RichRider
-
Compteur de contenus
27 -
Inscrit(e) le
-
Dernière visite
Tout ce qui a été posté par RichRider
-
Presse agrumes ou la loi des séries
RichRider en réponse au topic de jcjames_13009 dans Projets et impressions 3D
Je déterre un peu car c'est un sujet impression 3D alimentaire qui m'intéresse et du peu que j'ai appris ça pose problème. En fait la matière première peut être alimentaire mais comme on la transforme nous même il est impossible de certifier les conditions de transformation de cette matière. Et d'après ce que j'ai entendu ensuite (corrigez moi si je me trompe) le filament serait un peu mélangé avec des produits permettant l'impression. C'est complexe du coup... Sur le plan nutrition attention, boire un jus d'orange le matin est équivalent à boire du soda. Les quantités de sucre sont très élevées dans les agrumes c'est d'autant plus néfaste lorsque l'on est à jeun. La solution est peut être de manger les fruits entier, le jus c'est surtout du sucre et de l'eau... -
De toutes façons abondance de bien n'est pas un mal et les scientifiques (après avoir écouté cette vidéo présenté ici sur le forum) assurent quand même que plus tu es exposé à ces polluants plus tu augmente le risque. Un bureau c'est quand même un lieu ou tu te pose minimum quelque heures dans une journée et c'est pas forcément une grande pièce. En attendant c'est conseillé de ventiler au moins 15min/jours. Après à savoir que même filtré quand tu ouvre le caisson de ton imprimante il reste des polluants, et même si tu laisse un temps pour qu'ils retombent tu va les soulever rien qu'a l'ouverture de la porte. Bon après va savoir quel polluant tu fais rentrer chez toi en ouvrant la fenêtre ou la VMC... La pollution humaine à carrément marqué une nouvelle ère géologique, on peux commencer à voir l'industrialisation des années 1950 dans les strates sédimentaires au fond des lacs. Il y a même des microplastiques dans notre sang ...
-
A moins que tu imprime des matériaux très polluants, le peu que j'ai entendu sur le PLA et PETG ça convient dans un lieu bien ventilé, donc la VMC, peu importe ou est la bouche, met la maison dans un flux d'air renouvelé constant. Il y a déjà des polluants chez toi, la peinture, les colles, les produits de finition, les poussières diverses, les virus, les bactéries etc... La VMC sert à brasser tout ça en l'évacuant et aussi à réguler l'humidité. On m'a dit qu'un papier peint ou une peinture murale c'est plus de dix ans de pollution. A confirmer par un pro mais une VMC fera surement le job pour une imprimante perso et si tu n'en a pas (comme moi d'ailleurs, il va falloir que je m'en occupe) c'est vraiment important pour la santé. Après j'imagine que dans un atelier remplis d'imprimantes ou tu travaille des matières plus complexes il doit falloir créer une ventilation spécifique. L'idée du filtre c'est peut être bien mais a mon avis la VMC est une priorité avec ou sans imprimante.
-
Publication Maker World
RichRider en réponse au topic de RichRider dans Entraide : Questions/Réponses sur l'impression 3D
