Cooper
-
Compteur de contenus
8 -
Inscrit(e) le
-
Dernière visite
Récompenses de Cooper
")





-
Elegoo Saturn 3 Ultra - Ligne de décalage sur les pièces imprimées
Cooper en réponse au topic de Cooper dans Les imprimantes 3D SLA
L'appli de google traduction sur le téléphone est pas mal, elle te permet de prendre des photos et de traduire directement le texte pris en photo dans la langue que tu désires -
Elegoo Saturn 3 Ultra - Ligne de décalage sur les pièces imprimées
Cooper en réponse au topic de Cooper dans Les imprimantes 3D SLA
Super ce schéma, je ne savais même pas qu'il existait ! merci @pjtlivjy ! En lisant le schéma, je remarque une info importante que j'ai aussi oublié de mentionner. Concernant ces fameuses forces de tension / résistances à la tension, certaines résines ne te permettent tout simplement pas d'avoir tous les cônes, ce qui est ok ! c'est du à la composition de la résine, c'est comme ça. Personnellement avec la résine elegoo, je n'arrivais pas à avoir tous les cônes, même en réduisant la vitesse du plateau, mais ce n'est pas grave, car dans mon utilisation, je ne vais jamais aussi finement dans le détail et ça me suffit amplement. J'ai préféré aller plus vite donc avec une vitesse de plateau plus importante, car je sais que je ne vais jamais aussi loin en terme de nécessité de précision (je n'ai jamais des supports supers supers fins à imprimer en bref)Mes impressions de figurines actuelles ne m'ont jamais posé de soucis (The maker cult, AlpineWeiss3D...). -
