vec44
-
Compteur de contenus
24 -
Inscrit(e) le
-
Dernière visite
Visiteurs récents du profil
642 visualisations du profil

Récompenses de vec44
")





-

Défaut planéité 1ère couche
vec44 en réponse au topic de vec44 dans Discussions sur les imprimantes 3D
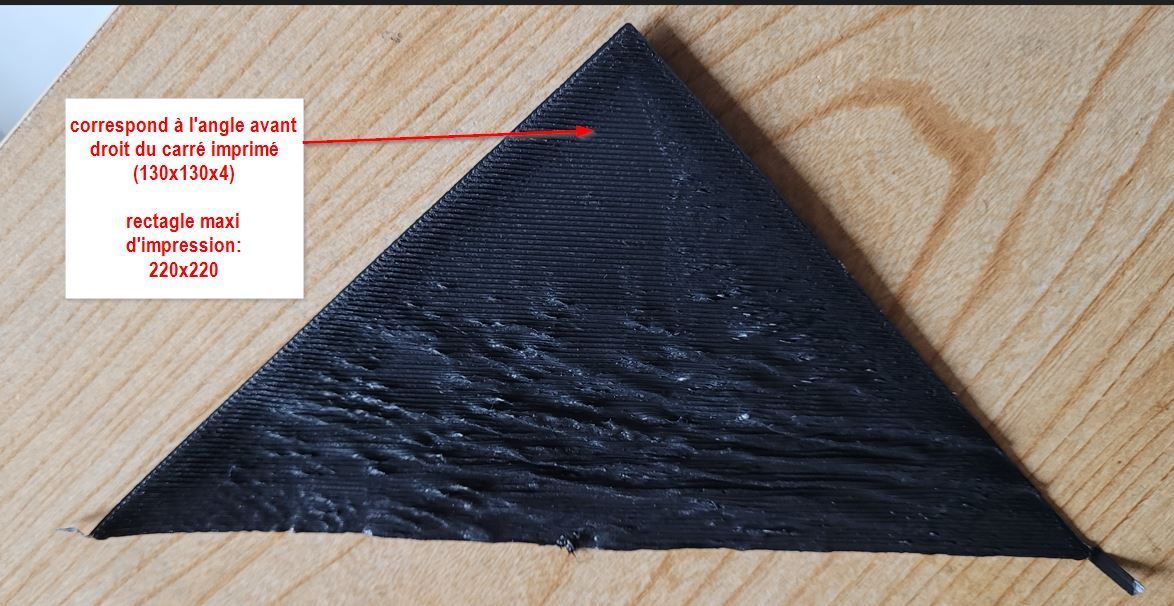
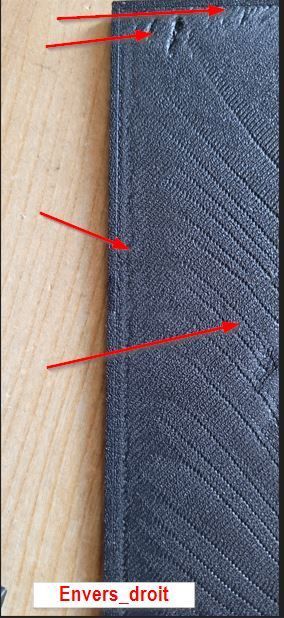
@Alain Bonjour, bon, j'ai refait un nettoyage sérieux à l'eau savonneuse avant de retenter l'impression (rectangle 130x160x4 mm). Mais ça ne semble pas modifier grand chose: au début de l'impression, le pourtour, sur 4 mm est impeccable; ensuite la 1ère couche s'imprime en trace diagonale, d'abord sans souci et au bout de 20 mm, on voit apparaitre le défaut (comme des oscillations sur la photo précédente). Le tranchage ayant été réalisé avec CURA 5.9, j'ai voulu voir si avec un autre trancheur ça donnait la même chose. Avec celui fourni par Anycubic (AnycubicSlicer.exe 1.0), en prenant les paramètres par défaut du profil Kobra 2 (j'ai juste modifié la hauteur de couche de 0.2 à 0.3 mm comme pour l'impression précédente). Le résultat est sensiblement meilleur, notamment pour la couche finale, mais il subsiste une 'structure' pour la 1ère couche, observable quand on regarde l'envers de la pièce et aussi sur le pourtour, comme une piqûre de machine à coudre...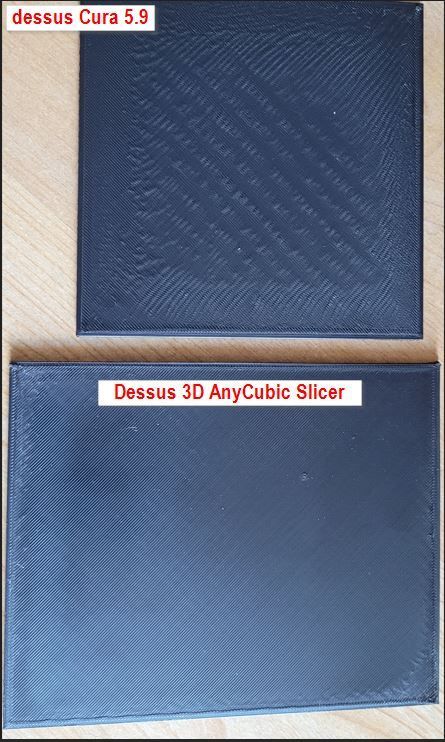

-
Défaut planéité 1ère couche
