

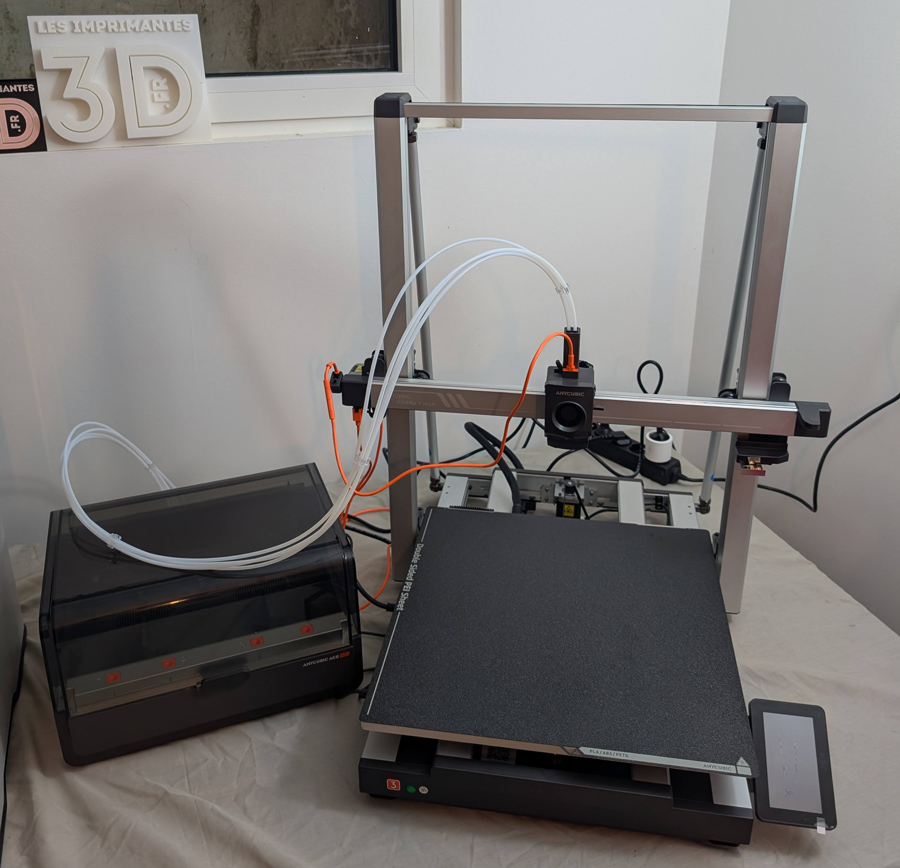
La gamme Kobra 3 est aujourd’hui moins complète que les séries précédentes mais Anycubic couvre l’essentiel des besoins avec la Kobra 3 (volume de 250 x 250 x 260 mm) et la Kobra 3 Max (420 x 420 x 500 mm). C’est tout simplement le plus grand volume d’impression proposé par une imprimante 3D grand public, compatible avec la solution multi-filaments ACE Pro. Est-ce que la “Max” est aussi simple à utiliser que la Kobra 3 ? C’est ce que nous allons voir dans ce test de l’imprimante 3D Anycubic Kobra 3 Max.
Avant-propos
Ce test de l’imprimante Anycubic Kobra 3 Max Combo se veut essentiellement concentré sur les différences et particularités de cette version grand volume. La plupart des spécifications techniques sont reprises de la Kobra 3 dont le test se trouve ici, quand certaines caractéristiques sont aussi partagées avec la Kobra S1 (lire notre test).
Outre la mise en route de la machine, nous allons voir ensemble comment la Kobra 3 Max Combo se comporte en impression grand format et en multi-couleurs puisque c’est bien là son intérêt par rapport aux autres modèles cités, chez le même constructeur. L’objectif est d’imprimer des HueForge grand format et quelques objets volumineux.
Fiche technique Anycubic Kobra 3 Max Combo
D’une fiche technique en apparence standard, la Kobra 3 Max se distingue notamment par un très grand volume d’impression pour une imprimante 3D de bureau et une compatibilité avec l’ACE Pro, le module de changement de filaments.
| Technologie | FDM |
| Structure | Bed slinger |
| Volume maximal d’impression | 420 x 420 x 500 mm (88 litres) |
| Hauteur de couche | De 50 à 350 microns |
| Température maximale de la buse | 300°C |
| Vitesse maximale d’impression | 600 mm/s |
| Calibration | Automatique (LeviQ3.0) |
| Filaments compatibles | PLA, PETG, TPU |
| Connectivité | 2 ports USB-A et réseau Wi-Fi |
| Compatibilité multi-filaments | Jusqu’à 8 bobines (2 x ACE Pro) |
| Dimensions de l’imprimante | 70.6 x 64 x 75.3 cm |
| Poids | 19 kg |
| Concurrence | Elegoo Neptune 4 Max |
Si la Neptune 4 Max s’approche fortement du volume d’impression de la Kobra 3 Max (420 x 420 x 480 mm), le grand modèle d’Elegoo ne dispose d’aucun module de changement automatisé des filaments pour mélanger les matières et/ou les couleurs sur une même impression.
Voir l'imprimante 3D Anycubic Kobra 3 Max sur notre comparateurDéballage, montage et mise en route de la version Combo
Un grand colis de 83 x 70 x 20 cm arrive par transporteur mais son poids est plus contenu que ses dimensions : 22 kg. La manipulation est donc moins difficile qu’imaginé, c’est l’avantage d’une imprimante en kit.
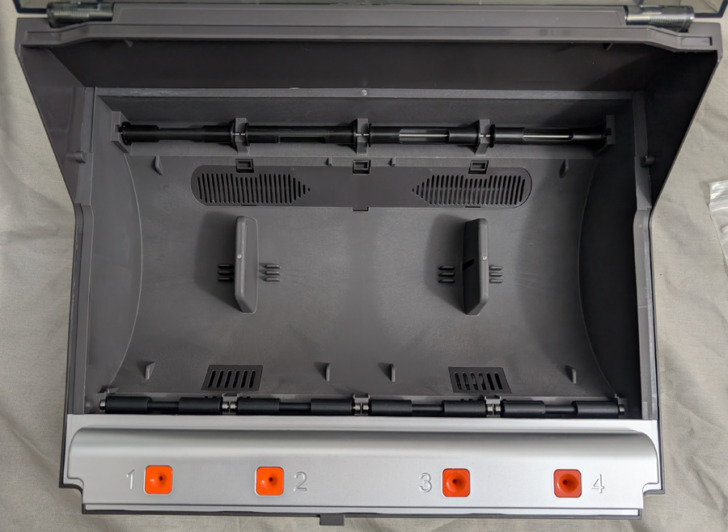
Le module optionnel ACE Pro, fourni pour tout achat d’une version Combo de la Kobra, dispose de son propre emballage. Quelques kilos supplémentaires à transporter jusqu’à l’emplacement définitif où trônera la machine, car il lui faut de la place.
Anycubic annonce 70 x 64 x 75 cm comme dimensions de la Kobra 3 Max assemblée, prévoyez bien plus si vous avez acheté un ou deux ACE Pro, sans oublier de la marge pour les mouvements d’avant en arrière de l’énorme plateau, les câbles, les déchets. Dans mon cas, c’est un espace de 100 cm de profondeur sur 120 cm de largeur qui est réservé à l’imprimante et le multi-filaments, sans bien sûr compter le stock de bobines et les quelques outils à garder sous la main.
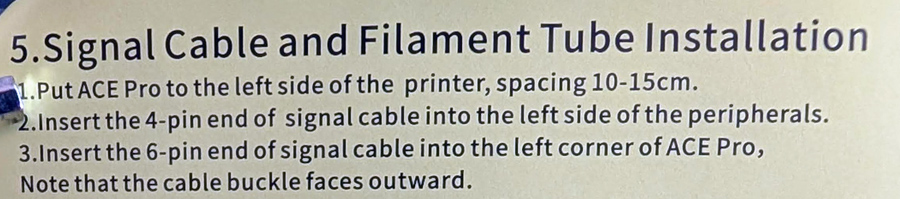
Prendre en compte qu’Anycubic demande de placer le ACE Pro à la gauche de l’imprimante, quand on la regarde de face, avec un espace de 10 à 15 cm entre les deux appareils.