Elegoo Saturn 3 Ultra - Ligne de décalage sur les pièces imprimées
Cooper en réponse au topic de Cooper dans Les imprimantes 3D SLA
Tu ne trouveras jamais un test magique qui te dit si ce que tu fais est parfait ou non. Tu doit absolument interpréter les résultats que tu vois visuellement. En effet, j'ai remarqué qu'il y a une nouvelle version des cones de calibration ici https://www.tableflipfoundry.com/3d-printing/the-cones-of-calibration-v3/ Ce test te permettra d’interpréter à la fois le temps d'exposition et la vitesse de ton plateau. Il faut que tu lises la documentations qui détaille comment interpréter ce que tu vois sur la pièce imprimée. Exemple : si les détails sont trop grossiers c'est que tu est certainement sur exposé, et à l'inverse, si les détails sont trop fins, tu es peut être sous exposé. Il faut relancer plusieurs tests en augmentant ou diminuant, d'abord de 0,5 voir 1 seconde, et puis après tu peux affiner de 0,1 en 0,1. Pour ce qui est de la vitesse de mouvement du plateau, cela correspond a la partie "cone" sur le test, qui te permet justement de connaitre cette force de tension. Je ne me souviens plus de la documentation, mais je t'invite à la lire, tout y est expliqué. Et encore une fois pour compléter, la doc de J3D tech t'aidera grandement dans ta compréhension de ces