Usu
-
Compteur de contenus
46 -
Inscrit(e) le
-
Dernière visite
Récompenses de Usu
")





-
Décalage de couche à l'extérieur au niveau des supports
Usu en réponse au topic de Usu dans Entraide : Questions/Réponses sur l'impression 3D
Bonjour et merci ! J'avais bien vu ce sujet mais vu qu'il ne parlait pas de support je me suis dit que le problème était différent. Mais peut-être qu'en effet la cause est la même. Je vais le suivre mais les tips d'Elegoo c'est abusé quand même ... enlever les couches supérieures ou faire des écarts mais bien sûr ! Pourquoi pas n'imprimer que des cubes pleins pendant qu'ils y sont ! -
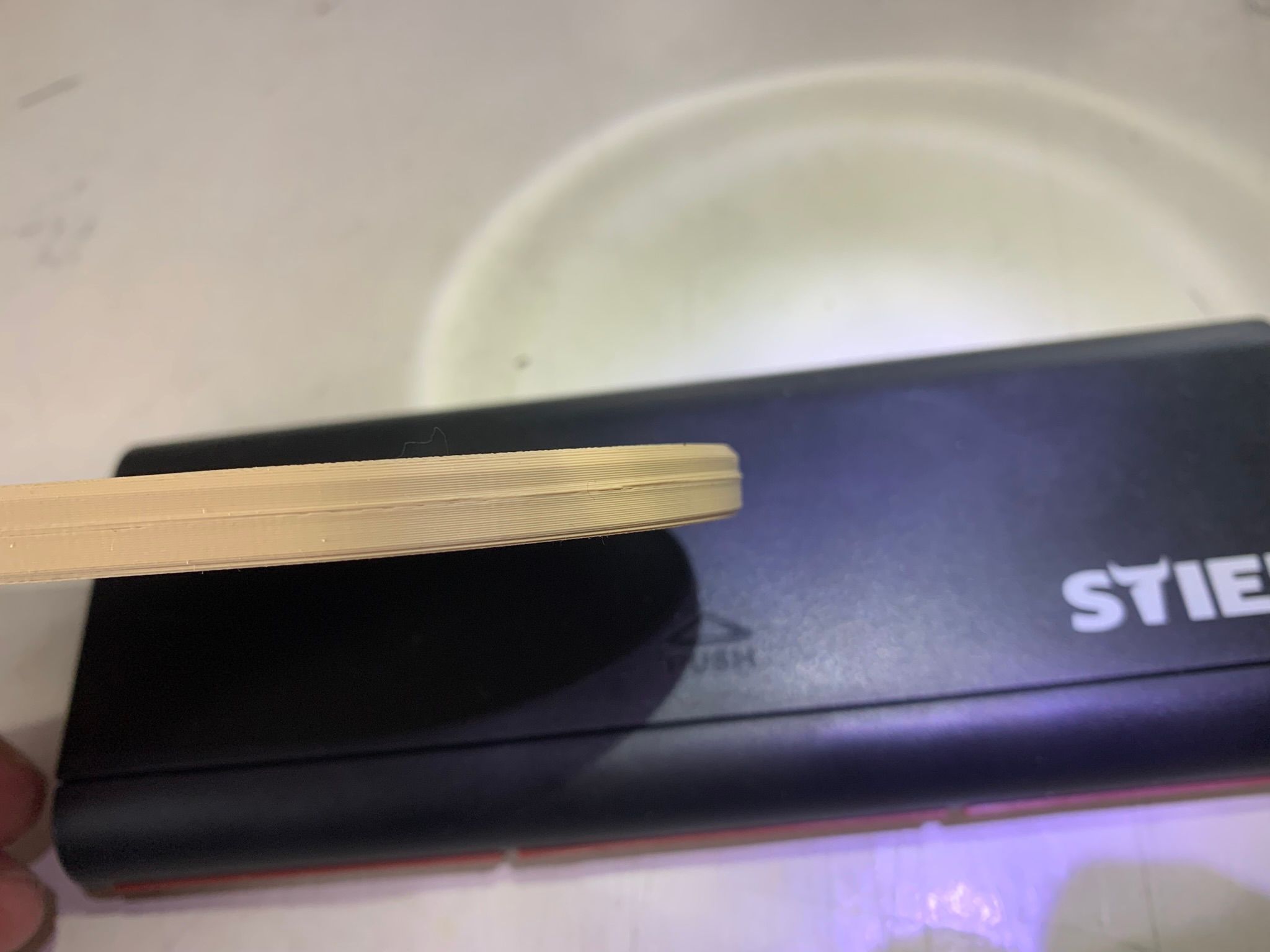
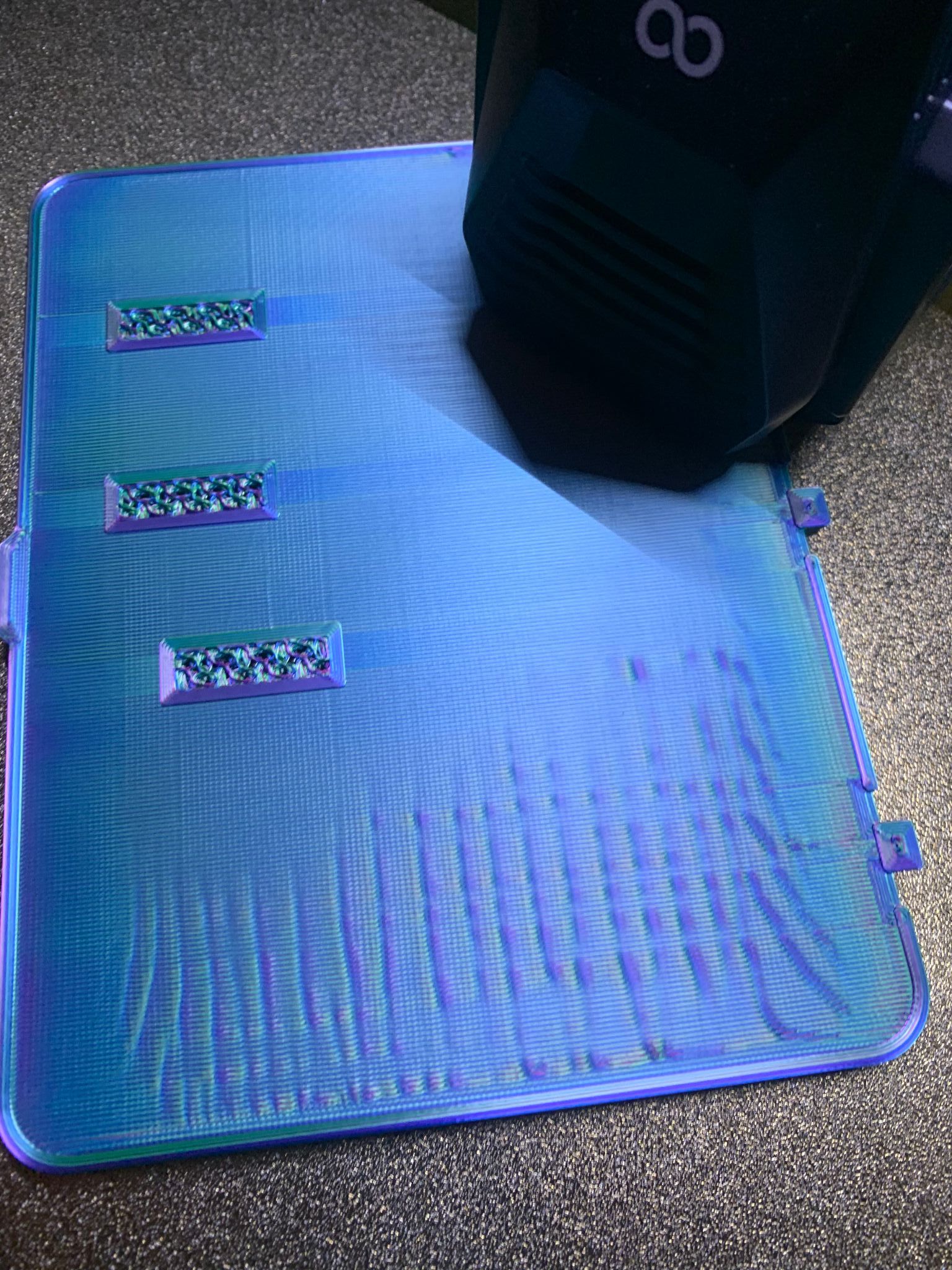
Bonjour à tous, Sur ma Centauri Carbon j'ai remarqué un problème récurrent : Un genre de décalage de couche qui provoque un boudin à l'extérieur lorsque qu'il y un support qui se termine à ce niveau. Voici quelques photo pour montrer le problème, une photo montre 2 pièces qui ont le même problème alors qu'un nivellement a été fait entre les 2 impressions. Serait-ce un problème de slicer (Orca), d'imprimante ... ? Merci d'avance pour vos lumières.




