olivierxp13
-
Compteur de contenus
15 -
Inscrit(e) le
-
Dernière visite
Récompenses de olivierxp13
")





-
Artillery Sidewinder X4 Pro et Plus, tout ce qu'il faut savoir
olivierxp13 en réponse au topic de MrMagounet dans Artillery
Je te rassure ca m est arrivé au bout de 24h de l utilisation de cette machine : Ma sonde Z est défaillante, du coup, buse trop près du bed et bouchage générale! -
Artillery Sidewinder X4 Pro et Plus, tout ce qu'il faut savoir
olivierxp13 en réponse au topic de MrMagounet dans Artillery
Tu fais un home ou tu tapes G28 dans la console. Quand la buse a fini sa manœuvre et qu'elle est bien au milieu du plateau tu tapes dans la console : probe_accuracy. La sonde va mesurer 10 fois au même endroit et tu n as plus qu' à lire dans la console le résultat des mesures. Tu vérifies dans la dernière ligne que ton range est bien inferieur à 0,03. Cela va te permettre de vérifier la répétabilité de la mesure de l axe Z, si à chaque mesure la sonde donne un résultat trop diffèrent cela va être compliqué de pouvoir régler proprement ton Zoffset et donc ta première couche. Le lien de la doc Klipper : https://www.klipper3d.org/Probe_Calibrate.html cherche le paragraphe Repeatability check si tu veux plus d info. -
Artillery Sidewinder X4 Pro et Plus, tout ce qu'il faut savoir
olivierxp13 en réponse au topic de MrMagounet dans Artillery
Fait également un probe_accuracy après un G28, pour vérifier la précision de ta sonde Z. Normalement elles sont données pour une précision de 0.03mm. La mienne avait une précision >0.1mm donc obligé de modifier le Zoffset en live à chaque fois lors de l impression de la première couche. Enfin... Jusqu'à ce que je commande une nouvelle sonde et que cela me règle le problème. -
Artillery Sidewinder X4 Pro et Plus, tout ce qu'il faut savoir
olivierxp13 en réponse au topic de MrMagounet dans Artillery
Ca fait pareil avec un cube de 20 mm ? Toujours au niveau de la 11eme couche ? tu as essayé avec plusieurs épaisseurs de couche différente : Genre un coup a 0,08mm un autre a 0,3mm etc...? Voir si c’est au niveau du numéro de couche ou au niveau de la hauteur relative? J’imagine que tu n’as plus de marge sur le serrage de ta courroie ? Si tu serres plus elle devient trop tendue ? -
Artillery Sidewinder X4 Pro et Plus, tout ce qu'il faut savoir
olivierxp13 en réponse au topic de MrMagounet dans Artillery
Je vous ferais un petit rapport quand ca sera réparé, je viens d émettre un ticket auprès d Artillery pour voir si ca passe en garantie. Mais je me pose la question : A 300mm/s le matos est dimensionné pour tenir le coup sur le long terme? A combien d heures d impression êtes vous? -
Artillery Sidewinder X4 Pro et Plus, tout ce qu'il faut savoir
olivierxp13 en réponse au topic de MrMagounet dans Artillery
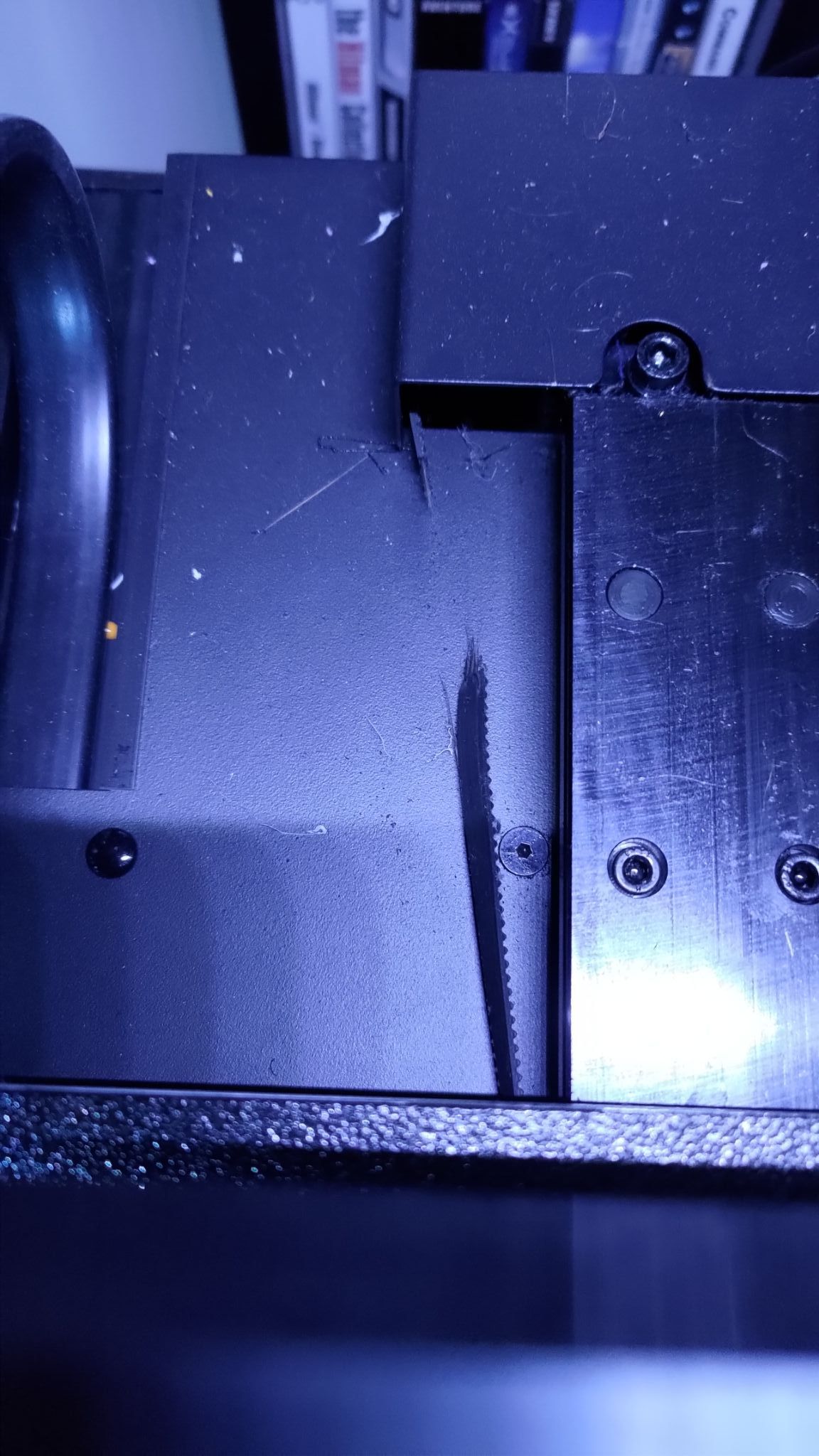
