Lenoiche
-
Compteur de contenus
19 -
Inscrit(e) le
-
Dernière visite
Tout ce qui a été posté par Lenoiche
-
J’ai fait cette modif, et c’est vrai que depuis je n’ai plus de blocage dans l’extrudeur, ça m’arrivait parfois avec du PLA. J’ai aussi changé les gears en plastique de l’extrudeur par des modèles en metal Aliexpress, du coup je ne sais pas quelle modification joue le plus. Je ne vois pas trop de quel ressort dont tu me parles, est ce qu’il est avant le gear ou après le gear, avant la sortie vers le ptfe ? si c’est celui après, entre le gear et le ptfe de sortie, j’ai fait la modif de la tirette, mais je ne l’utilise uniquement pour sortir le filament https://www.printables.com/model/1255998-creality-cfs-hub4-way-motor-release
-
Tu peux m'en dire plus, je ne vois pas trop ce que tu veux dire Merci
-
J'ai la modif du rouleau du CFS Le guidage du ptfe, déjà j'ai eu le problème du PTFE qui ne tiens plus dans l'extruder, j'ai du installer la modif, @Carlito06, tu as un lien vers ta version magnetic ? Pour le riser, est ce que ça apporte vraiment quelque chose ? Je voulais eviter de faire une manipulation supplémentaire quand j'imprime le TPU, à savoir enlever le riser et le remettre après .... Mais si ça apporte vraiment quelque chose, j suis pret à faire l'effort
