Xarxese
-
Compteur de contenus
6 -
Inscrit(e) le
Récompenses de Xarxese
")





-
Alors j'ai juste ajouté la plaque en verre, le lit chauffant est d'origine. Je nettoie oui, à l'alcool a bruler mais apparemment ce n'est pas bon ça serait gras faut que j'aille acheté autre chose Au début je pensai que c'était a cause de lui que ça tenait pas d'où l'utilisation de la colle mais au final maintenant que tout s'est remis bien comme il faut, je vois que ça provenait d'autres choses En tout les cas merci pour vos conseils et aides pour la 1ère couche j'y vois beaucoup plus clair ! Merci !
-
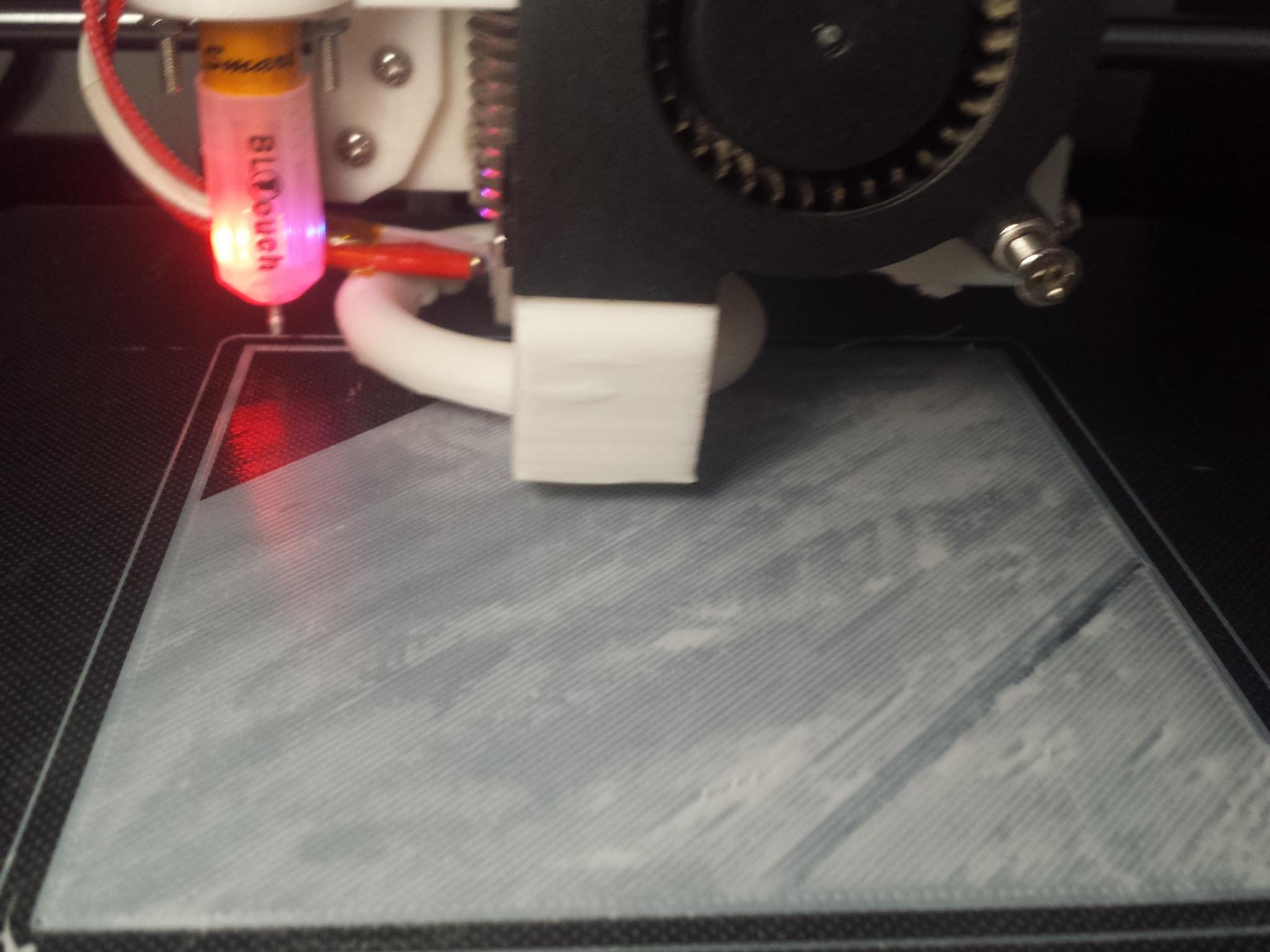
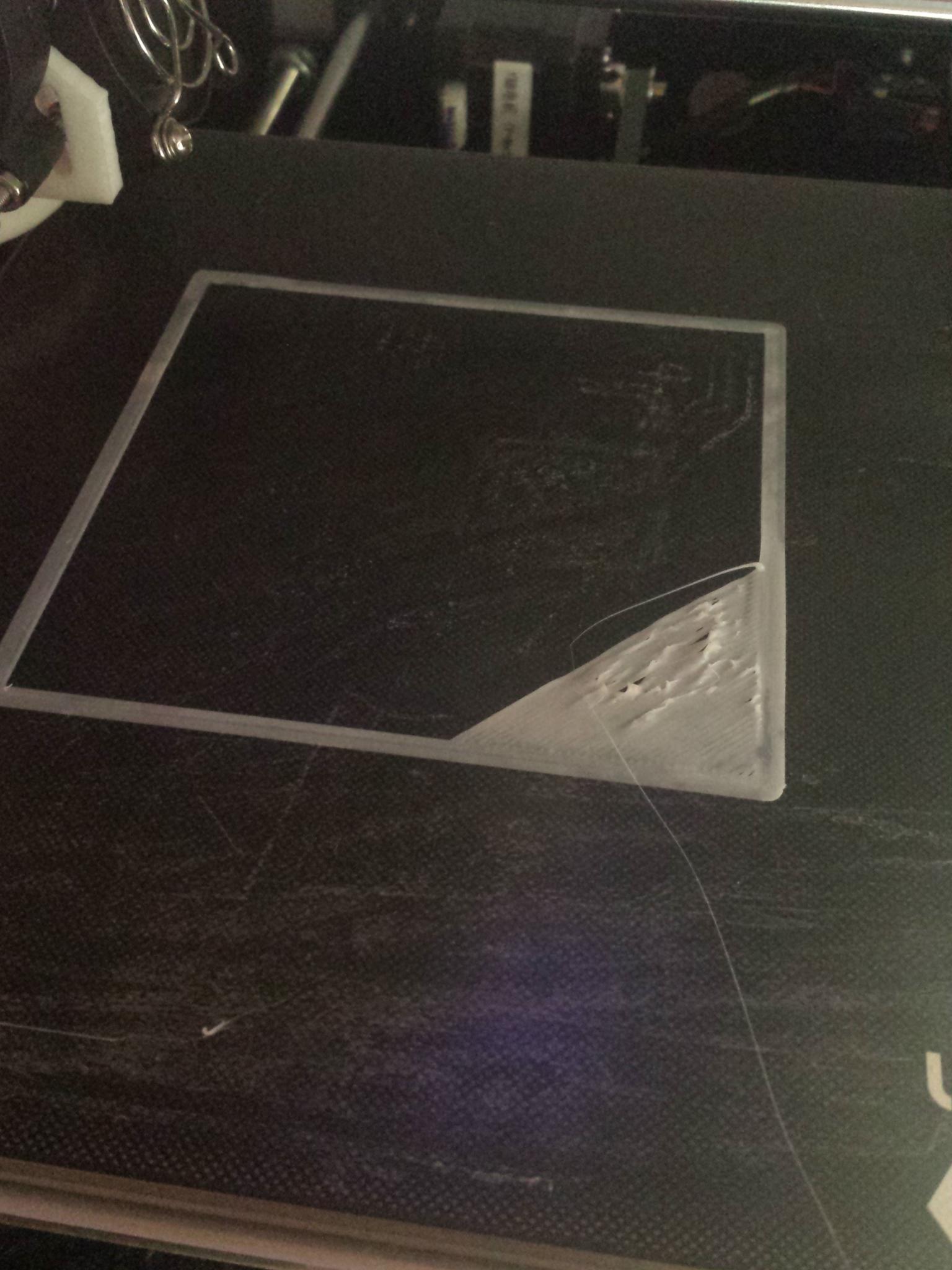
