patgyver
-
Compteur de contenus
178 -
Inscrit(e) le
-
Dernière visite
Tout ce qui a été posté par patgyver
-
Remplissage engrenage
patgyver en réponse au topic de LinkinSmat dans Entraide : Questions/Réponses sur l'impression 3D
bonsoir merci de la réponse, mais as tu identifié la cause du problème car la meilleure solution est de supprimer la cause plutôt que de réparer les conséquences, pour ce qui est e ton pignon si c'est une entreprise sérieuse ils doivent connaitre les coefficients de retrait et corriger en conséquence, un engrenage c'est au centième de millimètre, moi j'ai imprimé des pièces techniques très petites et nécessitant un respect strict des démentions fonctionnelles et comme je débute en impression j'ai pas mal tâtonné pour trouver le bon compromis entre résistance et dimension des pièces mais ça fonctionne, pour imprimer un engrenage je prends du PETG-CF chargé en fibres de carbone -
Remplissage engrenage
patgyver en réponse au topic de LinkinSmat dans Entraide : Questions/Réponses sur l'impression 3D
Bonjour LinkinSmat ou en est tu avec ton réducteur ? Si tu lime depuis une semaine il faut arrêter il ne va plus rien rester -
Remplissage engrenage
patgyver en réponse au topic de LinkinSmat dans Entraide : Questions/Réponses sur l'impression 3D
Bonjour ou as tu commandé ton pignon ? Quelles données a tu fournis pour le faire usiner? Limer un engrenage !! Tu est ajusteur? Les engrenage ça me connais j'étais fraiseur,moi faire tailler un pignon il faut le diamètre primitif,le module (rien a voir avec le module freecad) le module de calcule en divisant le diamètre par le nombre de dents exception pour la crémaillère ou on utilisera la fraise module 8 de 136 dents a l'infini. Ensuite il faut les côtes dimensionnelles externes a la denture hauteur du pignon éventuel déport et diamètre de l'alésage, avec bien sur des tolérances pour toutes ces côtes, de si pas précisé ce serat du Jjs14 et pour l'alésage ça ne va pas aller. En résumé si ton pignon ne rentre pas c'est que tu as fourni des données fausses, ou c'est un incapable qui as taillé le pignon, de manière générale aujourd'hui les pignons sont faits a la machine à tailler, la fraiseuse n'est pas compétitive en prix de revient, mais il faut les bonnes côtes. -
impression abs porte fermée ou ouverte
patgyver en réponse au topic de patgyver dans Discussions sur les imprimantes 3D
auparavant je n'ai pas eu de message non plu juste les 3 dernières impressions j'imprimes avec le profil asa comme pascal me l'a conseillé, puisqu'il n'y as pas de profil elegoo abs -
impression abs porte fermée ou ouverte
patgyver a posté un sujet dans Discussions sur les imprimantes 3D
bonjour il y as quelque chose qui m'intrigue, tout le monde dit que pour imprimer de l'abs il faut une enceinte fermée, jusqu'ici j'imprimait de l'abs porte et couvercle fermé, mais depuis quelques jours lorsque la température de la chambre atteint 42 degrés j'ai un message rappel première ligne cachée (peuvent entrainer le ramollissement des filaments et le blocage de l'extrudeuse . il est recommandé d'imprimer avec le couvercle ou la porte ouverte) vos points de vue sur le sujet -
Remplissage engrenage
patgyver en réponse au topic de LinkinSmat dans Entraide : Questions/Réponses sur l'impression 3D
bonjour c'est exactement ce que j'ai écrit il faut chercher les causes plutôt que de pallier aux conséquences, c'est l'histoire du gars qui remplace le fusible par un fil de cuivre . -
Remplissage engrenage
patgyver en réponse au topic de LinkinSmat dans Entraide : Questions/Réponses sur l'impression 3D
bonjour je viens de découvrir le sujet moi je commence par chercher pour quelle raison cette pièce a cédé si c'est la partie qui protège le réducteur pourquoi elle n'est pas vendue en pièce de rechange, tout fusible est remplaçable, si la pièce a cédé il faut chercher la cause en premier lieu, il y as surement quelque chose qui coince sinon tous les possesseurs de cet appareil sont en panne, peut être la taille ou la forme ou la qualité des granulés, je vérifierai tout avant de passer a un engrenage métallique qui ne résoudra pas le problème puisque c'est une autre pièce qui vas céder -
J'ai tout le sous-sol comme atelier mais comme je suis le roi des bricoleurs il faut bien ça, j'ai toujours plusieurs chantiers en route en même temps c'est donc le désordre mais c'est comme ça que je suis et ce n'est pas maintenant que ça va changer.