deux paramètres que sont l'exposition et la vitesse de déplacement de ton plateau. De plus, il faut que la température sous ta cloche soit au minimum du minimum de 20 degrés, ça t'évitera tous problèmes qui pourront fausser tes résultats et te brouiller encore plus. Dans l'idéal, 25 degrés c'est super, et le mini chauffage elegoo te permet ça -
Elegoo Saturn 3 Ultra - Ligne de décalage sur les pièces imprimées
Cooper en réponse au topic de Cooper dans Les imprimantes 3D SLA
En effet, je rejoins @pjtlivjy. De mon côté j'ai en effet un pied à coulisse qui m'a permis cela, sinon je te redirige vers le test des "cônes de calibration" ou le test de chez Xp finder. J3d tech on également fait une belle documentation pour les bases de l'impression 3D résine (en anglais) -
Elegoo Saturn 3 Ultra - Ligne de décalage sur les pièces imprimées
Cooper en réponse au topic de Cooper dans Les imprimantes 3D SLA
Salut @austra ! J'ai depuis réglé mon problème. -Les supports étaient mal positionnés créant en effet un soucis de ventouse. Il faut te renseigner si tu veux supporter tes pièces toi même, tout est un jeu entre l'orientation de ta pièce pour maximiser les détails, éviter les effets de ventouses, les îlots etc... il existe de bonnes videos en ligne, notamment celle de polyworkshop, ou si tu parles bien anglais, celle de once in a six side ! -La température de ma pièce était trop froide, désormais j'ai