-
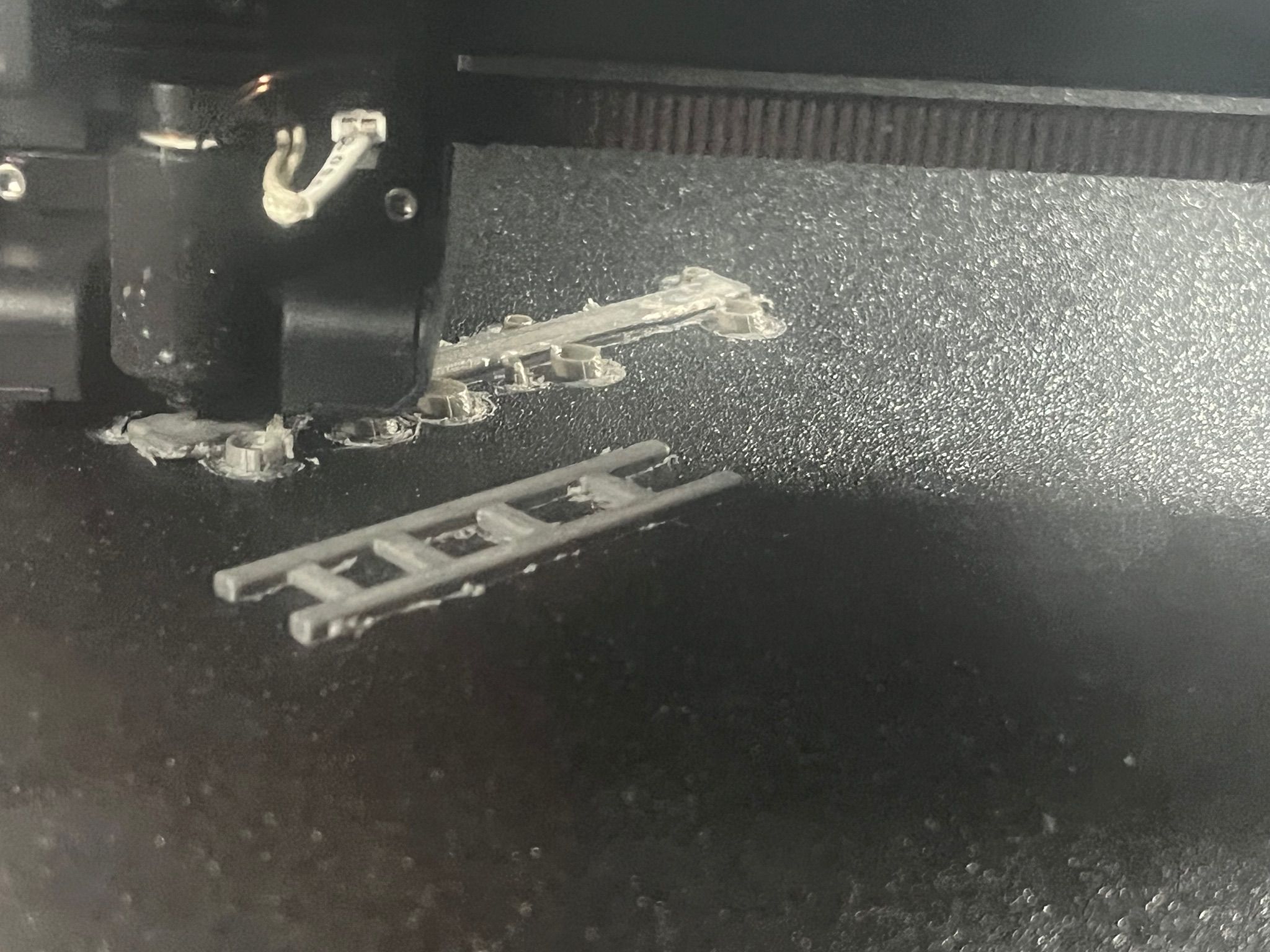
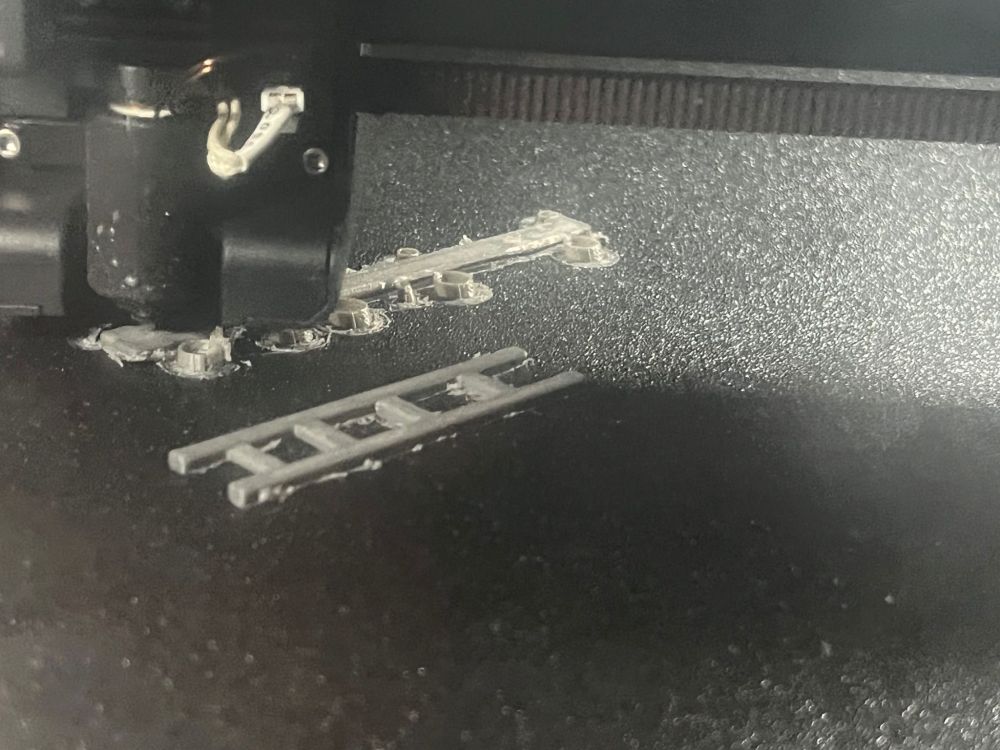
Depuis le début ma k2 me fait pleins de misères incompréhensibles. pas plus tard que cette nuit, le switch de bobine automatique quand la première est terminée a foiré. le filament n’arrivait pas à se charger, j’ai tout fait jusqu’à démonter le cfs, rien que dalle. Il ne voulait pas charger le filament. j’ai annulé l’impression, et la j’ai pu extruder sans problème sinon pour mon problème de 1ere couche, j’ai testé nouvelle buse / ancienne plaque PEI, impression en bordure => ça imprime Merci pour les précisions, je vais éviter alors, et essayer de changer de clé
-
Oui la procédure officielle c'est un remontage à chaud, mais - je trouve ça galère à cause de ce put** de capuchon qui nous empêche de bien enfoncer la buse dans la clé - et souvent quand je remonte, il y a genre un "court circuit" qui se produit du coup l'imprimante s'éteint avec un message d'erreur Du coup je me demandais si c'etait si grave que ça de faire ça à froid
-
haaaaaaaa pas con, je n'avais jamais pensé à utiliser mon heatgun ! j'y allais au briquet jusqu'à maintenant. Et sinon pas d'avis sur le fait de changer la buse quand la machine est éteinte ?