-
même sur mon établi j'ai mis une protection que je change de temps en temps pour meuler et souder sinon ça dégrade le revêtement
-
moi si je fait ca dans la cuisine je me fais sortir heureusement j'ai un bon atelier mais il y as très longtemps j'ai eu travaillé dans la cuisine pour de la menuiserie
-
bonjour personnellement pour avoir essayé des réparations sur ce genre de pièce vu le poids de la porte je fabriquerai une pièce en inox en 3 parties l'axe que je filèterais dans la partie basse et qui serai vissé dans la semelle et le u qui reçoit la porte en tole inox pliée et soudée en position pour ce qui est de la partie qui sert de rappel je la ferai soit avec un cordon de soudure que je met en forme a la lime soit par une pièce rapportée soudée en place, certes il faut un peut de matériel et de savoir faire en matière du travail du métal et du temps pas mal de temps et de l'huile de coude, mais avant de connaitre l'impression 3 d je réparais tout de cette façon
-
La ou je passe beaucoup de temps
patgyver en réponse au topic de Ironblue dans Les cavernes des makers
c'est surtout le vocabulaire qui pique les yeux écrit par une dame de surcroit -
La ou je passe beaucoup de temps
patgyver en réponse au topic de Ironblue dans Les cavernes des makers
Je ne pensais pas déclencher une telle réaction, pour ma part je reste poli et courtois et je n'utilise pas le même langage que certains, je pensais avoir trouvé un forum bien,. mais si la discussion dérape de la sorte je vais aller voir ailleurs ou les gens sont plus sympathiques et où on me pardonne mes erreurs . tout en restant très direct, si mes propos ont dérangé certains c'est totalement involontaire Bonne soirée Patrick -
La ou je passe beaucoup de temps
patgyver en réponse au topic de Ironblue dans Les cavernes des makers
Les produits toxiques le sont en fonction de la durée d'exposition, mais la durée zéro exposition est toujours préférable, a une époque les agriculteurs traitaient les vergers et vignes avec un énorme atomiseur derrière le tracteur sans cabine sans tenue ni masque et avec la cigarette au bec, a épandre des produits aujourd'hui interdits, certains sont toujours en vie mais pour la majorité ils sont morts des suites de ces expositions, on creuse sa tombe tous les jours, mais certains creusent plus vite que d'autres, personnellement je ne suis pas pressé. -
La ou je passe beaucoup de temps
patgyver en réponse au topic de Ironblue dans Les cavernes des makers
-
soucis de délaminage ABS en fin d'impression
patgyver en réponse au topic de anthropo dans Entraide : Questions/Réponses sur l'impression 3D
moi actuellement j'imprime a 270 degrés pour la buse et 90 degrés pour le plateau et pas de soucis ,enfin presque, coté impression c'est parfait mais c'est très difficile de décoller les pièces du plateau et surtout la bordure, mais au moins ça ne bouge pas -
La ou je passe beaucoup de temps
patgyver en réponse au topic de Ironblue dans Les cavernes des makers
J'ai vu que certains impriment dans le salon voir une chambre, moi j' ai une pièce dédiée au sous sol et vu l'odeur lorsque j'imprime de l'ABS je ne pense pas que ça le ferait dans le salon, Madame me dirais ça pue ta machine, je vais peut être étudier la possibilité de purifier l'air de cette pièce, je ne craint pas les odeurs de diluant et autres mais là ça sent vraiment , -
Oui un ouvrier bien équipé ça fait tout de suite plus pro, c'est vrai le côté aspirateur est modeste surtout pour l'usage pour lequel cet appareil est vendu, mais ça aspire très bien les débris dans l'imprimante, vidage de bac a chaque utilisation, j'étais aussi artisan dans une autre vie et lorsque je sortais du matériel ça as impressionné plus d'un client.
