


Anakin
-
Compteur de contenus
53 -
Inscrit(e) le
-
Dernière visite
Tout ce qui a été posté par Anakin
-
Bonjour, Juste un petit coucou pour te dire que je viens de finir une veilleuse. En fait c'est 4 hélices phosphorescentes éclairées par 3 LEDs. Ensuite les hélices tournent sans les LEDs avec la lumière emmagasinée. Elle se déclenche lorsqu'il y a du bruit. C'est pour mes filles, la nuit. Je t'envoi le lien vers le projet complet : http://www.thingiverse.com/thing:1323950 J'utilise une carte arduino, un moteur pas à pas, des leds et un détecteur de son. Si tu vas dans mon profil tu verras que j'ai fabriqué 2 ou 3 autres objets depuis la fois dernière :). C'est vraiment trop amusant de pouvoir mélanger la robotique et l'impression 3D. @+ Anakin
-
Oui je voulais faire cela aussi puis passer la bombe aérosol mais ma fille n'aurait pas peint au pinceau. Après on aurait pu faire pareil avec le pinceau mais je trouvais trop galère de découper le scotch au cutter à la bonne largeur... Au pire on pourra le refaire ! ++
-
Salut, Voilà la photo du sabre. Bon on s'est légèrement trompé sur le doré mais c'est pas mal quand même. C'est ma fille qui a peint le gris sur le noir au dessus de la poignée. ++

-
Pas mal du tout, Je viens de créer de mon côté une petite bague Olaf (plus ou moins réussie) sous 3DS Max. Je devrais finir le sabre aujourd'hui, je t'enverrai une photo ++

-
Ah désolé j'aurais du ouvrir un post à part. Je ne savais pas au départ qu'il me donnerait autant de fil à retordre ++
-
Bonjour, Désolé pour toutes ces questions mais c'est quoi la rétractation ? J'ai lu que le filament s'étire à chaque rétractation mais cela reste flou. Du coup sur quel réglage puis-je jouer ? Merci
-
Bon résultat final. Que ce soit en haute précision ou moyenne le résultat est niquel. J'ai imprimée 4 pièces à la suite. Plusieurs heures en perspective. Juste quelques claquement (on voit une ligne plus claire sur l'un des trophées.) J'ai voulu ensuite imprimée une toute petite pièce (un porte-clef) mais l'extrudeur a claqué à nouveau et le fil s'est arrêté de couler. J'ai mis le PLA rouge et la pièce a continué à être imprimée, j'ai stoppé ensuite. J'ai essayé avec un flow de 85 au lieu de 90 mais rien à faire. J'ai changé de bobine car ce que je voulais faire en priorité est fini mais bon j'aurais bien fait les porte-clefs aussi. Je réessayerais plus tard. J'ai l'impression que sur des pièces comme sur les photos il n'y a pas de problème car le PLA coule en permanence. Sur le porte clef, avec les détails, il doit stoppé quelques secondes puis reprendre et je pense que c'est là que ça bloque. Merci en tout cas. Anakin

-
Bon j'ai imprimée la pièce à 235° et le flow à 90. Voilà le résultat : Cela n'y apparaît pas en gros plan mais la pièce est magnifique (c'est un peu foncé pour une couleur or mais ça scintille, on dirait qu'il y a des paillettes microscopiques). Je tente en 0.10 là sur une pièce légèrement plus grosse. J'espère que cela n'influera pas. J'ai eu peur car l'extrudeur a claqué direct (mais j'ai sorti le fil entre deux pour enlever un noeud) quand j'ailancé cette nouvelle pièce. Mais bon tout est reparti et j'ai pas eu de claquement encore au bout de 10 min. Je pense que cela ira. Merci pour tout. Anakin

-
Bonjour, Bon j'ai tenté le flow à 96 et la température à 200°. Au début tout a bien été sur les 5 premiers millimètres. Mais avec ce fil les 5 premiers millimètres sont toujours niquel. Puis (à la premièrejonction) l'extrudeur s'est mis à claquer et on voit que la matière manque sur la photo. Puis tout est reparti avec quelques claquements surla fin (d'où la légère décoloration du au manque de matière). Mais la fin fut bien pire. L'extrudeur qui claque mais surtout plus de fil qui coule du tout. Je me suis dit que la buse était bouchée (malgré qu'elle soit neuve de 15 jours). J'ai donc enlevé le fil et mis du rouge pendant l'impression). Sans forcer la fin du fil doré a fondu puis le rouge est apparu avec un débit normal. Le rouge s'est de l'octofiber. J'ai du arrêté l'impression car avec le manque de matière le hautde l'objet s'est cassé. Par contre j'aijuste eu le temps de remettre le fil doré qui avait l'air de bien partir. Du coup je suis un peu perdu A noter que l'extrudeur a claqué beaucoup moins (jusqu'à ce que le fil ne coule plus...)