-
ha je croyais que tu avais une astuce pour la nettoyer en dehors de la hotend, bon je ne vais pas me prendre la tête avec ça poubelle .... d'ailleurs une question, est ce que vous pensez que changer la buse avec la hotend à froid ne pose pas de problèmes. Car parfois quand je change la buse à chaud, j'ai des erreurs systeme, genre pb de capteur de temperature sur la buse ....
-
oui c'etait le plateau d'origine Mais pour moi c'était la buse le plus gros problème
-
Pour le plateau, il y a un truc que j'ai oublié de dire, c'est qu'au touché la partie centrale est beaucoup moins rugueuse que l'exterieur. Tiens je vais essayer d'imprimer sur l'ancienne plaque mais en plaçant les éléments en bordure Pour la tête, j'imprime qu'en PLA, par contre comme me le faisait remarquer @hyoti , la buse 0.2 est plus fragile @MrMagounet Des astuces pour nettoyer la buse ? (j'essayerais à l'occasion voir si la buse est à jeter ou juste sale)
-
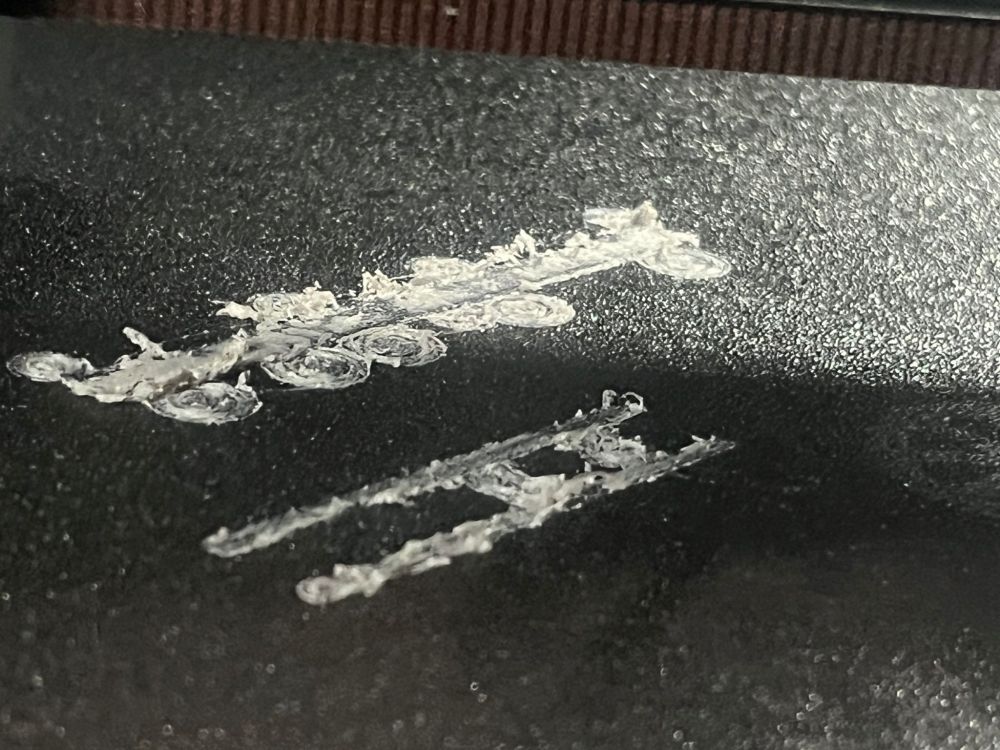
Merci pour les précisions, pour la buse je ne pense pas être au dessus de 100h d’impression. Par contre pour la plaque PEI, je doit être en effet dans ces eaux la (plus de 800h) (edit : j'en suis à 1200h d'impression pour la plaque PEI) Voici la gueule de mon plateau avec c « gras » que j’arrive pas à faire partir Et la gueule de ma buse mais là je pense qu’il faut y aller à u microscope


-
Ma plaque n’était pas niquel de chez niquel, après chaque impression foireuse je galérais à nettoyer la plaque, j’ai souvent du gratter cette salo****rie de 1 ère couches qui restait sur le plateau après avoir détaché l’impression et cette première couche a marqué la plaque comme si il y avait du gras de la forme de l’impression qui restait. Impossible à faire partir avec de l’IPA
-
C’est la buse la principale fautive, j’ai dans un premier temps changer seulement la buse. La couche était déjà de meilleure qualité mais elle n’accrochait pas. J’ai ensuite remplacé la plaque PEI par une nouvelle et tout fonctionne
-
Hello, J’ai de nouveau une belle première couche homogène, avec une compilation de vos commentaires j’ai remplacé le plateau et la buse. Je ne pensais pas que ce genre de pièce pouvait s’user aussi rapidement merci à tous
