jujudemetz
-
Compteur de contenus
129 -
Inscrit(e) le
-
Dernière visite
Récompenses de jujudemetz
")





-

Traits de filaments lors de l'impression Artillery X4
jujudemetz en réponse au topic de jujudemetz dans Entraide : Questions/Réponses sur l'impression 3D
Merci! C'est ça 1) les sécher, même quand c'est neuf 2) Sachets hermétiques, et les remplacer s'ils ne sont plus très étanche 3) et.. ne pas avoir une 50taine de rouleaux différents à stocker! (je n'ai pas résisté) -
Traits de filaments lors de l'impression Artillery X4
jujudemetz en réponse au topic de jujudemetz dans Entraide : Questions/Réponses sur l'impression 3D
Bonjour! Merci pour vos retours, en faite il fallait encore réduire la rétractation, et à cela sècher le filament, effectivement! Même pour du PLA, ça reste assez sensible à l'humidité -
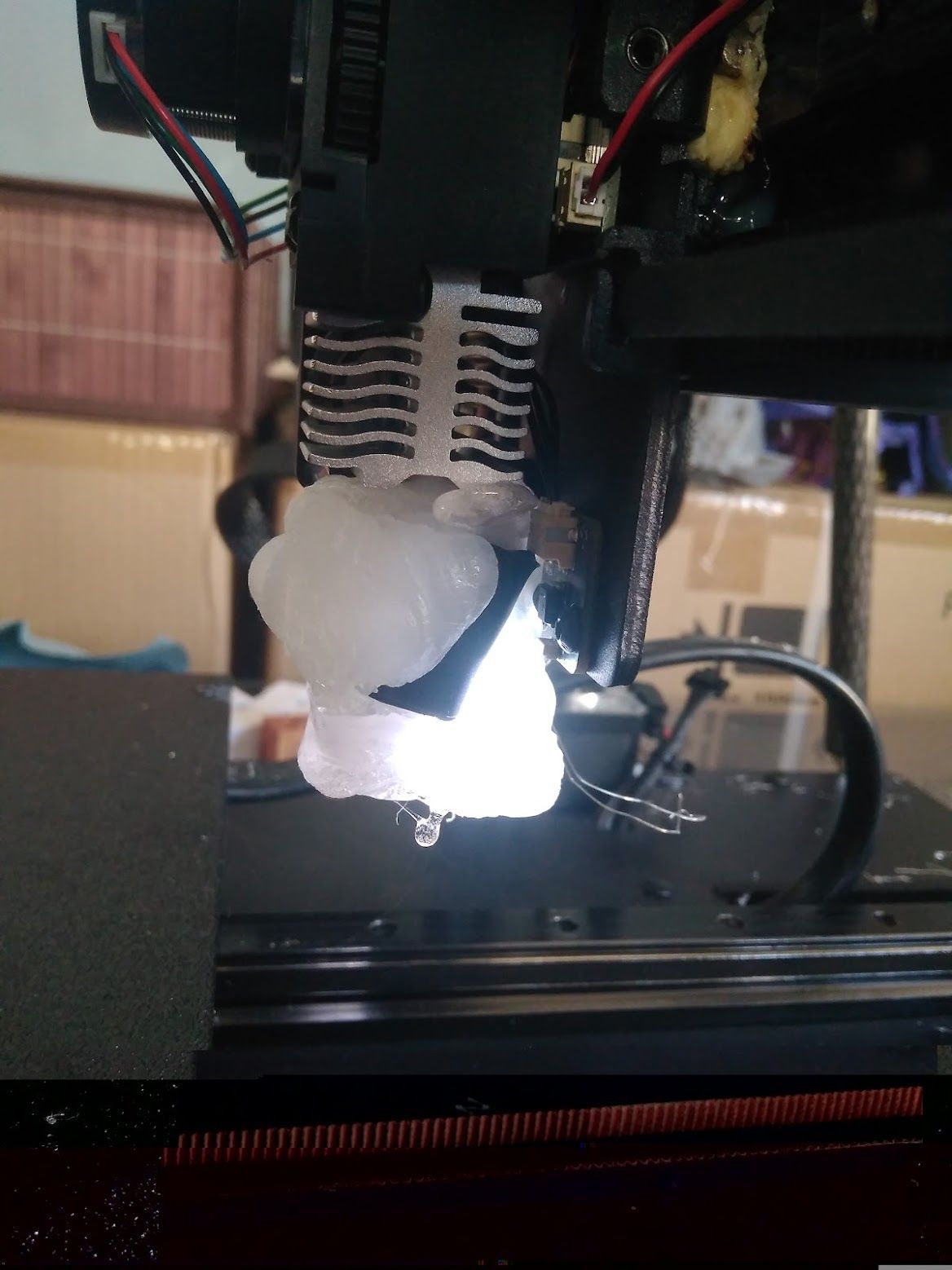
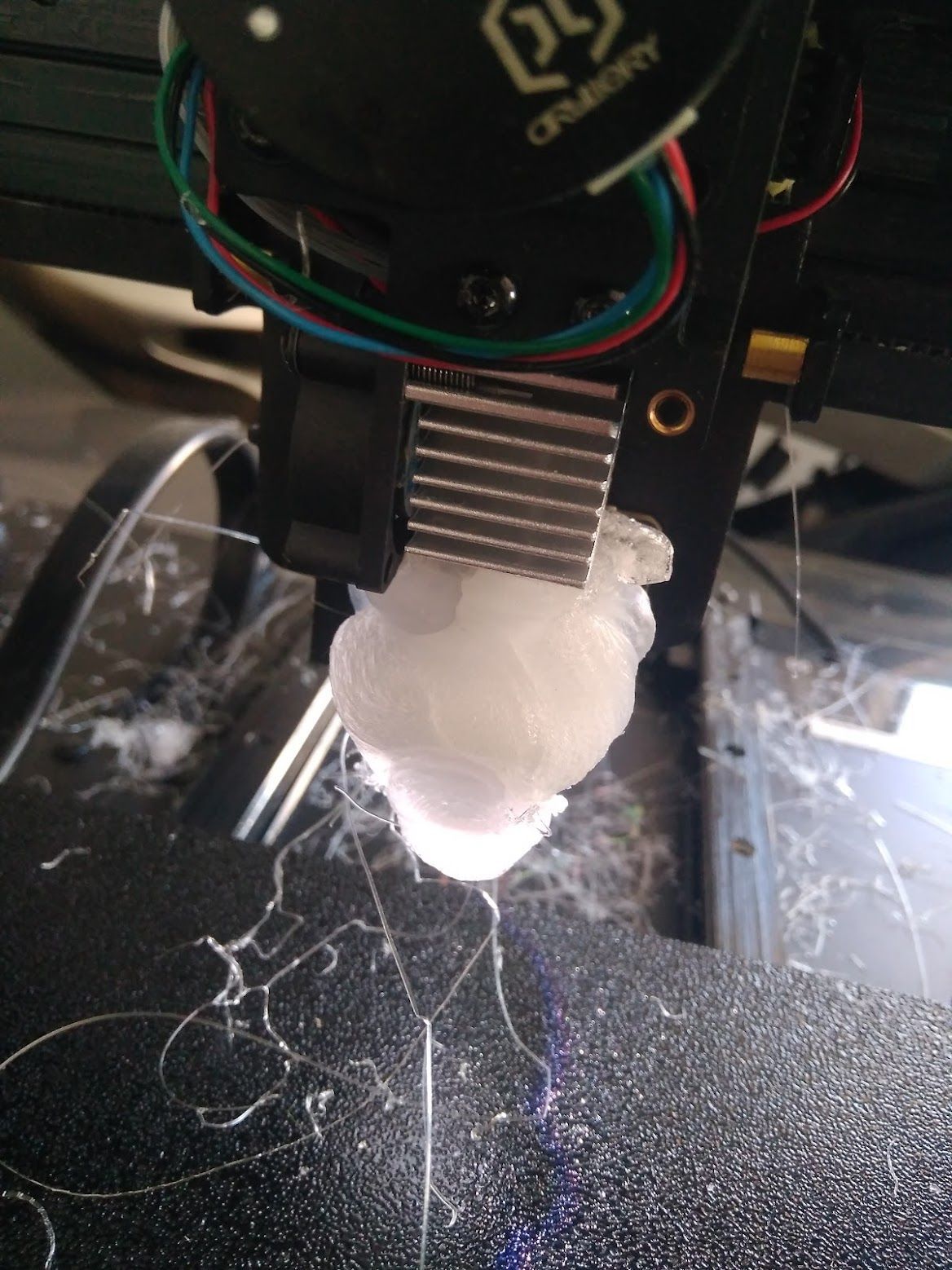
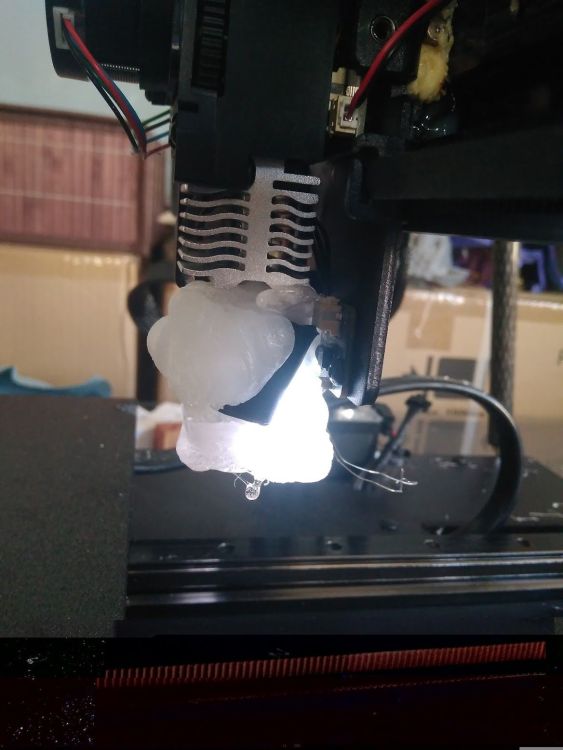
2nde mise à jour: Voici " l'enfer de l'impression 3D " en images: Surveillance pas assez assidue... Alors pourquoi ça a fait ça... mystère, mais mon 2e hotend (Ali) va me servir, finalement... Restera