vec44 en réponse au topic de vec44 dans Discussions sur les imprimantes 3D
J'y ai pensé et ai donc nettoyé le plateau avec de l'alcool isopropylique avant de retenter une impression... mais sans plus de succès. -
Défaut planéité 1ère couche
vec44 en réponse au topic de vec44 dans Discussions sur les imprimantes 3D
@gerardm Bonne question, la plupart du temps, au centre du plateau. Ce qui fait que, pour des petites pièces, j'ai cru remarquer qu'en les imprimant près du bord, je n'avais pas ce problème... Je viens de refaire 2 auto-leveling (-2.17 & -2.02 alors que précédemment, j'avais -1.99), histoire de voir si cela n'améliorait pas; c'est pire! avec un offset = -2.02, ça avait pourtant bien commencé (cf angle sur la photo) mais en allant vers le centre, ça s'est dégradé et j'ai l'impression que ça n'adhère pas comme il faut au plateau chauffant.
-
Bonjour, Je suis confronté à un problème d'impression 3D sur Anycubic KOBRA 2: lors de l'impression avec le PLA, la 1ère couche montre par endroit des défauts de planéité (voir photos jointes). J'observe cela avec des filaments de couleurs (et de marques) différentes, surtout lorsque la surface imprimée est importante. Dans certains cas l'impression se déroule sans problème. J'ai essayé avec des hauteurs de couche différentes (0.2 et 0.3 mm) mais sans changement. J'en viens à me demander quels sont les paramètres qui pourraient être en cause. Une idée?