La série noire continue, après une sonde Z défectueuse, j ai une rupture nette de la courroie. Je n avais pas touché aux réglages de tension vu qu' elle me semblait suffisamment tendue et pas de problèmes de décalages sur cette axe. Pour info l horodateur indique 374 h d impression.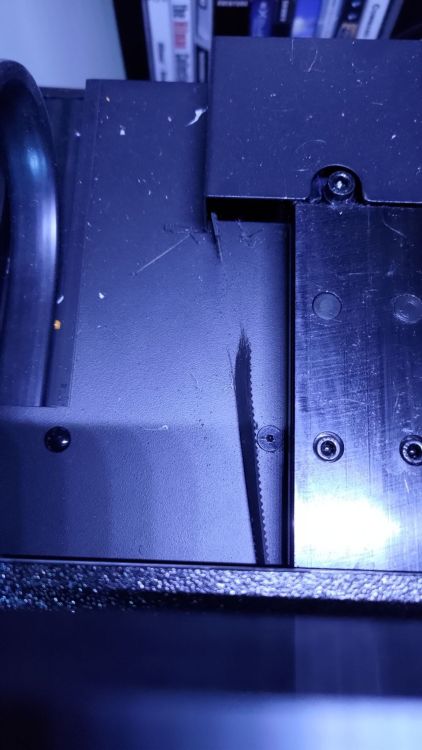
-
Artillery Sidewinder X4 Pro et Plus, tout ce qu'il faut savoir
olivierxp13 en réponse au topic de MrMagounet dans Artillery
Tu as peut être le même problème que moi. Par curiosité tu as essayé de faire un PROBE_ACCURACY après un G28 pour évaluer la précision/répétabilité de la sonde Z? Bien sûr en prenant comme référence ta température de 210 degrés. Suite à ton retour je mets à jour ma review : Le freeze que je prenais pour un beug était en faite la nouvelle procédure de calibration du Z offset en 3 fois : Petite review de la MAJ de mai, pour moi voici les changements : + L’écran de l’imprimante à l’air de ne plus se bloquer ou d’afficher des messages d’erreurs inutiles. + Nouvelle façon d’exécuter le G28 avec plus de point de mesure si les écarts sont trop grands. + Les gcodes venant d Orca slicer font maintenant apparaitre l’aperçu de l’objet sur l’écran de l’imprimante. Quelques macros supplémentaires rajoutées. Des changements au niveau de la philosophie de mesure de l axe Z, visiblement c’est à rebours à partir de 250 mm. probe at 120.000,120.000 is z=249.652500 Quelques changements au niveau de l’interface de l’écran de l’imprimante. Baisse des points de mesure du bed leveling à 6 x 6. Changement procédure de l’outil Zoffset de l’écran d’interface : Celui ci va avoir besoin de faire l opération 3 fois d affilée et donc de relancer le firmware 3 fois, je croyais que c était un beug mais c est leur nouvelle philosophie... -
Artillery Sidewinder X4 Pro et Plus, tout ce qu'il faut savoir
olivierxp13 en réponse au topic de MrMagounet dans Artillery
Non je parle bien du home G28, avant il faisait une moyenne sur 2 points de mesure. Maintenant il en fait plusieurs : 4 ou 5 au même endroit. Même des fois encore plus si les mesures ne sont pas cohérente. -
Artillery Sidewinder X4 Pro et Plus, tout ce qu'il faut savoir
olivierxp13 en réponse au topic de MrMagounet dans Artillery
Petite review de la MAJ de mai, pour moi voici les changements : + L’écran de l’imprimante à l’air de ne plus se bloquer ou d’afficher des messages d’erreurs inutiles. + Nouvelle façon d’exécuter le G28 avec plus de point de mesure si les écarts sont trop grands. + Les gcodes venant d Orca slicer font maintenant apparaitre l’aperçu de l’objet sur l’écran de l’imprimante. Quelques macros supplémentaires rajoutées. Des changements au niveau de la philosophie de mesure de l axe Z, visiblement c’est à rebours à partir de 250 mm. probe at 120.000,120.000 is z=249.652500 Quelques changements au niveau de l’interface de l’écran de l’imprimante. Baisse des points de mesure du bed leveling à 6 x 6. - Aggravation intempestive de l’outil Zoffset de l’écran d’interface : Freeze de ce dernier on ne peut plus revenir en arrière. -
