Carving
-
Compteur de contenus
13 -
Inscrit(e) le
-
Dernière visite
Récompenses de Carving
")





-
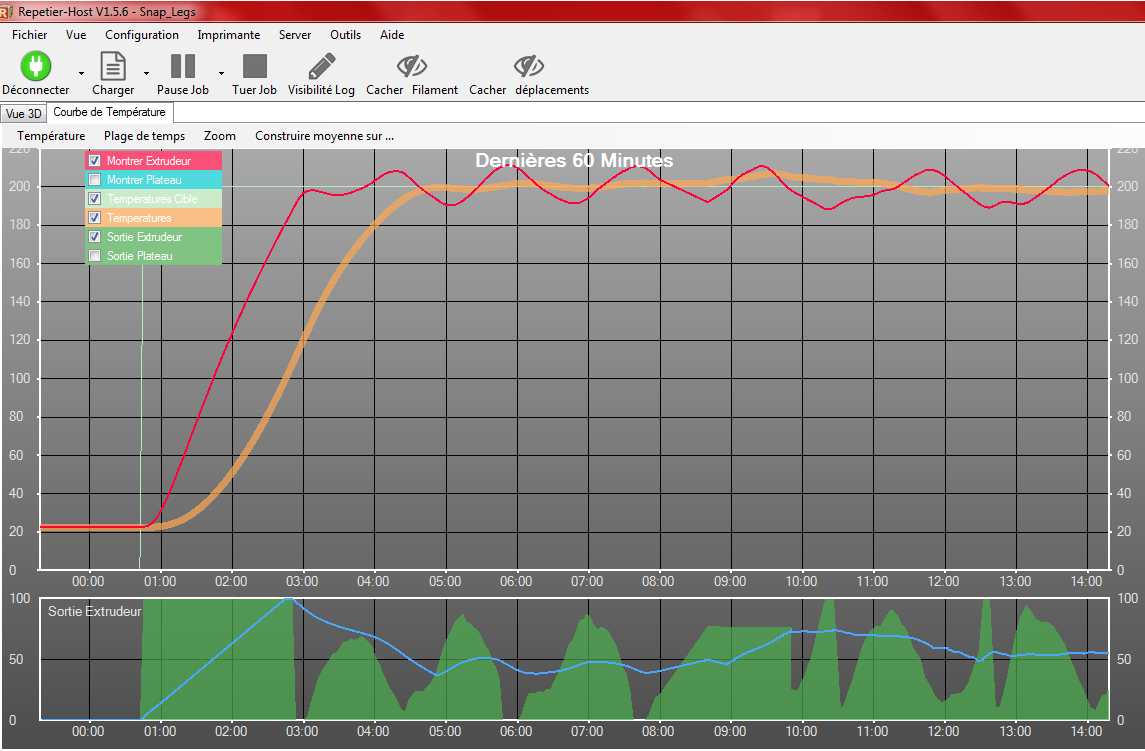
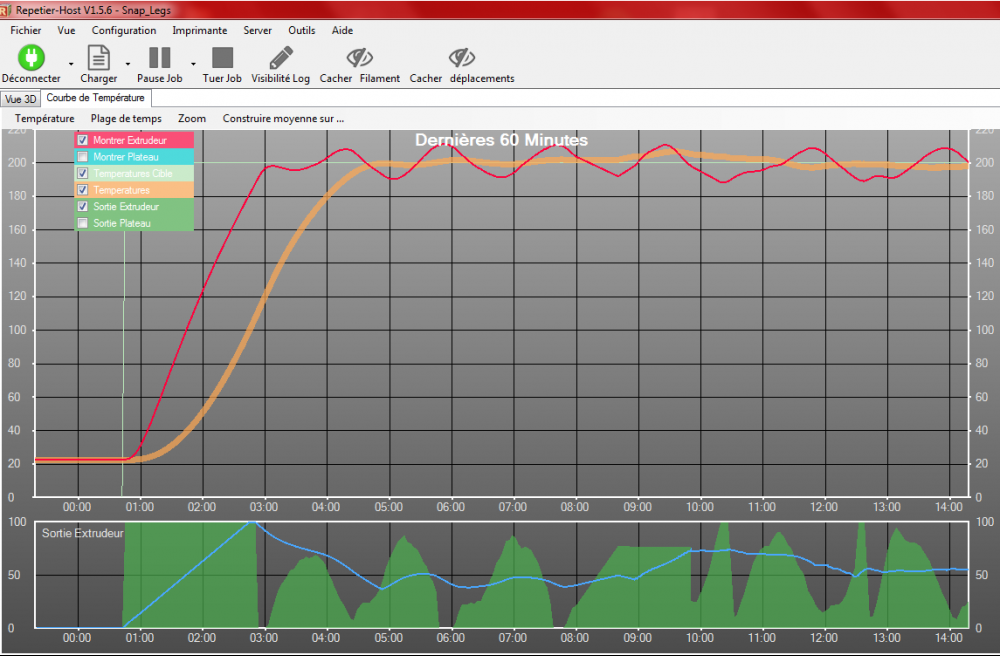
Rebonjour ! Mon problème a été résolu ! Le souci venait des réglage du fichier configuration.h de Marlin. Je vais poster la solution pour ceux qui seraient concerné par ce problème de variation de température : Faites un PID Autotune : http://reprap.org/wiki/PID_Tuning 1/ Connectez votre imprimante et faites en sortes que votre extrudeur soit froid. 2/ Lancez la commande M303 E0 S200 C8. Cela va permettre de récupérer les valeurs Kp, Ki et Kd pendant 8 cycles. 3/ Une fois réalisé, vous devriez obtenir le code suivant, tout à la fin de vos logs : bias: 92 d: 92 min: 196.56 max: 203.75 Ku: 32.59 Tu: 54.92 Clasic PID Kp: 19.56 Ki: 0.71 Kd: 134.26 PID Autotune finished ! Place the Kp, Ki and Kd constants in the configuration.h 4/ Notez les valeurs que vous obtenez pour Kp, Ki et Kd puis déconnectez votre machine. 5/Reconnectez là , puis rentrez la commande suivante : M301 Pxx.xx Ix.xx Dxxx.xx Remplacez les x dans chaque paramètre par les valeurs suivantes : P:Kp , I:Ki et D:Kd vous devriez obtenir un code du genre : M301 P19.56 I0.71 D134.26 6/Sauvegardez vos paramètre en rentrant la commande M500 7/ Déconnectez puis reconnectez votre machine et vérifiez que vous avez bien les bonnes valeurs dans vos logs pour Kp,Ki et Kd. Normalement , vous ne devriez plus avoir d'oscillations ! Bonne journée !
-
Bonjour à tous, Depuis quelques temps j'ai des problèmes concernant la température de ma buse. En effet, lorsque je lance une impression, cette dernière atteint bien la température requise mais ne reste pas stable : elle varie continuellement de +/-10°C (cf courbe de température). La température moyenne semble donc correspondre, mais ces oscillations me paraissent étranges... Et cela à l'air d'influer sur la qualité des pièces que j'imprime (voir pièce jointe) J'ai récemment changé la thermistance (et j'ai ce problème peu importe la thermistance utilisée) et je dispose d'une hotend tout métal de chez e-motion tech : http://www.reprap-france.com/produit/1234568292-kit-hexagon-1-75mm Auriez-vous des suggestions pour palier à mon problème s'il vous plait ?