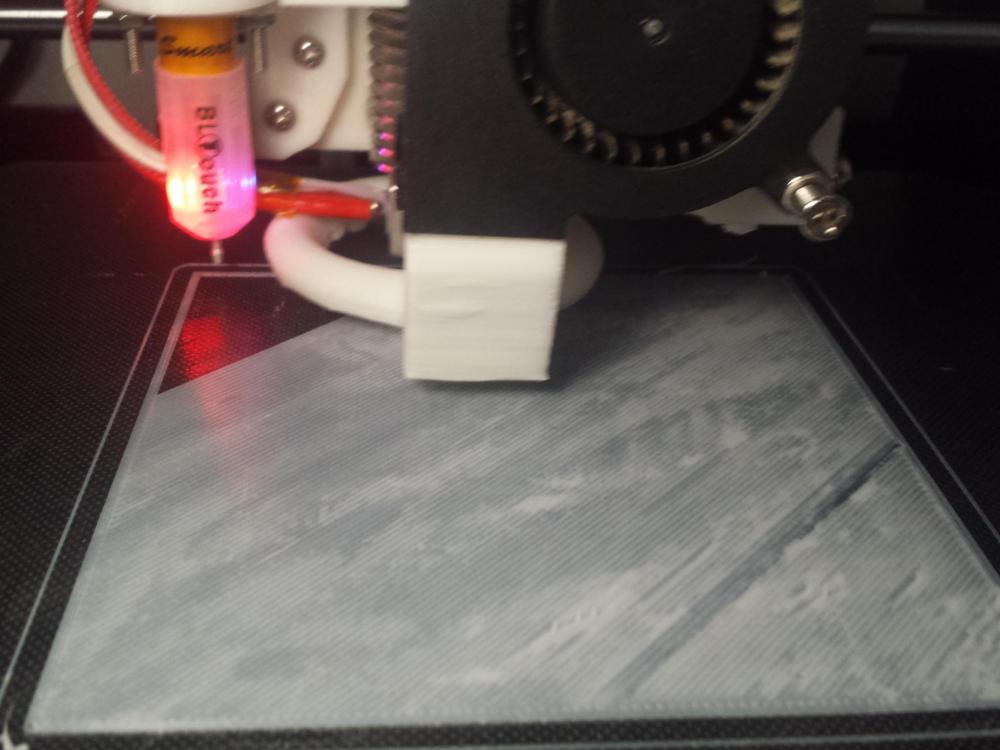
j'ai revérifié les axes, j'ai mis à la même hauteur donc le -0.79 reste un mystère par la suite j'ai fais un cube de calibration pas soucis, 1ère couche nickel et les mesures sont bonnes par contre quand je fais une surface plus grande là ça se gâte ! Par exemple sur la photo en bas on peut voir que ça m’avait refait la même chose une sorte de vague, j'étais en hauteur de couche initial à 0.3 et maintenant j'en essaie un autre en 0.2 pour la 1ere couche c'est mieux et j'ai appliquer le conseil de Philippe, j'ai mis 95% de débit c'est pour ça que l'on vois une sorte de tranchée en bas a droite cependant cette 1ère couche me semble bizarre, on dirait que la matière déposer n'est pas du tout la même partout ou c'est le tube UHU que j'ai mis pour être sur de l'adhérence qui fait cet effet Nouveau faits ! Entre deux impressions donc la pièce c'est bien imprimer rien à dire mais sur la deuxième je crois que la chaleur à modifier mon plateau parce que j’étais à -0.50 le PLA ne sortais plus du tout, j’ai cru à un bouchage mais du coup j’ai refait mon Z et je suis à -0.30 ! j'ai vérifié mes axes rien, pareil. Et je remarque aussi des bulles au niveau de la 1ere couche, on peut les distinguer sur la photo donc je pense que c’est du à ça les vagues à l’humidité.