-
Anycubic Kobra 2, extrudeur bouché après changement manuel de filament
vec44 en réponse au topic de vec44 dans Discussions sur les imprimantes 3D
@skizhoo Non à cause les arguments,semblant moins nombreux que Pause at height (j'ai vu plusieurs tutos sur Youtube où les utilisateurs conseillaient ce script)... L'as-tu déjà utilisé, pour un changement manuel du filament? Et si oui, quels paramètres as-tu choisi? NB: je viens tout juste d'arriver à déboucher l'extrudeur (un bout de filament était bien collé tout en haut et obstruait le canal). Aussi je ne voudrais pas avoir à recommencer de sitôt... -
Bonjour, Sur Anycubic KOBRA 2, j'ai testé l'impression bicolore en utilisant deux protocoles avec CURA 5.9: - 1- en ajoutant le script Pause at height. Après avoir découpé l'objet et repéré le layer de la 1ère couleur, j'ajoute le script en choisissant le layer trouvé précemment, avec une pause de 60 s pour permettre le changement de filament et en maintenant la T° à 200 °C. Lors de l'impression, il y a bien la pause; j'appuie alors sur PAUSE sur le LCD qui indique RESUME mais après changement du filament quand on relance avec ce bouton j'ai le message indiquant la mise en cache de la dernière commande (?) et plus rien ne se passe. Impossible de continuer et il faut éteindre pour reprendre la main, à zéro évidemment. -2- en modifiant le gCode initial, cad sans ajout du script; j'utilise les lignes suivantes insérées au bon niveau (layer = 3) .../... ;current layer: 3 M83 ; switch to relative E values for any needed retraction G1 F1500 E-130 G1 F300 Z1.8 ; move up a millimeter to get out of the way G1 F9000 X110 Y10; ajout pour déplacer la tête en dehors de l'objet (au milieu en X et à l'avant en Y) G1 F300 Z15 ; too close to bed--move to at least 15mm M104 S210 ; standby temperature ;M84 S60 ; Set the disarm timeout ;M0 ; Do the actual pause (ne permetpas la reprise sur KOBRA 2) M412 S0; désactive la détection du senseur de filament G4 S60 ; pause de 60s, sans toucher au LCD M109 S200 ; WAIT for resume temperature M412 S1 ; active la détection du senseur de filament G1 F199.998 E50 G1 F9000 X104.674 Y49.81 G1 F300 Z0.8 ; move back down to resume height G1 F4800 ; restore extrusion feedrate M82 ; switch back to absolute E values G92 E174.02986 .../... où la pause est déclenchée avec G4 S60 (60 s) pour permettre le changement de filament NB: comme la fonction PAUSE du LCD n'est pas utilisée, pour éviter un message d'erreur du détecteur de filament, M412 S0 désactive la détection. à la fin de la pause, on reprend après contrôle de T° avec M109 S200 Problème constaté: G4 S60 provoque bien la pause de l'impression, permettant de changer manuellement le filament et ce en dehors de l'objet (on doit pousser manuellement le nouveau filament pour l'extruder sur 50 mm en sortie de buse). Jusque là pas de souci, mais c'est à ce moment que ça cöince (c'est le mot!) le filament se bloque dans l'extrudeur et quand l'impression reprend, rien ne s'imprime! Qui plus est, quasiment impossible de retirer le filament avec FILAMENT REMOVE. Il semble qu'au moment de la rétraction du filament changé, celui-ci se retrouve collé aux parois dans l'extrudeur, sans doute dû à la température devenue trop basse à cette endroit: paramètre de retraction mal choisi? J'ai dû démonter la buse, monter la T° à 260° et utiliser une aiguille par le dessus de l'extrudeur (le tuyau guide oté) pour arriver à déboucher le passage. Mais en voulant refaire un essai, même souci! Et cette fois, impossible de pousser manuellement le filament. L'extrudeur semble complètement bloqué... J'ai réitéré la procédure ci-dessus pour tenter un débouchage, mais sans succès cette fois. Impossible, même à 260° de passer l'aiguille par le dessus. Donc mon sentiment à l'issue de tout ça, c'est que si le changement de filament, en cours d'impression, est envisageable, il faut absolument paramétrer correctement dans le gCode sinon c'est le bouchage assuré! NB: depuis, j'ai aperçu 2 tutos où il est question d'une distance de retraction sensible (5 mm pour l'un, 1 à 1.2 mm pour l'autre). Une idée pour mener à bien l'impression avec pause et changement manuel de filament?