Une imprimante 3D de type “bed slinger” arrive généralement “à plat” dans son carton pour économiser de l’espace durant le transport et éviter des dégâts sur les composants. Le déballage se fait sans peine si on a prévu assez d’espace. En effet, du carton déjà encombrant, il faut en sortir les éléments et les poser quelques part (idéalement sur un plan de travail / table). Il faut donc prévoir deux à trois fois l’emprise de la machine pour le montage.
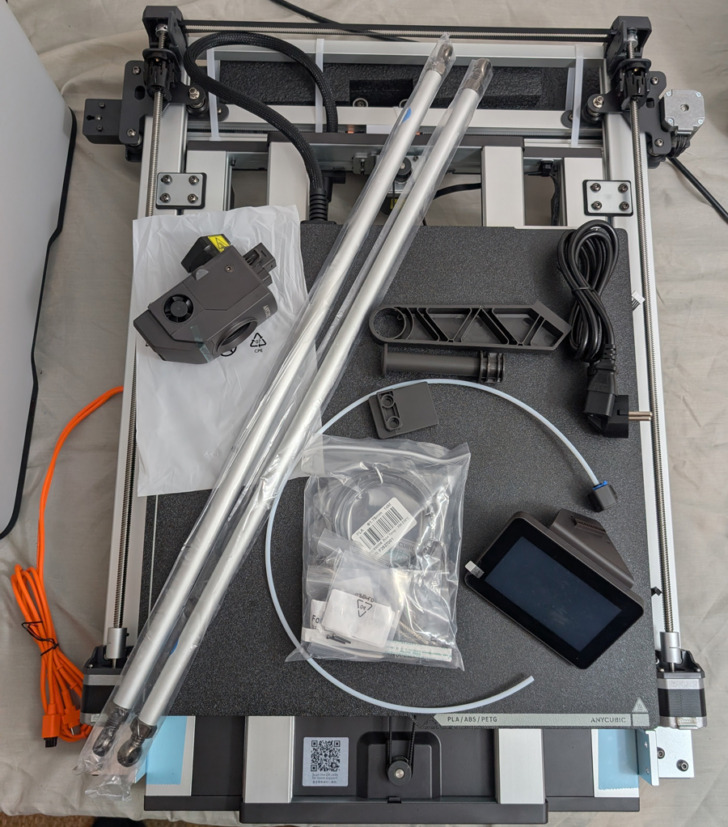
Le conditionnement est soigné, les vis sont identifiées par sachet avec annotation, les outils plus nombreux que nécessaire. Il manque cependant l’essentiel : une pince coupante et une spatule pour décoller les objets du plateau, accessoires que l’on n’a peut-être pas avant d’acheter sa première imprimante 3D.
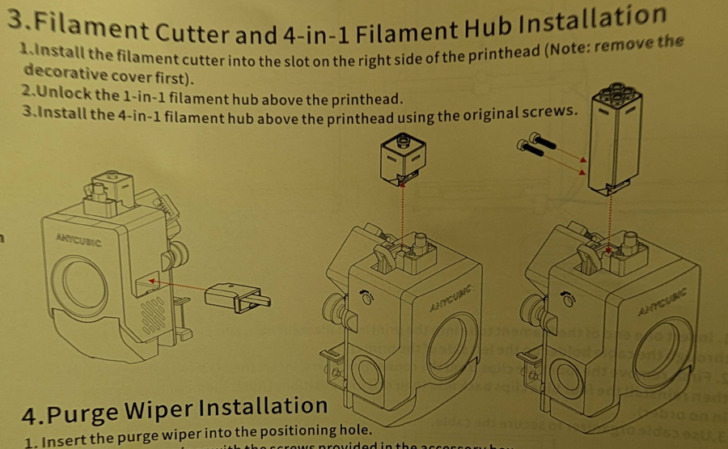
L’assemblage consiste simplement à placer les composants au bon endroit, visser avec une clé Allen et enficher des tubes PTFE.
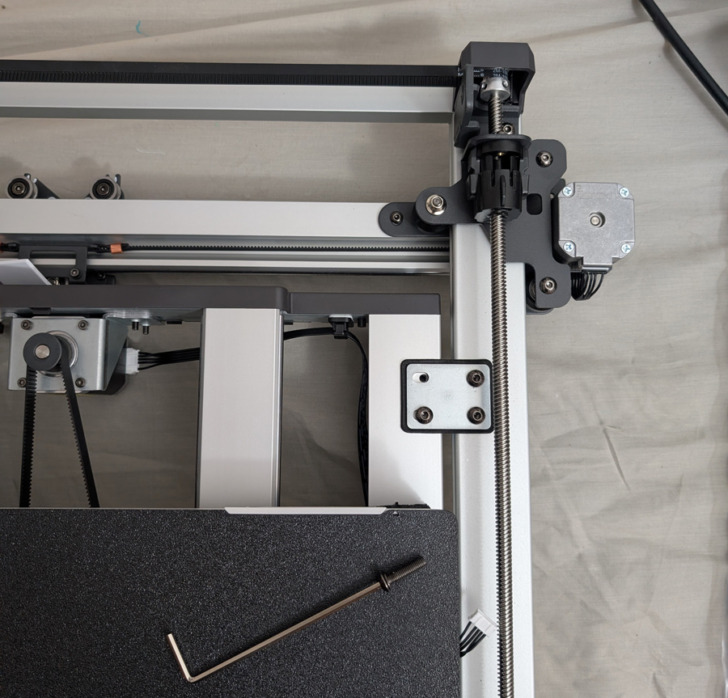
Le portique est solidarisé au châssis par plusieurs vis afin de fermement le maintenir durant le transport. Il faut donc retirer dix vis avant d’en visser six autres pour fixer le portique à la base. Curieusement, on doit sortir des vis pour ensuite en utiliser d’autres, de même format, au lieu de réutiliser les premières.
Les supports (support rods) sont attachés avec de grosses vis M10 pour consolider le tout et éviter que l’ensemble ne tremble lors des déplacements de la tête d’impression.





Un guide papier donne les étapes mais peut manquer de clarté. Le wiki officiel donne des indications complémentaires et une vidéo “unboxing et assemblage” est encore plus explicite sur les détails.
Compter entre trente minutes et une heure pour sortir les composants du carton jusqu’à être prêt à appuyer sur le bouton Power, voire deux heures quand on débute en fabrication additive sur ce type de machine. Le boitier ACE Pro est plus long à préparer qu’un AMS de Bambu Lab, par exemple, en raison de leur fonctionnement différent : quatre PTFE (de chacun un mètre de longueur) vont jusqu’à la tête d’impression sur le système Anycubic, quand l’AMS fait le mélange au plus près des bobines.


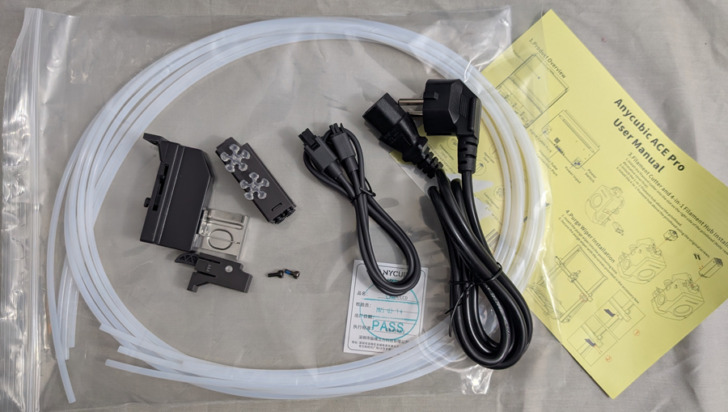


On pourra souffler après avoir compté tous les câbles qui relient les appareils : 2 alimentations, 1 lien ACE Pro – Kobra, 4 PTFE, 2 câbles oranges pour la Kobra. Un joyeux bazar, imaginez avec un second ACE Pro.