-
Merci beaucoup Gærbek pour ton explication ! Je pensais bêtement que le filament était coupé au-dessus de l'entraineur ... donc je me suis dis si je veux récupérer ma bobine sans avoir à allumer la machine et faire décharger, ça peut être intéressant. Mais donc non ça ne fonctionne pas comme je le pensais. Maintenant c'est clair
-
Bonjour à tous, J'ai vu que la manette sur le coté de la tête servait à couper le filament manuellement. Ça peut être utile mais après comment charger un nouveau filament ? - Faut-il juste faire "Charger" ? - Faut-il faire "Décharger" avant puis "Charger" mais que fais le bout de filament restant ? Sans coupe manuelle quand on fait "Décharger" le filament au-dessus de la coupe est récupérer en tirant le filament pour rembobiner mais que devient ce qui est en-dessous ? Pour moi la logique voudrait que ce qu'il reste soit évacué par le bas mais j'ai un doute (sur la N4+ il ne fait que rétracter par exemple). Je ne voudrais pas faire une mauvaise manip et qu'un morceau reste coincé, que j'ai à démonter le tube PTFE pour récupérer le reste ou pire... Merci pour vos lumières !
-
Fuite de la buse, hotend récupérable ?
Usu en réponse au topic de Usu dans Entraide : Questions/Réponses sur l'impression 3D
Bonjour à tous, Je déterre mon sujet car la fuite vient de se reproduire ! Après ma première fuite j'avais bien vissé la buse, plus de soucis, je surveillais régulièrement si il n'y avait pas de fuite. J'ai fait pas mal d'impression sans problème et "soudain c'est le drame" Je n'ai rien touché depuis (pas de changement de buse) juste un petit coup d'aiguille pour nettoyer l'intérieur mais pas juste avant la dernière impression. J'ai donc lancé une impression d'un objet que j'avais imprimé déjà 3 fois avant (exactement avec les mêmes réglages et même filament). Sur cette dernière impression je retrouve ma pièce totalement décollée et la hotend pleine de PLA comme lors de la dernière fuite. Pour info, la première fuite était avec du PLA polyterra blanc mate et celle-ci avec du forshape ecoPLA blanc mate. Qu'est ce qui a pu produire cette fuite ? Merci d'avance ! -
Fuite de la buse, hotend récupérable ?
Usu en réponse au topic de Usu dans Entraide : Questions/Réponses sur l'impression 3D
Merci @RFN_31, oui je vais serré plus cette fois (en espérant que mon prochain post ne soit "J'ai éclaté ma hotend en serrant trop ma buse" ! En effet j'ai vu ça, apparemment ce serait l'Acétate d'éthyle qui fonctionnerait. -
Fuite de la buse, hotend récupérable ?