-
Réglage niveau Z sur Anycubic Kobra 2
vec44 en réponse au topic de vec44 dans Discussions sur les imprimantes 3D
@PPAC: re! Bon, j'ai avancé; avec les cales en cartons qui m'ont permis de connaitre plus précisément la distance entre la buse et le plateau lorsque l'on à Z-zero, (soit 1.88 mm) après avoir modifié en conséquence le Z-offset en entrant -1.89, j'ai tenté les impressions. NB: j'utilise depuis le début CURA (actuellement en 5.7.2) mais peut-être devrais-je essayer PRUSA & ANYCUBIC Slicers... Preheat: 205 ° pour l'extrudeur et 60 ° pour le plateau et cette fois, l'impression s'est déroulée normalement, ouf! Mais tu m'avoueras que, pour un modèle affichant AUTO-LEVELLING où il n'y aurait rien à faire en dehors de corrections mineures avec le test-levelling, j'en suis assez loin! Entre-temps, j'ai aussi revérifié les connecteurs et resserré quelques vis, ça ne peut pas faire de mal.. Par contre, aucune réponse du support (https://anycubicsupport.zendesk.com/), malgré un ticket libellé 'sucessfully': le lien indiqué sur la notice et le QR-Code (https://support.anycubic.com) renvoie maintenant sur https://uc.makeronline.com/ Il vaudrait mieux avoir le bon lien au cas où... -
Réglage niveau Z sur Anycubic Kobra 2
vec44 en réponse au topic de vec44 dans Discussions sur les imprimantes 3D
@PPAC: suite... La nuit portant conseil, j'ai réfléchi à la suite du tuto sur le changement du palpeur en me demandant si le problème ne viendrait pas de là et comme j'aime bien comprendre, j'ai voulu en savoir plus: comme la buse s'arrête à plus d'un mm au dessus du plateau j'ai tenté la manip suivante: - j'ai demandé un Z-zéro via le menu AXIS: la buse s'est positionnée à plus d'un mm au dessus du plateau - en utilisant plusieurs cales de carton superposées et placées sous la buse (comme on le fait avec un paier sur la CNC pour faire le Z-zéro), j'ai noté, épaisseur totale mesurée au pied à coulisse = 1.88 mm - j'ai reporté ensuite tout d'abord une valeur inférieure daans Z_offset soit -1.5 et tenté l'impression: ce n'est pas assez; mais on s'approche bien du plateau... - nouvel essai avec -1.84 mm; cette fois, c'est mieux, l'impression démarre bien sur le plateau, mais surprise, cette fois-ci, c'est le bed qui ne reste pas à 60 ° comme demandé et redescend sous 50 ° au bout de quelques couches! je stoppe l'impression et demande un preheat PLA. Les T° atteignent bien 190° pour la buse et 60 ° pour le plateau (?). - du coup je relance l'impression et cette fois ça semble bien parti (enfin presque car une fois la tâche terminée, il me semble que l'adhérence au plateau n'est plus celle que j'avais auparavant où il fallait vraiment atteindre que la T° redescende les 35 ° pour détacher facilement la pièce...). - nouvel essai juste après; je redemande un preheat et à nouveau ça déraille: de 193°/57° on tombe à 140°/50° au bout de 30 s (?) Tout ça me semble bien erratique pour une machine quasi-neuve puisqu'elle n'a pas encore 2 mois! J'attends la réponse du support et me demande si je ne vais pas faire appel à un échange pur et simple dans le cadre de la garantie... -
Réglage niveau Z sur Anycubic Kobra 2
vec44 en réponse au topic de vec44 dans Discussions sur les imprimantes 3D
@PPPAC: Salut et merci pour ta réponse on ne peut plus rapide! Je viens de jeter un oeil au lien proposé (Pour la "Kobra 2" c'est https://wiki.anycubic.com/en/fdm-3d-printer/kobra-2/) où effectivement on parle d'un ajustement en hauteur du capteur.... Mon problème viendrait-il de là? Curieux car jusqu'ici, ça imprimait bien (hier soir encore...). Il est vrai qu'avec ces temps de canicule on peut s'attendre à tout! Si j'ai bien noté, sur la carte SD, il y a le modèle de cale pour le réglage (mais comme je ne l'ai pas imprimé et qu'à présent, tant que mon problème de niveau n'est pas réglé...) Je viens d'envoyer une requête au support Anycubic (en espérant que cette fois ils me répondent car pour la Mega S, 3 fois je les ai relancés sans succès.) Je te tiens au courant dès que j'ai du nouveau. cordialement, -
Réglage niveau Z sur Anycubic Kobra 2
vec44 a posté un sujet dans Discussions sur les imprimantes 3D