investi dans un petit chauffage d'elegoo, c'est un objet rectangulaire qui se fixe avec des visses directement à l'intérieur de la elegoo saturn, c'est pensé pour. Il est super efficace, je le laisse tourner 1h avant mes impressions pour réchauffer la cloche et la résine dans le bac. -Ici en effet tu sembles sur-exposé, les recommandations de elegoo sont aux fraises malheureusement. Pour une impression en 0,05 mm je suis à 1,9 alors que elegoo indique quelque chose de bien supérieur (je n'ai plus la valeur en tête). Le problème de température rendait la résine plus visqueuse et donc plus sujette à ce genre de ligne de décalage lors de l'impression. Depuis que j'ai augmenté la température je n'ai plus aucun problème. Le mini-chauffage de elegoo chauffe jusque 25 degrés puis s’arrête, et reprend des que la température chute. -Plus tu exposes plus tu es sujet à une expansion grossière de ta résine, il faut juste faire un test avec un cube. Tu définis précisément la taille de ton cube (par exemple 5 mm de côté) dans ton slicer (voxel tango par exemple) et tu l'imprimes. Tu le mesures, et une fois que tu as la bonne taille, tu as une exposition correcte, s'il est plus gros que ta taille définie, tu es sur-exposé, sinon tu es sous-exposé. Il n'y a pas besoin d'outils de calibration de fou pour faire ça, juste un cube peut suffire. En revanche, il peut y avoir des problèmes par la suite de force de