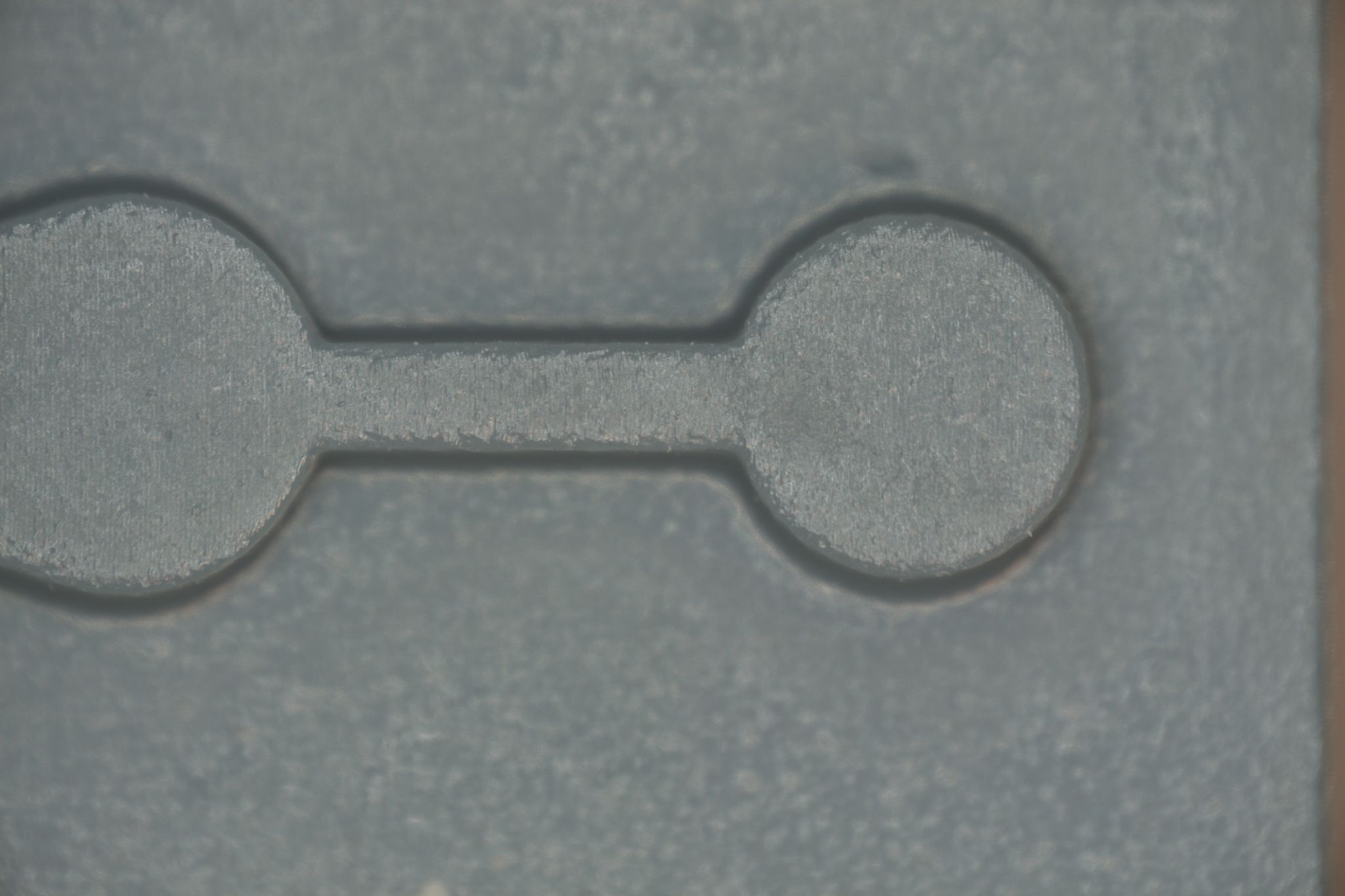
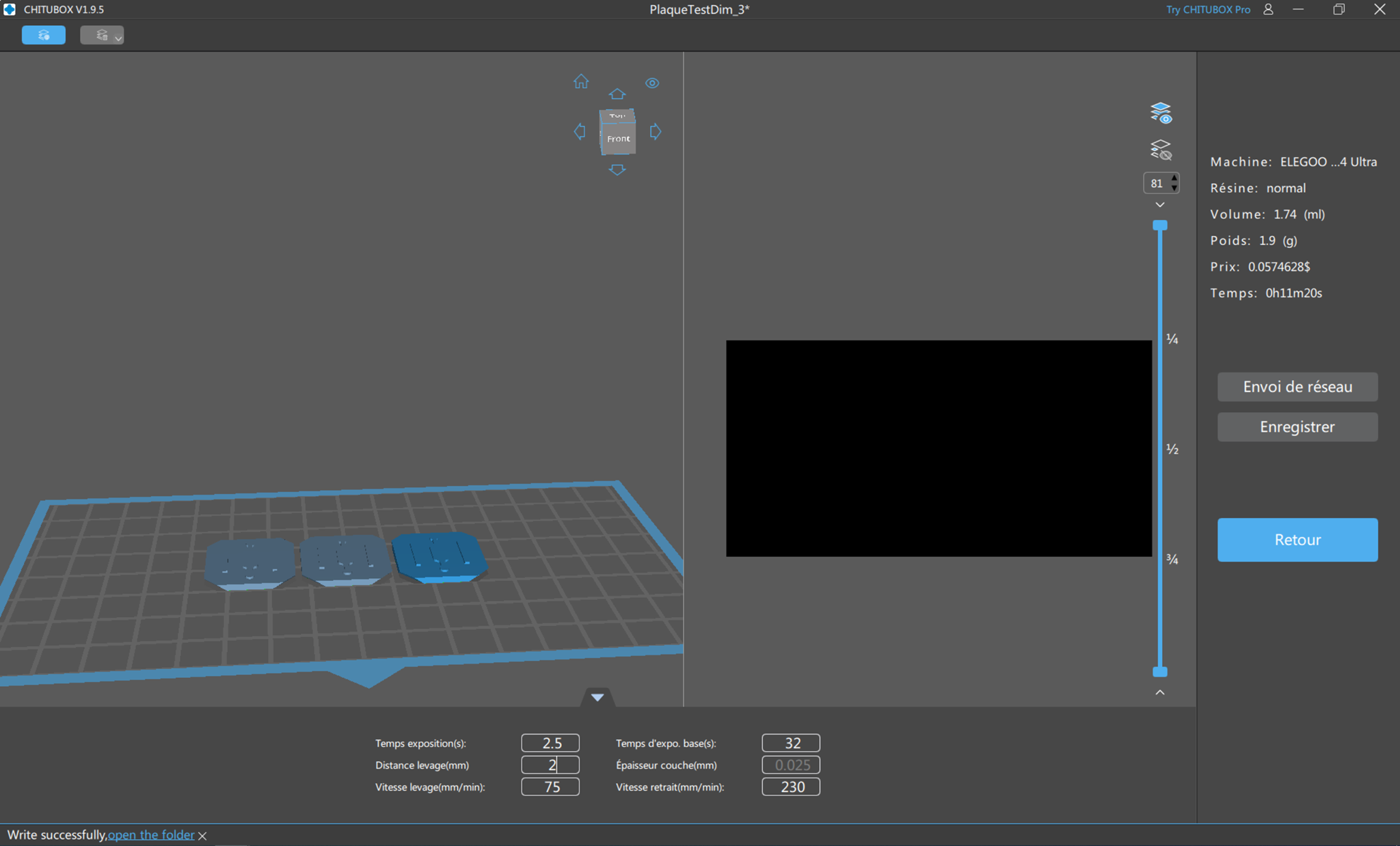
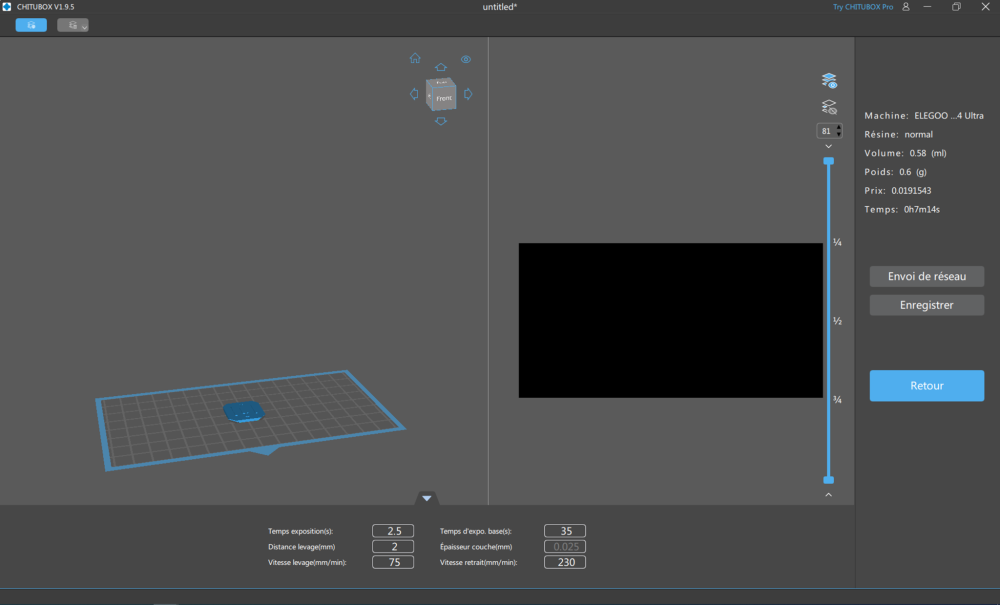
j'ai imprimé ceci, hauteur du circuit 500 microns, le modèle est sortie parfaitement : Du coup, je me suis dit, je vais en mettre deux de chaque côté pour mimer la surface de ma grande plaque et le modèle aussi est sortie nickel voici les paramètres :