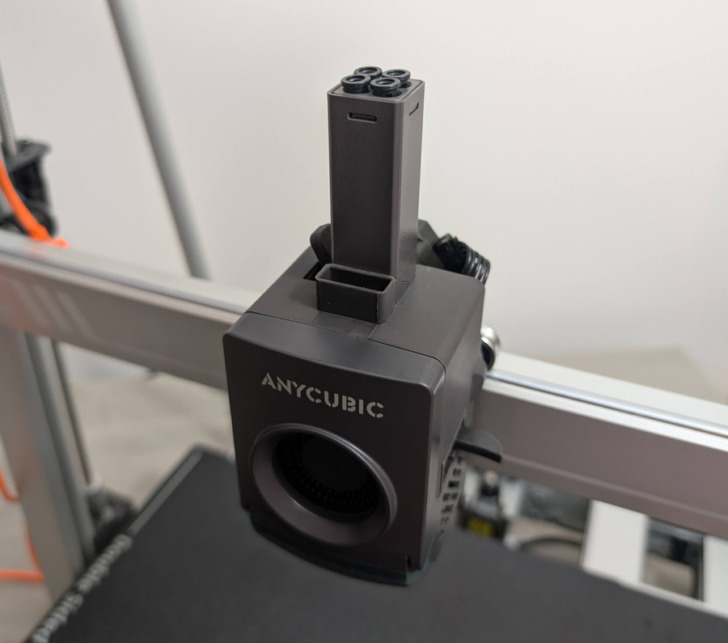
A propos des PTFE, inutile de se demander dans quel ordre les insérer dans le “filament hub” car le logiciel va automatiquement reconnaître les emplacements des bobines.
Grande imprimante mais pas grande générosité du fournisseur. La Kobra n’est livrée qu’avec un échantillon de 10 mètres de filament PLA, une paille vu le volume de la machine mais qui pourra suffire pour sortir un petit Benchy boat. Ne pas imaginer utiliser ce bout de fil dans l’ACE Pro, cependant.

Premier démarrage Anycubic Kobra 3 Max + ACE Pro
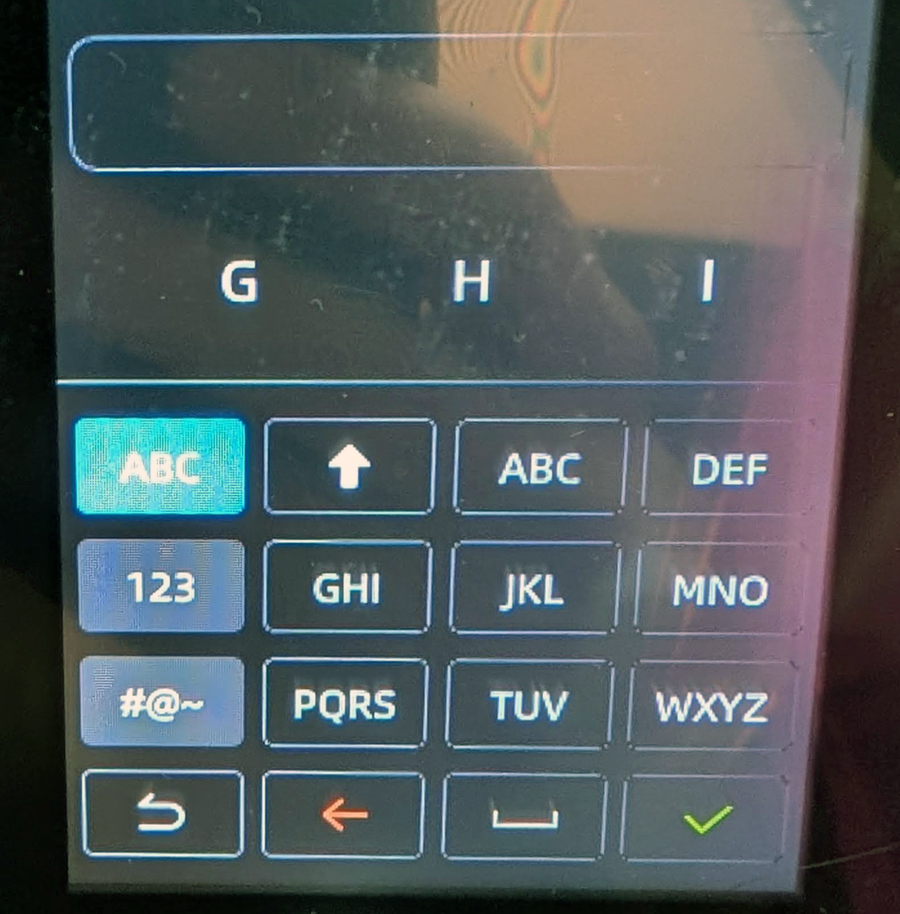
Comme toute imprimante moderne, un assistant à l’écran guide les étapes à suivre pour bien configurer l’outil. On peut être surpris par l’interface moins moderne qui s’affiche. Si l’écran est bien tactile, sa sensibilité est moyenne et les menus sont parfois datés : renseigner la clé de sécurité WiFi doit se faire par touches ABC, comme un SMS sur un Nokia 3210. Ce n’est qu’un avant-goût de la suite.
Fort heureusement, la Kobra 3 Max n’est pas si dépassée et propose une calibration automatique avec nivellement du plateau, compensation des vibrations et définition du Z Offset. Il faut néanmoins une intervention manuelle pour passer à chaque étape suivante de la calibration.
Acheter une Kobra 3 Max chez GeekBuying
Impression de test (PLA) avec la Kobra 3 Max
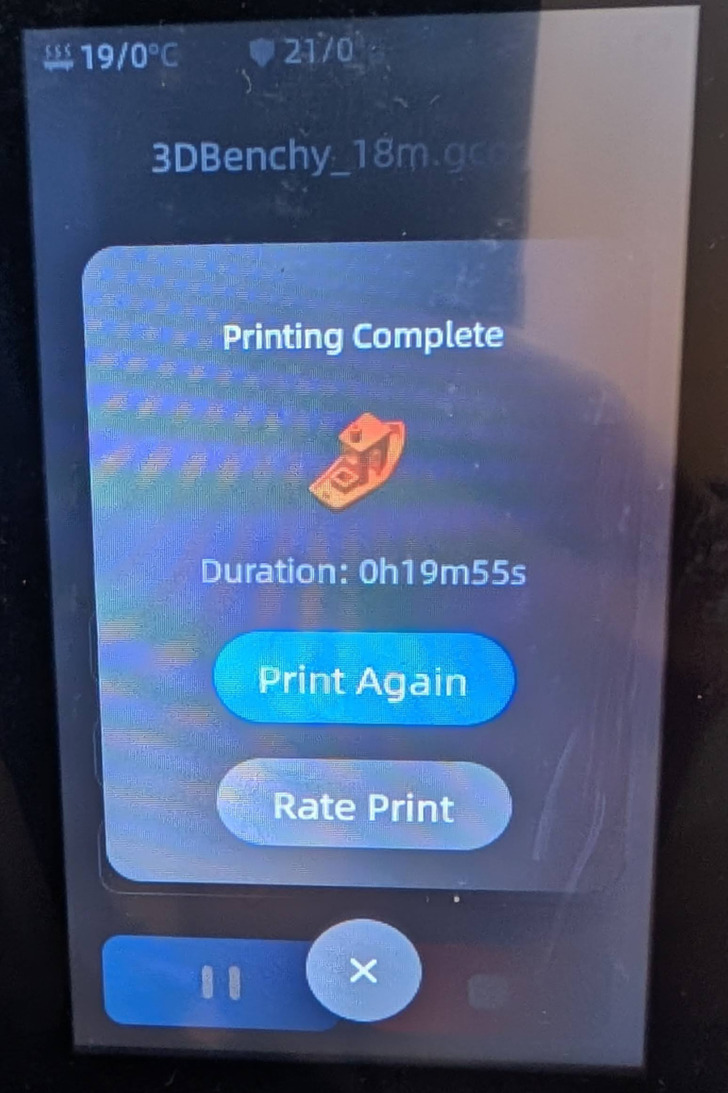
Une fois n’est pas coutume sur notre site, le premier test d’impression est l’habituel petit bateau. Il a le mérite d’être généralement présent sur la mémoire interne de tous les modèles avec une préparation normalement soignée par les constructeurs. Ici, le Benchy boat est annoncé pour 21 minutes quand le fichier en indique 18 (il sortira finalement en 19 minutes et 55 secondes, hors leveling).