tension, en effet tu peux régler les vitesses de descente et de levée de ton plateau, pour cela tu peux télécharger les "calibration cones" qui te permettent justement de voir si ta force de tension est bonne. Si ton plateau va trop vite, tu peux justement casser certains supports et échoué ainsi ton impression, ou bien ne pas réussir à imprimer certains détails correctement. Si tu réduis le temps de manière drastique, je n'ai pas remarqué de soucis en faisant ça, mais bien évidemment, ton impression prend plus de temps à se réaliser, il donc trouver un bon équilibre. C'est parfois chiant de devoir faire ces tests de calibrations, mais une fois fait, tout roule correctement. Si tu ne changes pas de résine, il n'y a aucune raison de se casser la tête à tout le temps refaire des tests de ce genre PS : toutes les résines donnent (presque) la même qualité de rendu, le seul truc qui change c'est leur résistance aux chocs ! (celle c'elegoo est très bien pour démarrer) -
Elegoo Saturn 3 Ultra - Ligne de décalage sur les pièces imprimées
Cooper en réponse au topic de Cooper dans Les imprimantes 3D SLA
Super ! Merci pour toutes ces infos ! J'ai essayé de nouveau, par curiosité, de réaliser la même impression avec les mêmes paramètres que lors de mon troisième test. Cette fois ci, je n'ai aucune ligne, mais certaines pièces sont légèrement déformées. C'est à ne plus rien y comprendre ahahah. Peut être