-
chez auchan et j'ai testé pour une imprimante ç'est parfait
-
En faisant mes courses samedi j'ai trouvé cela , un aspirateur souffleur , vendu pour nettoyer la voiture, c'est un gadget pour aspirer une voiture mais pour nettoyer mon imprimante c'est parfait, en mode souffleur ça permet de sortir les résidus coincés dans les logements en bas des tiges filetées de l'axe z et en aspirateur ça aspire bien les débris , pour 19€99 ça m'évite de sortir le compresseur et l'aspirateur, rechargeable sur une prise usb.

-
imprimante qui fait n'importe quoi
patgyver en réponse au topic de patgyver dans Entraide : Questions/Réponses sur l'impression 3D
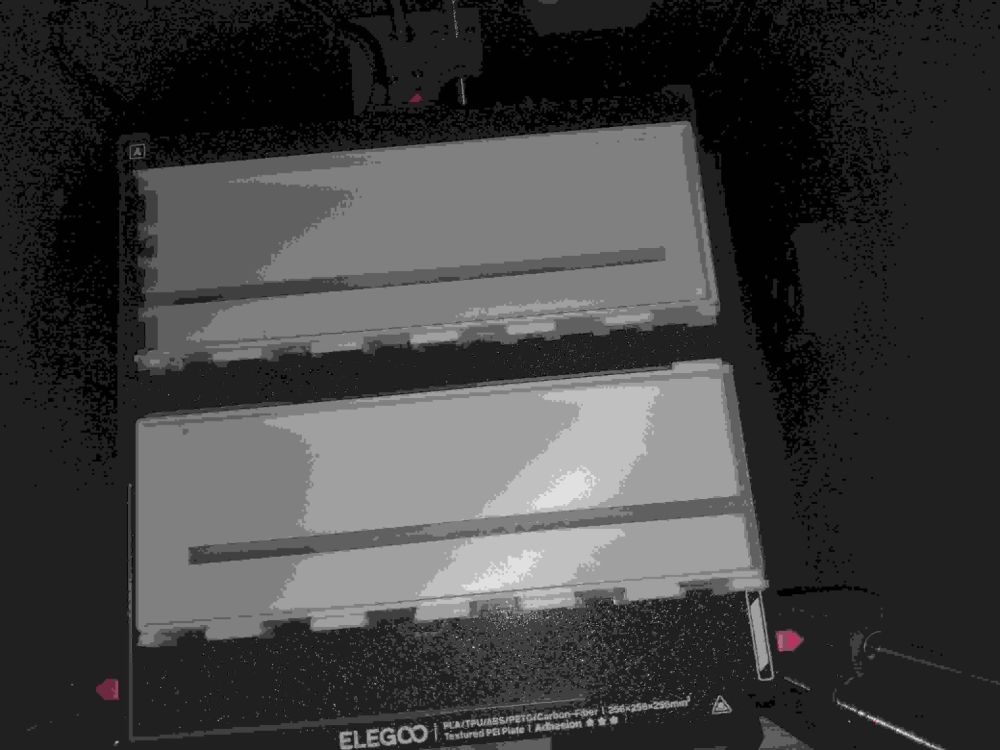
la photo dois être meilleure.thumb.jpg.2922980ab4612a16573260bb1e5d478d.jpg)
-
imprimante qui fait n'importe quoi
patgyver en réponse au topic de patgyver dans Entraide : Questions/Réponses sur l'impression 3D
Quels graphismes c'est le couvercle d'une boîte pour film étirable -