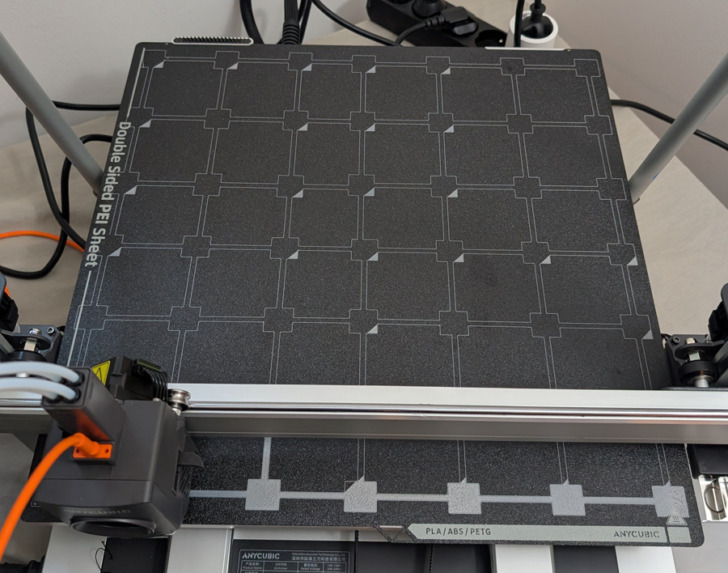
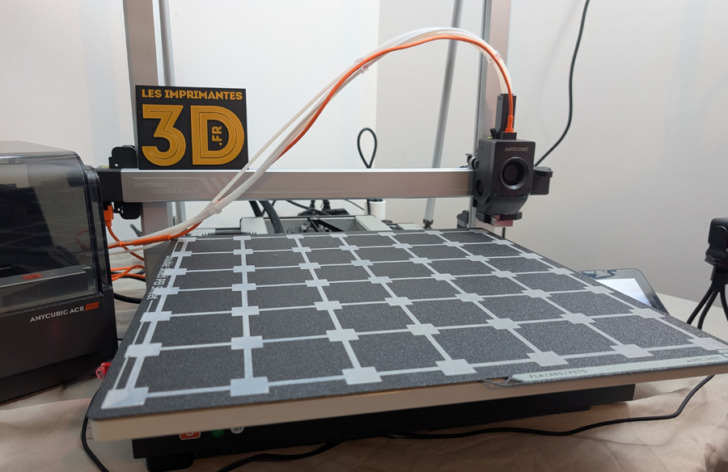
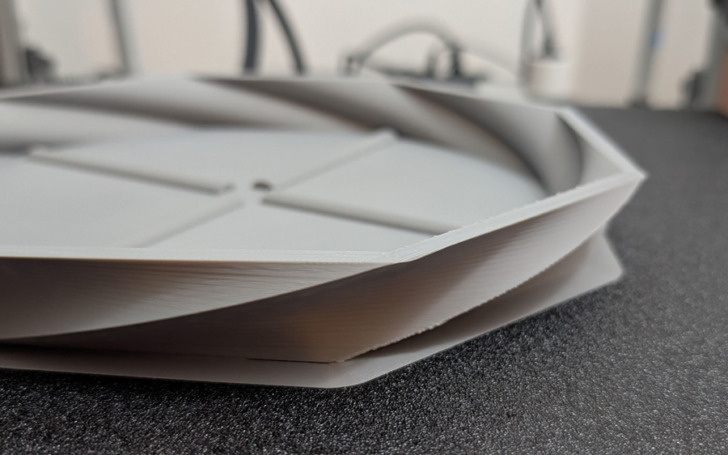
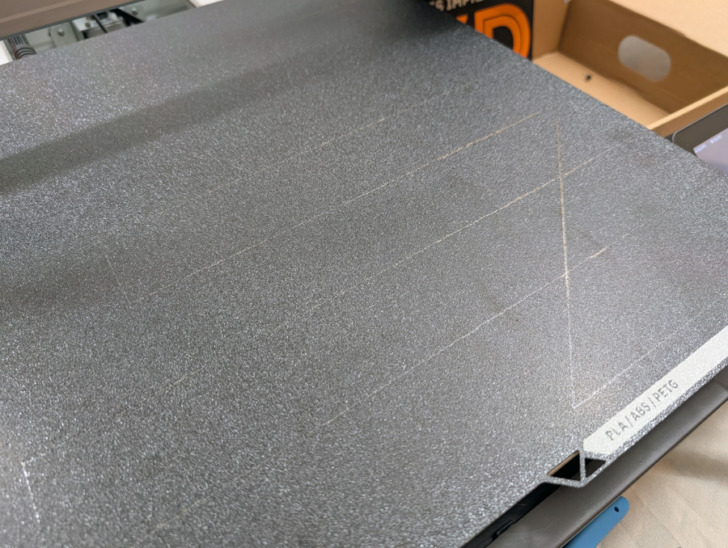
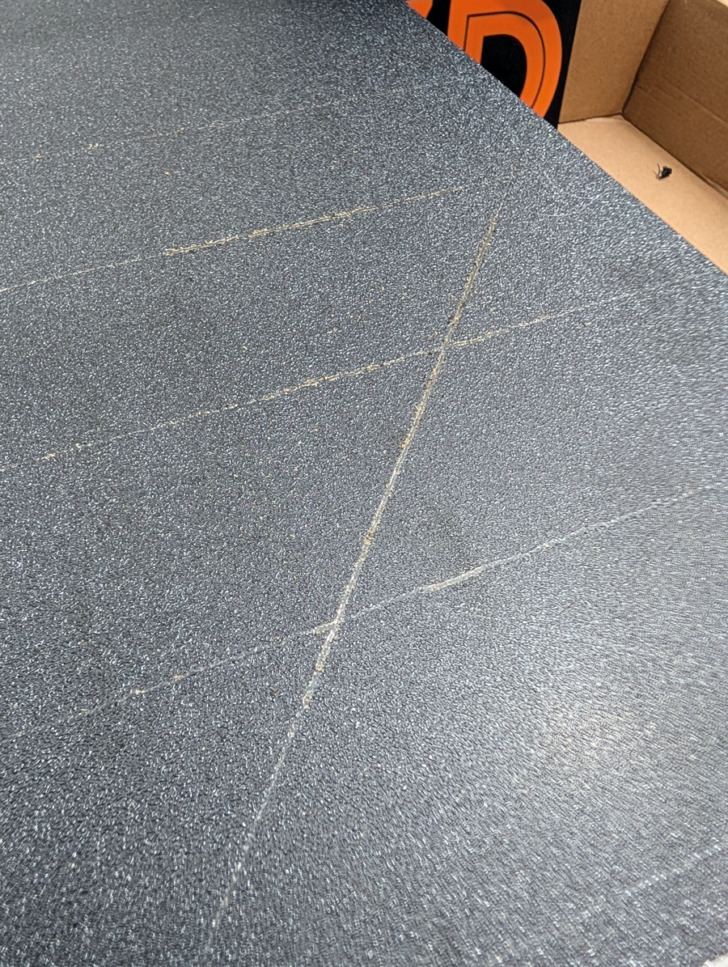
Un test qui couvre l’intégralité du plateau était intéressant à réaliser pour confirmer le bon fonctionnement de la machine mais plutôt que d’imprimer une feuille de 42 x 42 cm, j’ai demandé une première couche en grille de test pour économiser de la matière. On aura d’autres occasions de remplir le plateau.
