fran6p
-
Compteur de contenus
14 349 -
Inscrit(e) le
-
Dernière visite
-
Jours remportés
467


















Récompenses de fran6p
")
Grand Master (14/14)
-
 Rare
Rare
-
 Rare
Rare
-
 Rare
Rare
-

-
 Rare
Rare
Badges récents
7,2k
Réputation sur la communauté
37
Sujets solutionnés !
-
Il y a déjà un moment que je n'utilise plus les macros PAUSE, RESUME, … de Qidi. J'utilise le fichier client (Fluidd / Mainsail) qui fournit ces macros (les deux interfaces Web utilisent le même fichier (client.cfg) seul le lien symboliques est nommé différemment (fluidd.cfg / mainsail.cfg). J'aurais peut-être dû le préciser dès le début. Comme ce fichier n'est pas modifiable directement (lecture seule), il faut ajouter dans le printer.cfg, une macro [gcode_macro _CLIENT_VARIABLE] dans laquelle on peut réaliser les modifications voulues (ou pas) L'important est que, désormais, tout fonctionne Comme Klipper lui-même n'est pas en cause, moyennant des légères adaptations, c'est une solution utilisable avec les autres modèles de Qidi et probablement aussi avec d'autres fabricants utilisant un reverse bowden et un détecteur de fin de filament très loin de l'entrée de l'extrudeur.
-
Les prix non ronds se fondent sur les biais cognitifs (psychologie) que nous possédons tous . Les «spécialistes du marketing» en font un grand usage pour manipuler les décisions de l'acheteur (voir par exemple ce lien qui en recense une bonne partie). Un très bon ouvrage de vulgarisation, bien que daté est le «Petit traité de manipulation à l'usage des honnêtes gens» qui en décortique quelques uns (j'aimerais bien d'ailleurs que celui à qui j'avais prêté mon exemplaire me le rende).
-
Dans le printer.cfg : [filament_switch_sensor fila] switch_pin: PC1 # Qidi: !PC1 / SFS: PC1 pause_on_runout: False runout_gcode: SET_FILAMENT_SENSOR SENSOR=encoder_fila ENABLE=0 KEEP_PRINTING_AFTER_FIL_RUNOUT D={600} Quand il n'y a plus de filament, la première action est de désactiver l'autre senseur du BTT v2. Mes premiers essais sans cette désactivation mettaient immédiatement en pause, la tête se parquait (au fond à gauche (10,300)) et attendait la reprise. Le filament évidemment n'était pas extrudé sur encore 650mm Sinon, mais ça demande tout de même une version plus récente de Klipper, on pourrait utiliser la version Klipper pour ceux qui n'ont pas froids aux yeux: DangerKlipper ( "Dangerous Klipper for dangerous users" ) qui inclue l'équivalent de la macro mais en Python. Comme ma X-Max 3, contrairement à toi, n'est pas mon outil de production, c'est probablement un des prochains tests que je ferai. L'équipe de Klipper (particulièrement Kevin O'Connor, le dév principal) est très réticente aux nouveautés . Avant que @Tircown réussisse à faire accepter ses PR pour la cinématique IDEX, il avait dû montrer patte blanche.
-
Avec un peu plus de gente féminine sur le forum, on pourrait élire une miss Terre
-
Oui mais pas la macro de «poursuite» d'extrusion Actuellement, avec la XM3 «free full open source», c'est fonctionnel (à plus ou moins 10 mm) donc peut-être que la version Klipper Qidi crée le soucis… en fait je n'en sais rien. <HS> J'ai reçu, il y a peu de temps, un autre capteur de filament (uniquement les pièces (set 1) , ce qui nécessite impression puis montage de ce capteur) possédant un tampon (buffer). C'est le LLL de Mellow-Fly (pas encore monté ni testé). </HS>
-
Non, le modèle est malheureusement trop ancien. Il faudrait s'adresser directement à Creality en espérant qu'ils aient du stock ou trouver un généreux propriétaire de ce modèle qui n'utilise plus la sienne, accepte de s'en débarrasser, la récupérer pour la vampiriser. Je dois avoir quelque part encore une tête complète du modèle cr10v2 mais ni le PCB sous l'extrudeur ni la nappe de câbles reliant ce PCB à la carte contrôleur. Ma CR10V2 utilise l'extrudeur direct-drive de @Fourmi (hotends.fr), le MiniXtruder.