-
Bonsoir ! Pour régler le soucis , j'ai simplement descendu manuellement la sonde de l'extrudeur , pour que le capteur soit le plus proche possible de la buse (environ 0,5mm d'écart entre la buse et la sonde) et puis détecter le plateau sans que l'extrudeur ne vienne s'écraser sur le plateau. Tout d'abord, je te conseille de vérifier que ton capteur marche bien. Pour cela , rien de plus simple : Utilise un voltmètre pour observer la tension aux bornes de ton capteur , entre la broche du milieu ( ton signal d'entrée) et la broche ground. Tu devrais obtenir une tension d'environ 1,7V a peu près. Ensuite, place un objet métallique en dessous ( une feuille d'aluminium peut très bien faire l'affaire) et observe les variations de tension. Pour ma part j'obtiens du 0,67V lorsque le capteur détecte un objet. ATTENTION : En utilisant le voltmètre, fait gaffe a ne pas toucher deux broches en même temps ! j'ai eu le malheur de faire cette bêtise , un arc électrique s'est formé et a détruit une partie du circuit de l'adaptateur ( la petite carte électronique ou est branchée la sonde). Après quelques soudures j'ai pu remettre l'adaptateur en état, mais les dégâts auraient pu être pires. Conclusion : soit minutieux lors de tes vérifications pour éviter d'abimer les circuits électroniques. Une fois que cela fonctionne, essaye de positionner ton capteur au dessus de ton plateau et voit si les changement de tension se font toujours. Ensuite, règle la hauteur de ton extrudeur de manière à être le plus proche du plateau possible, puis règle la hauteur de la sonde sur ton extrudeur de manière à détecter le plateau correctement. Si tout se passe bien jusque là , tu pourra tester la commande G30
-
Problème résolu , Après avoir vérifié les tensions aux bornes du capteur, j'en ai déduis qu'il n'étais pas assez proche du plateau ! Merci de ton aide MonkeyCoin !
