manu_tella
-
Compteur de contenus
62 -
Inscrit(e) le
-
Dernière visite
Tout ce qui a été posté par manu_tella
-
Décalage d'impression Anycubic Kobra 3 max
manu_tella en réponse au topic de manu_tella dans Entraide : Questions/Réponses sur l'impression 3D
Oui neuve sortie du carton aucune modif juste la mise a jour Anycubic qui est descendue dessus au moment de la premiere mise en service -
Décalage d'impression Anycubic Kobra 3 max
manu_tella en réponse au topic de manu_tella dans Entraide : Questions/Réponses sur l'impression 3D
Hello, j'utilise le slicer anycubic. Mais je ne pense pas vraiment a un problème de slicer car j'ai le même problème avec les fichiers directement imprimables fournis par anycubic. J'ai contrôlé les jeux des axes, les jeux des roulements, les tensions des courroies... je ne vois rien de mécanique pour pourrait générer ce probleme. manu -
Décalage d'impression Anycubic Kobra 3 max
manu_tella en réponse au topic de manu_tella dans Entraide : Questions/Réponses sur l'impression 3D
Hello yes c'est bien ce post auquel je faisais référence (j'ai même essayé de le relancer...) Il n'y a pour moi aucun problème de gcode.. j'ai essayé de contacter anycubic....sans réponse jusqu'à présent manu -
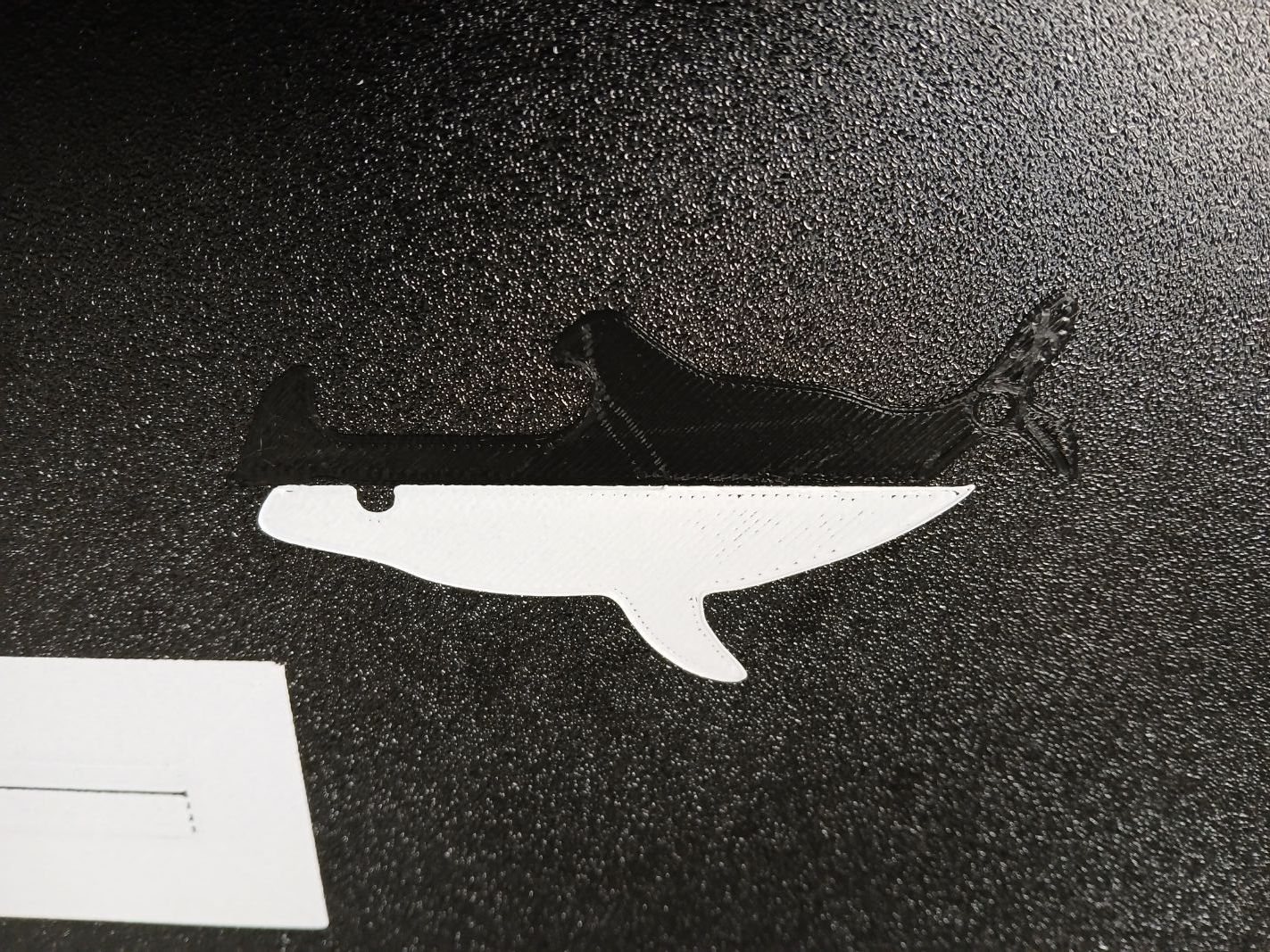
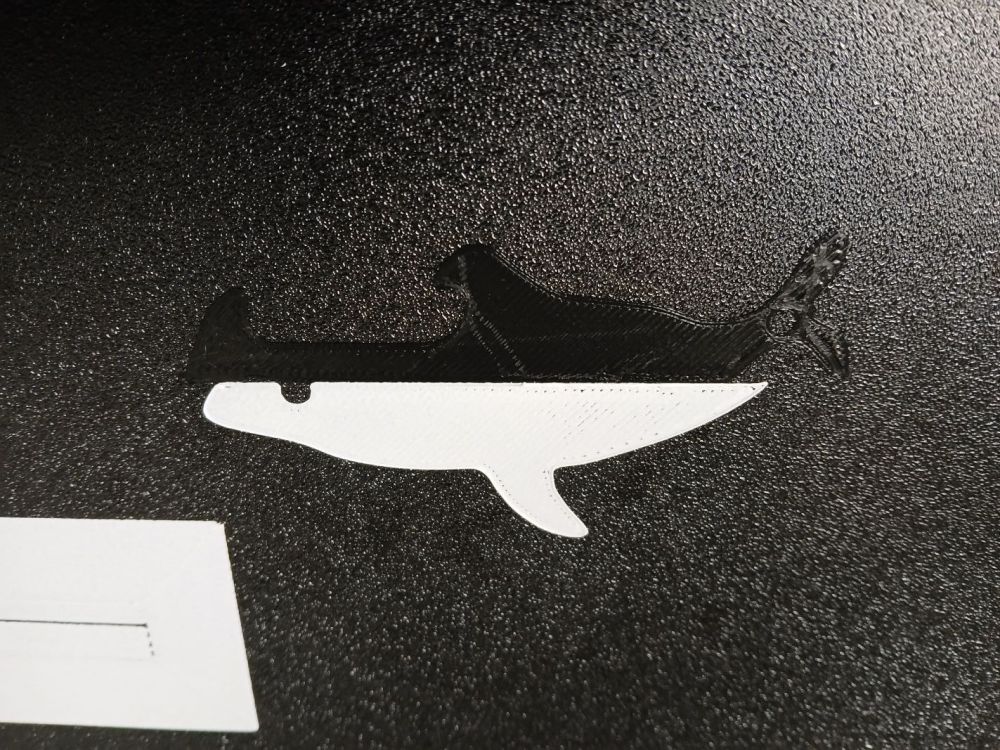
Bonjour à tous, Je rencontre actuellement un problème d’impression avec ma Anycubic Kobra 3 Max. Lors d’une impression multi couleurs, j’observe un décalage des couches dès le premier changement de filament. Après observation, j’ai surtout l’impression que ce ne sont pas les couches suivantes qui se décalent, mais plutôt que la couche initiale qui n’est pas positionnée correctement. Le problème apparaît également sur les fichiers de test fournis avec l’imprimante, donc a priori pas lié au G-code Même sur une impression monocouleur, si je centre la pièce dans le slicer, elle n’est pas imprimée au centre du plateau. Je joins quelques images pour illustrer le problème. Est-ce que quelqu’un a déjà rencontré ce souci ? Une idée de l’origine (firmware, calibration, offset) ? Merci d’avance pour votre aide

-
Décalage couche d'impression lors du 1 er changement de couleur
manu_tella en réponse au topic de Tiotom08 dans Anycubic
Bonjour, même imprimante, même problème J'ai un décalage des couches au moment du premier changement de couleur. Avez vous réussi a trouver une solution si oui pouvez vous me la partager? d'avance merci manu
-
Ou trouver la plaque polycarbonate sous écran Photon Mono