-
Merci pour vos réponses. J'ai créé un nouveau profil (test) et j'ai modifié le flow : <filament_flow>90</filament_flow>. Je vais testé à nouveau avec une température de 220°. Comment modifié la vitesse, est-ce <filament_speed> ? Et quelle valeur mettre. Une question un peu bête mais c'est quoi la différence entre le flow et la vitesse ? Le profil CorlorFabb a un flow à 99 au lieu de 100... Merci
-
Et comment je peux faire cela facilement ? Dans le XML direct peut-être ? Merci ----- Faut il le faire avec cura normal ? Puis-je changer ces 2 paramètres dans le gcode du dagoma.0 directement pour aller plus vite ? merc
-
Bonjour, J'ai un problème avec le filament ColorFab couleur or (doré foncé). La première petite pièce s'est correctement imprimée. Par contre les autres ne sont pas belles. Les premières couches sont très correctes (comme mon premier petit objet), par contre après l'extrudeur se met à claquer et peu de filament fondu sort ce qui donne l'aspect comme sur la photo. J'ai mis de l'octofiber entre 2 et aucun problème pour lui. J'ai lu de baisser le flow à 90% mais à mis à part le fait que l'extrudeur claquera moins, cela aura-t-il vraiment une influence ? Et comment baisse-t-on le flow ? J'ai tenté à 210° et à 235°, le résultat est identique.