Ecosystème Anycubic
Anycubic Slicer Next
Le programme recommandé par le constructeur pour trancher des modèles 3D à destination de la Kobra 3 Max est Anycubic Slicer Next. Basé sur Orca Slicer, il remplace Anycubic Slicer qui était un dérivé de PrusaSlicer. Le Slicer Next intègre un profil d’impression pour la Kobra 3 Max, mais aussi pour la Kobra 3 (V2), la Kobra S1 et les précédentes générations. Il n’y a pas de profil pour d’autres constructeurs mais il est possible d’en créer soi-même pour gérer d’autres imprimantes depuis cette application. De même, il est possible de piloter une Kobra 3 Max depuis Orca ou autre slicer équivalent. Seule la gestion des filaments par ACE Pro peut nécessité de passer par le trancheur officiel.
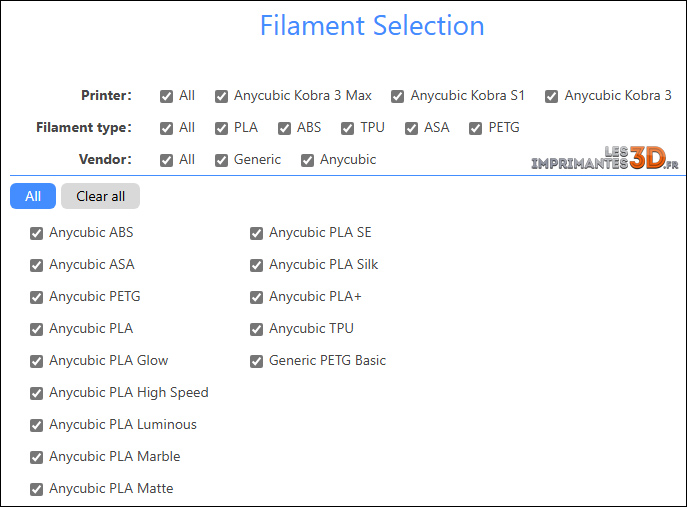
Le logiciel Anycubic Slicer Next évolue régulièrement pour corriger des défauts et ajouter des fonctionnalités. Les matériaux proposés ne sont cependant pas très nombreux, il est donc recommandé de créer des profils pour les filaments d’autres fabricants.
La préparation d’un modèle 3D en couleurs n’est pas intuitive, il faudra peut-être suivre un tutoriel pour Slicer Next ou pour OrcaSlicer. Le suivi d’une impression avec vue sur l’état de l’imprimante est clair.
Des explications sur le fonctionnement et l’utilisation du logiciel Anycubic Slicer Next sont à retrouver sur le site et sur le forum.
Anycubic App
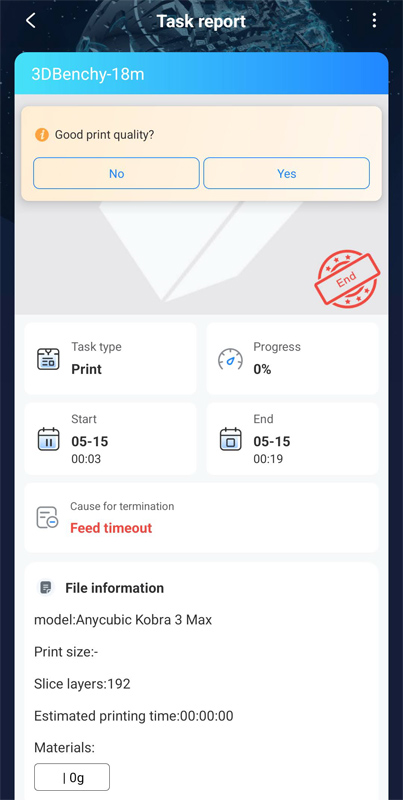
Si l’application mobile Anycubic est intéressante pour télécharger et imprimer directement des modèles 3D de la bibliothèque en ligne Anycubic, elle a également l’avantage d’envoyer des notifications à l’utilisateur à la fin d’une impression ou l’avertir si un problème est détecté.
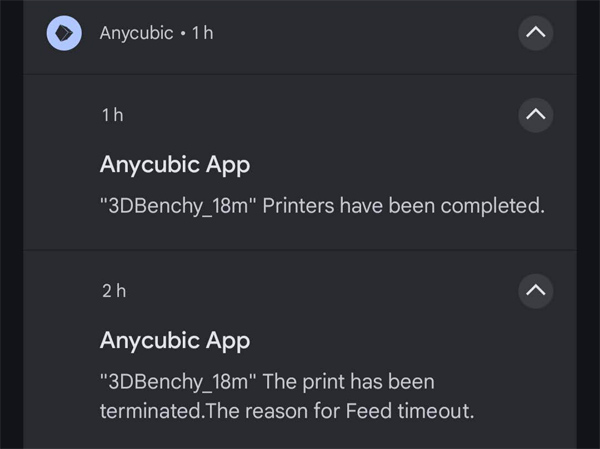
On peut également suivre l’état d’avancement d’une tâche avec une barre de progression et une durée estimative (la même que celle affichée sur l’écran de la machine).
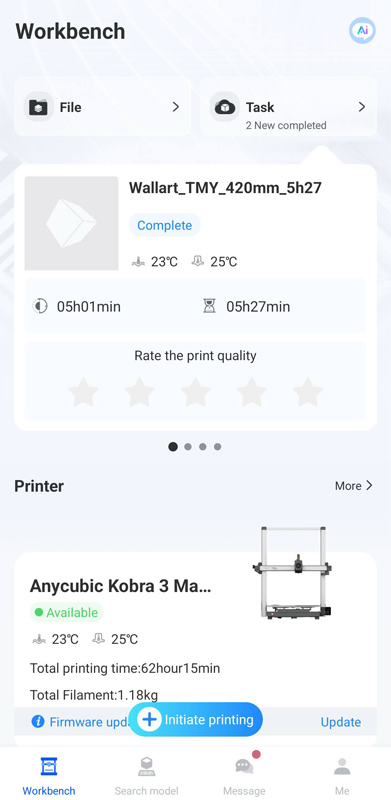
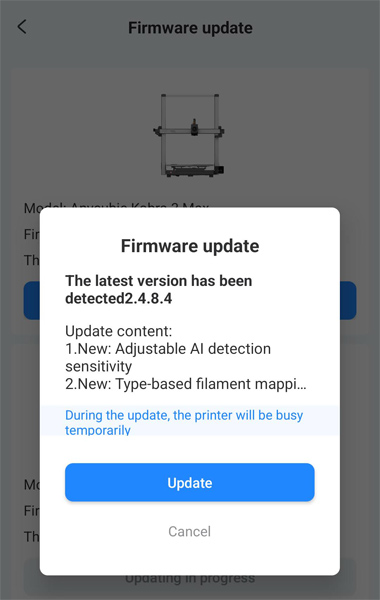
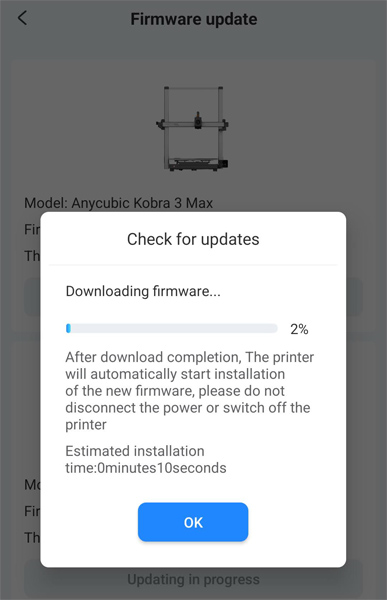
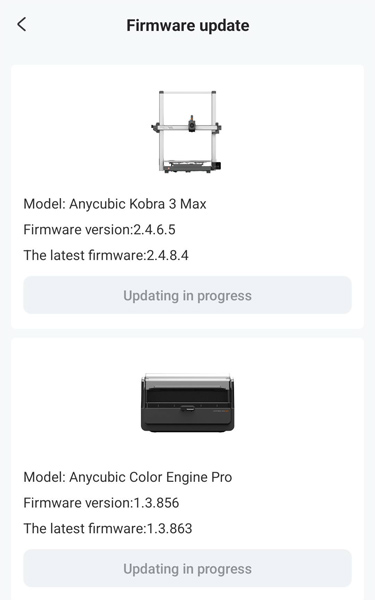
Les mises à jour firmware de l’imprimante et de l’ACE Pro peuvent être demandées via cette application mobile, ce qui est pratique.