-
Ha oui ça je comprend , non je parlai en faite de mes prise de valeur qui changent mercredi par exemple je fais la manip je tombe sur -0.79 la buse a ce moment ben le papier frotte mais pas de trop donc j'estime que c'est bon mais vendredi j'ai refait et là -0.49 au delà je ne peu plus bouger le papier
-
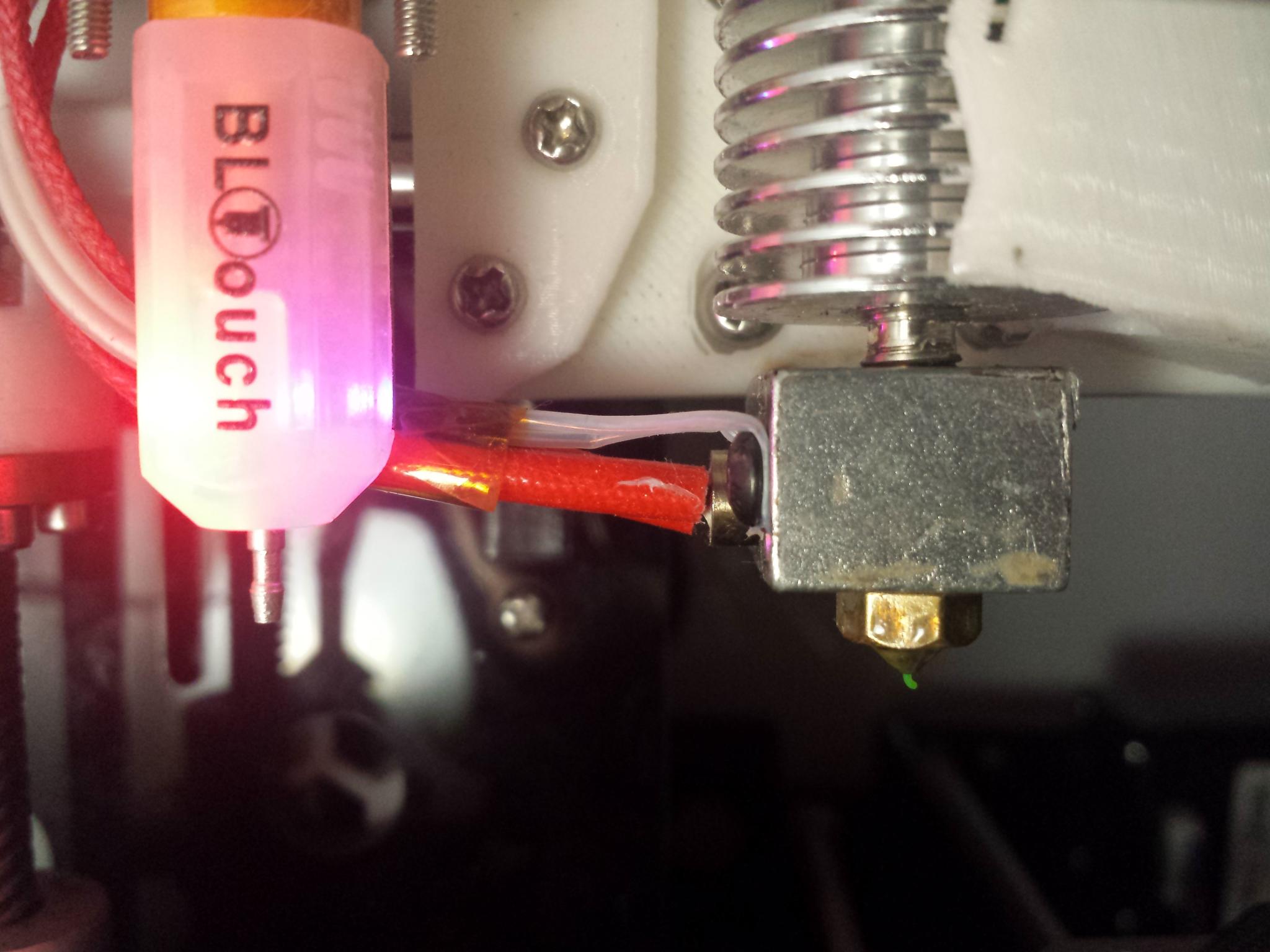
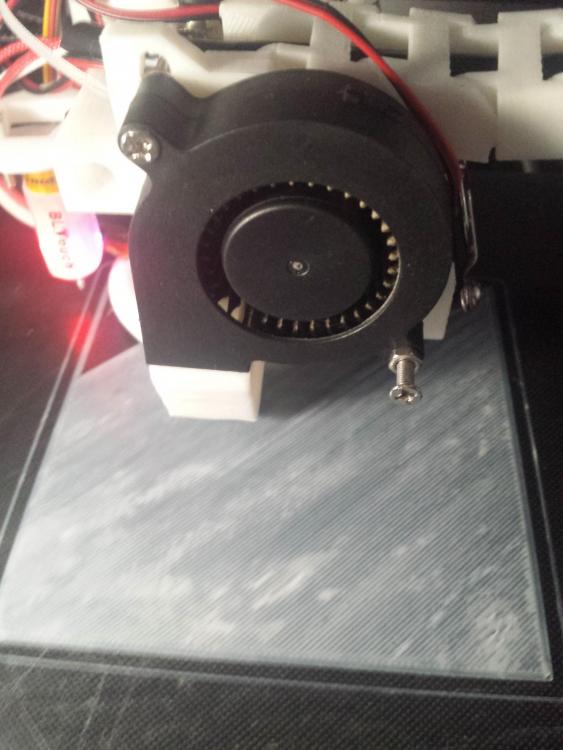
Je suis encore nouveau sur le marché des imprimantes 3D ben non 0.49 car une fois "G1 X155 Y119 Z0" fait, je descend la buse progressivement de 0.1 a chaque fois jusqu'à ça que ma feuille est du mal a bouger et je remonte de 0.1 et je suis à 0.49 mais je vais mettre 0.5 comme tu dit mais l'écart est bizarre que je dois mettre moins au lieu de plus c'est un mystère et c'est pas 1ere fois Après pour mes