christ38
-
Compteur de contenus
14 -
Inscrit(e) le
-
Dernière visite
Récompenses de christ38
")





-
Bonjour, Etant souvent confronté au phénomène de sous-extrusion et ayant fait le tour du côté du corps de chauffe j'ai contrôlé l'extrudeur. J'ai réglé 100mm sur l'extrudeur via le menu déplacement axe et au final mon filament s'est déplacé de 94mm (en vérifiant qu'il soit tout le temps entraîné). Faut--il que je règle le flow dans Cura ou S3D à 1,06 pour compenser ? A noter que sur un essai le filament n'était pas entraîné tout le temps alors que la roue dentée tourne, j'ai donc bien un souci à ce niveau là. Avez-vous fait ce calibrage avec correction si besoin ? Merci.
-
Bonjour, Je pensais avoir réglé mes soucis de buse bouchée en cours d'impression mais ce phénomène est de nouveau réapparu après de nombreuses heures d'impressions sur pièces "simples". Toujours avec du PLA mais sur une pièce avec de nombreuses rétractations. Les réglages CURA: distance rétractation 3mm vitesse 40mm/s T.210° Avec ces valeurs au bout de 30mn pas d'extrusion et remontée de PLA visqueux dans le tube PTFE et blocage filament. J'ai suivi les conseils de l'article suivant https://www.genapart.com/2016/10/01/à-propos-du-téflon-dans-les-guides-fil/ et j'ai réglé ce pb en réduisant la distance à 0.5mm mais maintenant ça bave dans les déplacements. Je vais augmenter à 1mm et réduire la temp. à 200°C. Tout ça pour conclure que les réglages sont aussi à adapter en fonction de la pièce à imprimer, ce serait trop simple..................
-
Merci pour vos messages de bienvenue. J'ai mis à jour mon profil (Creality CR-10 300*300*400)
-
Enfin réussi une impression d'une heure sans souci, quelques imperfection à cause de mon taux de remplissage faible mais pas de buse bouchée. Pourvu que ça dure ! Merci à tous pour vos précieuses explications.
-
J'ai changé le PTFE car il était très marqué au niveau du connecteur pneumatique. J'ai eu beaucoup de mal à le retirer. Le neuf de rechange coulisse très bien. La suite dans la soirée pour le test. Merci pour tous vos tuyaux.
-
donc au remontage je commence par la buse puis au final le PTFE et je reteste.
-
Le tube fileté est en appui avec la buse. Par contre quand je vis le PTFE comme il est actuellement et sans la buse, il vient au delà du tube fileté, pas grand chose je dirais moins d'un millimètre et du coup la buse vient en appui sur le PTFE mais en serrant cela devrait se corriger, non ?
-
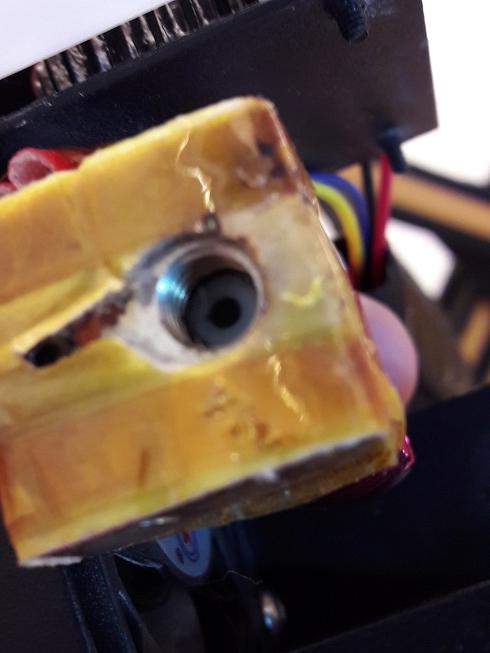
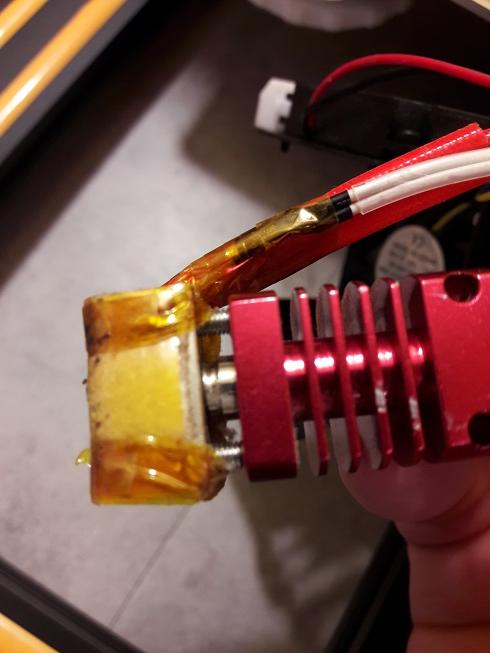
Suite à vos remarques j'ai contrôlé si le PTFE venait bien en appui sur la buse et c'est bien le cas j'ai mesuré 4.5mm de filetage entre le bout du PTFE et l'extérieur et c'est la dimension du filetage de la buse. Il y a bien un espace entre corps de chauffe et le radiateur. Un bourrelé se forme de la buse jusqu'au PTFE au point de bloquer l'extrusion au bout d'un moment plus ou moins long. Je rappelle que l'imprimante n'a que 3 semaines et qu'au début pas de pb. Les photos sont prises juste après le défaut. Je vais essayer en réduisant la rétractation.