MakerOnline
Le site Anycubic MakerOnline propose des milliers de modèles 3D avec des profils pour les imprimantes 3D du constructeur mais il est généralement aussi possible d’en télécharger les fichiers STL pour les trancher avec un logiciel sur ordinateur, pour en modifier les paramètres d’impression ou pour tout simplement l’adapter à la Kobra Max.
D’autres impressions en PLA mono-couleur
D’abord en extrusion directe puis à travers l’ACE Pro, voici quelques impressions en couleur unique réalisées avec la Anycubic Kobra 3 Max Combo.
Filaments utilisés : PLA Anycubic, PLA Bambu, PLA Creality.
- Spatule Anycubic (présent sur la mémoire de l’imprimante)
- Orienteur de déchets de purge “poop deflector” pour la Kobra 3 Max
- Soucoupe pour pot de fleur et une version plus design







Et du grand format “à plat” :
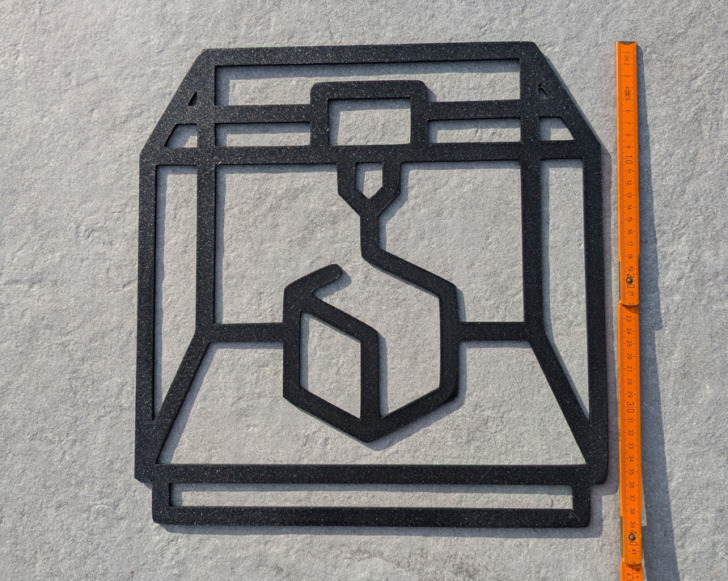
- Imprimante 3D en “wall art”
- Tesla Model Y en “2D wall art”
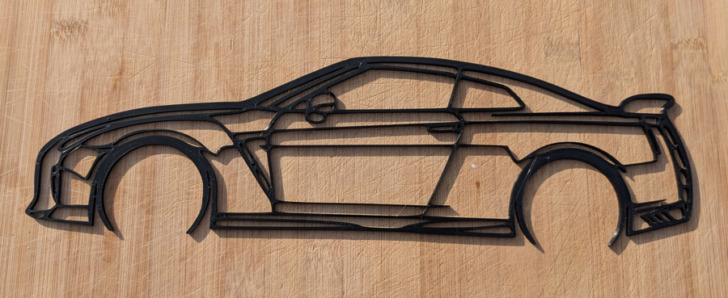
- Des silhouettes de Porsche 911 Turbo et Nissan GTR

Impressions en PLA multi-couleurs avec ACE Pro
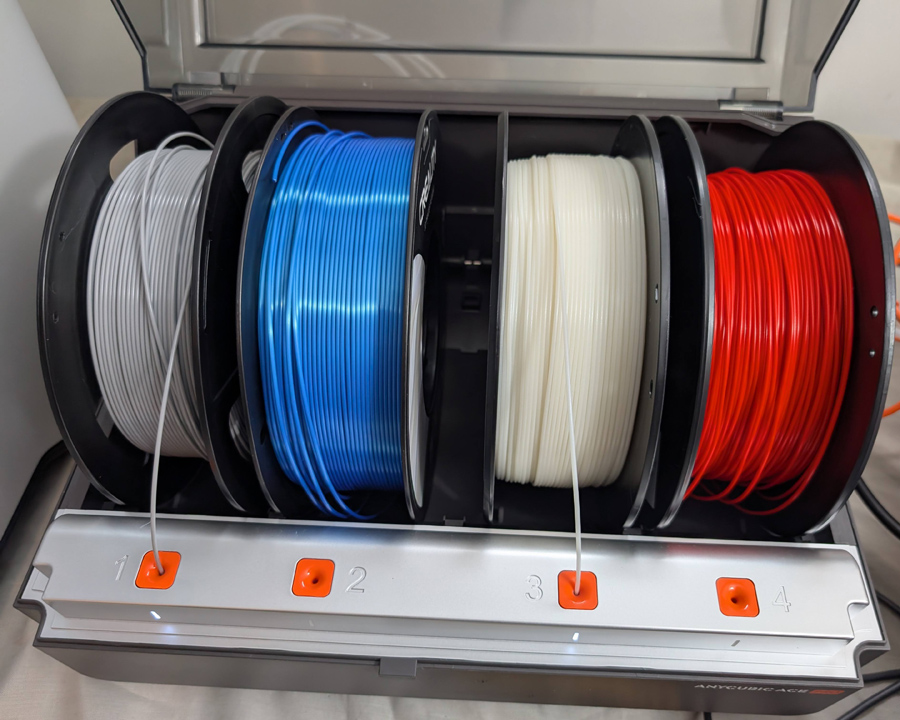
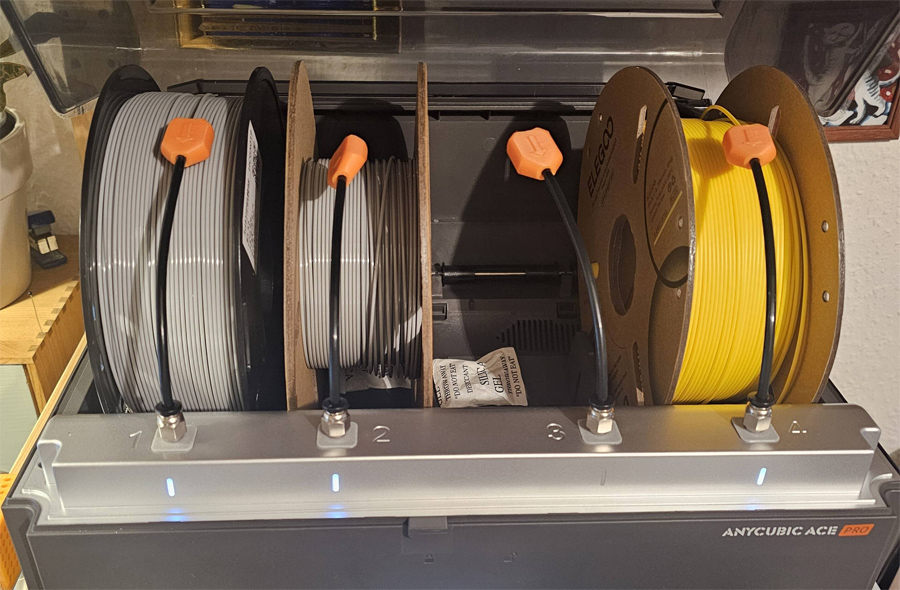
L’utilisation d’un ACE Pro facilite grandement les changements de filament puisqu’au lieu d’agir par couche, il est possible de basculer sur une autre bobine à n’importe quel moment (ou presque) de l’impression. C’est le slicer qui s’occupe d’organiser tout ça, l’imprimante ne faisant qu’exécuter les lignes du fichier gcode. Un boitier ACE Pro permet de mélanger quatre bobines différentes. On peut connecter un maximum de deux ACE Pro sur une Kobra 3*, soit un total de huit rouleaux de filament disponibles.