manu_tella en réponse au topic de manu_tella dans Anycubic
Sisi.. Il n'y a qu'un modèle photon mono... les autres se sont des photon mono 4k (que je possède également), SE... Anycubic photon mono c'est bien un modèle précis ;). Je cherche donc la plaque sous dalle de l'imprimante "anycubic photon mono". J'ai poncé la plaque à l'eau au 600/800/1000.... jusqu'à 2000 puis polissage en règle. La résine est virée, la glace est redevenue presque neuve. J'ai remonté je lance un print cette nuit . Si ca marche je vous dis.... -
Bonjour, Je viens de me rendre compte que de la résine s'est glissée sous mon écran, il y a une couche sur la plaque polycarbonate située sous l’écran... je cherche cette pièce détachée mais je la trouve pas . Quelqu'un sait-il comment la nettoyer sans la rayer et sans la ternir? ou mieux encore quelqu'un a t-il un lien vers cette pièce de rechange? d'avance merci pour votre aide. manu
-
Anycubic photon mono 4k vs photon M5 - besoin d'aide pour régler la M5
manu_tella en réponse au topic de manu_tella dans Les imprimantes 3D SLA
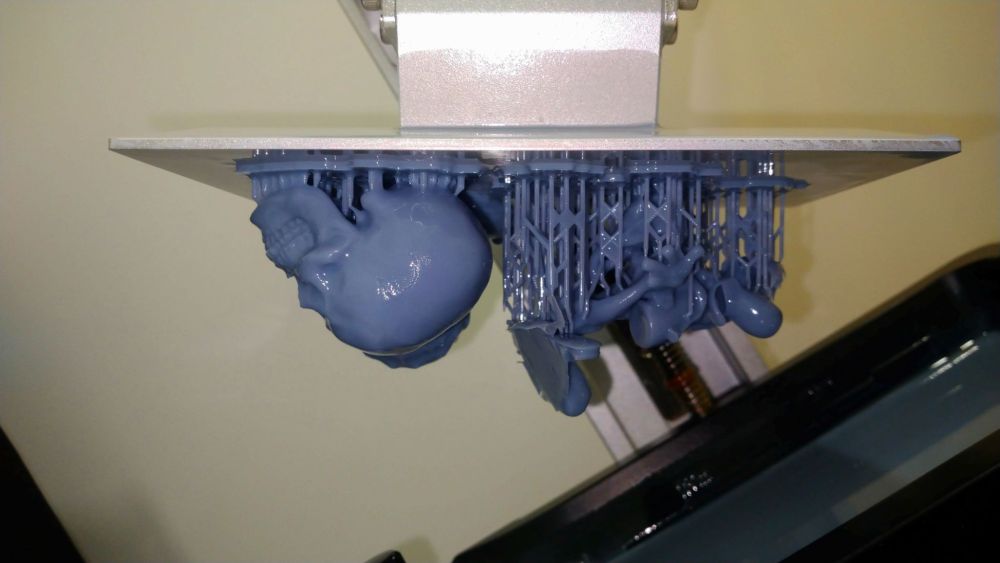
Bonjour à tous, Comme promis les 2 photos de mes problèmes.. Problème 1: Des petits dépôts de résine de manière aléatoire sur mes pièces comme de petites verrues... Problème2: Un décollement des supports mais de manière très étrange...Les supports font 2mm, tout se passe nickel sur mes autres imprimantes. Savez vous sur quels paramètres jouer pour corriger ces problèmes de qualité? d'avance merci pour votre aide. manu

-
Hauteur de couches et temps d'exposition
manu_tella en réponse au topic de OldSpice dans Les imprimantes 3D SLA
hello, je me greffe sur la réponse car ma question est en lien ;). Les durées nominales fournies par les fabricants de résine/imprimante sont normalement données pour une hauteur de couche de 0.05mm si je ne me trompe pas. Admettons que pour cette hauteur de couche le fabricant recommande 2.8sec, si je souhaite augmenter la précision (réduire la couche a 0.01mm par exemple) il semble évident que je vais devoir ajuster la durée d'exposition.... Ma question est simple: y'a t-il des abaques ou une règle pour calculer le temps d'exposition selon la hauteur de couche? Manu -
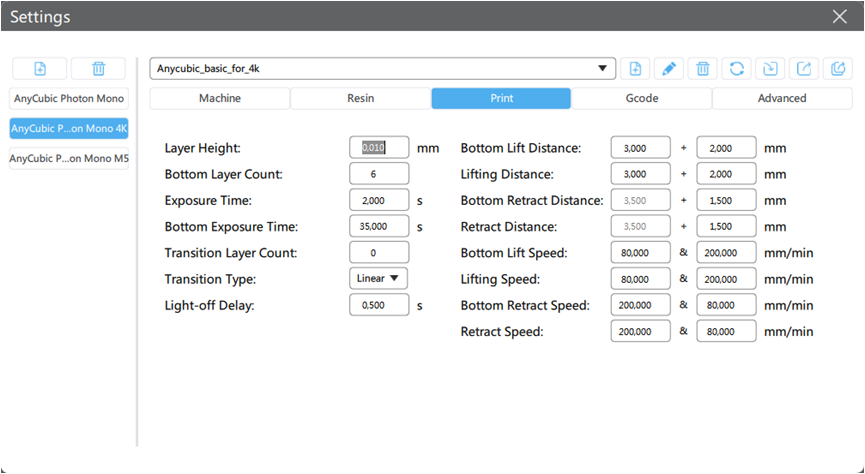
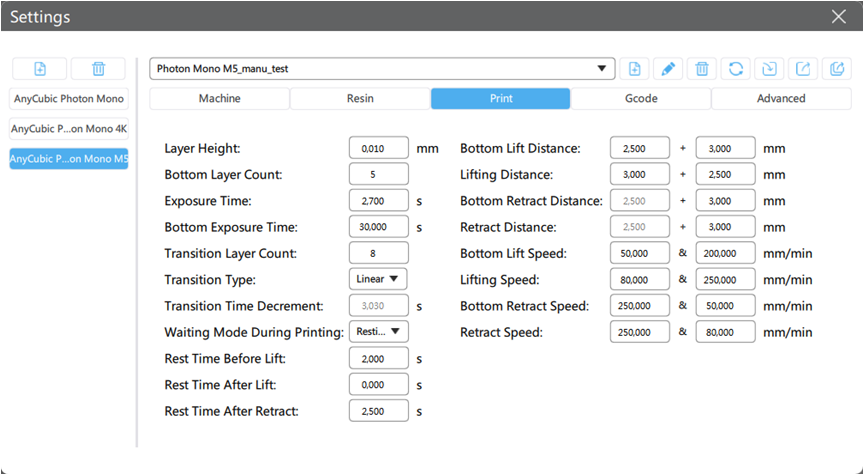
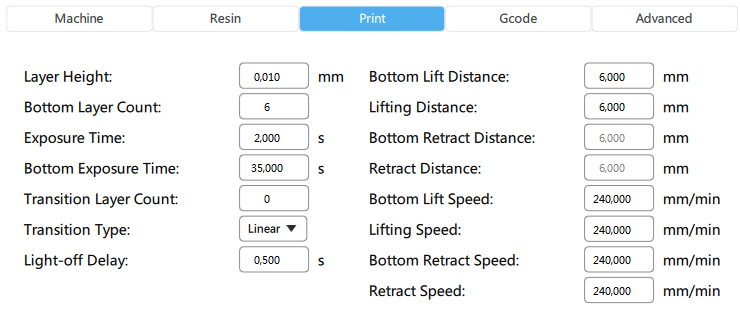