-
La première couche est en 0.1 mm je vais essayer en 0.16mm mais c’est dommage ça marchait très bien avant L’impression se déroule correctement malgré tout ….
-
J’ai fait plusieurs fois la calibration automatique de la k2 (la totale avec les courroies et tout) Je vais essayer une autre bobine (mais la semaine dernière avec la même bobine, je n’avais pas eu de soucis) et après je vais me renseigner pour le z offset
-
Du PLA Anycubic couche de base : 230 degrés (avant j’étais à 220 sans pb) autre couche : 225 temperature de plateau 60 (avant 50) flow à 0.88 (avant 0.84) Cela ne m’empêche pas d’imprimer, elle ressort proprement mais je me dis qu’il y a quand même un problème par contre c’est devenu galère à nettoyer le plateau
-
Bonjour, depuis quelques temps je me retrouve avec une 1ere couche bien degueu j’ai augmenter la température de la buse et du plateau, rien n’y fait je suis sur une buse 0.2 avec une hauteur de couche de 0.08mm Si vous avez une idée merci
-
Oui je mappe manuellement le CFS, je configure les bobines dans Orca dans l’ordre du CFS de gauche à droite, et ça fonctionne très bien. J’imprime en multi couleur sans problème. J’ai juste des soucis quand je veux utiliser le porte bobine. Oui je mappe manuellement le CFS, je configure les bobines dans Orca dans l’ordre du CFS de gauche à droite, et ça fonctionne très bien. J’imprime en multi couleur sans problème. Et je peux sélectionner une des bobines du CFS. J’ai juste des soucis quand je veux utiliser le porte bobine. Mon but ce n’est pas d’imprimer en utilisant à la fois le CFS et le porte bobine, mais de choisir d’imprimer à partir du porte bobine, en changeant manuellement le chargement du filament au préalable. Actuellement, je suis obligé de supprimer la conf CFS et de définir une seule bobine
-
Bonjour, Dans Orca Slicer, je ne sais pas comment configurer le mapping des bobines pour qu’il utilise à la fois le cfs et le porte bobine externe. Quand je souhaite utiliser le porte bobine externe, je suis obliger de débrancher le cfs et supprimer toute ma configuration cfs d’orca slicer