à acheter une nouvelle buse NitroMax et se refaire une après midi de calibration.. Heureusement, je pense arriver à décoincer le filament de l'extrudeur, et le reste n'a rien



-
Bonjour! Petite mise à jour de ce post, concernant les contrefaçons possibles sur Ali Je viens de recevoir la 2nde buse qui fait suite à celle reçue via le site officiel, elles sont identiques, même packaging, avec les mêmes étiquettes, qr code etc, donc il ne devrait pas y avoir de souci de commander la buse en passant par Ali (qui revient à moitié prix)
-
Buse qui frotte lors des déplacements
jujudemetz en réponse au topic de jujudemetz dans Entraide : Questions/Réponses sur l'impression 3D
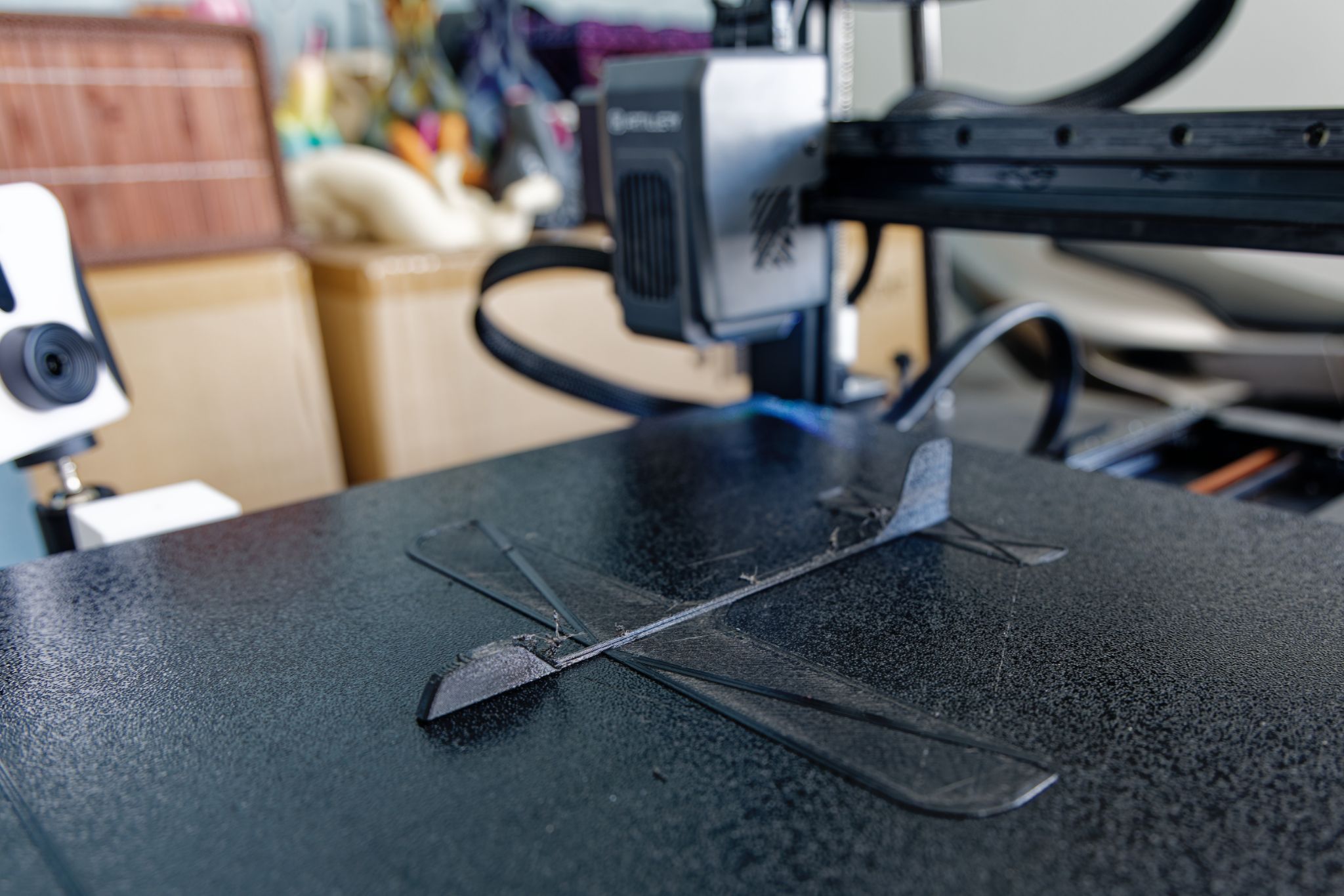
Bonjour J'ajoute une petite précision, qui pourrait peut-être servir à d'autres: Suite au changement du hotend par un full métal, j'ai donc repris mes calibrations, donc celle en croix pour la calibration des axes. Celle-ci étant plate et assez volumineuse, la buse frottait bien là dessus, jusqu'à planter l'impression. J'ai donc fait un ABL de nouveau, et j'ai constaté que ça frottait un peu moins (sans que ça soit ok). Pour