Hello à tous, D'avance merci pour l'aide que vous m'apporterez Je viens vers vous car je suis un peu perdu.... J'imprime depuis plusieurs années sur une photon mono et une photon mono 4k la qualité d'impression est au niveau que j'attends, les assemblages sont précis les supports accrochent bien et s’enlèvent parfaitement... disons que je pense avoir atteint sur ces machines 2k et 4k le réglage idéal. J'ai voulu faire un step dans la modernité et j'ai craqué pour la M5 (pas la S qui m’inquiétait avec sa technologie trop avancée ). j'ai fais quelques réglages, ajusté quelques paramètres et quand j'essaie d'imprimer mes modèles déjà prêts (.chuitubox) avec cette machine je n'ai clairement pas les mêmes résultats. - Les supports accrochent mal (ils adhérent au plateau mais ils se décrochent par endroit de la pièce). - Les couches des pièces sont je trouve visibles (pourtant même hauteur de couches entre les machines) - Les pièces sont brillantes alors qu'avec mes 2 autres machines le rendu est mat. - les assemblages sont pas terribles et parfois même rien ne s'emboite Je précise que j'utilise la résine anycubic standard (grey) que c'est le même bidon de résine , que je pratique le même post traitement et que les machines sont au même endroit...donc aucun paramètre extérieur ne peut expliquer les écarts c'est bien du réglage. voici les paramètres de ma photon 4k et ceux de ma M5 Encore merci pour votre aide. J'essaierai de faire des photos coup sur coup des impressions des que possible. manu
-
Bonjour, merci pour cette réponse. J'ai refais un essai en abaissant la vitesse de rétractation a priori les défauts sont moins présents. je vais continuer dans ce sens et voir si ils disparaissent. manu
-
Bonjour à tous, J'imprime régulièrement de petite pièce de modélisme et sur certaines d'entre elles je vois apparaître des défauts. Ces défauts font des trous à la surface des pièces et dégradent la qualité de l'impression. Le défaut est visible sur la pièce en photo. Typiquement à chaque fois que j'imprime ce modèle j'ai ce type de défaut.. je ne l'ai pas sur d'autres modèles qui sont parfaits. J'imagine que la forme de la pièce y est pour quelque chose... j'ai pensé a des bulles d'air qui se formeraient. Est-ce une piste? J'ai imprimé cette pièce avec une anycubic photon mono et les paramètres suivants: y'a t-il des paramètres à changer (vitesse, distances...) pour éviter l'apparition de ces défauts? d'avance merci pour votre aide précieuse. Manu

-
Hello, merci pour la réponse. Alors le premier point est facilement ajustable dans chuitubox donc je ferais des balayages jusqu'à obtenir un compromis convenable. pour le second point, l'étude est top mais le paramètre ne se change pas dans chitubox, je vais voir ou trouver ce programme et peut etre y passer encore merci, manu