J'ai édité mon post le problème est réglé, sous Mac il y a des autorisations selon les appli et les dossiers je pense que c'est ça car j'ai réussit sur un autre dossier cible ... Une fonction qui pose plus de problèmes qu'il n'en résout. Merci à toi. -
Publication Maker World
RichRider en réponse au topic de RichRider dans Entraide : Questions/Réponses sur l'impression 3D
Oui voilà c'est là que ça coince, lorsque je fais cette manip rien n'apparait dans dossier choisit ensuite. Et j'ai le message suivant: Failed to save the project. Please check whether the folder exists online or if other programs open the project file or if there is enough disk space. C'est quoi cette histoire d'espace disque? C'est une cloud pour utiliser BambuStudio? Ou est-ce cette pelure de carte SD qui est d'origine dans la machine? Mon ordi à largement d'espace donc ça ne vient pas de là. Edit: C'est réglé ! J'ai changé de dossier cible et ça fonctionne, visiblement il doit encore y avoir des problèmes d'autorisation avec les dossiers... J'avais oublié que sur Mac c'est un problème récurent, le système s'autorise à interdire l'accès des appli à certains dossiers... -
Publication Maker World
RichRider a posté un sujet dans Entraide : Questions/Réponses sur l'impression 3D
Je rencontre un problème pour mon premier partage sur MakerWorld. J'ai généré un fichier depuis Bambu Studio en .gcode.3mf mais il n'est pas accepté sur la plateforme qui veut un .3mf produit par Bambu Studio qui inclus le profil d'impression ... Et depuis impossible d'exporter depuis Bambu Studio, ni STL ni 3mf... Le fichier de base vient de freecad que j'ai converti en 3mf et que j'ai imprimé. Peut être une incompatibilité avec Mac? -
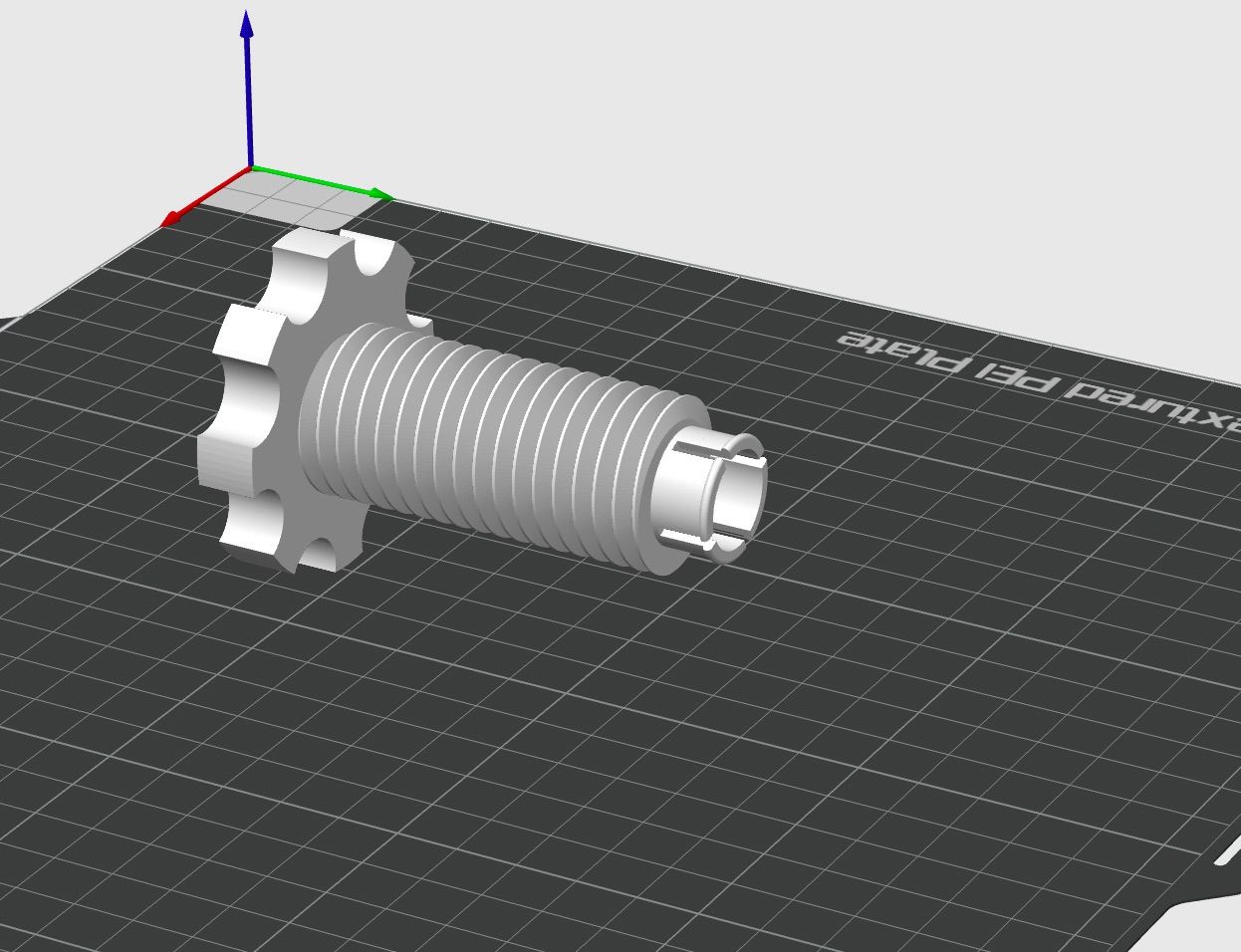
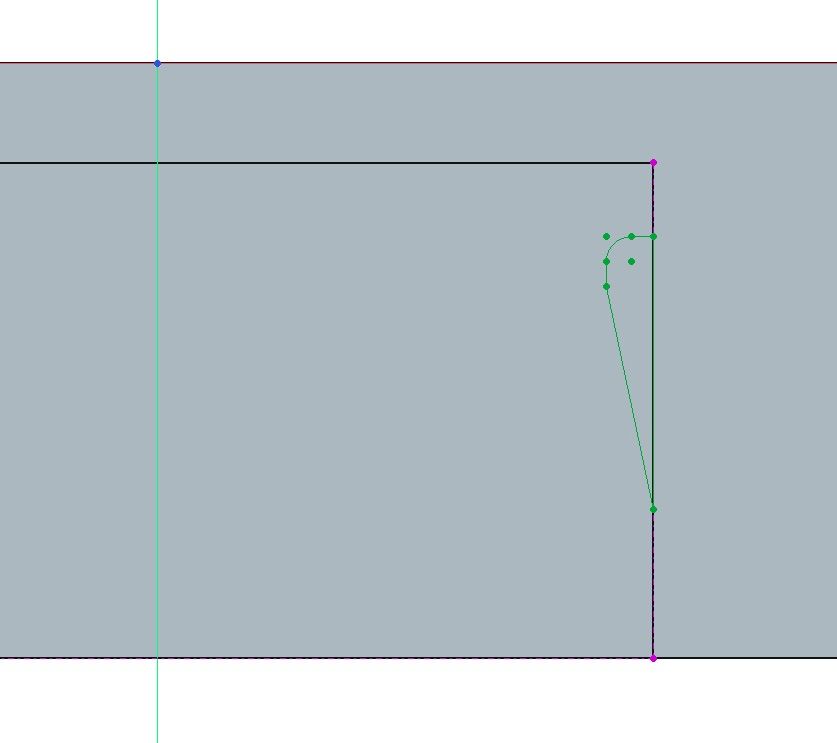
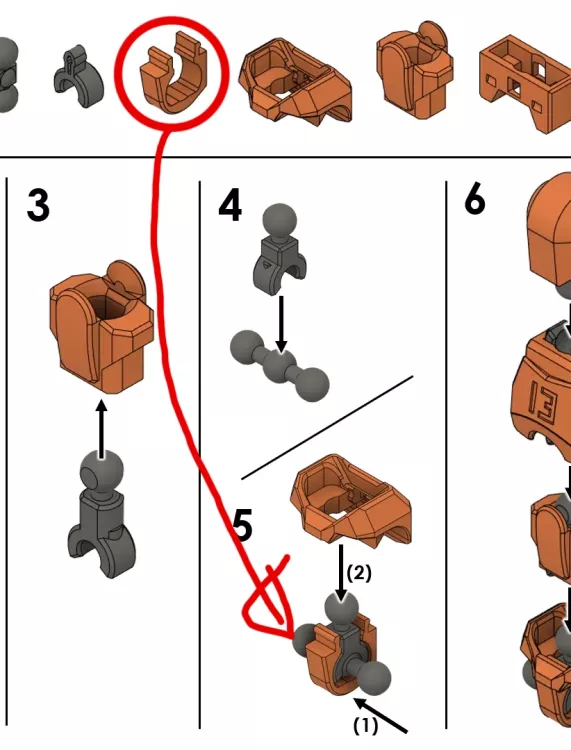
Pour le pad tu peux aussi créer ce type de clip sur la vis. Je débute sur FreeCad c'est pas du super top design de chez Airbus... Je n'ai qu'une vue du sketch pour montrer l'intérieur du pad, mais sur ce projet j'ai dessiné un trous du diamètre maxi du bourrelet et ensuite une pente pour revenir sur le diamètre max. Je n'ai pas encore imprimé il faut surement ajuster mais j'ai déjà laissé des 0,25 ici et là pour que ça soit démontable ni trop ni pas assez. Ça pourrait éviter de créer un assemblage dans le corps de l'étau.
-
je corrige -> "pas grâce à“
-
Alors je rencontre le même problème que j'ai résolu et pas gracilités à ce post... Comme on ne sait pas de quelle machine il s'agit et si le problème a été résolu ... je pense au prochain qui passera comme moi avec le code d'erreur [12FF-2000-0002-0004] [141920] je vais partager ma solution. Donc pour moi sur une A1 avec un AMS Lite le filament marchait nickel sur la bobine externe mais pas avec l'AMS le chargement était bloqué led rouge sur le 4. Du coup j'ai démonté la buse, le hub qui distribue les 4 filament sur la A1, et les tuyaux de l'AMS Lite. J'ai soufflé dedans (et aussi le feeder en question de l'AMS-lite), j'ai passé une tige pour voir si c'était obstrué etc... bref j'ai ramoné le bazar par tout les trous ! Et maintenant ça fonctionne surement un bout de filament sur le capteur.