-
J'ai pris un vieux fichier et elle ne le contenait pas. Je confirme que pour les 5 points c'était bien l'option à cocher dans le logiciel . ++
-
Par contre as-tu une idée pour ces points d'initialisation perdus ? Edit : je viens de trouver. J'avais également réinstallé le logiciel dagoma. Et je n'avais pas recoché "utilisation du palpeur". Je vais essayé tout à l'heure mais bon je pense avoir trouvé. Merci. Vraiment bizarre ce fil de sonde qui influe sur les moteurs.
-
Re, Bon bizarre, effectivement il semble qu'un des fil blanc de la sonde s'était débranché. Cela a presque l'air de fonctionner désormais. Je ne m'explique pas le pourquoi du comment sur les moteurs et le fait qu'ils n'allaient pas toujours dans le même sens (du au montage en série). Seul hic, avant l'imprimante me faisait 5 points d'initialisation ce qui m'évitait de mesurer la distance pour les 2 axes Z. Désormais elle ne me fait plus qu'un seul point (Surement du au flashage de tout à l'heure). J'ai pourtant reflasher avec la version "New CM-sonde104GT2+4.7k+inductif BLANC-corrigee" comme je lavais fait lors du changement de buse (avec le palpeur blanc).
-
Salut , Effectivement cela a l'air de fonctionné à peu près sur les pièces en haute résolution. Merci Je testerais de nouveau dès mon problème d'initialisation réglé (topic ouvert ce matin). ++
-
Bonjour, Déception ce matin. Après être aller voir ma dernière pièce imprimée cette nuit, j'ai voulu en relancer une autre. Cela fait 2 mois que j'ai la Dagoma sans souci majeur sauf un changement de buse (kit complet) il y a une semaine. Ce matin, à l'allumage elle initialise les axes au hazard dans le sens de la rotation sur l'axe Z. Des fois elle monte, des fois elle descend ou l'axe de droite descend quand celui de gauche monte (et vice versa). Pour le peu que j'ai le début de la bonne initialisation : Elle descend, le palpeur se déclenche et elle recommence (axe droite monte et axe gauche descend) et vice versa). Des fois un seul moteur tourne. J'ai reflashé la carte et vérifier les branchements des fils. Aucun souci. Je pense que cela viens de la carte électronique. Je ne m'exlique pas ce côté aléatoire à l’initialisation. Qu'en pensez-vous ? Merci
-
oula! Je suis un peu perdu dans toutes vos explications. Je vais me renseigner sur les gcodes ça doit pas être très compliqué. Je me demandais si j'avais pu monter les supports du plateau à l'envers pour avoir ce décalage? Je referais des tests demain.
-
Petite question pour le sabre de Luke. J'ai du mal à emboîter les pièces même au marteau (doucement). Je les ai imprimées en 0,15. As-tu eu le souci et en quelle qualité les as-tu imprimées ? Merci
-
et pour les autres G92 dans le fichier ? Cela a-t-il une importance ? Sais-tu où avoir plus de doc sur les commandes G2, G32 et autres ? Une autre question : pourquoi ne pas modifierdirectement cette ligne : G28 X0 Y0 ;move X/Y to min endstops, so the head is out of the way; par : G28 X0 Y-10 ;move X/Y to min endstops, so the head is out of the way; J'aurais tendance à penser que cela permet de choisir le décalage ? Si j’applique ta procédure j'aurais en xml : ;bloc Offset G92 Z10 G91 ;relative positioning G1 Z{z_offset} G90 G92 Z0 G1 Z3 G1 X100 Y200 F3000 G1 Z2 M106 ;start fan full power M109 S{print_temperature} M82 ;set extruder to absolute mode M107 ;start with the fan off G92 E0 ;zero the extruded length G1 F200 E3 ;extrude 10mm of feed stock G92 E0 ;zero the extruded length again G1 F{travel_speed} </Gstart> <Gend> M104 S0 ;extruder heater off M106 S255 ;start fan full power M140 S0 ;heated bed heater off (if you have it) G91 ;relative positioning G1 E-1 F300 ;retract the filament a bit before lifting the nozzle, to release some of the pressure G1 Z+3 E-2 F{travel_speed} ;move Z up a bit and retract filament even more G28 X0 Y0 ;move X/Y to min endstops, so the head is out of the way; G28 Y G92 Y-10 G4 P360000 M908 ;stop fan Cela te parait correct ? Merci
-
Bonjour, OK merci. Par contre pourquoi 2 valeurs ? Dans mon XML j'ai : G28 X0 Y0 ;move X/Y to min endstops, so the head is out of the way; Du coup pour cette ligne je comprends bien le Y10 au lieu du Y0. Par contre pour la deuxième j'ai (et d'autres encore en G92): ;bloc Offset G92 Z10 Je lui rajoute aussi Y10 (ou Y-10) ? Pourquoi le modifier dans ces 2 lignes et pas sur une seule ? Merci
-
Oui je n'hésiterais pas !
-
Ben justement c'est bizarre. J'avais perdu la lamelle métallique. Je me suis dit que c'était le centimètre manquant. En effet du coup le plateau venait taper directement sur l'interrupteur. Mais même avec cette lamelle cela ne change pas. J'ai essayé en rajoutant une brique de lego contre la lamelle mais rien non plus. Du coup je pense que j'irai plus vite en rajoutant 1 cm dans le xml... Merci
-
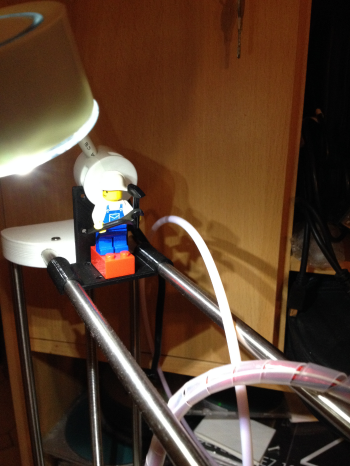
Merci beaucoup. Je vais tenter de peindre mes premiers projets ce week-end. Je vais tenter le sabre de Luke pour ma fille. J'ai pris de la peinture d'essai (couleur acier) et de l'aérosol couleur chrome. J'ai le fil noir et doré foncé. Je t'enverrai une petite photo. Je viens de poster mon premier projet sur thingiverse. -> Petit support pour dagoma <- Il s'agit d'un petit support à fixer sur les tiges du haut de la discovery. J'en avait besoin pour y mettre une lampe de type "pince". J'ai rajouté des trous et mis 2 petits ronds pour fixer une minifigurine lego. Mais comme l'impression est à la verticale cela marche moyen. (Si tu mets un socle comme sur la photo cela ne bouge pas du tout) A bientôt ! Anakin
-
Bonjour, J'ai voulu imprimer la pièce la plus grande que je pouvais. J'ai vu que cura va jusque 19,2 cm. J'ai donc créé un objet de cette dimension. Petite surprise : Après initialisation sur la butée pour le plateau j'ai un décalage d'un centimètre. J'aurais voulu savoir quelle valeur changer dans le fichier XML (comme le G1 pour le Z) pour décaler mon initialisation d'un centimètre? En effet ma pièce dépasse lors de l'impression (alors que de l'autre côté j'ai la place largement manquante ). Merci Anakin