imprimante qui fait n'importe quoi
patgyver en réponse au topic de patgyver dans Entraide : Questions/Réponses sur l'impression 3D
Non il n'y a rien d'autre je vide le plateau a chaque fois pour éviter qu'il y ait un objet caché et de toute façon Orca le dit si il y a autre chose , j'ai relancé et la pas de problème.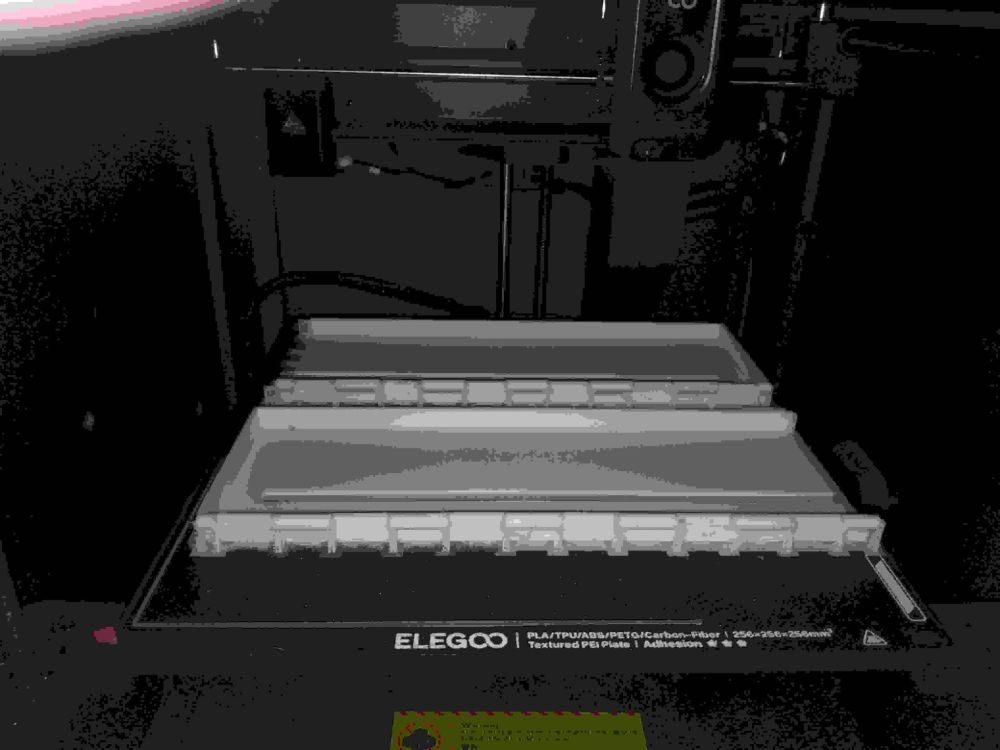
-
imprimante qui fait n'importe quoi
patgyver en réponse au topic de patgyver dans Entraide : Questions/Réponses sur l'impression 3D
non les courroies sont bien tendues et la tête est retournée a sa position lorsque j'ai arrêté l'impression et c'est reparti en bonne position lorsque j'ai relancé l'impression a propos je n'arrive pas a enregistrer les vidéos, j'ai trouvé ceci qui traite du problème https://gbpromo.net/fixing-orca-slicer-timelapse-issues-on-the-centauri-carbon-printer/ es ce que ça fonctionne, je suis assez méfiant et avant de faire quelque chose qui risque de tout planter je me renseigne, en plus j'ai regardé et je ne vois pas de différence entre ce qui est sur orca et ce qui est préconisé ici. -