-
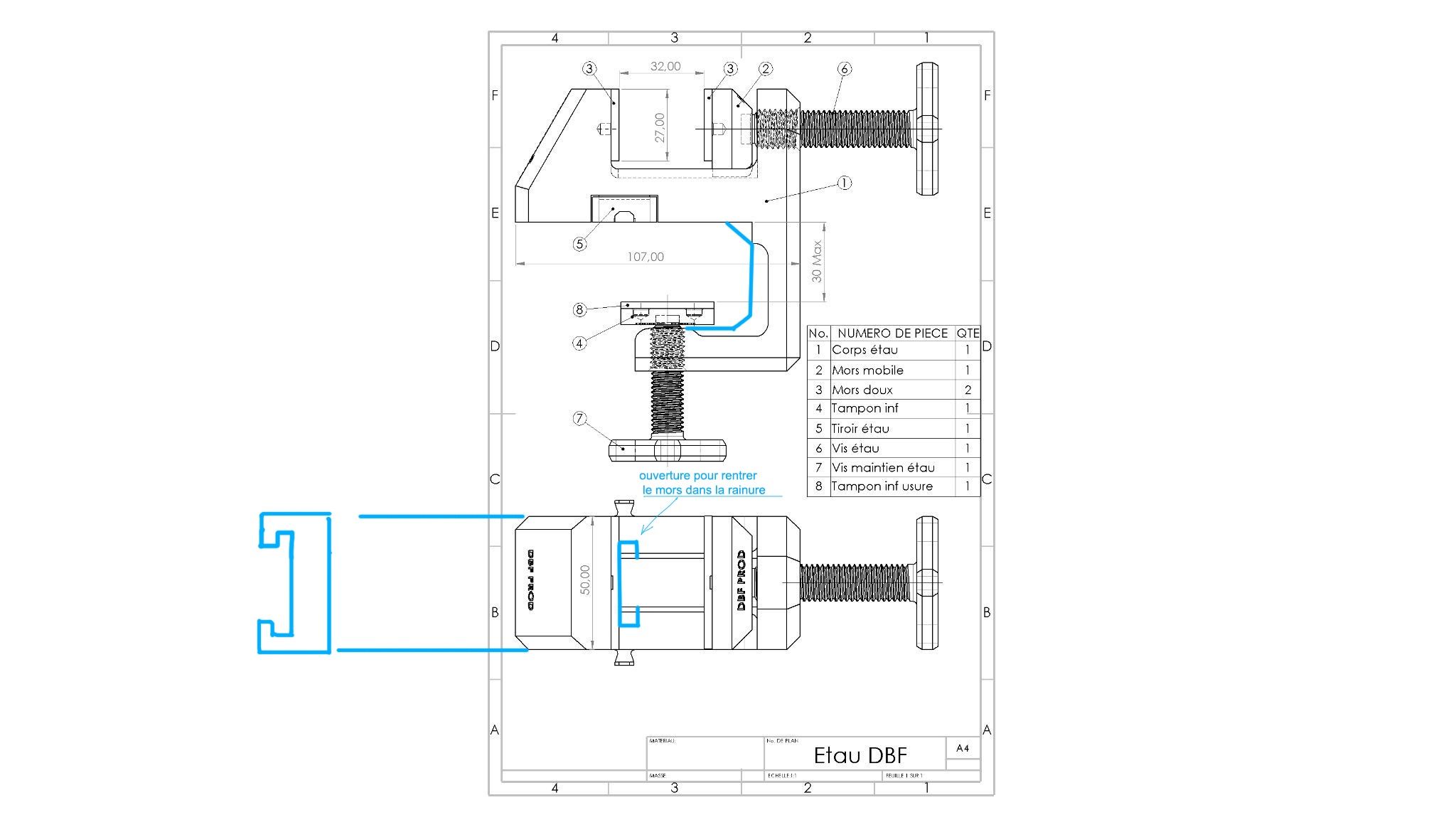
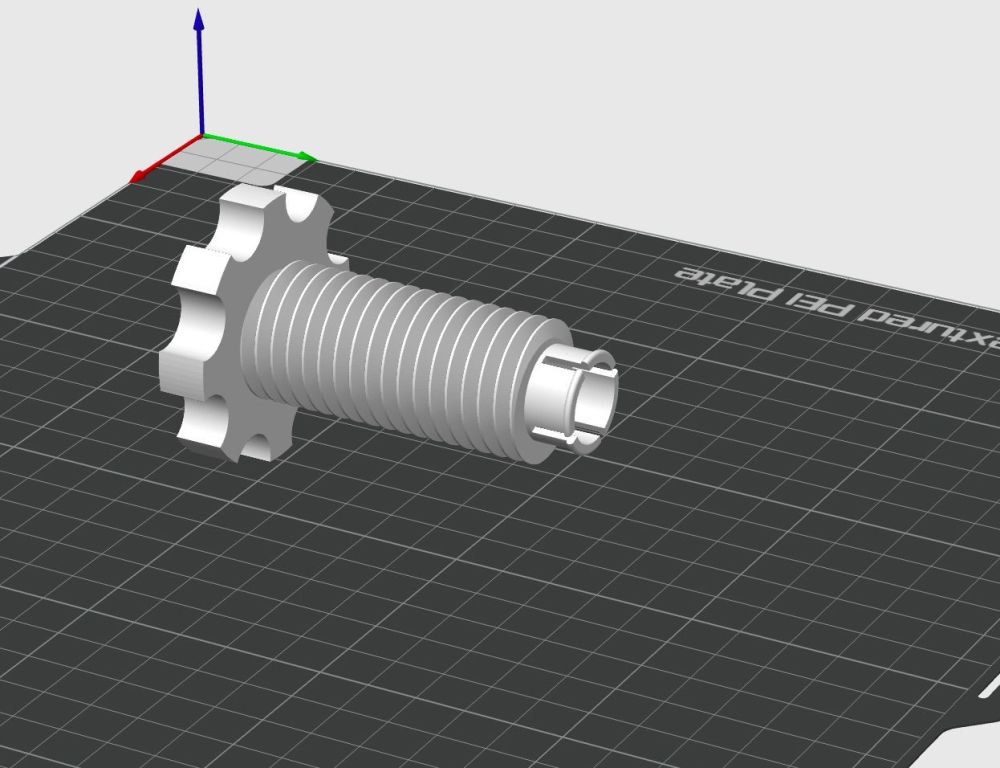
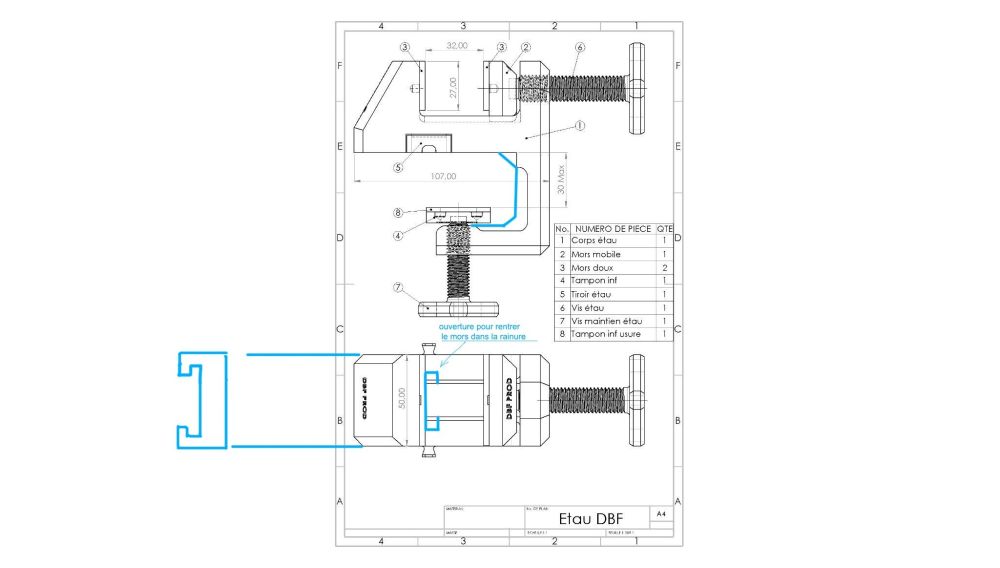
Et oui le triangle est le choix géométrique de toute structure qui demande une bonne résistance mécanique, c'est simple le triangle est indéformable le renvois d'effort y est plus équilibré, la charpente est les meilleur exemple, le ferraillage dans le béton etc... Tu peux quand même choisir le sens d'impression, les triangles visiblement sont toujours dans le sens du lit, après tu allonge le temps d'impression selon tes choix. En parlant de sens d'impression les visses sur l'étau je les ai imprimé à plat pour ne pas avoir un fil perpendiculaire à la visse ce qui la rendrait cassante. Bon le pas de vis est un peu moins propre avec les supports et c'est plus long à imprimer mais je pense que ça vaut le coup. J'ai gribouillé sur ton plan, comme dirait le doc ce n'est pas à l'échelle Tu peux faire une rainure qui retient le mors dans l'étau, et pour le rentrer tu laisse une ouverture ou tu peux même le programmer pour l'imprimer comme ça sans ouverture. Si ouverture tu peux la réaliser à la largeur du mors sans le pad en TPU comme ça une fois en place même à fond il ne sortira pas. Egalement j'ai dessiné plus de matière en dessous et des angles à 45°, tu pourrais même faire plus épais, bon après c'est pas un étau qui demande de supporter des contraintes comment dans un atelier de mécanique.