paramètres, je regarde bien en fonction de la pièce sur le cube j’enlève les supports, c'était pour savoir si j'avais pas mis quelque chose qui pique les yeux Pour le BLTouch, j'ai imprimé un support qui était avec sur Thingiverse avec justement les positions a rentrer voici la photo (bon y a toujours la parti de droite pour refroidir le corps qui se casse un peu la tronche faut qui je réimprime
-
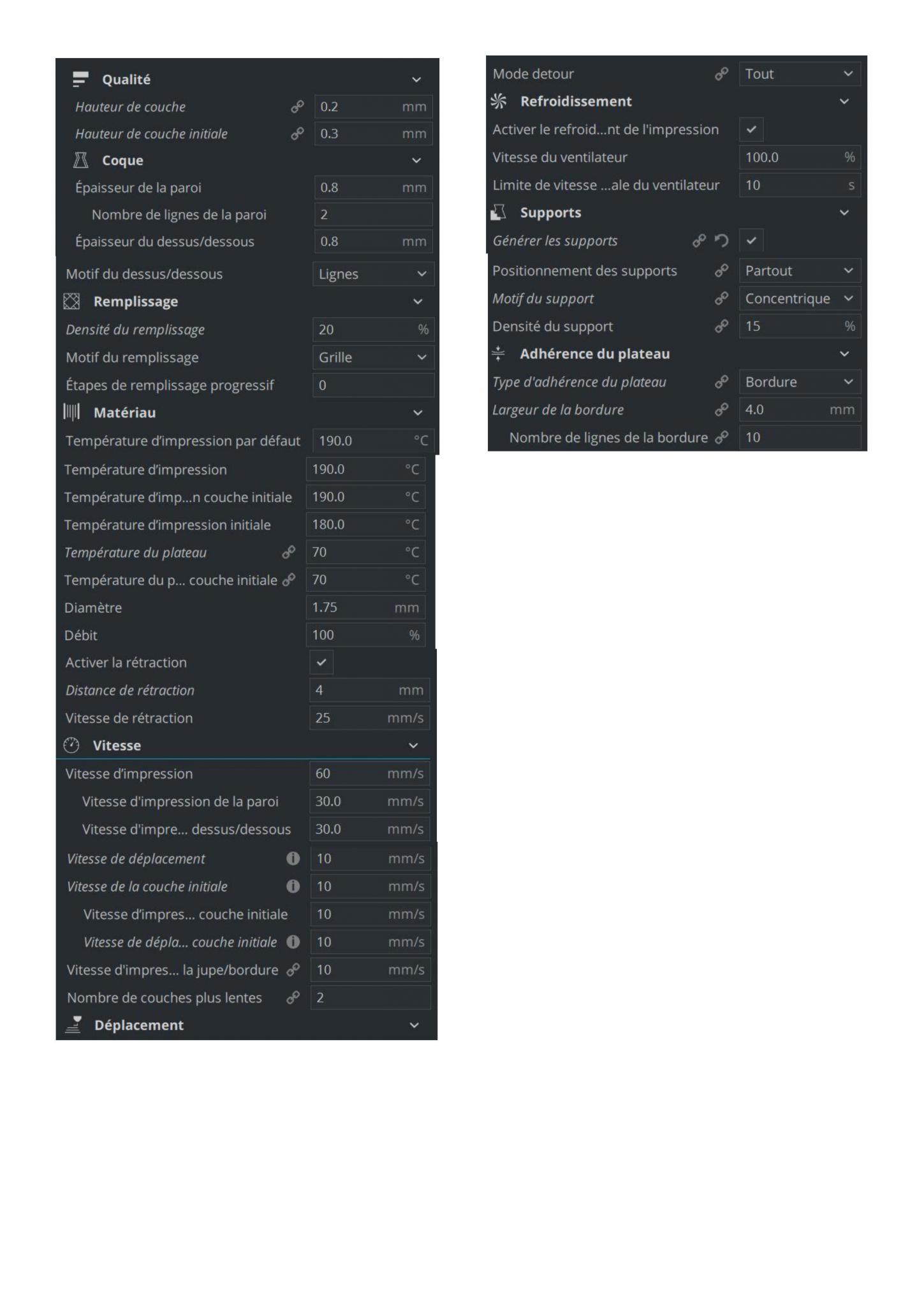
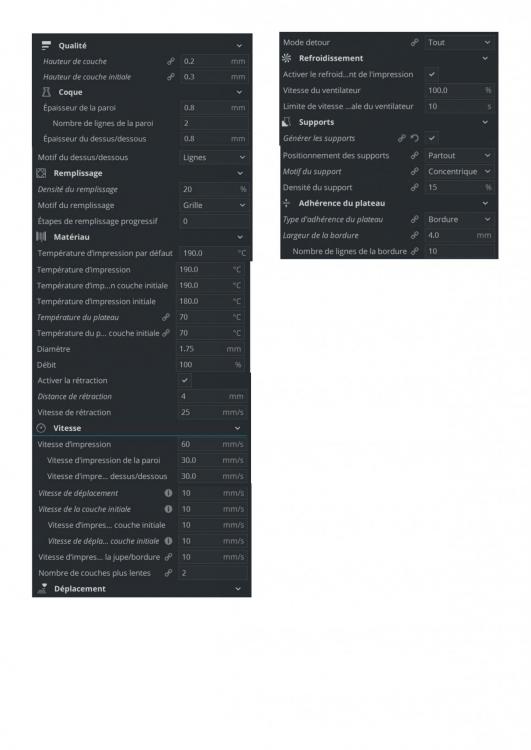
Merci pour vos réponses, c'est vrai qu'avec un schéma on visualise mieux Moi avec mon UltraBase je suis obligé d'attendre environ 30° pour pouvoir retirer la pièce Alors par contre je n'est pas compris ce paramètre "débit d'extrusion" j'y est jamais touché au risque d'avoir une sous extrusion ou autre. Hier soir, j'ai refait