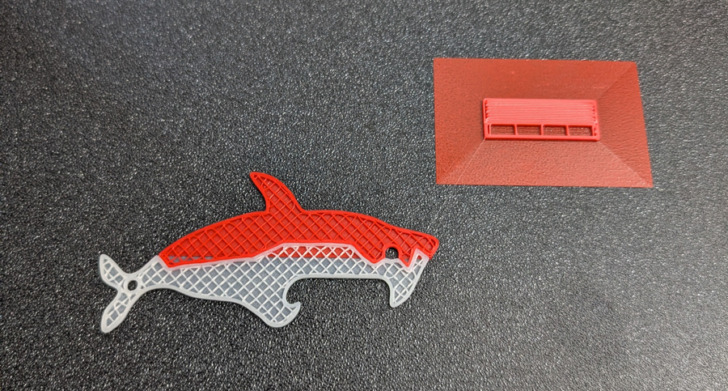
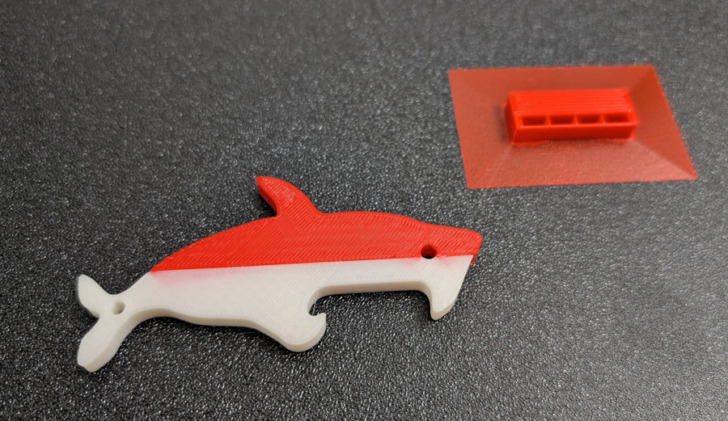
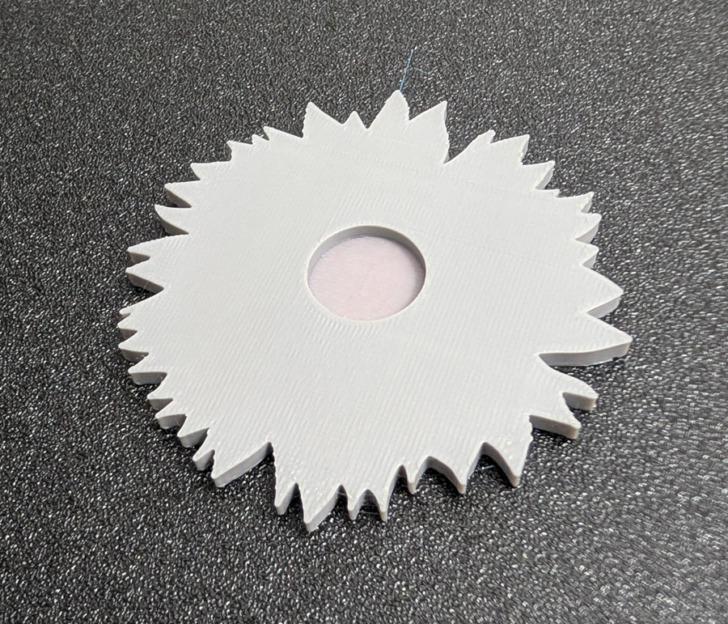
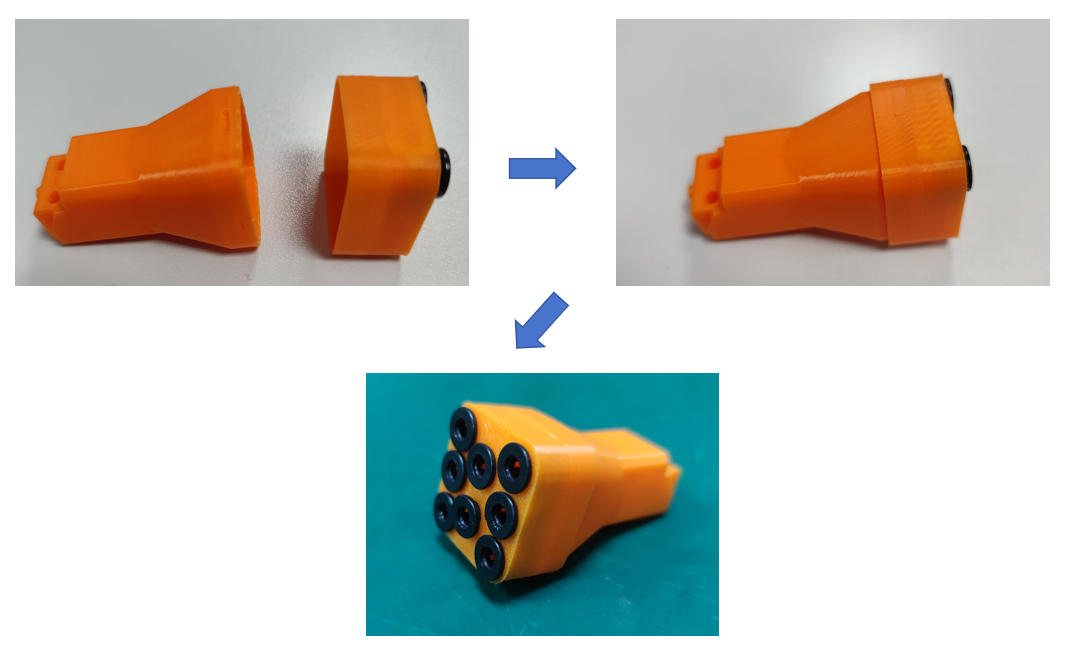
- Décapsuleur requin (tranché par Anycubic)
- Fleur aimant
- Logo Lesimprimantes3D.fr en différents formats et nuanciers
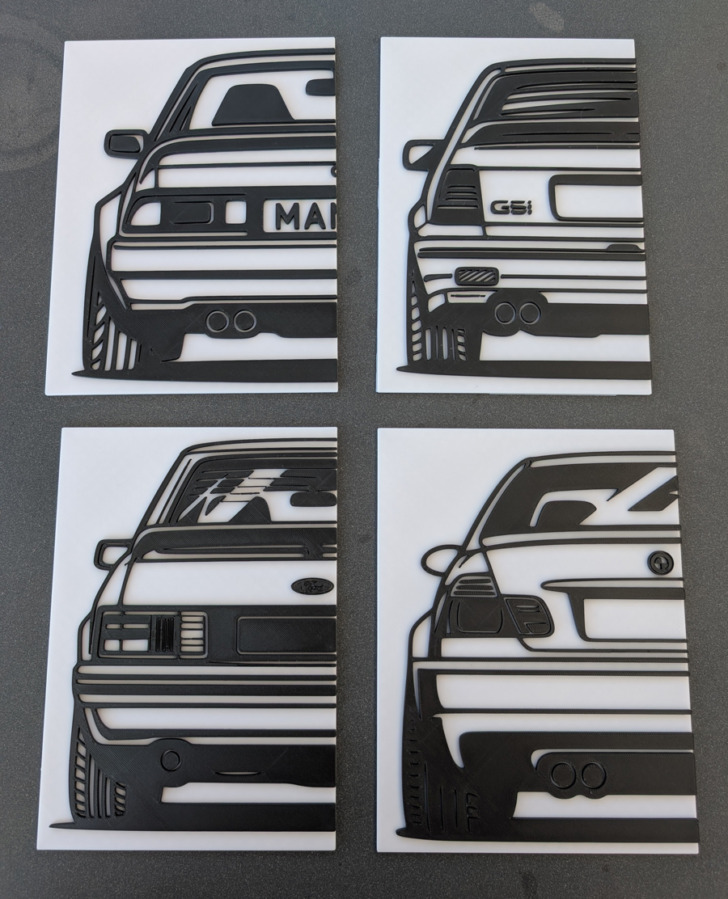
- Une série de designs liés à l’automobile, également de style “art mural 2D” (bicolore)





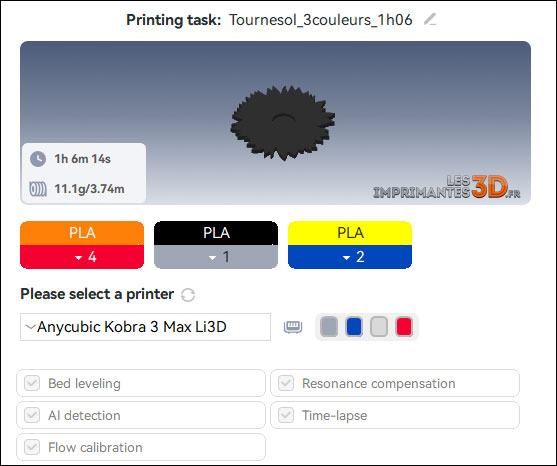
Courte vidéo de l’impression grand format du logo du site Lesimprimantes3D.fr.