Ayant eu tout récemment un problème d'impression sur ma Kobra 2 (agée d'à peine 2 mois), alors qu'elle imprimait correctement jusqu'à hier, je me pose la question suivante: comment régler la hauteur minimale en Z de la tête d'impression pour que la 1ère couche d'impression soit bien sur le plateau (actuellement elle est à au moins 1 mm au-dessus). On est loin des imperfections de planéité de ce dernier! Avec la Mega S, il y a avait bien un interrupteur de fin de course pour limiter l'excursion mini en Z et on réglait la hauteur du plateau avec un papier à l'aide des 4 vis de ce dernier. Sur la Kobra, je ne vois pas d'interrupteur de fin de course (il semblerait que celle-ci se fasse via le palpeur magnétique...). Comment se règle donc cette fin de course? Mais ce qui me chagrine c'est que lors de l'auto-levelling, le palpeur est toujours à environ 1 mm du plateau ferromagnétique. Et quand on regarde la valeur de l'offset en fin d'opération, on trouve 0.01 (?) Dans les derniers sujets sur l'auto-levelling, on parle d'un réglage de la barre transversale... mais je ne vois pas comment ici régler cette barre horizontale: j'ai bien aperçu un excentrique de chaque côté, mais ça ne me définit pas la position basse de la tête qui actuellement reste trop au-dessus du plateau. L'auto-levelling est une amélioration par rapport au réglage manuel de la Mega S, encore faut-il que ça imprime, car actuellement ma Kobra 2 'imprime' en l'air! -
@cybernino: ayant eu un problème avec une Anycubic Mega S (qui refuse désormais d'imprimer), j'ai acheté en en juin dernier une Anycubic Kobra 2 qui, une fois installlée me donnait toute satisfaction, ce jusqu'à hier: une nouvelle impression s'est soldée par un échec, la 1ère couche ne s'étant pas fixée sur le plateau, et pour cause, en y regardant de plus près, j'ai remarqué que la buse se trouvait à au moins 2 mm du plateau! Pensant à un problème de niveau (et contrairement à la Mega S où on pouvait régler avec la feuille de papier la hauteur du plateau à l'aide des vis), j'ai tenté un auto-levelling mais sans succès: la buse reste bien trop haut pour coller la 1ère couche! (le Z_offset indiquait 3.37 mm...) J'ai réitéré la procédure 2 fois, mais rien à faire, la buse reste trop haut (une impression se déroule dans le vide!!!) J'imagine que quelque chose a changé tout récemment puisque jusqu'à présent tout se déroulait normalement. Faut-il incriminer ici aussi le réglage de la barre transversale? PS: il ne me semble pas avoir vu dans le guide de montage de la Kobra 2 de manip se rapportant à un livre: de quoi s'agit-il?
-
@gerardm: Bonjour gerardm, grace à toi et à REPETIER que je trouve bien pratique compte-tenu des infos qu'il retourne en cours d'impression, j'ai enfin pu résoudre le problème d'impression; ça venait bien de la rupture de liaison entre le plateau et la carte mère, survenant en particulier lorsque la pièce se situait plus en arrière sur le plateau (le cable alimentant le plateau étant alors soumis à des mouvements plus importants). Le message d'erreur qui survenait n'était pas visible sans l'utilisation de REPETIER-HOST; par ailleurs, et c'est important dans un tel cas, ce message d'erreur restait affiché sur le PC tant que l'utilisateur n'a pas validé la correction du défaut. A tout hasard, j'ai mis le libellé du message dans Google et suis tombé sur un tuto d'un utilisateur ayant eu les mêmes soucis ( ) et donc le même message. Du coup, après ouverture de la base et vérification du câble et de ses connecteurs, j'ai supprimé l'espèce de gaine noire (craquée en trois endroits) pour soulager les câbles issus du plateau; je l'ai remplacé par ce qui me restait de la gaine en hélice fournie avec la CNC, donnant ainsi une plus grande liberté (le câble ne subit plus de tension durant la course du plateau). J'ai refait une impression ce matin d'une pièce en 3 exemplaires, placés en bas à droite, au milieu et en haut à gauche du plateau, en contrôlant le déroulement simultanément dans REPETIER. Le problème a bien disparu! Ouf. En comparaison avec l'utilisation de GRBL-CANDLE sur la CNC, je trouve intéressant avec REPETIER de pouvoir contrôler le G-Code, voire d'envoyer des commandes manuellement. Un grand merci à toi de m'avoir fait connaitre ce logiciel.