-
J'ai quelque idées sans rajout de visses ou autre fixation, je te ferai quelque croquis. Ca dépend de quelle performance tu parle. Le triangle est indéformable il sera très efficace pour éviter la déformation, le giroide apportera plus de résistance au cisaillement, ça se déformera mais cassera moins vite etc...
-
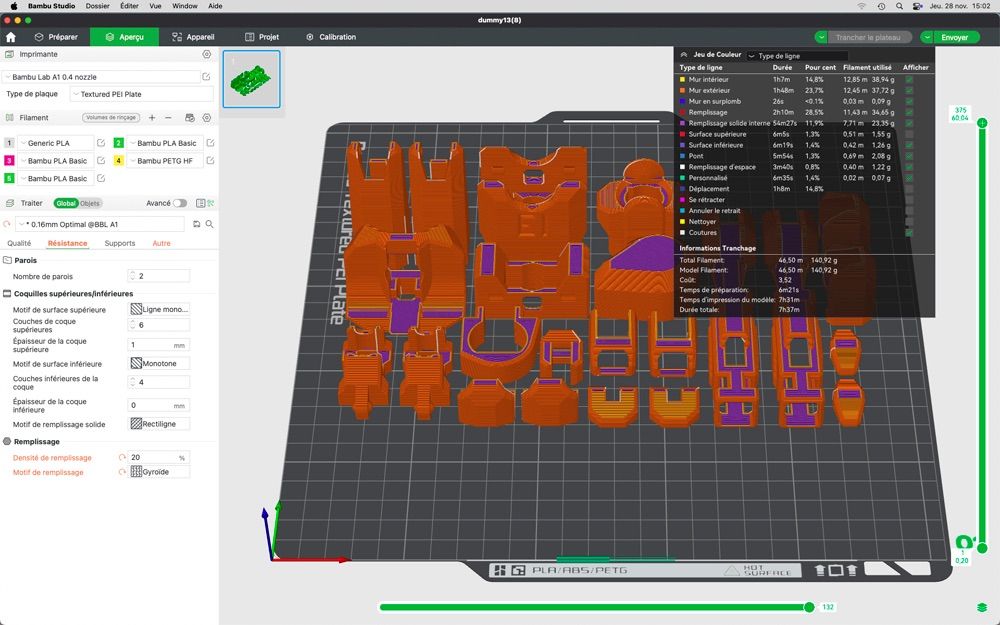
J'ai utilisé du PETG je n'ai pas de TPU, je me demandais si j'allais attendre d'en avoir ou imprimer les mors en PETG et y coller un morceau de chambre à air pour le coté amortissant et "accrochant". Mais j'avoue que je vais plus l'utiliser pour souder de l'électronique que pour faire quelque chose qui exerce une contrainte physique. Je ne retrouve pas l'historique mais de mémoire j'ai mis 4 murs et 50% de remplissage en triangles avec 30% de chevauchement (-> je sais pas si ce dernier réglage était pertinent ce le quasi standard). J'ai mis des jupes extérieur à 5mm, je le fais sur toutes mes impressions d'ailleurs c'est soit très utile soit un confort psychologique. Le reste en standard 0,2 bambulab A1.