un cube de calibration et j'ai changer de filament et je me suis dit avant de faire le cube, je vais refaire le décalage du z alors je fais la manip. sur Pronterface donc chauffage de la buse et du lit ensuite : M851 Z0 M500 M211 S0 G28 G1 X155 Y119 Z0 M851 Z-0.49 alors c'est assez bizarre parce que le jour d'avant j'ai fais la même et j'étais à 0.79 M211 S1 M500 du coup résultat bien meilleur la bordure nickel ! bon par contre le cube je n'est qu'une regle alors difficile de régler le X et le Y je vous met en général mes paramètre pour mes impression, je sais pas si y a quelque chose améliorer ?

-
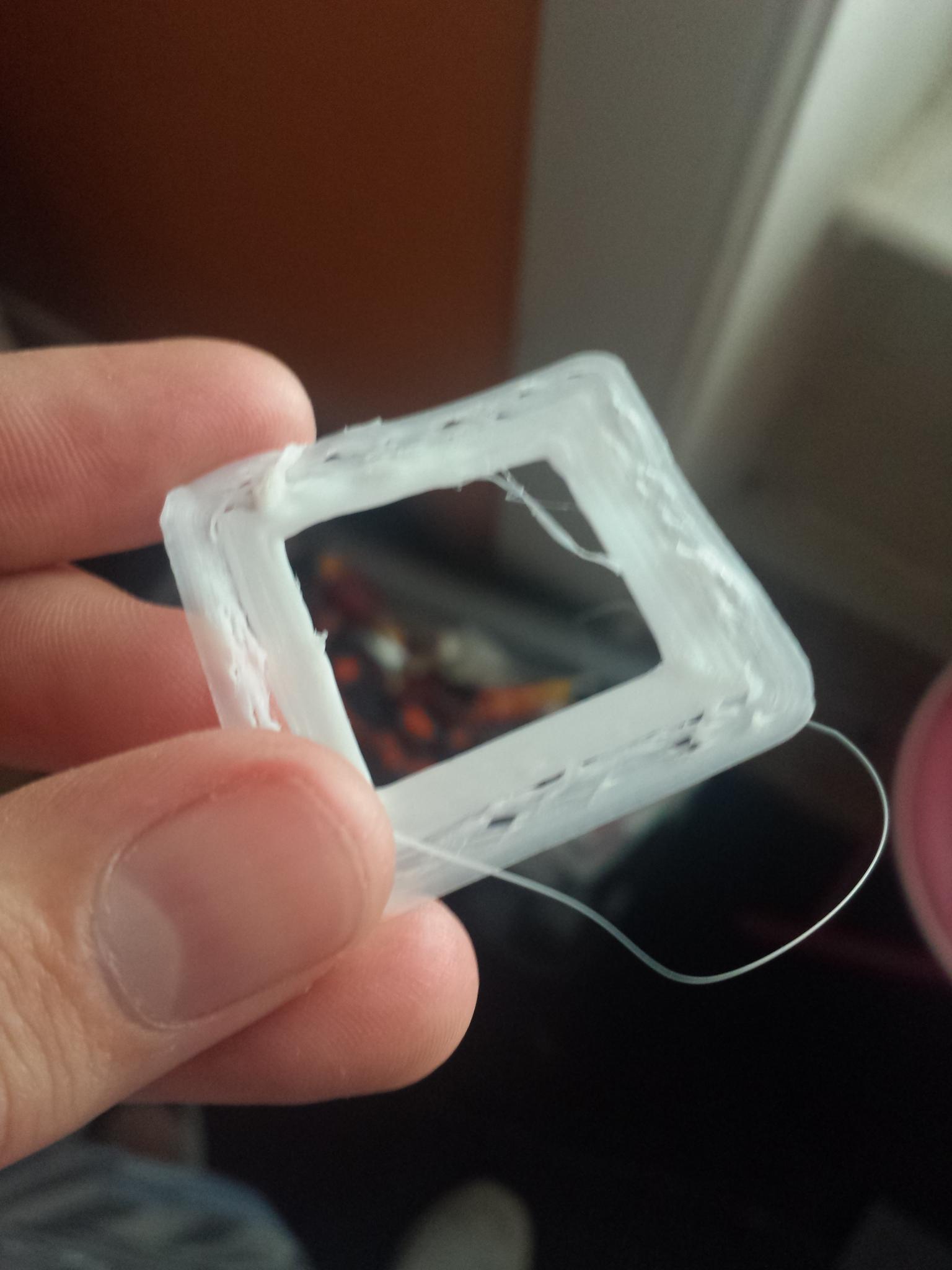
Bonjour, Voilà avec ma petite Anet A8 obtenu en Décembre que j’ai modifié, je me heurte à pas mal de soucis depuis l’E3DV6 avec le BLTouch installer