Artillery Sidewinder X4 Pro et Plus, tout ce qu'il faut savoir
olivierxp13 en réponse au topic de MrMagounet dans Artillery
Ah oui en effet, y en a un de 7 Mo. Il me rend chevre ce fabricant... -
Artillery Sidewinder X4 Pro et Plus, tout ce qu'il faut savoir
olivierxp13 en réponse au topic de MrMagounet dans Artillery
Bonjour, ou trouves tu le fichier mksp? Car je n ai que 2 archives : Celle avec l image et celle avec le fichier config. Faut il chercher le fichier mksp dans l image avec un logiciel comme isobuster? Cordialement Bonjour mon problème est résolu. Comment? Hé bien j ai commandé à mes frais une nouvelle sonde, que j ai remplacé et miracle je passe de 0,3 mm de précision a 0,03mm, c est mieux! Et Artillery qui me réponds que ce problème allé être résolu avec un nouveau firmware, la blague... Je n ai vraiment pas de chance avec les capteurs sans contacte mécanique... Autre problème que j ai par moments : j ai une perte de la chaine de mesure de température de l extrudeur. C est assez dangereux car quand mesure<consigne, la régule va rester à 100% de puissance de chauffe et la mesure de température ne va pas varier pendant quelques minutes. Puis d un coup la mesure reprends et on se retrouve avec des températures supérieures a 280 degrés, voir plus... Ce beug m inquiète un peu... Cela arrive également à la baisse. -
Artillery Sidewinder X4 Pro et Plus, tout ce qu'il faut savoir
olivierxp13 en réponse au topic de MrMagounet dans Artillery
Je pense justement plus au capteur défectueux, car j’ai déjà démonté la tête et vérifié que tout était bien fixé. Je n’ai trouvé aucun jeu apparent. J’ai même démonté le bed, vérifié les vis et installer des ressorts encore plus costauds pour vérifier que le bed ne s’affaissait pas… Vous avez quelles valeurs quand vous faites un PROBE_ACCURACY ? Comme autre piste, peux être calibrer l axe Z, ca pourrait jouer sur la mesure du Zoffset... La je sèche un peu... -
Artillery Sidewinder X4 Pro et Plus, tout ce qu'il faut savoir
olivierxp13 en réponse au topic de MrMagounet dans Artillery
Salut et Merci Jean pour ta réponse. Le problème est que d’une impression a l’autre, le Zoffset n’est pas bon. Par exemple, après avoir fait la procédure de réglage du Offset et du leveling, manu avec la feuille et auto pour le mesh, j imprime un carré de 5 cm de côté sur 0.25 mm de haut au centre du bed. Cela me permet de voir si le réglage est bon et de peaufiner l’état de surface de ma première couche. Donc première impression de ce carré : je me rends compte qu’il est par exemple trop écrasé avec des crêtes etc, je