-
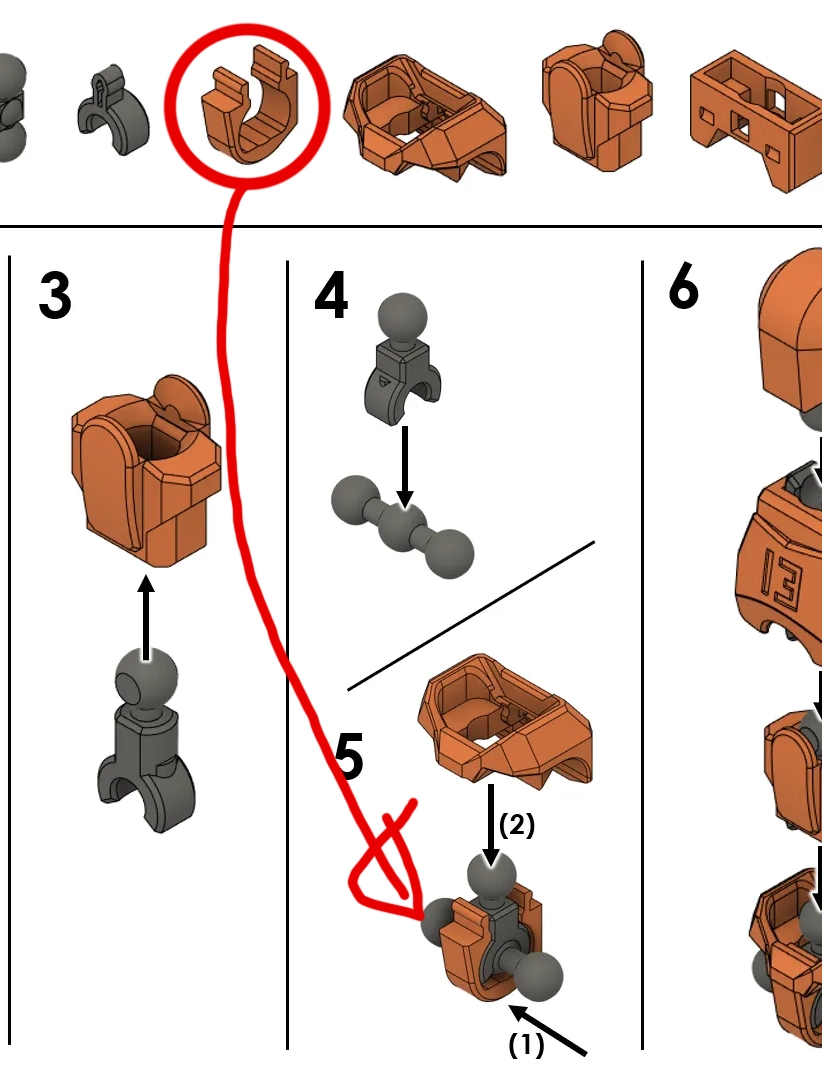
Je l'ai imprimé (sauf le tiroir), et c'est une belle pièce. Par contre j'ai noté quelque soucis. Sur la partie qui descend sous la table c'est dommage qu'il y ait ce renfoncement et même ça méritait un renfort à 45°, le serrage fait trop plier la pièce. Pour qu'il tienne bien en place c'est chaud d'ajuster un serrage sans le casser. Après pour le mors mobile c'est ennuyeux qu'il ne soit pas clipsé dans la visse pour ne pas qu'il tombe à chaque desserrage. J'ai imprimé les visses à plat, ça m'a semblé plus solide d'avoir le fil dans le sens de la longueur.
-
Alors il ya du neuf, donc j'ai cherché pour les calibrages dans le wiki Bambu et sur la Bambu Lab A1 si on utilise le filament Bambu Lab la calibration auto suffit. Par contre deux choses ont changé vraiment la donne, en premier le nettoyage de la plaque, c'est fou la différence ! Ensuite et pas des moindre la température de la pièce. Alors je vais raconter ma vie; mais j'ai un insert qui chauffe cette pièce et il se trouve qu'il n'avait pas de joint sur la vitre que j'ai changé récemment... Il n'y en avait pas au départ mais surement par erreur lors d'un changement précédent ou de conception... bref... J'ai mis un joint et la température est plus stable, donc l'humidité