depuis 2 mois Les photos sont jointes avant ça me faisait pas ça avant y a 3 semaines environ. C’est assez curieux quand je regarde en gros la buse fais la bordure pour ma pièce mais lorsqu’elle longe le premier fil déposé celui ci fait vague à cause de la buse qui bizarrement fait qu’il se soulève. Alors j’ai souvent du warping rien que le début d’impression quand la buse va vers l’endroit où doit s’imprimer la pièce la petit ligne de PLA qui se dépose durant le trajet ne colle pas rebique ça viens se coller à la buse et ça fait du pâté et ça fait que la 1ere couche est ratée. Alors j’ai revu ma 1ere couche car on avait dit sur Facebook que c’est surement ma buse qui était trop écraser mais non. J’ai retendu les axes, j’ai changé la buse de 0.4 ; regarder si bouchage non regarder si le plateau était déformer non du coup j’ai vu que les connexions sur le + y a eu un jeu ça a fait du noir du coup j’ai soudé tout ça. j'ai changer aussi l'épaisseur de la couche initiale de 0.3 a 0.2 ça tient ma fait la mème chose (je n’ai pas encore essayé avec une autre bobine) je suis un peu a court d'idée Est-il possible que ce soit du a l’humidité ? j’ai 57% dans la pièce :s je suis pas loin de la mer. Concernant mes paramètres : je suis sous cura dernière version En générale 190° pour l’extruder le lit 70 on m’a préconisé cette température pour une meilleur adhérence a l’UltraBase que j’ai mis bon ca pas l’air de faire l’effet escompté En si qui concerne ma vitesse pour la 1ère couche, j’imprime à 15mm/s car si je vais trop vite ça ne tient pas du tout ensuite ça reprend les vitesses par défaut.