-
Bonjour à tous, J'imprime régulièrement des pièces cylindriques (des jantes pour être précis). J'imprime ensuite un "pneu" (en resine egalement) avec un ajustement calculé de manière à ce que les 2 pièces s'emboitent a merveille. Comme on m'a toujours conseillé d'éviter d'imprimer sans support je mets les modèles à plat (face intérieure de la jante imprimée en premier) et je garni de supports (2mm de haut). Aujourd'hui je suis sur qu'il est possible d'optimiser tout ca, les supports sont peut être inutiles... Je suis sur que je peux gagner en temps d'impression et en quantité de matière mais aussi en post-traitement car aujourd'hui je ponce les traces avant de peindre pour faire un truc clean. j'ai testé une roue sans support pour voir. 1- j'ai beaucoup de mal à la décoller du plateau ( avec les supports c'est super facile) 2- un bourrelet se crée sur les premières couches (du à la surexposition) et risque de m'ennuyer quand je vais vouloir enfiler le pneu Pensez vous que je peux optimiser les réglages des premières couches en limitant les temps d'exposition des premières couches sans pour autant risquer le décollement pendant l'impression? j'ai une anycubic photon mono et une photon mono 4k (j'imprime avec les paramètres d'origines de chuitubox pour ces 2 machines) et j'utilise la résine anycubic basic. d'avance merci pour vos conseils. manu
-
Problèmes de trous et de supports
manu_tella en réponse au topic de manu_tella dans Les imprimantes 3D SLA
Ah ouais..... Pour moi petite figurine c'est genre les figurines de plateau de 3cm de haut celles là y'a pas moyen de les vider donc je les laisse pleines également. Je suis plus ennuyé sur des figurines de 5cm de haut genre le baby groot que j'ai posté dans un récent post... Lui faire des trous ailleurs que sur la base c'est compliqué... Sur ce genre de figurine je sais pas trop quoi faire... Plus gros pas de question.. On vide. -
Problèmes de trous et de supports
manu_tella en réponse au topic de manu_tella dans Les imprimantes 3D SLA
OK super clair. Imaginons un personnage genre 5cm de haut qui serait difficile à évider en une seule cavité... Je vais pas lui faire des trous partout pour chaque cavité.. Il est peut être plus simple de laisser la figure pleine quand même non ? Parce qu'une pièce évidée sans perçage c'est un resevoir à résine liquide en fait ? -
Problèmes de trous et de supports
manu_tella en réponse au topic de manu_tella dans Les imprimantes 3D SLA