-
Même après avoir décollé le scotch , le moteur ne s'arrête toujours pas... Quant à mon capteur, son voyant reste toujours allumé
-
Oui c'est du scotch Polyimide. J'ai essayé de mettre une feuille d'aluminium au dessus de ça pour voir si le capteur allait le détecter mais ce n'est pas le cas... Je vais décoller le kapton puis je vais réessayer. Aurais tu le lien de cette vidéo s'il te plait ? Concernant la hotend , Il y a un ventilateur fixé juste derrière !
-
Petite rectification : J'avais mal branché le capteur inducteur. A présent le témoin lumineux s'allume. Je pense que c'était de là que venait le souci ! De ce fait, lorsque j'utilise la commande G30 ou le home Z, l'extrudeur descend correctement , cependant il ne s'arrête pas !
-
il me semble que j'ai un système d'autoleveling via un capteur inductif :
-
Je n'ai pas de Endstop pour l'axe Z. Le fichier Marlin viens de la clé usb fournie avec le kit par eMotion Tech. PS: je t'envoie ci joint le fichier
-
Les endstops dont je dispose (axe X et Y) sont correctement branchés , j'ai fait attention à la polarité de ces derniers. Concernant le fichier de configuration Marlin , je n'arrive pas à le joindre au post ("L’extension txt n’est pas autorisée.") cependant je n'ai fait aucunes modifications dessus.
-
Les moteurs fonctionnait bien. En mode manuel , l'axe Z fonctionnait sans problème. En appuyant sur la flèche du haut j'allais vers le haut, et en appuyant sur la flèche du bas j'allais vers le bas. Seulement, lorsque j'appuyais sur le bouton Home Z ou bien que j'effectuais la commande G30, l'extrudeur remontait d'environ 2mm puis redéfinissait ce nouveau point comme coordonnée d'origine (zéro). J'obtenais donc par exemple le message suivant : echo:endstops hit: Z:32.00 puis en faisant la commande M114 pour voir les coordonnées j'obtenais ça : X:0.00 Y:0.00 Z:0.00
-
Bonjour, Je viens de rebrancher les moteurs dans l'autre sens ( du fait, lorsque j'appuie sur la flèche haut de l'axe Z du logiciel Repetier Host , l'extrudeur va vers le bas ) J'ai un nouveau problème à présent : impossible de faire remonter l'extrudeur vers le haut : 11:48:15.796 : echo:endstops hit: Z:101.00 11:48:38.290 : echo:endstops hit: Z:101.00 11:48:38.826 : echo:endstops hit: Z:100.99
-
Bonjour à tous ! J'ai récemment acheté une imprimante 3D chez RepRap , l'assemblage mécanique et électronique ce sont bien passé. Cependant , j'ai quelques soucis lors du réglage de la machine avec Repetier-Host... Les axes X et Y sont correctement réglé , il n'y a pas de soucis à ce niveau là. J'ai suivi chaques étapes du Pdf , puis, à partir de la page 20, tout déraille... Je positionne l'extrudeur à 30mm du plateau chauffant. Lorsque j'utilise la commande G30 , l'extrudeur se contente de remonter de quelques millimètres vers le haut au lieu d'aller palper le plateau d'impression puis de remonter comme prévu. J'obtiens alors les logs suivant : 10:38:41.707 : Bed X: 0.00 Y: 0.00 Z: 32.00 10:38:41.711 : echo:endstops hit: Z:32.00 De plus, lorsque jessaie de faire un homing pour l'axe Z , il se produit la même chose : l'extrudeur remonte de quelques millimètres... Pourtant, je fais en sorte de définir le point d'origine de l'axe à environ 1mm du plateau. C'est la première fois que je monte une imprimante 3D, et pour le coup je suis un peu perdu là !