rappel, la variance était de 0.09 (en calibration en 7x7), mais je suis passé à 15x15 pour plus de précision, et celle-ci était de 0.16, avec un léger creux au centre, ce qui a pour effet d'avoir une couche moins épaisse au fur et à mesure qu'on se rapprochait des bords (ce qui était le cas). Avec un niveau posé à plat sur le plateau, et en croix, avec un éclairage par l'arrière, je remarquais qu'il y avait un léger creux en son centre. J'ai donc refait un MBL, en serrant au final (en plusieurs fois) de pratiquement 2 tours toutes les vis, afin d'abaisser le niveau général, et les tests sont en cours, mais sur le papier (Fluidd, disons), c'est déjà plus sympa, avec une variance de 0.12 Tout ça pour dire que dans un premier temps, même si la variance est correcte en valeur absolue, je ne sais pas trop pourquoi l'imprimante n'est pas capable de compenser correctement au niveau du Z offset.. -
Traits de filaments lors de l'impression Artillery X4
jujudemetz en réponse au topic de jujudemetz dans Entraide : Questions/Réponses sur l'impression 3D
Bonjour à vous, Alors pour la rétractation, j'étais en valeur d'origine, 1.3mm, mais depuis j'ai remplacé l'extrudeur, et j'ai augmenté la rétractation comme c'est un full métal (2mm). J'observais ça sur plusieurs filaments, effectivement. Je me concentrerai donc là dessus, dans un premier temps, je referai donc des tour de calibration, la température doit également être ajustée avec ce nouvel hotend. Il faut également que je me concentre sur l'avance à la pression, qui est assez difficile à calibrer (plusieurs méthodes, qui donnent des valeurs différentes) Merci -
Pourquoi acheter encore du PLA alors que le PLA+ existe ?
jujudemetz en réponse au topic de hyperion57070 dans Consommables (filaments, résines...)
Bonjour, Question subsidiaire: il y a également du pla Tough, une sorte de PLA ++, mais j'ai trouvé peu d'informations là dessus, apparemment ça se rapprocherait de l'ABS au niveau de la résistance -
Hotend Artillery reçu ce jour (avant celui d'Ali), et monté, plug and play, avec la buse Nitromax mise dessus. Calibrations et paramétrages en cours, la buse est 5mm plus haute que d'origine. Carrément plus petit, et ça a l'air de mieux ventiler. Et en effet, le ventilateur émet un petit son assez désagréable..