est plus stable aussi. Là j'ai commencé à imprimer ce fameux fichier et ça sort nickel, je l'ai simplement programmé à 0,20 mm avec une jupe de 5mm. Je pensais investir dans un séchoir mais au final quand la machine tourne 8h non stop le filament à le temps de reprendre l'humidité, donc c'est l'environnement qui doit être sec. C'était à peu de choses près ce que vous avez publié. Donc ce n'était pas l'origine de mon problème évidement. https://www.lesimprimantes3d.fr/bambu-lab-cloud-bug-20230818/
-
Ok, mais pour les premiers essais j'avais pris le fichier de base que j'ai mis à 300% et j'ai imprimé en 0,2 parce qu'il est en 0,15 à la base. J'ai ensuite tenté en 0,16 et pareil, avec sans supports etc... En fait j'ai modifié plusieurs paramètres pour voir et ça n'a pas marché, par contre là celui que j'imprime passe impec sauf qu'il est à je sais pas quelle échelle en dessous de 300%. Après je me demande si quand j'envoies les fichiers depuis Bambu Studio ils ne restent pas dans le cloud et que l'imprimante puise dedans pour imprimer, là on pourrait avoir une belle source de testiculerie ... Mais peut être que le fichiers vont quand même dans la machine je ne sais pas... Sinon j'ai imprimé un 100% c'est nickel aussi.
-
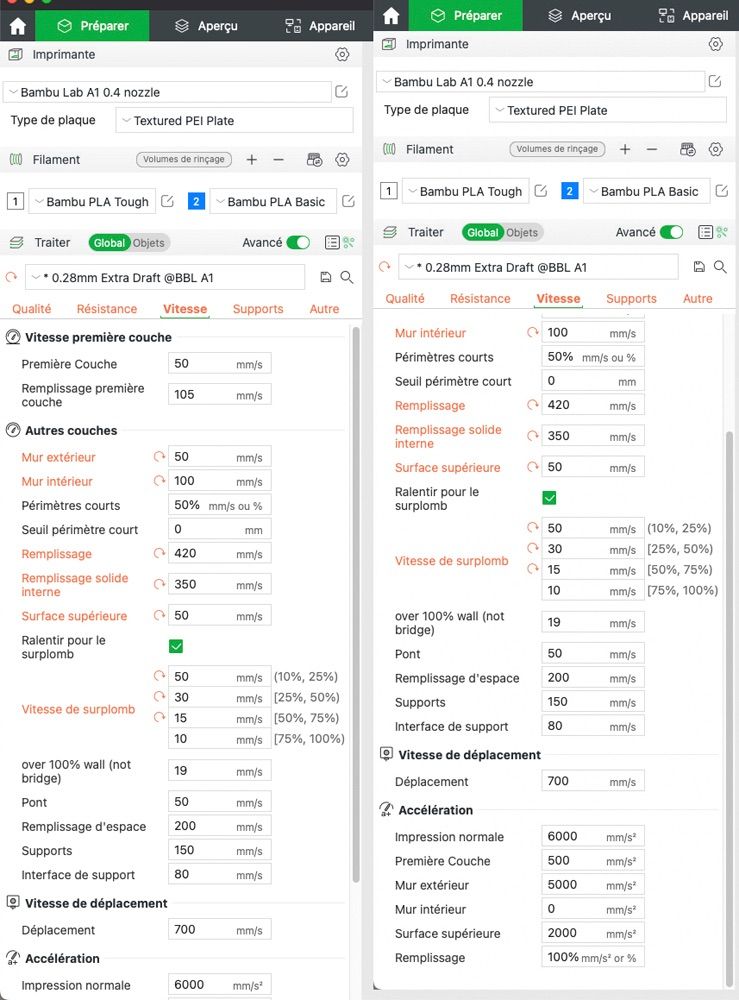