imprimante qui fait n'importe quoi
patgyver en réponse au topic de patgyver dans Entraide : Questions/Réponses sur l'impression 3D
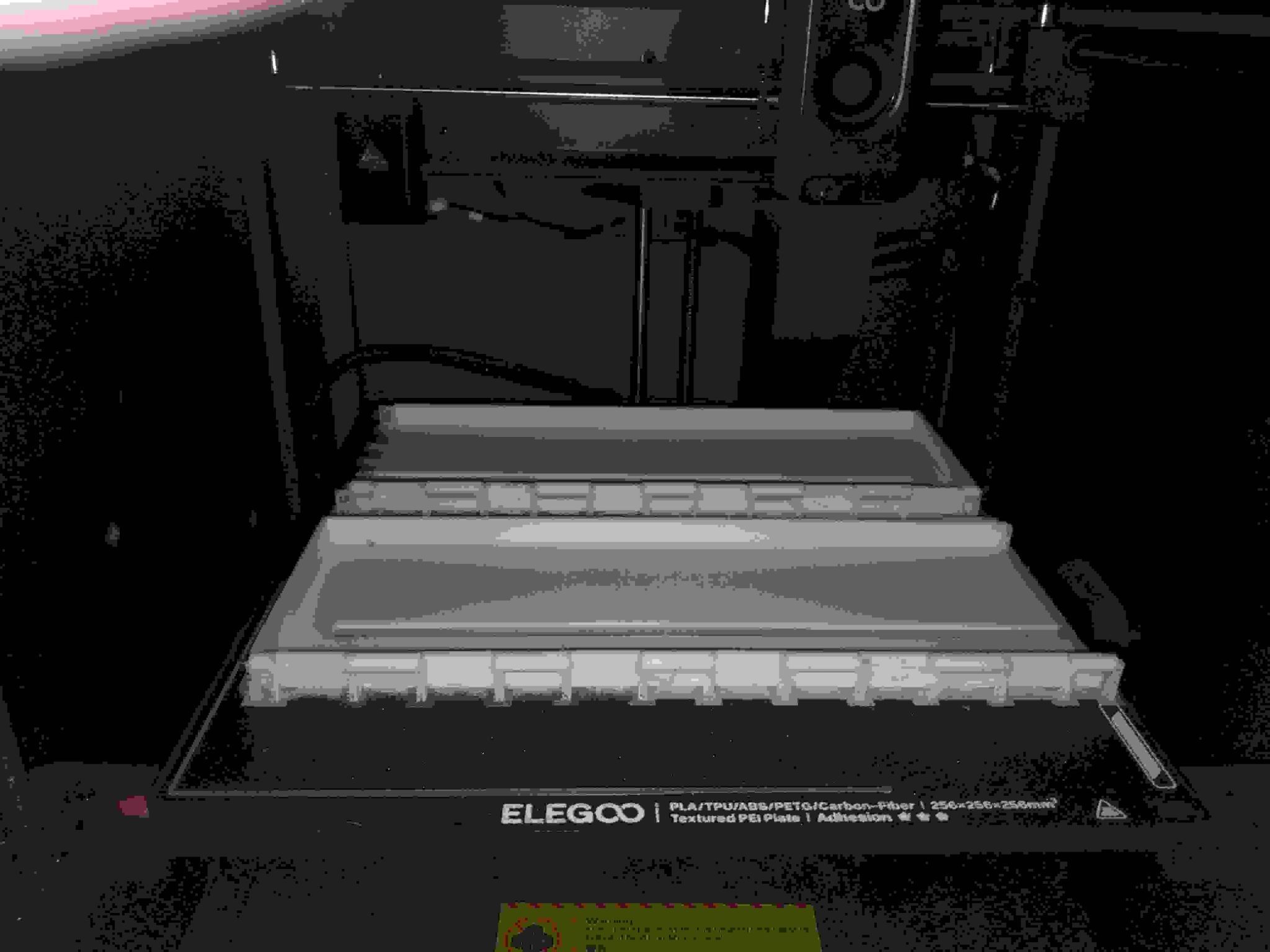
non la pièce était bien collée et la tête d'impression était en train d'imprimer en limite du plateau alors que la pièce était a 25mm du bord, alors forcement ça imprimait dans le vide le filament était accroché au modèle pour la partie qui était imprimée dessus, sur la pièce de gauche on voit bien que ça s'est mis a imprimer sur la partie évidée, il y avait un décalage de l'axe y de 30 m environ a partir d'un certain niveau, pourquoi cela s'est fait ? je n'en ai aucune idée, sur orca le parcours était correct, je vérifie toujours avant d'envoyer. j'ai relancé cette impression je vais bien voir si ça recommence. j'allais oublier c'est du pla





.jpg.368e57baa6550ee81494e00dde528d39.jpg)