hello, merci pour ta réponse. Je comprends mieux...tu confirmes donc que les supports fins sont trop légers et risque de céder lorsque la succion est importante. Pour les trous, Il est presque préférable d'orienter la pièce différemment quitte à générer des supports mais avoir les trous vers le bas de manière à bien vider la pièce? D'une manière générale, j'ai pu voir lors de mes dernières impressions que collée au plateau, une pièce n'est pas clean car une sorte de collerette se forme sur les premières couches et rendent un peu moche la base... je vais donc faire plus attention à ça sur mes prochaines impressions. C'est tout un art de disposer les pièces en fait manu -
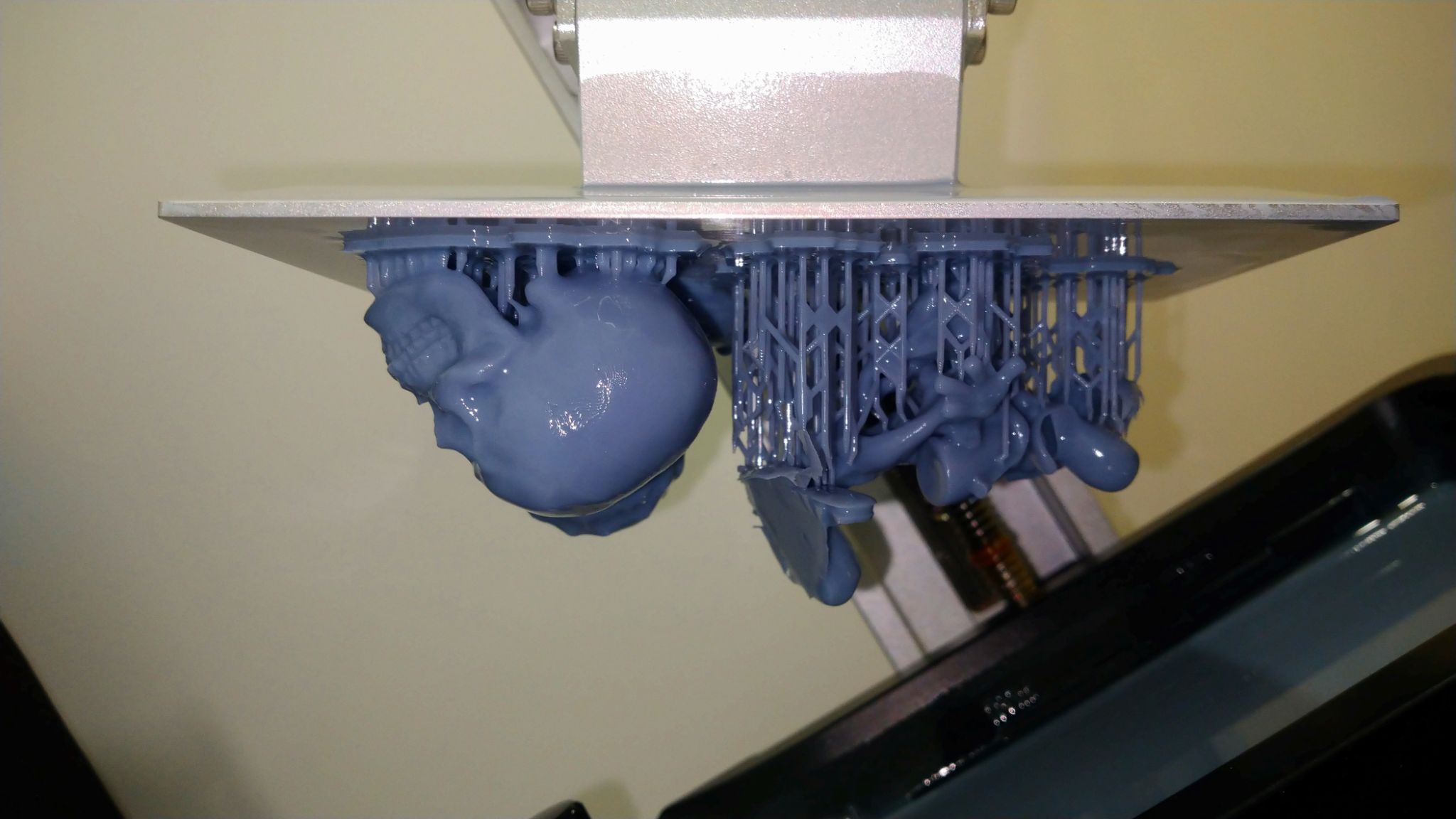
Hello tout le monde, J'ai 2 petites questions.... 1 - La première est assez simple et porte sur le perçage pour vider une pièce. J'ai réussi à évider les pièces et pour les vider de toute la résine au nettoyage je crée un perçage (diamètre mini 8mm sinon c'est galère)... Lorsque j’imprime une figurine simple, sans support, le meilleur endroit selon moi pour placer le trou c'est bien sous la figurine. La face est plate, elle se voit pas une fois la figurine posée en expo mais généralement c'est cette surface qui est collée au plateau! A la fin de l'impression, à l’égouttage le trou n’étant pas au point le plus bas la résine ne s’évacue pas.... Pour la vider, je dois décoller la pièce du plateau, la tenir pour la vider avant de la plonger dans l'IPA... pas super pratique d'autant plus qu'avec la Wash And Cure, le nettoyage des pièces est bien plus pratique quand la pièce est encore collée sur le support. J'ai pensé a retourner la pièce pour que le trou sous orienté vers le bas mais ça génère des supports et même si c'est super fin, l’état de surface de la figurine peut être impacté. Comment faites vous? 2 - Les supports justement, parlons-en.... Je suis régulièrement déçu, je passe du temps a retourner les pièces dans chitubox pour m'assurer qu'il n'y aura pas d'impression dans le vide... je crée les supports avec des pointes généralement fine pour ne pas laisser trop de traces sur les figurines mais voila, souvent les supports se détachent pendant l'impression. J'imagine qu'à un moment la force de succion exercée lors du retrait du plateau est supérieure à ce que peuvent retenir mes supports... Regardez ce pauvre Rayman à droite du plateau, il a un pied pourri!!! Avez vous ce genre de problème? Est-ce qu'à ces endroits il faudrait plutôt placer des supports "grossiers" peut être plus résistants? d'avance merci pour vos réponses, manu