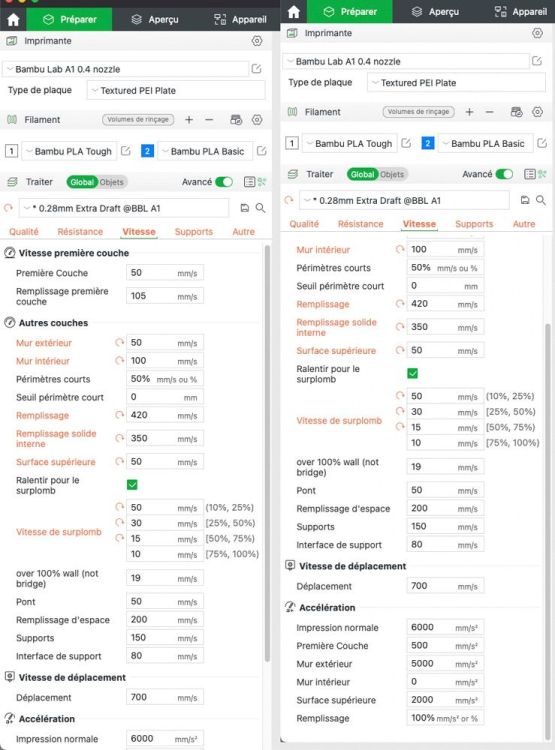
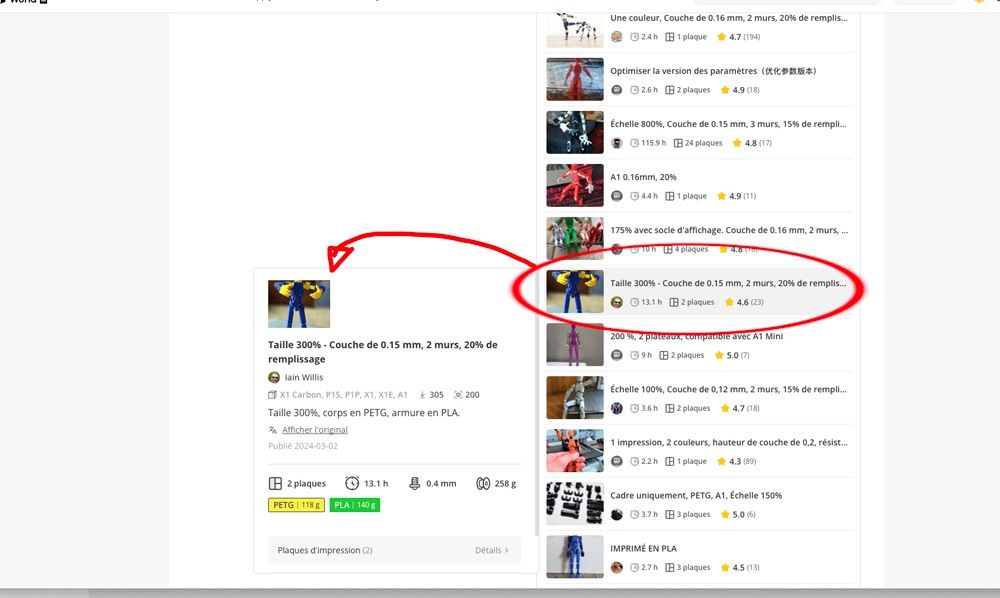
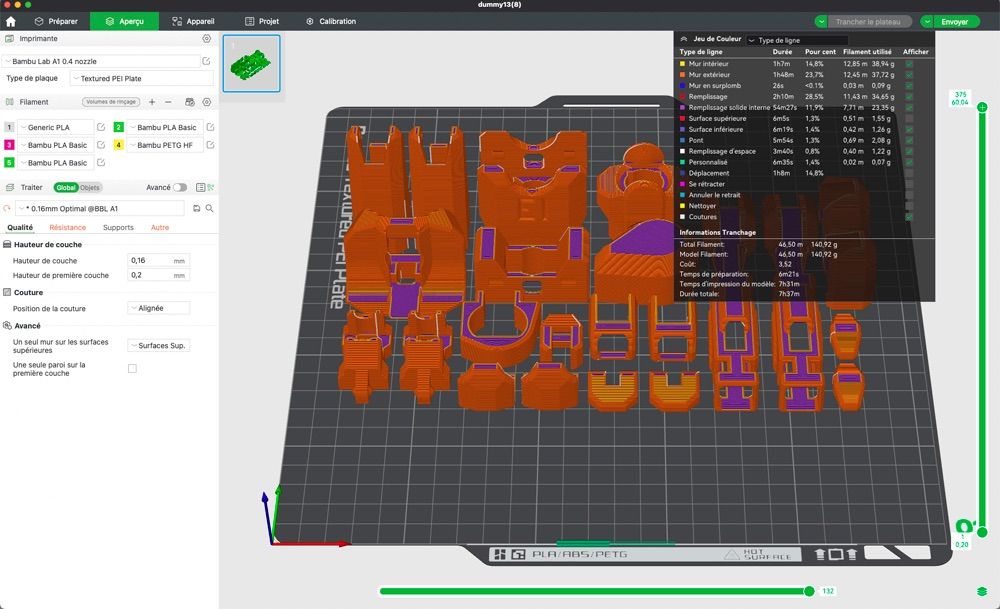
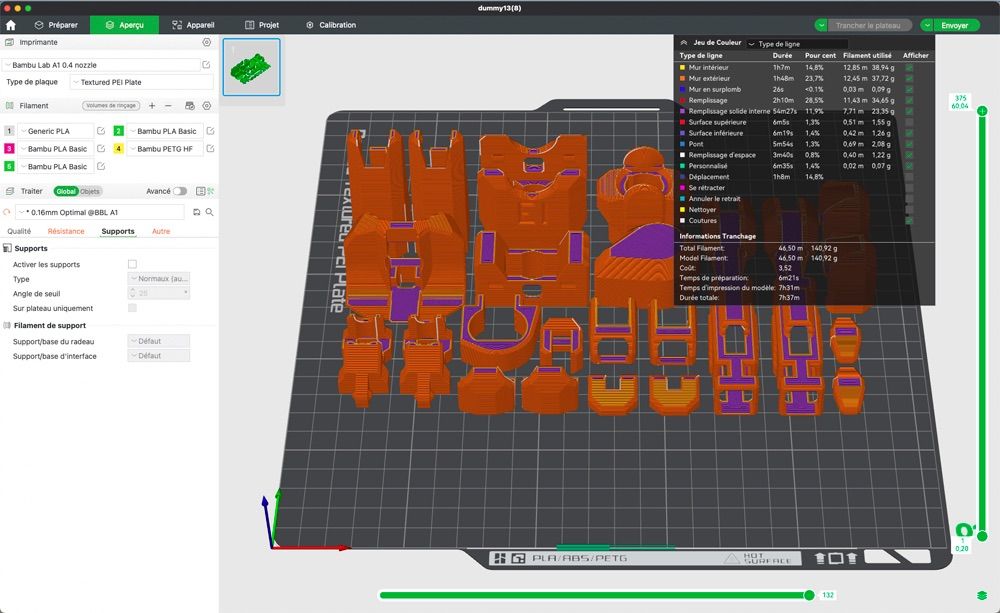
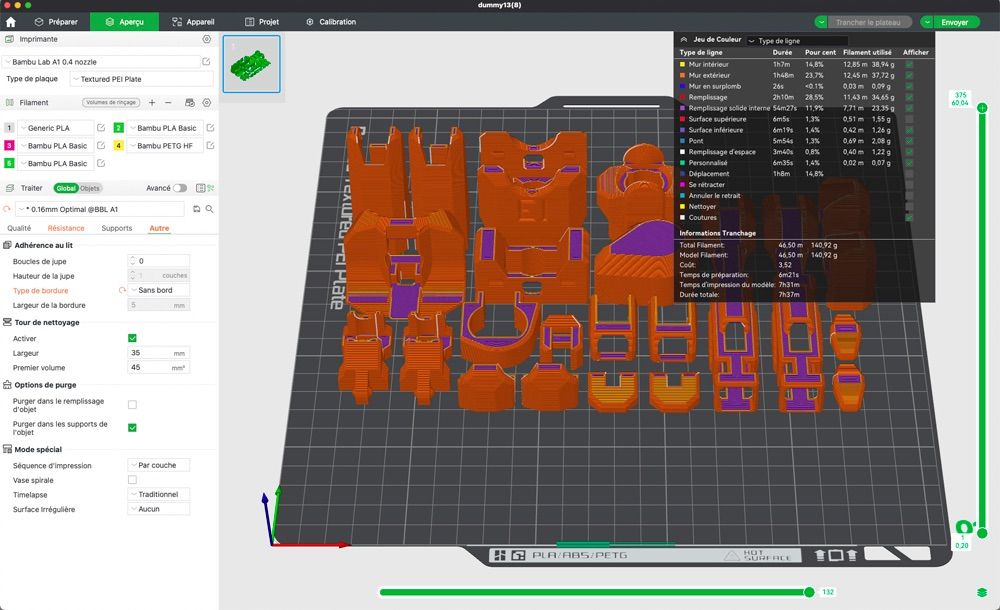
Sauf que le problème se produit avec les deux filaments. Là je suis en train d'imprimer avec le fichier 300% que j'ai directement envoyé avec mon tel. étrangement il n'est pas à 300%, tout est un peu plus petit... va comprendre... bref le gars à du faire une faute de frappe quand il a écrit sa description. Et donc ça passe. Donc en fait j'ai du imprimer l'autre alternative à 300% qui à posé problème (celle des photos) -> Échelle 300%, Couche de 0.28 mm, 3 murs, 10% gyroid La capture j'ai mis le scroll cote a cote pour voir le bas.
-
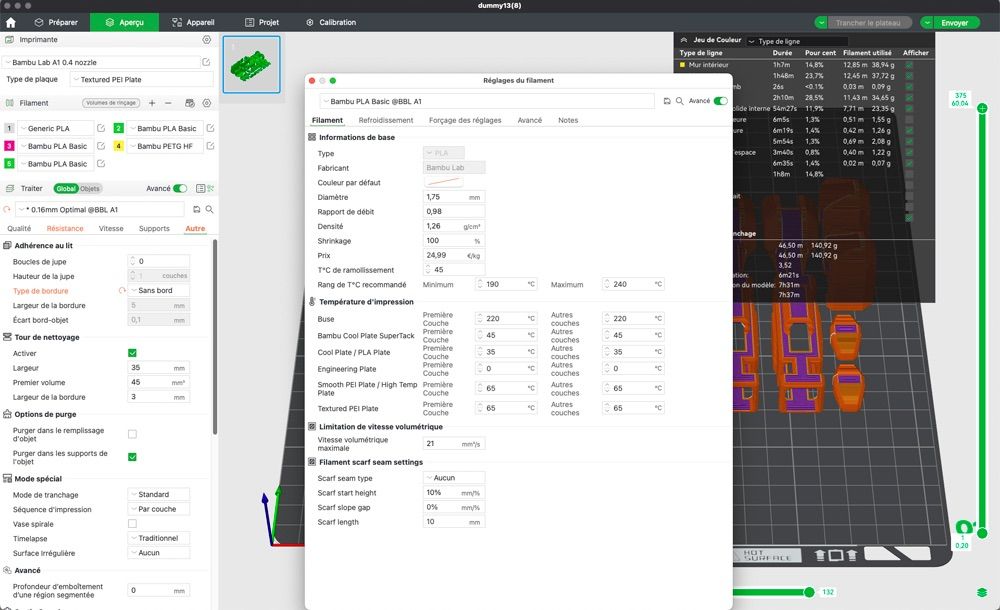
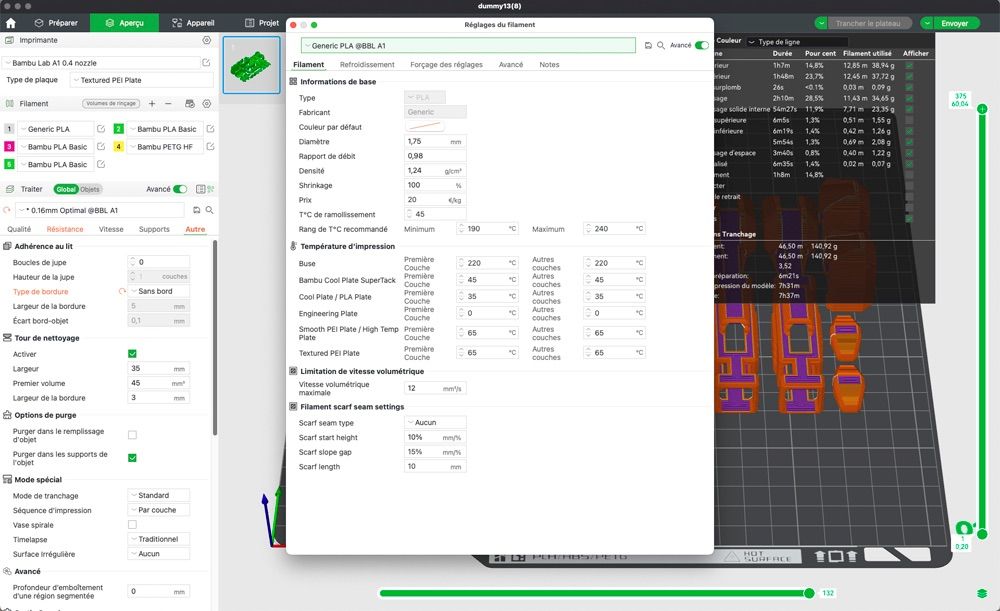
https://eu.store.bambulab.com/fr-fr/products/pla-matte-filament?variant=43992833229019 https://www.polyfab3d.fr/filaments-elegoo/3004-elegoo-pla-blanc-175mm-1-kg.html https://makerworld.com/fr/models/183780#profileId-202639 J'ai utilisé le premier profil que j'ai mis à 300% moi même, le squelette est sorti nickel et sur la capture d'écran j'ai utilisé ce profil ensuite qui était déjà passé en 300%. A chaque fois le même problème comme je l'ai décrit.