Usu en réponse au topic de Usu dans Entraide : Questions/Réponses sur l'impression 3D
Merci également @pjtlivjy Genre acétone ? (c'est du PLA) Mais ça ne risque pas de faire fondre les fils de la thermistance et de la sonde ? --- 2nd post --- A few moment later .... Voici le résultat ... Un peu de chauffe mais j'avais un peu peur pour les fils. Beaucoup de grattage au scalpel, un petit ponçage au grain 600 pour finir. Qu'en pensez-vous ? C'est réutilisable en l'état ?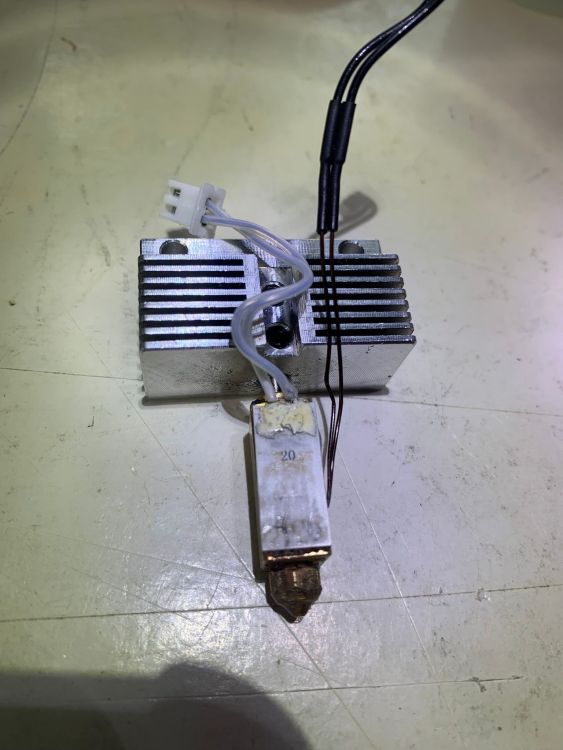



-
Fuite de la buse, hotend récupérable ?
Usu en réponse au topic de Usu dans Entraide : Questions/Réponses sur l'impression 3D
Merci RFN_31 de te pencher sur mon problème. Je vais essayé ça. Pour que ce soit plus facile est-il possible de dévisser (si c'est vissé) la partie chauffante du radiateur ? Si oui faut-il le faire à chaud ? Et est-ce qu'avec un pistolet chauffant ça suffira ou faut-il obligatoirement la faire chauffer via la machine ? -
Fuite de la buse, hotend récupérable ?
Usu a posté un sujet dans Entraide : Questions/Réponses sur l'impression 3D
Bonjour à tous, Bon, après un changement de buse et surement un serrage trop léger ... la buse à fuit et le PLA s'est bien étalé tout autour de la tête (entre la chaussette et la tête). Ça forme un joli bloc maintenant ! Ci-dessous les photos. Est-ce que c'est récupérable ou il faut prévoir un changement de hotend ? Merci !


-
À vrai dire c'est plus par rapport aux formes des pièces... - couvercle ou boite (quand c'est plat et grand), un peu de warping (là c'est du silk généralement G3D ou sunlu) - je suis radin alors si je peux éviter les bordures - porte-clé sans base plate (petit et plutôt sphérique) même avec bordure ça se décollait (silk sunlu ou du mat genre polyterra ou G3D) - ou quand j'imprime sur la face lisse du plateau Voilà les cas où j'en met.