règle en live le zoffset en éloignant la buse du bed jusqu’ à ce que la surface soit lisse. A ce stade là je suis content. Je sauvegarde le nouvel Offset et je vais refaire la même impression, je ne laisse même pas le bed refroidir. Je relance directe après l’avoir enlevé. Donc en théorie, l’impression du carré numéro 2 devrait être parfaite, lisse et bien collée. He ben non, elle peut être encore trop décollé ou trop appuyé c’est pour ça que j’ai exposé mes valeurs de PROBE_ACCURACY. L’amplitude pour un même point de mesure varie de 0.1 mm. C’est énorme! D ailleurs dans la doc de Klipper, on peut lire ce paragraphe : Si les résultats du test indiquent une plage de valeur supérieure à 25 microns (0,025 mm), la sonde n'a pas une précision suffisante pour les procédures de nivellement de lit typiques. Il peut être possible de régler la vitesse de la sonde et/ou la hauteur de départ de la sonde pour améliorer la répétabilité de la sonde. La commande PROBE_ACCURACY permet d'exécuter des tests avec différents paramètres pour voir leur impact - voir le document G-Codes pour plus de détails. Si la sonde obtient généralement des résultats reproductibles mais présente une valeur aberrante occasionnelle, il peut être possible d'en tenir compte en utilisant plusieurs échantillons sur chaque sonde - lisez la description des paramètres de configuration de la sonde samples dans la référence de configuration pour plus de détails. Donc 0,025 c est la limite tolérable moyenne et moi ca monte a 0,1mm, presque 5 fois plus... Ca veut dire qu’ un coup ma première couche sera potentiellement Zoffset + hauteur premiere couche = 0.2 et des fois 0.3 ou 0.1,bref, c’est pas fiable pour imprimer correctement. A ce stade je ne remets même pas en question le mesh du bed leveling car c’est une toute petite surface d’impression autour de la prise de mesure de l origine de l axe Z. Dans l’absolu j’arrive à imprimer, ça marche bien, mais je dois constamment ajuster l’offset en cours d’impression et cela à chaque fois que j’imprime... ET donc rester devant pendant l’impression de la première couche, c est d’ailleurs comme ça que j’ai bouché ma buse la première fois : J’avais tous réglé pile poil, je lance une impression en me disant, pas besoin de vérifier, la couche est parfaite maintenant ca va le faire et ben erreur… Quand je suis revenu c’était l’apocalypse, la première couche n était pas assez écrasée donc quand la buse est repassée pour la seconde couche ca a tout arraché et fait un magnifique colombin jusqu’ a l entrée du Hotend. J’ai envoyé un ticket chez Artillery, j’attends la réponse. -
Artillery Sidewinder X4 Pro et Plus, tout ce qu'il faut savoir
olivierxp13 en réponse au topic de MrMagounet dans Artillery