-
Comparaison coût de revient SLA vs FDM
manu_tella en réponse au topic de manu_tella dans Discussions sur les imprimantes 3D
Oui tu as raison, j'ai pris les Tarifs applicables au 01/22 TTC depuis le site EDF (mais dans ce TTC il n'y a que les 20% associés a la consommation) ce n'est pas exactement ce qui est facturé. Le raccourci est un peu optimiste Par taxes que j'oublies tu dois certainement parler de TICFE, TCFE, CTA et tout le tralala... et en effet ce n'est pas négligeable. Donc pour la partie taxes et contributions CTA = que sur l'abonnement => non pris en compte car tu as besoin d’électricité chez toi... avec ou sans imprimante TICFE: 0.02592€/kwh ==> ok on rajoute ca dans le calcul et faut rajouter 20% de TVA TCFE 2022: plafonnée a 0.00663€/kwh ==> ok on rajoute ça dans le calcul en prenant le plafond et faut rajouter 20% de TVA TVA: 20% sur TCFE et TICFE, 5% sur abonnement mais là encore on s'en fout cf remarque sur CTA... Ce qui fait passer les HP en 9Kva a 0.22116 ald 0.1821 et les HC en 9Kva a 0.17506 ald 0.1360 Ca change pas la face du monde sur le baby groot mais je corrige... qu'on ait quand même pas eu tous ces échanges pour rien!! manu -
Comparaison coût de revient SLA vs FDM
manu_tella en réponse au topic de manu_tella dans Discussions sur les imprimantes 3D
tarif EDF TTC au 1/01/2022 option base en 9kva : 16.05 cts € kWh option HC en 9kva: HP => 18.21cts € kWh et HC => 13.60cts € kWh J'imprime de 14h a 17h en heures creuses dans mon contrat c'est pour cela que j'ai pris en référence une impression de 3 heures . Je prévois de faire pédaler la belle mère dans le salon pour imprimer gratos mais ca ce sera l'objet d'un autre post! manu -
Comparaison coût de revient SLA vs FDM
manu_tella en réponse au topic de manu_tella dans Discussions sur les imprimantes 3D
Salut Patrick, Merci pour ta réponse. Je ne prends pas en compte le prix des machines puisque pour ma part c’était des cadeaux de mère noël. Je ne souhaitais pas sortir un calcul de rentabilité ni un calcul d'amortissement. Beaucoup l'ont fait mais je trouve ça trop hasardeux sur les hypothèses, il suffit de lire les fils de discussion. Pour ma part, à la louche: anycubic i3 mega acheté en 2017 = à peu de chose près le prix du package photon mono + wash and cure fraîchement achetées. A prix de machines équivalent j'ai préféré les enlever de l’équation.... sinon ça fait cher le print unitaire de baby groot L'usure je la comprends mais je ne la compte pas.... comme le temps passé. Ce qui se cache derrière le calcul