-
Bonjour Pour ma part, pour le PID, j'utilise la console de l'interface Fluidd, et je met cette commande là: PID_CALIBRATE HEATER=extruder TARGET=220 (la température, c'est en fonction du filament) Et les 3 valeurs qu'il sortira au bout de quelques minutes sont à entrer dans la section Extruder du fichier printer.cfg (dans mon cas, les lignes étaient commentées (#), à enlever, le cas échéant
-
Bonjour J'aimerais avoir à poster moins souvent, mais j'ai l'impression que depuis son achat, je n'arrive jamais à avoir quelque chose de correct, quoi que je fasse... Le souci ne concerne pas le stringing, mais depuis quelques jours, j'ai des paquets de filaments qui parsèment un peu les pièces. Que ce soit en PLA, PETG.. J'utilise comme d'habitude, le profil par défaut de chaque type de filament sous Orca. Extrudeur d'origine (pour le moment), avec buse NitroMax, ptfe Capricorn, PID de fait pour cette buse, variance et première couche ok Je joins une photo, c'est plus parlant, et le résultat est franchement très mauvais Il faut dire aussi que l'humidité (relative) augmente un peu ces derniers temps, vu qu'il fait moins sec dehors (maison un peu humide, 70% hr), malgré un stockage sous vide Merci encore!

-
Buse qui frotte lors des déplacements
jujudemetz en réponse au topic de jujudemetz dans Entraide : Questions/Réponses sur l'impression 3D
Merci pour vos réponses Je vais tester une impression multicouches, ainsi que la calibration en croix. Etape 3 faite: 0.40mm (en maintenant une légère pression lors de la mesure), je vais recalibrer ça. Filament bien à 1.75mm Merci pour le lien, j'étais passé à côté, fort intéressant! EDIT: Test de la croix fait (et accessoirement celui du Z), mais pas possible de mettre une valeur décimale dans printer.cfg, donc j'ai converti et modifié la valeur rotation_distance -
Il me semble que c'est un retour gratuit, justement. Disons qu'actuellement j'ai des soucis d'impression, je ne pourrais pas juger si le problème éventuel lors du changement proviendrait de ce hotend ou pas
-
Buse qui frotte lors des déplacements
jujudemetz a posté un sujet dans Entraide : Questions/Réponses sur l'impression 3D
Bonjour, J'ai une Artillery X4 Plus, mais depuis quelques temps, la buse frotte légèrement la pièce (limite un effleurement, mais ça s'entend), uniquement lors des déplacements de la tête, sur une couche plate, et ce, dès la 2e couche (même au centre du plateau) L'extrudeur d'origine sera prochainement remplacé par un full métal, mais j'aimerais régler ce soucis auparavant. Voilà quelques informations et paramétrages de faits: - Variance 0.09 (probe_count 7x7) - Buse NitroMax 0.4 sur extrudeur d'origine - PTFE Capricorn même longueur que l'origine (- de 1mm d'écart) - Première couche correctement calibrée - PID buse et plateau faits - Z-Hop monté jusqu'à 0.7mm - Extrusion ok (100mm demandés pour 100mm extraits) - Débit ok (cube 20x20 mesuré à X 19.4 et Y 20.3) - Rétractation calibrée via le Slicer - se produit avec plusieurs filaments PLA, pas un cas isolé Avez-vous des pistes, ou besoin d'autres informations? Du coup, les impressions sont quand même assez délicates à s'imprimer correctement jusqu'au bout Merci! -
Séchoir de filament
jujudemetz en réponse au topic de albfab55 dans Entraide : Questions/Réponses sur l'impression 3D
Bonjour, J'ai un Space Pi depuis quelques semaines, il fait très bien son travail, et fait partie des plus efficaces (ventilé), il est dispo en simple et en double bobines. On peut le trouver à prix correct (le double je l'ai eu à 55e sur Ali) Le Sunlu est pas ventilé, donc moins efficace sur son homogénité -
Merci pour vos précisions (oui, j'avais lu que c'était pas les mêmes ventilos, mais c'est physique, plus c'est petit, et plus la nuisance est aigue/forte) Je vais voir du côté du slicer ce qu'il me propose pour ça, ainsi que le PID depuis l'interface web Quant à celui d'Ali, je leur renverrai Edit: Pour le PID, commande "PID_CALIBRATE HEATER=extruder TARGET=220" (PLA et un peu de PETG), et enregistrement des valeurs obtenues dans le fichier printer.cfg (les valeurs d'origine étaient à l'ouest) Pour le débit, le test intégré dans le Slicer (orca 2.3) n'intègre plus le test avec les spirales, uniquement avec les traits, il est quand même moins pratique, et serait à faire pour tous les profils de filaments..