Malheureux possesseur d’une X4 pro depuis un mois (malheureux à ce stade car ne rencontrant que des soucis), je me suis laissé quelques semaines à arpenter les forums avant de demander de l’aide ici. Afin de remplacer ma valeureuse Ender 3 j’avais décidé de passer le cap de marlin et de m’offrir un model sous Klipper. Le choix final s’est porté entre la creality ender 3 K et la X4 pro. Souhaitant allez voir si l’herbe est meilleur chez la concurrence j’ai opté pour la X4. Apres installation d Orca et des excellents profiles de l’hôte de ce forum qui au passage m a permis de comprendre beaucoup de chose et dont je remercie énormément j’ai rapidement eu de gros problème de fiabilité d offset et/ou de Leveling. En mois de 24h, Hotend bouché, buse trop près du lit un classique, oui oui... Donc demande a Artillery pour savoir comment demonter tout le bouzin et enlever le pauvre bout de plastique coincé dans la gorge ente l extrudeur et la buse. Le coupable? Un mauvais Offset? Un mauvais levelling du Bed? Ça m’aurait arrangé, mais non. Après des semaines à faire des batteries de test sur ma machine, j’en suis arrivé à cette conclusion : Ma sonde Z joue à pile ou face pour me donner une valeur : Bim, regardez quand on lance un PROBE_ACCURACY le résultat des mesures : 0:55:55 // probe at 130.000,42.000 is z=0.222500 10:55:57 // probe at 130.000,42.000 is z=0.137500 10:55:58 // probe at 130.000,42.000 is z=0.137500 10:55:59 // probe at 130.000,42.000 is z=0.135000 10:56:01 // probe at 130.000,42.000 is z=0.115000 10:56:02 // probe at 130.000,42.000 is z=0.105000 10:56:04 // probe at 130.000,42.000 is z=0.130000 10:56:05 // probe at 130.000,42.000 is z=0.125000 10:56:06 // probe at 130.000,42.000 is z=0.115000 10:56:08 // probe at 130.000,42.000 is z=0.117500 10:56:08 // probe accuracy results: maximum 0.222500, minimum 0.105000, range 0.117500, average 0.134000, median 0.127500, standard deviation 0.031289 Oui une amplitude de plus de 0,1mm sur le même point. Comment faire une bonne première couche avec un manque aussi flagrant de précision? Et bien, constamment, à chaque impression, régler en live et au doigt mouillé le Z offset pendant l’impression... Voilà ma punition depuis plus d’un mois. Comme je n’ai pas retrouvé ce problème ailleurs, je me dis que j’ai peut-être une sonde défectueuse... Pour info, sur ma Tronxy X5SA pro, j’ai eu le même problème avec le capteur qui n était pas de type Mécanique avec un palpeur qui touche le bed. J’ai du tout changer, carte mère etc et installer un BL touch et là, plus de problème, plus besoin de toucher au leveling. Je commence à développer une profonde aversion envers ce type de capteur induction, capacitif… ce que vous voulez, mais ce sont en tous cas, pas mes potes. Donc si vous avez d’autres pistes d’investigation je suis preneur. Olivier -