une question de température alors ? Il semble qu'aujourd'hui le caisson soit 1 degré plus chaud que lors de ma précédente impression, avec les mêmes paramètres. Il y a pourtant pas mal de support, peut être sont-ils placés au mauvais endroit également ? Je vais faire d'autres tests là dessus -
Elegoo Saturn 3 Ultra - Ligne de décalage sur les pièces imprimées
Cooper en réponse au topic de Cooper dans Les imprimantes 3D SLA
Salut !! Merci d'avoir pris le temps de me lire et de me répondre J'irai voir de ce côté ci ^^, mais je me demande tout de même comment cela se fait-il que je n'ai pas fait face à ce problème avec un temps d'exposition supérieur, soit à 3.5s, sur les mêmes pièces imprimées ? De plus, aurais-tu une astuce pour éviter les marques de support sur les pièces imprimées s'il te plait ? peut on les éviter totalement ? Car en effet, j'avais réduit le temps d'exposition, sans changer aucuns autres paramètres, afin d’atténuer les marques de support sur les pièces. merci par avance ! -
Elegoo Saturn 3 Ultra - Ligne de décalage sur les pièces imprimées
Cooper a posté un sujet dans Les imprimantes 3D SLA
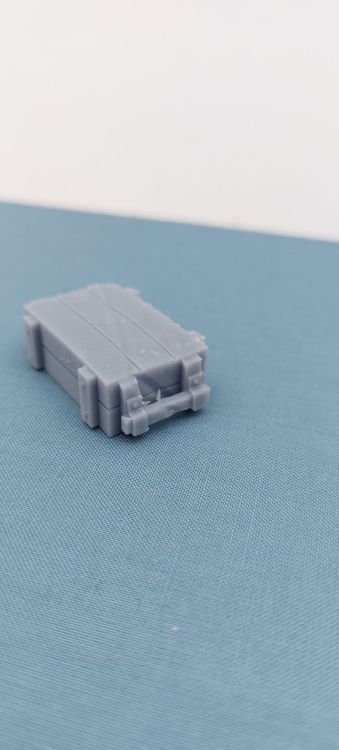
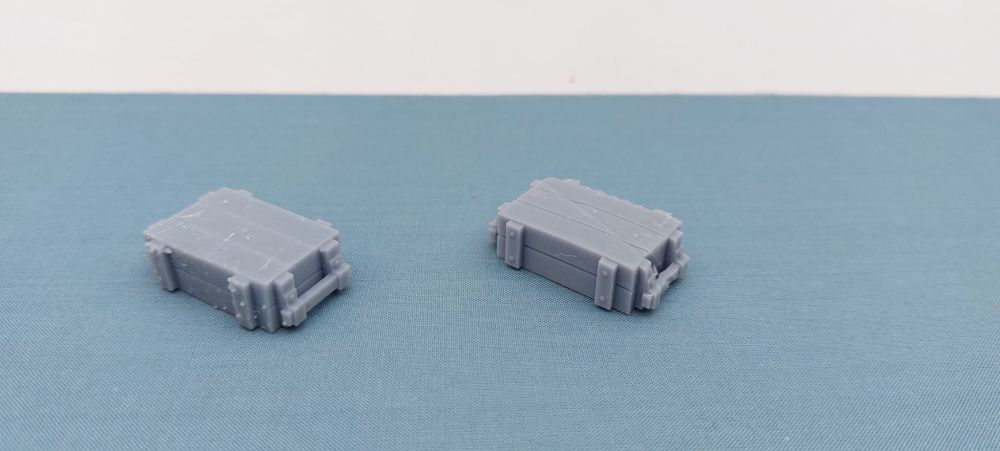
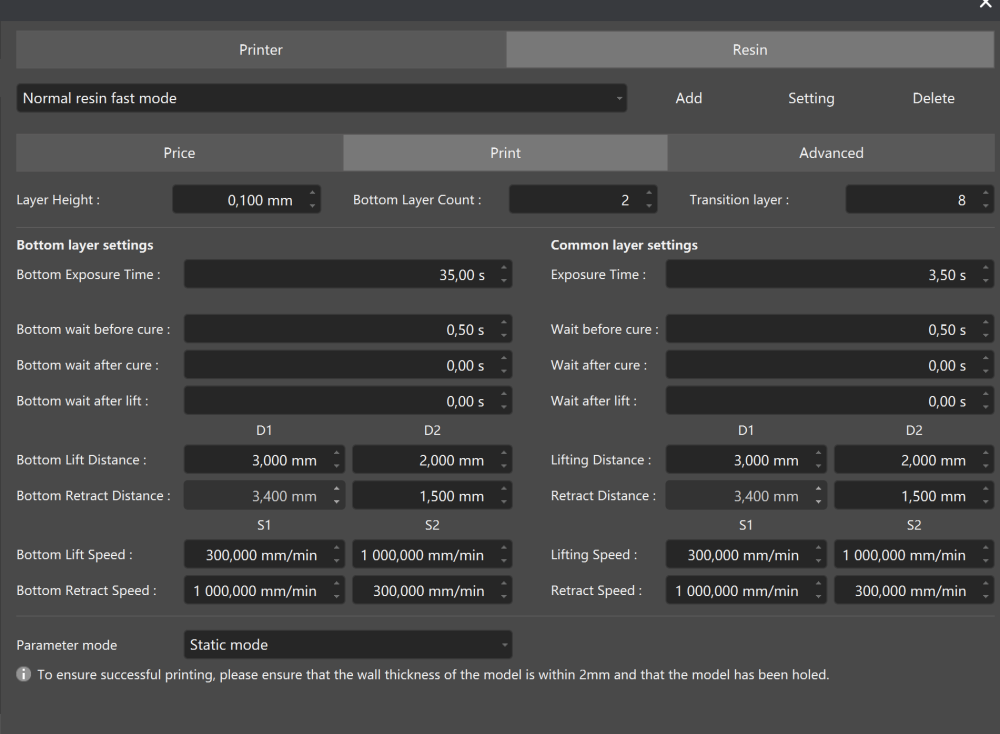
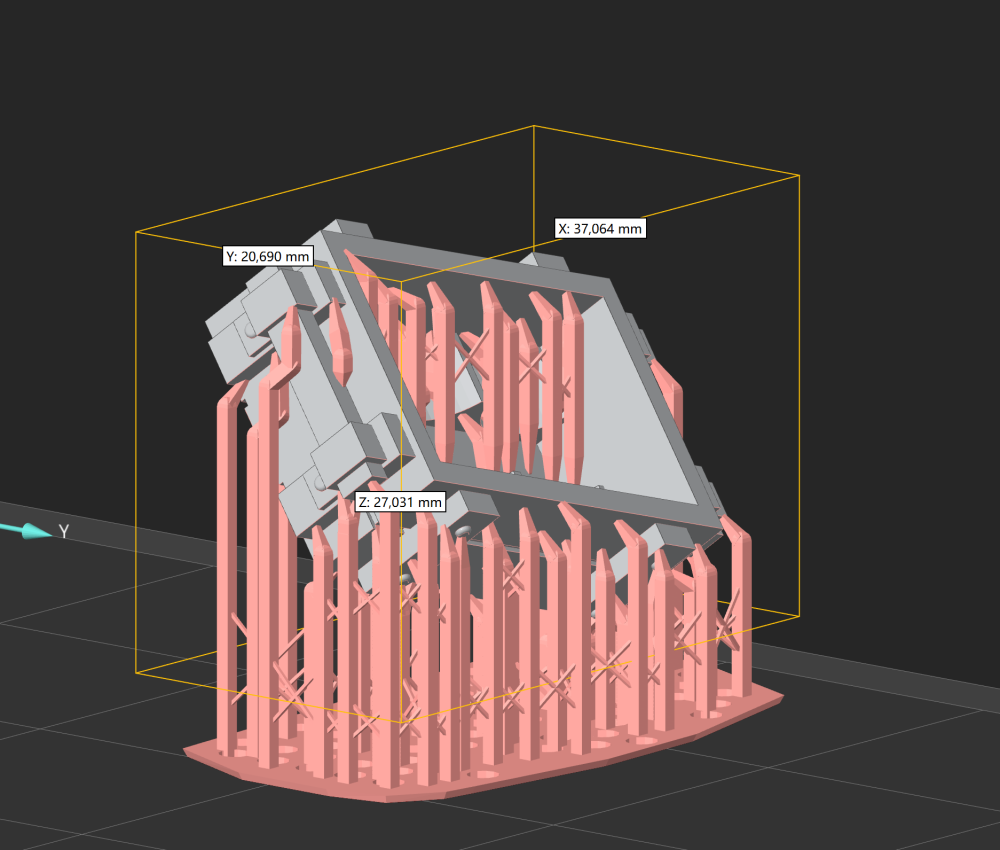
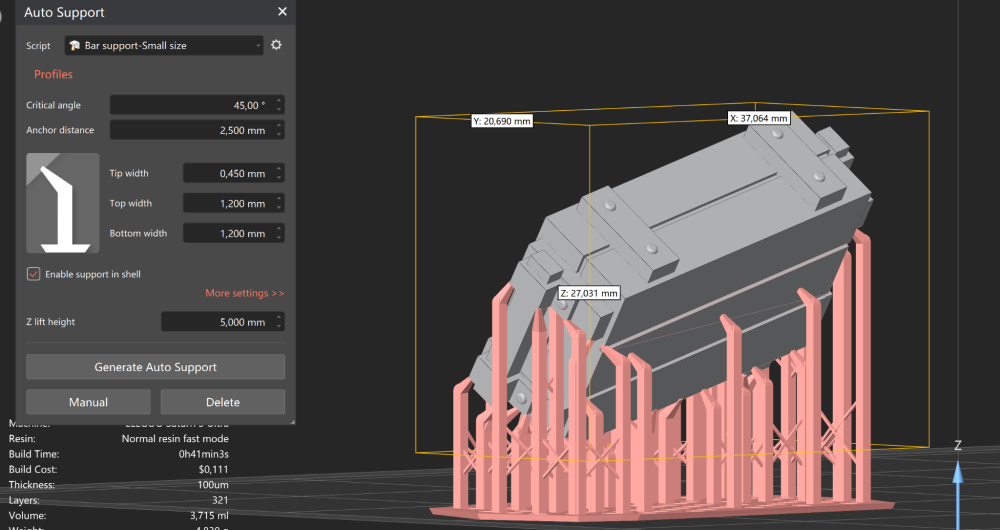
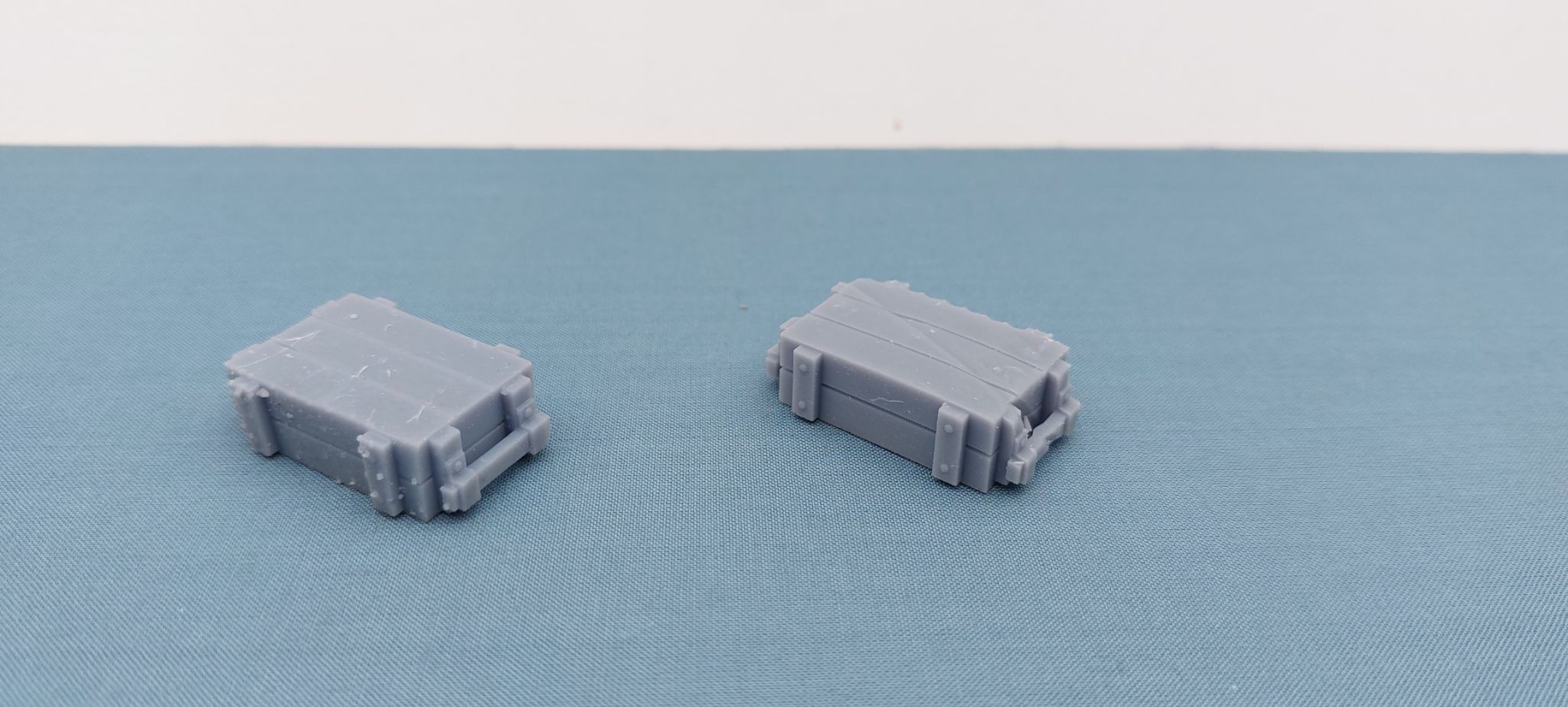
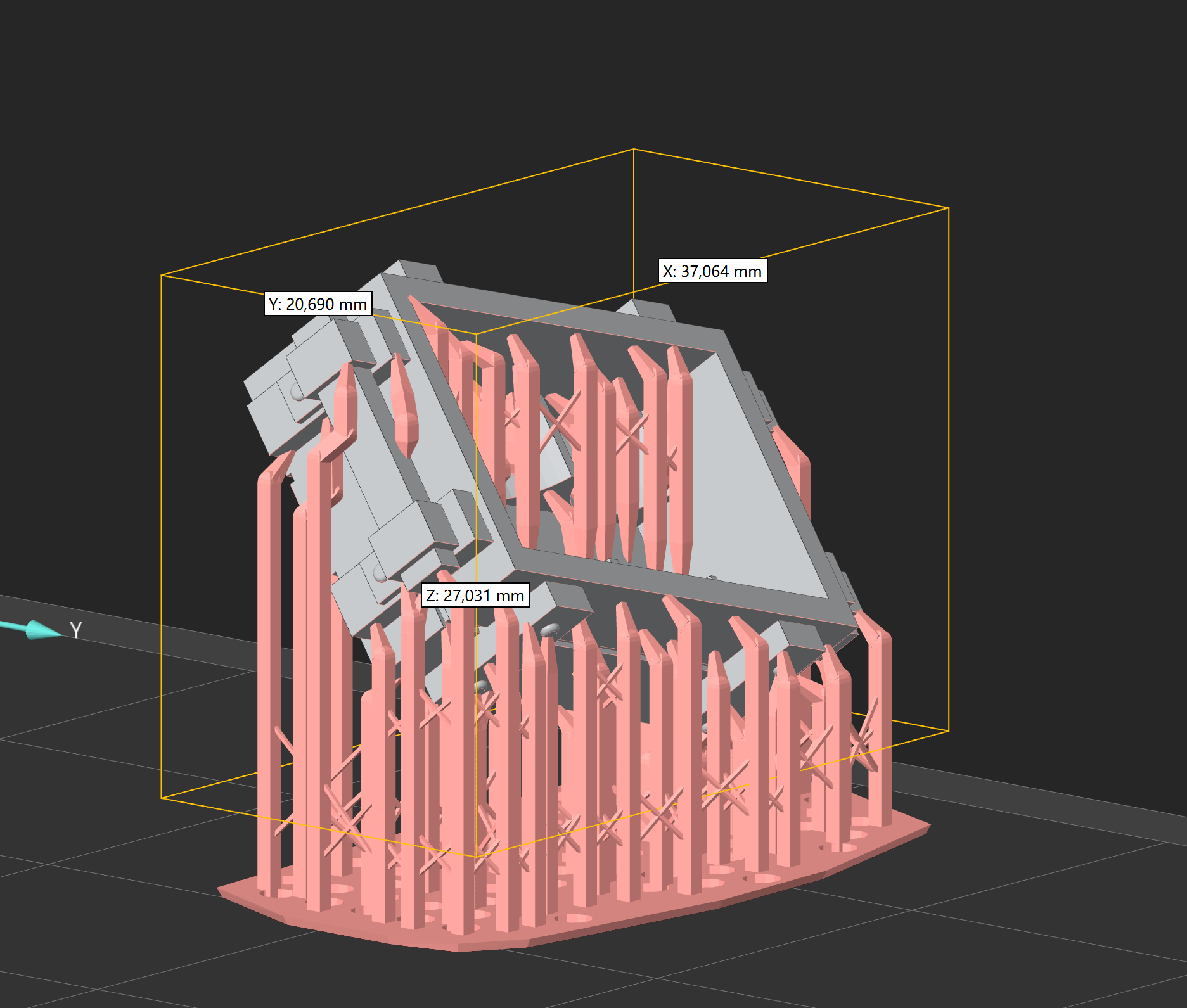