-
Ok, je vais voir ça donc je trouve ces calibrations dans les menus de la machine? Il m'est arrivé un autre truc étrange aussi, quand j'ai relancé la version 100% tout à l'heure le fichier à été slicé dans le cloud et il est arrivé dans la machine à 45° sur le plateau au lieu d'être parallèle aux bords... et une petite partie était imprimé en dehors du plateau. J'ai choisit de faire le transfert directement depuis mon téléphone pour voir si automatiquement il y aurait un soucis, ou si moi dans le Bambu Studio je faisait une erreur... Mais bon ça m'a bricolé ça de travers, et j'ai lu aussi que si l'épaisseur des couches n'étaient pas un multiple du diamètre de la buse c'est problématique, là le fichier de base est à 0,15mm... Ensuite j'ai trouvé une autre version plus récente qui tourne en ce moment sans problèmes mais c'est en kit-carte. Donc une version 300% à voir si c'est possible de couper pour tenir tout ça en deux plateaux.
-
En fait ce n'est pas un surplomb c'est pour ça que je te dis depuis le départ que l'imprimante ne doit pas passer par là et que tout se décale sans raison, ça ne colle donc pas avec un problème de calibration. Vois sur l'image tu vois bien que ça imprime de travers, après ok c'est peut être la vitesse, mais du peu que je sais on ne dirait pas un coup ou ça bave à cause de trop de débit ou pas assez. C'est clairement que la buse ne fait pas le chemin qu'elle doit faire et la pièce est sans doute très simple, plus simple qu'un Benchy ou que les cales que je viens d'imprimer. Sur les 3 tentatives j'ai fait deux fois avec des supports, avec le même résultat comme je l'ai décrit. Là j'ai lancé l'impression à 100% pour voir. Edit: vous ne voyez rien qui cloche dans les paramètres que j'ai partagé?
-
Ben ça j'ai une doute parce que à observer les passages quand part en javel on dirait plus que ça vise à coté que de mal gérer les débit. Par ex sur cette photo le filament au milieu est posé au moment ou cette couche devrait être sur la partie arrondie. C'est comme ça partout en fait, on vois bien que la buse ne passe au bon endroit. Vue le décalage si la machine était mal calibrée elle le ferait tout le temps non? C'est tellement décalé ... Idem pour les remplissages on voit bien que c'est tout en fouillis ça fait pas les quadrillages proprement c'est tout décalé.

-
Si j'ai pu imprimer d'autres choses avec ce n'est pas ça, en plus il sort à peine de l'emballage et j'imprime à l'instant avec sans problèmes. De plus j'ai eu le soucis avec un autre filament. Oui je me demandais justement si c'était pas un problème. C'est pas la même Calibration qui se fait au démarrage de chaque pièce? Je laisse les options de calibrations à chaque démarrage. On dirait même qu'elles se décallent, chaque couche ne vient pas là ou elle devrait être. C'est pour ça que je doute qu'il s'agisse d'un soucis de calibration alors qu'a l'instant même j'imprime sans aucun problème avec le PLA Bambu. ->La seule différence c'est que j'ai envoyé directement l'impression depuis mon téléphone sans passer par BambuStudio. Le changement d'échelle pose peut être problème, c'est peut être là que j'ai zappé une étape pour adapter l'impression à l'échelle 300%. D'ailleurs la dernière j'ai testé avec une version à 300% proposée par un gars sur MakersWorld. Je vais tenter une à 100% âreil direct depuis le téléphone, mais j'aimerais comprendre quand même ce qui dérange avec cette version à 300%. Autre certitude ça part en javel au même moment sur les 3 tentatives, la base semble nickel, ça monte env. 1mm, ça remplis et pan ça merdouille, un premier passage est tout décalé et ça s'enchaine et des bouts se décollent au fur et a mesure... Avec et sans supports, avec ou sans l'option par objet ou par couches etc...
-
Jusqu'a ce matin je n'ai rien imprimé d'autre que ce que j'ai décrit ici. Je te joint des capture d'écran de la dernière tentative et en plus le profil de réglage du PLA Elegoo je ne sais pas si ça suffit.,
-
J'ai commencé à imprimer des objets en PLA et puis j'ai tenté le Dummy 13 en 300% pour me faire les mains articulées. Le squelette en PETG est sorti nickel, une main droite pas trop mal. Ensuite la main gauche est sortie comme toute mâchouillée et un morceau décollé, bref poubelle. Ensuite j'ai retenté les deux mains pour voir la même en pire... Je tente l'armure en PLA Elegoo, et là presque à 10% env ça part de travers, des morceaux se décollent l'impression continue mais pas en face du reste, j'ai recommencé sans supports idem. (cf photos) J'ai testé un Benchy implanté dans la machine, nickel, j'ai refait les calibrage de vibration et de bruit J'ai retenté avec du PLA Bambu idem... Enfin j'ai trouvé un fichier qu'un gars avait déjà préparé pour l'échelle à 300% idem ... Alors j'ai deux pistes mais sans vraiment savoir puisque je débute, 1- j'utilise de l'alcool isopropylique, c'est recommandé mais j'ai lu que ça une dégraissait pas tant que ça ... Et je ne sais pas si ça explique tout ce décalage soudain, ce matin j'ai donc lavé la plaque avec du liquide vaisselle. 2- apparement il y aurait des soucis à utiliser le cloud. Ok si j'envois l'impression depuis mo ordi est-ce que le fichier est envoyé dans la machine ou piloté en ligne depuis le cloud? Voulant tenter une alternative directement depuis la carte SD ce matin impossible, la carte SD est verrouillée... Ensuite j'ai tenté de faire juste un envois depuis l'ordi sur la carte dans la machine impossible avec ou sans LAN uniquement ... A votre avis qu'est ce que je ne fais pas ou je fais mal par rapport à cette impression?













-
Salutations ! (j'ai repris l'expression “dans la mesure du possible“ utilisée pour nous inviter à la présentation, est-ce que le possible est mesurable???) Richard Rider dernier nova vivant après l'annihilation ... un personnage de Marvel bien sympathique. A la base je suis sur le forum WeareFPV, le drone, l'impression 3D tout ça est lié ! C'est donc à cause de @Motard Geek qui m'a forcé à acheter une Bambu Lab A1 (il a menacé de torturer mon poisson rouge en me forçant à regarder ...) Bref je pensais que c'était un peu fous n'ayant pas tant de choses à imprimer, maintenant que j'ai cette machine il m'en faudrait d'autres tant j'ai d'idées ! Au plaisir d'échanger, j'ai déjà des problèmes et donc des questions...