-
La rétraction est activée depuis le début. Distance 5mm vitesse 40mm/s, j'ai essayé avec 4mm. Le bourrelé remonte sur 15mm environ. Au démarrage de l'imprimante j'ai constaté une difficulté à obtenir un remplissage correcte, il y avait des manques de matières, cloisons fines mais les parois étaient très biens finies. Mais j'ai déjà imprimé pendant 9h avec un bon rendu final et aujourd'hui avec le même filament ça m.... J'ai ce problème depuis que l'imprimante est dans un caisson, pour moi pas de lien mais......
-
Non il tourne bien.
-
lorsque j'ai démonté la buse, j'ai vérifié le tube PTFE, pas de trace de PLA en extrémité ni dans la tige filetée. Je voyais le PTFE buse demontée donc il devait être en place jusqu'au bout. Je vais quand même redémonter et vérifier que la buse vient en appui sur la tige filetée. D'après la photo le bouchon se forme dans le PTFE, trop de débit ? pas assez de poussée de l'extrudeur ? trop chaud ( je n'ai pas essayé en dessous 200°C et je suis monté à 225°C) ? J'ai essayé plusieurs couleurs et fournisseurs PLA et même constat pour des impressions de plus de 30mn.
-
Salut et merci pour ta réponse. En température j'ai essayé à 200°C, 210°C et 220°C (PLA), en vitesse je suis à 50mm/s. Je vais réduire la T à 190°C, je ferai le test demain.
-
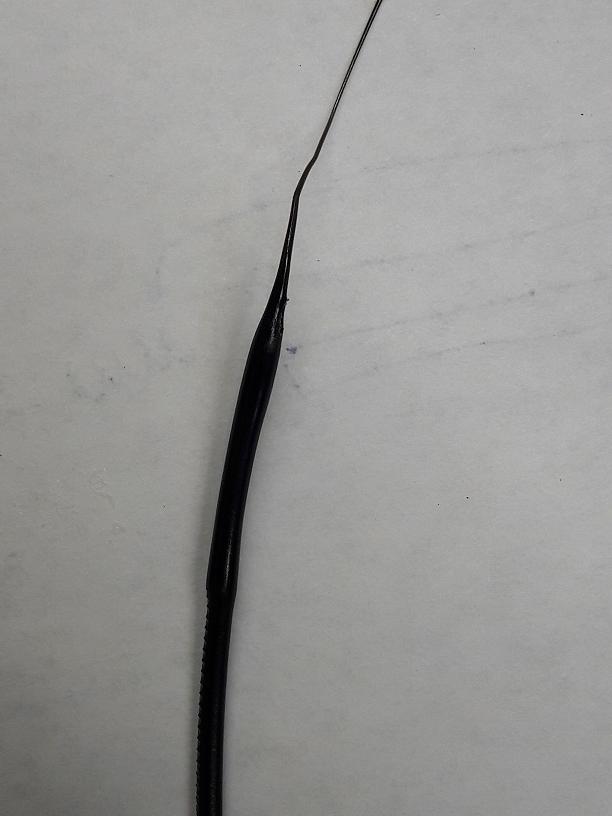
Bonjour, J'ai ma CR-10 depuis 3 semaines et depuis une bonne semain impossible de terminer les impression car la buse se bouche au bout de 30mn à 1h. J'ai remplacé la buse sans effet, je pensais que la vis pivot de l'extrudeur était trop serré mais même résultat en la desserant. J'ai essayé de jouer sur la température le débit sans succès. Ci-joint une photo du filament après le défaut. Merci pour vos conseils.

-
Bonjour, Je m'appelle Christophe j'habite le département de l'Isère, bientôt la cinquantaine et j'avais envie d'une imprimante 3D depuis longtemps. J'ai une CR-10, le modèle 300x300x400 depuis 3 semaines acheté sur le site Banggood. Merci pour tous vos conseils et si je peux contribuer je n'hésiterai pas.