-
Vague sur dernière couche de la surface supérieure
Usu en réponse au topic de Usu dans Entraide : Questions/Réponses sur l'impression 3D
Merci à tous les 2 pour vos conseils. Je vais tester tout ça et je vais donc aussi ajouté le débit à ma checklist des réglages à faire en fonction des filaments. En tout cas j'étais complètement à coté de la plaque (Texturée, lisse, PEI, verre... ? blague de 3Dprinter ) concernant la ventilation, moi qui cherchais à la réduire ! -
Merci Djam pour ta recette. Je l'ai testé et apparemment ça fonctionne bien, ça colle et c'est plus propre que de frotter le tube sur le plateau. C'est vrai que c'est un peu galère pour avoir un mélange homogène alors je me permet une petite astuce de cuisine. - couper des morceaux de colle UHU en lamelle et les passer au presse-ail, ça fait des petites boules - mélanger avec l'alcool - passer le tout au tamis très très fin (plus fin qu'une passoire) avec une corne (sorte de spatule plate et flexible pour la pâtisserie) C'est rapide et ça fait un mélange bien homogène
-
Vague sur dernière couche de la surface supérieure
Usu en réponse au topic de Usu dans Entraide : Questions/Réponses sur l'impression 3D
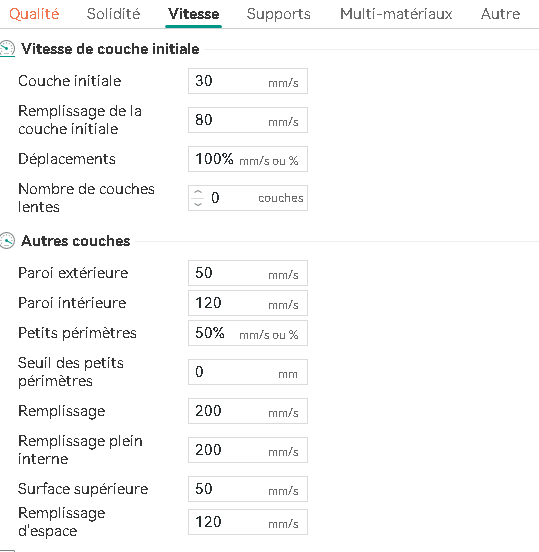
Merci PPAC de te pencher sur mon problème. C'est vrai que je ne pense jamais au débit du filament et c'est vrai que j'ai l'impression que ce qui sort de la buse quand c'est du silk semble un peu plus épais. Jusque là je n'avais pas eut trop de soucis... peut-être parce que les pièces étaient plus petites. J'avais laissé le débit original d'un profil de base de orca, en gros j'utilise le profil PLA pour filament elegoo (les premiers que j'ai acheté) puis je modifie juste les T° en fonction des PLA, mais je laissais le débit à 0.98. Pour la densité de remplissage c'était du 25% donc je ne pense pas que ça vienne de là, surtout qu'il y avait des défauts sur la 1ère couche. Étant un peu pressé par le temps, j'ai continué mes recherches... alors entre l'histoire de la ventilation, je suis aussi tombé sur un post parlant du débit (que je n'avais pas vu avant de poster), j'étais un peu perdu mais j'ai refais l'impression avec les changements suivant : Vitesse 1ère couche 50 au lieu de 30 / Vitesse surface supérieure 80 au lieu de 50 / Débit à 0.97 au lieu de 0.98 Et ouf ! L'impression est propre ! Donc si je comprend bien ce serait le 0.97 pour le débit qui a fait la différence ou augmenter la vitesse aurait aussi eut un impact ? -
Bonjour à tous, Me voilà confronté à un petit problème plutôt visuel. Avec certains filaments (surtout les silks j'ai l'impression) ça me fait des genre de vagues sur la surface supérieur. J'ai aussi l'impression que c'est sur la dernière couche de cette surface (dans ce cas j'ai 5 couches pour la surface supérieure) que le problème survient, de ce que j'ai vu les précédentes couches n'avaient pas ce soucis. Ci-dessous la photo du problème et mes vitesses. Après quelques recherches j'ai vu que ça pouvait venir du leveling, je l'ai fait juste avant cette impression ou alors je l'ai mal fait ... Sinon j'ai vu également que ça pouvait venir du refroidissement trop fort et vu que la vitesse de la dernière couche est plus faible que les précédentes, le refroidissement par rapport à la vitesse est donc plus fort. Si c'est bien un problème de refroidissement qui est réglé à 100% dans orcaslicer, je ne vois pas comment ajuster la vitesse des ventilos par rapport à la vitesse de l'extrudeur, je ne vois que seuil mini et seuil maxi, serait-ce automatique ? Ce n'est pas la première fois que ça me fait ça mais jamais autant. Merci d'avance pour vos idée et votre aide.

-
Code promo 10% chez 3DJake (nouveaux clients)
Usu en réponse au topic de Julien dans Bons plans et crowdfunding
Merci Julien Pour info, ce code est encore valable à ce jour.