c'est juste d'avoir un ordre d'idée du prix des fournitures d'une impression quand quelqu'un me demande quelque chose. Si on étend à tous les frais, il faudrait aussi prendre en compte les frais d'aménagement de l'"atelier". Ca devient vite ingérable et surtout très propre à chacun. C'est pour moi un petit plaisir, les machines sont là dans un endroit clean qu'elles servent ou pas, l'usure fait partie du jeu et du plaisir et à l'heure actuelle vu le peu de frais que j'ai eu à faire sur mes machines, je pense que ramenée à une impression l'usure n'est pas un facteur prépondérant. Cependant, à plus grande échelle et plus grande cadence je comprends parfaitement ton raisonnement. manu -
Comparaison coût de revient SLA vs FDM
manu_tella a posté un sujet dans Discussions sur les imprimantes 3D
Hello, Je me posais la question du prix de revient d'une même pièce imprimée selon les 2 procédés. Ca ne sert à rien puisque pour moi les impressions n'ont rien a voir mais bon par curiosité j'ai voulu faire le calcul. Je partage le constat global Je me base sur les données des slicers chuitubox et cura qui me semblent par expérience pas trop déconnants. J'ai déjà imprimé la pièce en question sur les 2 machines et globalement les temps d'impression sont pas trop mal intuités... Je ne prends pas en compte le prix des machines ni leur usure. Pièce: le classique Baby Groot, impression verticale, sans support hauteur 50mm, remplissage à 100% (OK c'est inutile mais on s’évite les écarts liés au remplissage comme ca) et qualité opti car l'idée a la fin c'est de peindre... FDM: anycubic i3 mega - Temps d'impression en 0.2mm: 1h - 3.79m de filament à 25€ la bobine de 1kg soit 330m = 0.303€ - puissance/cout elec: 300w pendant 1h a 0.15cts = 0.045€ (c'est peut être surévalué car je ne suis pas sur que l'imprimante consomme 300W en continu) edit: pendant 1h a 0.2216cts = 0.06648€ coût global FDM: 0.35€ edit: 0.36948€ SLA: anycubic photon mono + wash and cure 2.0 - temps d'impression a 0.05mm : 3h et lavage/sechage 30mn - 9ml de résine à 35€ le kilo (densité 1.1g/kg = 0.9L/kg) = 0.315€ - puissance/cout elec: 60W pendant 3h a 0.15cts = 0.027€ + lavage/séchage 50W pendant 30mn a 0.15cts = 0.00375€ (pour le principe) edit: pendant 3h a 0.2216cts + ...; pendant 30mn à 0.2216cts = 0.0398€ + 0.00554€ - je compte aussi l'isopropanol (15L acheté pour 65€) pour le moment j'ai 2 bacs de 1.5L que j'utilise pour le nettoyage.Je pense que je peux faire aisément une 40aine de figurines de ce type avant de devoir changer l'IPA donc en gros 