-
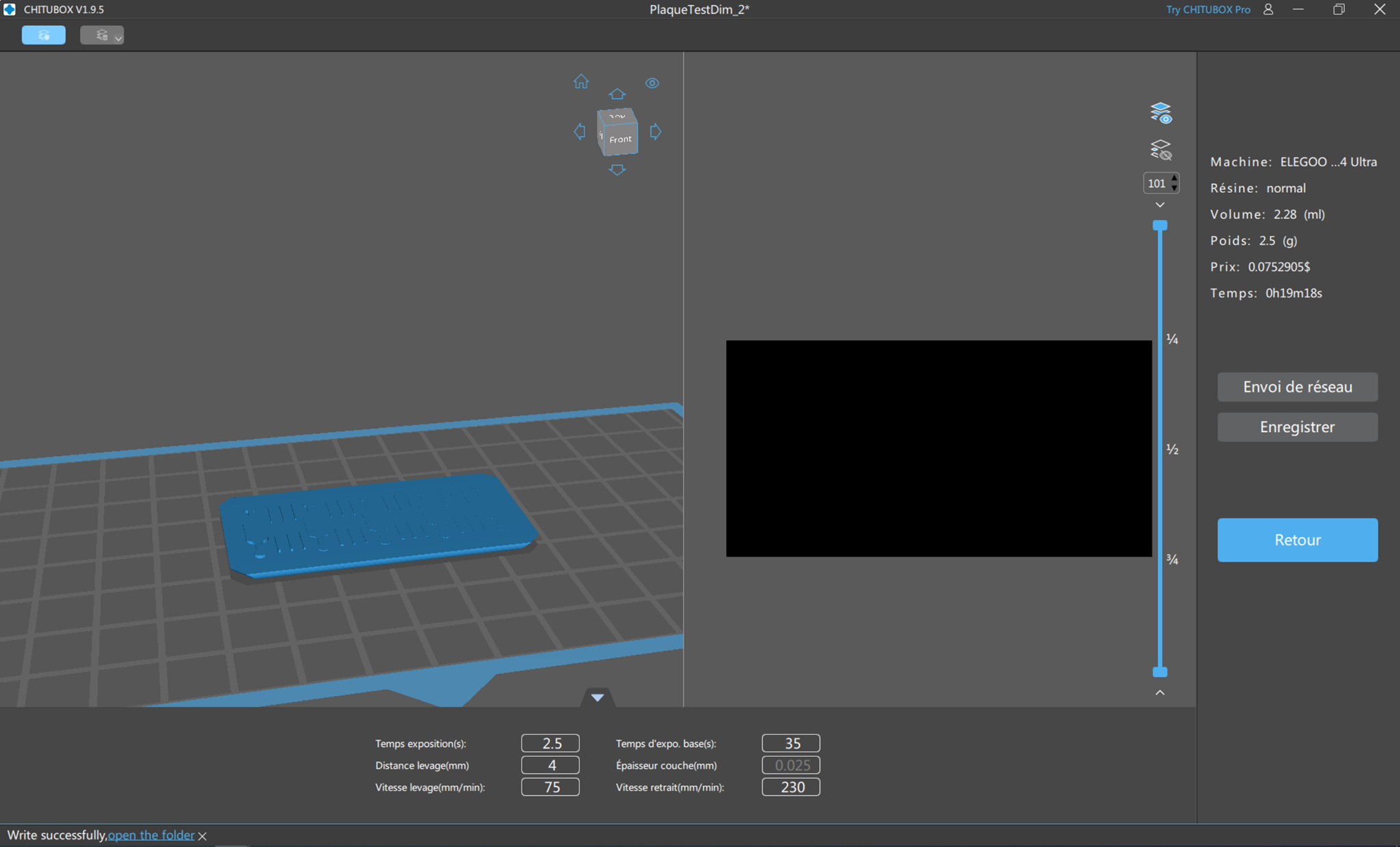
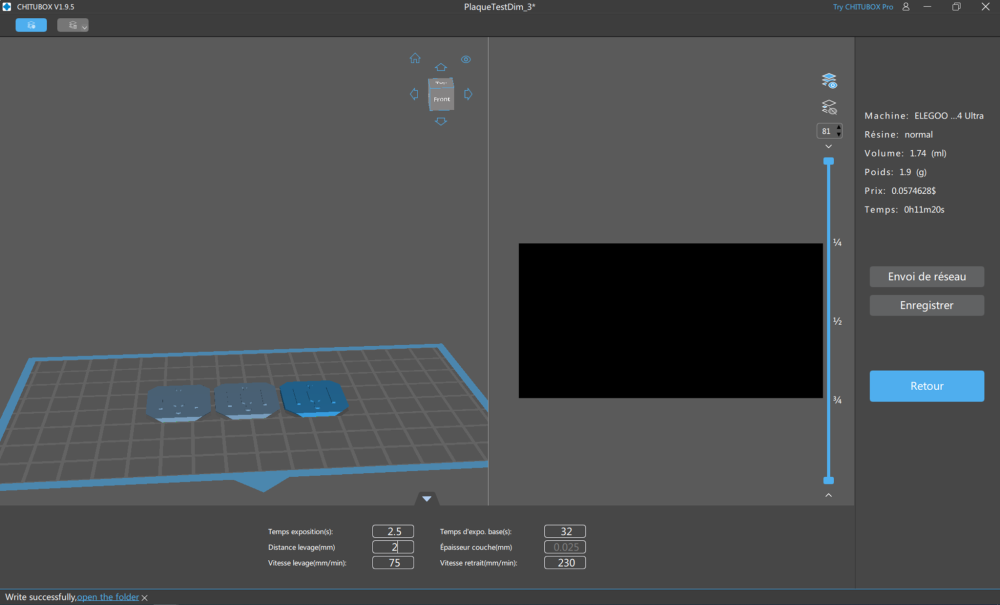
J'ai augmenter la hauteur de relevage de 2mm et les épaisseur de la grande plaque au centre du plateau sont toujours plus faible que prévu. Devrais-je continuer d'augmenter la hauteur ? paramètre :
-
d'accord, as tu une "règle" que tu utilises pour définir la hauteur lors de la première impression de ta pièce ?
-
D'accord et merci pour la vidéo : Est ce que c'est bien ces paramètre que je dois modifier que je ne fasse pas de bétise ? Distance levage base : 2,000 + 3,000 je les passe a 4,000 + 5,000 Distance levage : 2,000 + 3,000 je les passe a 4,000 + 5,000
-
Est ce que augmenter cette distance peut causer des problèmes sur le FEP comme le percer ?
-
Si c'est le cas je devrai donc augmenter la vitesse de lever ?
-
Alors petite et grosse blague à la fois, j'ai fait un essai de modélisation et chitubox depuis un autre ordinateur et les pièces sortes parfaitement ! Donc le problème vient tout simplement d'un des deux logiciels. C'est génial ^^