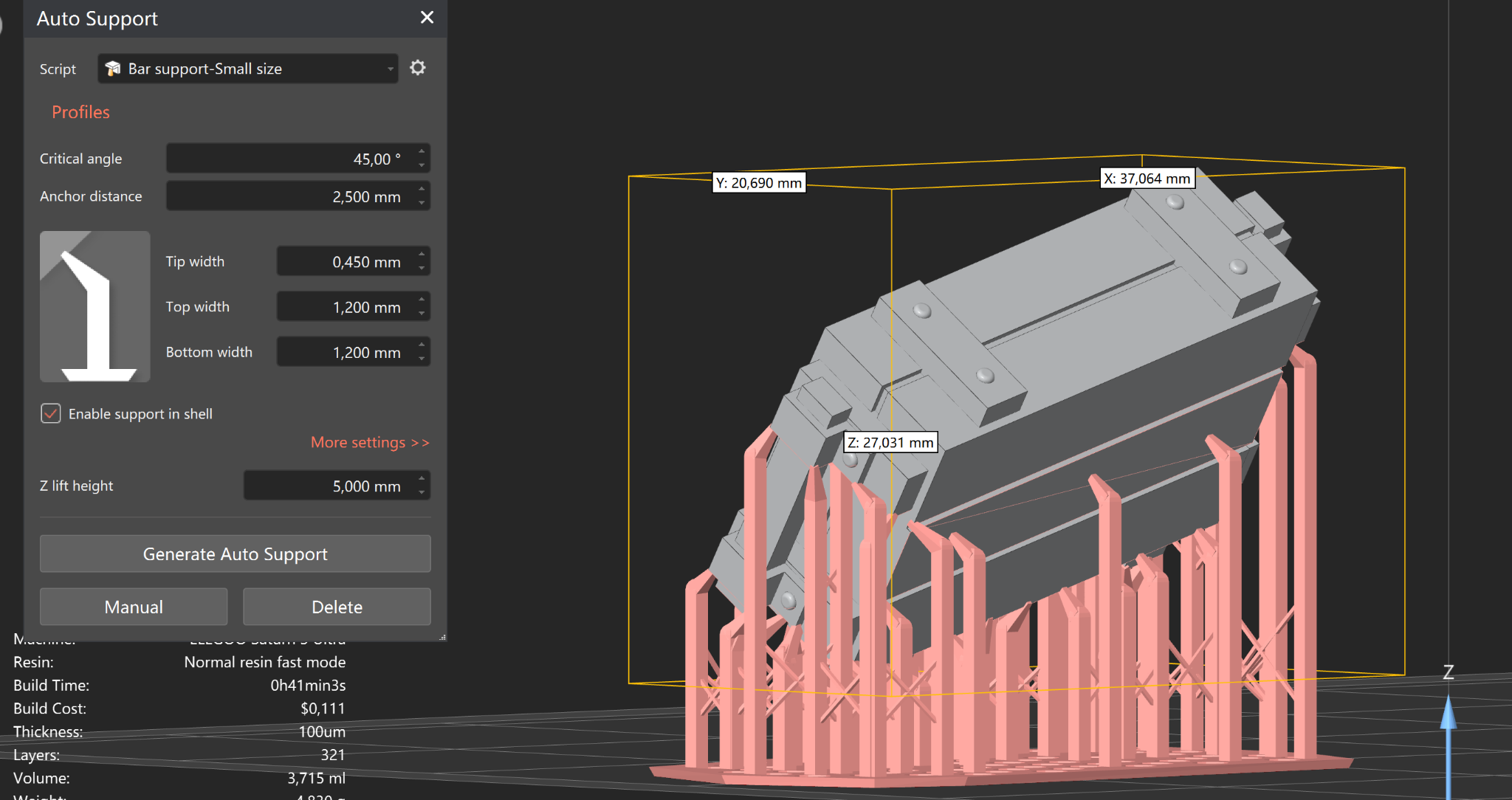
Bonjour tout le monde ! Je suis débutant en impression 3D résine, j'ai essayé de me renseigner au maximum avant de poster ce sujet et notamment, avant de faire mes premières impressions, en consultant tous les tutoriel proposés sur le site afin de m'y prendre correctement et avec minutie . Mais je sollicite votre aide car je coince un peu, étant limité par mes maigres connaissances sur le sujet. Je dispose d'une Elegoo Saturn 3 Ultra et utilise la résine standard gray d'elegoo. J'ai tout d'abord imprimé le fichier test présent avec la clef usb "Rook.goo", tout fonctionnait parfaitement et la pièce est sortie correctement sans défauts, néanmoins celle-ci était directement fixée au plateau sans support dans le fichier d'impression, donc pas de marque de support possible. Lors de mon deuxième test, j'ai utilisé le logiciel fourni "Voxeldance Tango" pour imprimer quelque petites pièces de décors pour mes figurines, des petites caisses de munitions. J'ai utilisé les paramètres pré-conçu sans rien touché du logiciel en utilisant le "normal resin fast mode" qui correspond aux recommandations d'elegoo, que j'ai pu trouver ici : https://drive.google.com/file/d/1_jnyMfNkm4sPJhKyN46ey5CO-ks4MRyR/view , aussi pour tester d'imprimer en 0.100 mm par couche. L'impression était rapide en effet, et les pièces sont très bien sorties sans échec, le seul soucis étant