0.325€ d'IPA pour le nettoyage du Groot. coût global SLA: 0.67€ edit: 0.7352€ Donc pour une seule pièce on va dire que c'est 2 fois plus cher en résine qu'en PLA par contre la qualité n'a rien à voir et pour moi l'écart de coût est largement compensé par la différence de qualité quand on fait des figurines... Evidemment pour de la pièce plus "mécanique" je ne lâcherai jamais ma FDM . Le calcul n'est pas parfait, je serais curieux de faire réellement le test avec un économètre sur les prises. Apres on peut discuter des puissances, des temps... mais la conso elec est d'ordre 2 par rapport au prix de la matière pour une pièce de ce type. Pour conclure, en photo le résultat final en résine après une petite mise en peinture. manu
-
Paramètre Infill et création de trou dans Photonworkshop
manu_tella a posté un sujet dans Les imprimantes 3D SLA
Hello, J'essaie de me familiariser avec l'impression résine. Je trouve mes figurines relativement lourdes une fois imprimées! Une figurine mini yoda de 5cm de haut pèse 52g. Je me demande si par hasard je ne suis pas en train de perdre bêtement de la matière. Voila 2 fois que je tente de faire un trou sous les figurines mais ça ne donne pas le résultat escompté puisque le trou est borgne (non débouchant). Je me dis donc que la pièce est vide dedans. d'autant que dans le slicer ca semble vide.. Peut être suis-je surpris par la densité de la résine.. Ca m'ennui de casser mes figurines pour savoir si elles sont vides ou pleines . Le paramètre infill n'est pas coché (je ne maîtrise pas encore ca) donc j’aurais pensé que seul la coque de la pièce s'imprimerait. Par contre comment faites vous pour réaliser un perçage sous une pièce pour la vider d'un éventuel excédent de résine? d'avance merci manu -
Peut-on laisser la résine dans le bac, combien de temps?
manu_tella en réponse au topic de manu_tella dans Les imprimantes 3D SLA
hello, merci a tous pour vos réponses. @papajds merci c'est ce lien là que je ne retrouvais pas. Bon je retiens que sauf changement de couleur on peu laisser la résine dans le bac sans risque a condition de remuer avant impression (avec amour car le fond de la cuve est fragile). je vais m'imprimer un petit couvercle aujourd'hui. manu -
Peut-on laisser la résine dans le bac, combien de temps?
manu_tella en réponse au topic de manu_tella dans Les imprimantes 3D SLA
J'ai mis une house par dessus mes machines type tissus + isolant alu. Mais je vais en effet voir pour imprimer un couvercle en petg. Avez vous un modèle tout prêt à me conseiller...?