-
Encore une distribution qui n'est plus maintenue (Buster avec un noyau «très» vieux 4.19). De nombreuses distributions ne maintiennent plus leurs dépôts Buster (Armbian par exemple )*. La version de Python3 de Buster est au mieux une v3.7, complètement dépassée. J'espère simplement que les environnements virtuels de Klipper et Moonraker ont été réalisés avec un Python3 et pas un v2 comme d'autres fabricants d'imprimantes rapdies de ces derniers mois. Je ne comprends vraiment pas pourquoi ce choix de version d'OS Je peux comprendre que Flsun ait commencé le développement de leurs derniers modèles il y a quelques mois, tout au plus un an (sinon ce ne sont pas des rapides) mais même à cette époque, ils auraient pu / dû faire le choix, a minima d'une Bullseye, mieux d'une Bookworm avec un noyau 6.x (sortie juin 2023), idem pour Klipper (0.12 en novembre 2023, ou une 0.11 avant, la 0.10 étant: elle, franchement «outdated»), Même les gros contributeurs aux Discord Klipper commencent à se lâcher sévère sur ce fabricant, sans compter les nombreuses revues de Youtubeurs pas très flatteuses, aussi bien pour le modèle S1 que le T1 * Je suis allé vérifier et apparemment, Armbian a remis en ligne le dépôt Buster => raison des ratures
-
Ce n'est pas une CR10 S Pro v2 mais une CR10 V2 (V3), les pièces sont différentes
-
Par sécurité, le moteur de l'extrudeur ne peut fonctionner que si la température de chauffe est au moins de 170°C. Même si on peut désactiver cette sécurité, ce n'est pas conseillé. Vouloir faire passer du filament solide de 1,75mm par un orifice de 0,4mm, …
-
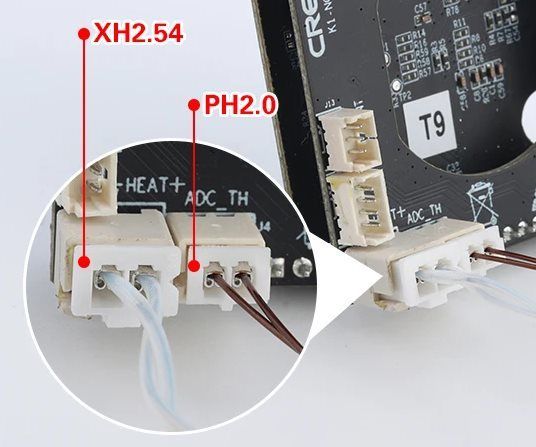
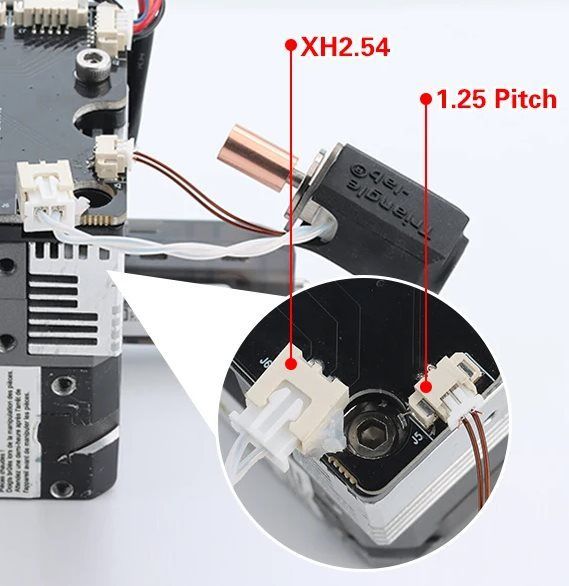
Ton lien Reddit ne dit pas que la thermistance n'est pas adaptée, simplement que la température indiquée dans l'annonce n'utilise pas la bonne unité de mesure (Farheniheit / Celsius). Couper / souder les fils de la thermistance est faisable mais pas si simple qu'on le pense Le connecteur au bout doit correspondre évidemment au connecteur femelle. Creality utilise trois types de connecteurs: JST XH-2.54 (espacement des broches de 2,54 mm) JST PH-2.0 (espacement des broches de 2,0 mm) Molex Picoblade (espacement des broches de 1,25mm) Exemples de connecteurs (droite ceux d'une K1, gauche ceux d'une S1) : Je connais peu de corps de chauffe et cartouche de chauffe capables de monter à 550°C, la sonde servant à mesurer ces températures de plus est rarement une thermistance, plutôt un thermocouple. Ces températures sont principalement utilisées avec des filaments très techniques (PEEK par exemple) rarement utilisés avec nos imprimantes de particuliers (nécessitent des plateaux très chauds et caissons chauffés). Un des fabricants les plus connus de ces têtes très hautes températures est Dyze (mêmes eux ne montent qu'à 500°C ).
-
C'est une annonce FB Pour le moment peu d'informations sur le Wiki Le Github contient uniquement le firmware actuel, rien, nada, aucune documentation Sur le site Biqu, il est toujours en pré-commande (disponibilité fin juillet, je suppose de cette année ) Sur une des boutiques Bigtreetech, Aliexpress, il est 28% plus cher que sur le site biqu.equipment (malgré une «promotion», 60% plus onéreux sans promo ) et disponible début septembre (de cette année là encore ?)
-
Plus d'un an après parution L'utilisateur en plus n'est plus venu sur le forum depuis fin octobre 2023 J'hésite énormément à verrouiller le sujet
-
En français : ce serait bien effectivement de revenir au sujet
-
Peut-être en désactivant le Wifi via l'écran? Très souvent sur ces SBC, quand les deux interfaces sont activées, le Wifi est prioritaire. Sinon, en ssh, modifier le paramètre de la section [mks_ethernet] de enable = 0 à enable = 1 du fichier config.mksini (ça doit être un des seuls paramètres que je n'ai jamais testé de modifier [oobe] réactivé affiche la prise en main de l'imprimante au premier allumage, par exemple ).
-
J'utilise en plus de Deepl, une extension du navigateur ImTranslator 1- Triple clic sur le(s) terme(s) 2- Clic sur l'icone apparue