Malheureux possesseur d’une X4 pro depuis un mois (malheureux à ce stade car ne rencontrant que des soucis), je me suis laissé quelques semaines à arpenter les forums avant de demander de l’aide ici. Afin de remplacer ma valeureuse Ender 3 j’avais décidé de passer le cap de marlin et de m’offrir un model sous Klipper. Le choix final s’est porté entre la creality ender 3 K et la X4 pro. Souhaitant allez voir si l’herbe est meilleur chez la concurrence j’ai opté pour la X4. Apres installation d Orca et des excellents profiles de l’hôte de ce forum qui au passage m a permis de comprendre beaucoup de chose et dont je remercie énormément j’ai rapidement eu de gros problème de fiabilité d offset et/ou de Leveling. En mois de 24h, Hotend bouché, buse trop près du lit un classique, oui oui... Donc demande a Artillery pour savoir comment demonter tout le bouzin et enlever le pauvre bout de plastique coincé dans la gorge ente l extrudeur et la buse. Le coupable? Un mauvais Offset? Un mauvais levelling du Bed? Ça m’aurait arrangé, mais non. Après des semaines à faire des batteries de test sur ma machine, j’en suis arrivé à cette conclusion : Ma sonde Z joue à pile ou face pour me donner une valeur : Bim, regardez quand on lance un PROBE_ACCURACY le résultat des mesures : 0:55:55 // probe at 130.000,42.000 is z=0.222500 10:55:57 // probe at 130.000,42.000 is z=0.137500 10:55:58 // probe at 130.000,42.000 is z=0.137500 10:55:59 // probe at 130.000,42.000 is z=0.135000 10:56:01 // probe at 130.000,42.000 is z=0.115000 10:56:02 // probe at 130.000,42.000 is z=0.105000 10:56:04 // probe at 130.000,42.000 is z=0.130000 10:56:05 // probe at 130.000,42.000 is z=0.125000 10:56:06 // probe at 130.000,42.000 is z=0.115000 10:56:08 // probe at 130.000,42.000 is z=0.117500 10:56:08 // probe accuracy results: maximum 0.222500, minimum 0.105000, range 0.117500, average 0.134000, median 0.127500, standard deviation 0.031289 Oui une amplitude de plus de 0,1mm sur le même point. Comment faire une bonne première couche avec un manque aussi flagrant de précision? Et bien, constamment, à chaque impression, régler en live et au doigt mouillé le Z offset pendant l’impression... Voilà ma punition depuis plus d’un mois. Comme je n’ai pas retrouvé ce problème ailleurs, je me dis que j’ai peut-être une sonde défectueuse... Pour info, sur ma Tronxy X5SA pro, j’ai eu le même problème avec le capteur qui n était pas de type Mécanique avec un palpeur qui touche le bed. J’ai du tout changer, carte mère etc et installer un BL touch et là, plus de problème, plus besoin de toucher au leveling. Je commence à développer une profonde aversion envers ce type de capteur induction, capacitif… ce que vous voulez, mais ce sont en tous cas, pas mes potes. Donc si vous avez d’autres pistes d’investigation je suis preneur. Olivier Topic a fermer, je me suis trompe de commande je voulais le poser a l asuite d un autre sujet.