-
Bonjour Titouvol, Oui la structure de l'imprimante est souvent mise a rude épreuve, notamment dans les phase de remplissage du modèle (la mienne bouge pas mal) et ça ne doit améliorer les choses... Bonne idée que de prévoir le remplacement du lecteur SD: j'ai déjà remarqué que parfois, sans raison apparente, lors de l'introduction de la carte SD suivie du PRINT, la liste restait vide! En ressortant la carte, voire éteindre et rallumer l'imprimante, la liste réapparaissait comme par enchantement... NB: tu as utilisé la nappe connectée au PCB du lecteur ou directement en amont; c'est dommage qu'il n'y ait pas un connecteur µ-USB sur le PCB (j'ai plein de cordons qui auraient fait l'affaire)? AnyCubic ayant fait une promo ce week-end pour une KOBRA-2, à 189 €, j'ai sauté sur l'occasion (moi aussi j'aurai ainsi une imprimante de secours!). NB: Et merci pour les photos! (lors de mon démontage de la base, j'en ai profité aussi pour photographier l'intérieur, ainsi que dispositif d'entrainement du filament une fois le flasque ôté et bien m'en a pris car, en voulant retiré un reste de filament, le ressort de poussée a soudain sauté, entrainant avec lui la molette de réglette!!! Et là, grosse panique. J'ai mis un bon moment à retrouver les pièces qui avaient sauté, bien sûr très loin de l'imprimante... Mais ça faisait longtemps que ça me démangeait de voir l'intérieur du dispositif d'entrainement car je me demandais quel réglage il fallait adopter (nulle part je n'ai vu d'info à ce sujet).
-
@titouvol: super! ça vaut le coup de persévérer.... Pour ma part, j'ai démonté l'imprimante, histoire de voir le contenu de la bête et vérifier les connexions. J'ai mis au propre le faisceau du plateau (qui apparemment posait problème); je suis d'ailleurs tombé sur un tuto où était cité le même message d'erreur imputé au bed: j'ai terminé la journée en réinstallant le plateau (démonté pour vérifier les connexions); il me reste à niveler proprement pour pouvoir tester le modèle qui affichait l'erreur (on croise les doigts...). à suivre donc... PS: au passage j'ai remarqué dans ton profil "entre le 91 et le 63"; coïncidence, avant de résider dans le 44 (près de Nantes) depuis oct 2009, j'habitais MARCOUSSIS (91) depuis 1981.
-
vec44 a changé sa photo de profil
-
@Titouvel & gerardm: Super, merci à tous deux pour vos remarques. Je m'y mets dès que possible (même en retraite on manque de temps pour tout faire!) et vous tiens au courant. NB: on s'habitue à ces "p'tites bêtes" et le jour où elles vous font des misères, rien ne va plus. (j'ai commencé à utiliser la 3D il y a 3 ans, après un tuto de DESROCHER sur l'AnyCubic). Ayant découvert FUSION 360, que j'utilise aussi avec la CNC 3018, je suis enthousiaste quant aux possibilités offertes à l'utilisateur pour peu qu'il y passe un peu de temps à tester les différentes fonctions... mais la CNC est autrement plus délicate à appréhender et maitriser ses paramètres demande du temps (et des fraises en stock! ).