les marques de support trop prononcées. Je précise que j'ai retiré les supports avant de "cure" les pièces" dans un wash and cure". Pour donc éviter d'avoir des marques de support trop prononcées, supposant une sur-exposition, j'ai imprimé les mêmes pièces avec le même mode mais en modifiant l'exposition par couche à 2.25 s au lieu de 3.5s. Lors de ma troisième impression, j'ai en effet obtenu moins de marque de support (elles sont toujours présentes néanmoins), mais les pièces imprimées présentes maintenant des sortes de lignes de décalages. Sur les photo, la pièce à gauche est issue de mon deuxième test (celui correct mais avec trop de marque de supports), et la pièce à droite est issue de mon troisième test (avec les fameuses lignes de décalages). Je joins également une capture des paramètres de base du "Normal Resin Fast Mode" ainsi que l'agencement de mes supports pour la pièce concernée. Mon imprimante est situé dans un caisson ventilé dans lequel il fait entre 18 et 20 degrés. Et le leveling semble fait correctement car les premiers tests ont été concluants. Comment palier à ce problème qui semble venir de mon exposition s'il vous plait ? Je désire obtenir un minimum de trace de support, mais réduire l'exposition semble faire apparaitre ce genre de soucis sur les pièces imprimées. Que puis-je faire ? Merci par avance à tout ceux et celles qui pourront m'éclairer sur ce petit soucis