Sécher les filaments par l’ACE Pro
C’est grâce au ACE Pro que ces impressions ont été réalisées mais l’appareil permet également de sécher et réchauffer les bobines qu’il contient. Le boitier étant dépourvu d’écran autonome, c’est via l’imprimante que l’on définit une température et une durée de traitement.



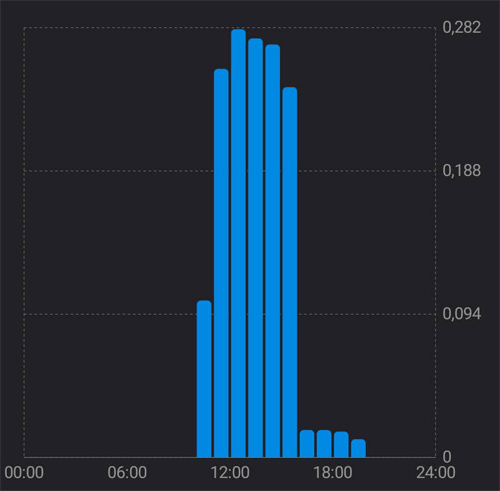
Consommation électrique de la Kobra 3 Max et de l’ACE Pro
Un grand plateau demande logiquement plus d’énergie qu’un petit format pour en chauffer toute la surface. C’est d’ailleurs un reproche que l’on peut faire à la Kobra3 Max puisque les 42 x 42 cm sont chauffés à la température cible même pour imprimer un objet de 1 x 1 cm.
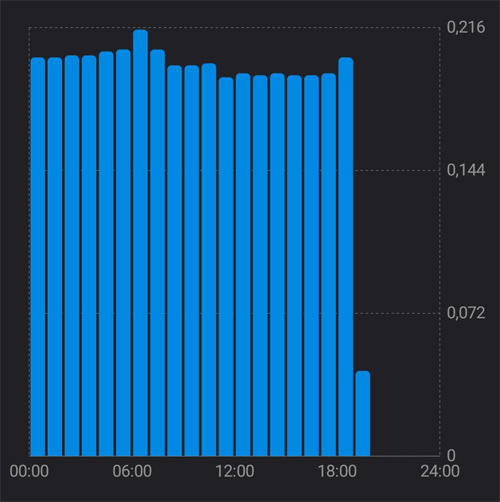
Exemples de consommation dans différents cas d’usage. L’imprimante et le boitier multi-filaments étaient branchés sur la même prise connectée :
- Kobra 3 Max seule (sans ACE Pro) : une grande partie de la journée en attente (idle) suite à une erreur d’impression, la consommation est quasiment identique lors d’une impression car tout reste en température pour une potentielle reprise de la tâche.
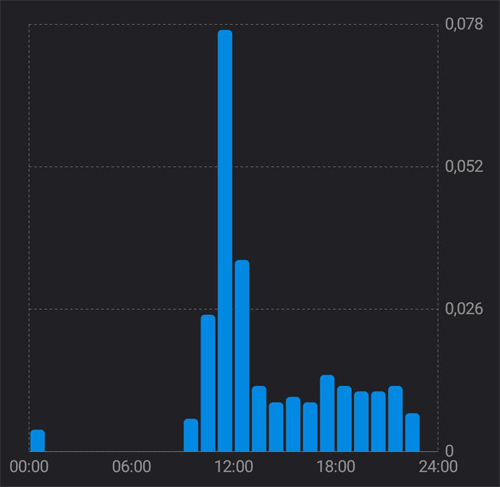
- Le pic correspond à une mise en chauffe à 45°C de l’ACE Pro, puis idle et impression avec l’ACE.
- Environ 5 heures d’impression en PLA par ACE Pro, puis idle.
Vidéos timelapse
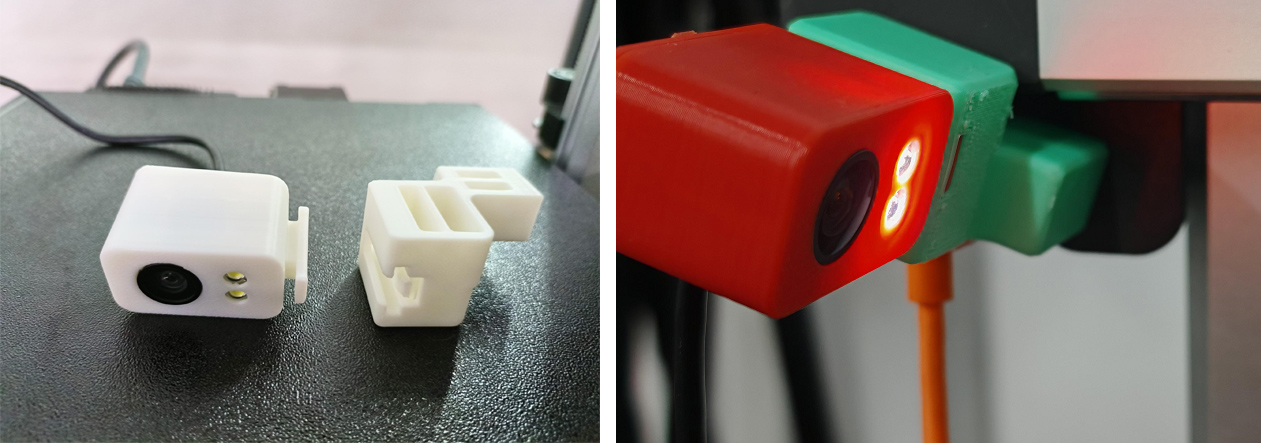
La Kobra3Max n’est pas livrée avec une caméra offerte dans le colis. On peut acheter une caméra Anycubic pour Kobra (qui intègre un petit éclairage LED) mais j’ai réutilisé une caméra Nebula de Creality pour garder un œil à distance sur les impressions en cours. Cette simple webcam n’est pas capable de détecter des problèmes et d’avertir l’utilisateur, elle n’est donc de fait pas en possibilité de mettre en pause une impression en cas de décollement de l’objet ou de spaghetti.
Félicitons au passage Anycubic qui dote sa Kobra 3 Max de deux ports USB, qui pourront servir à la fois pour connecter une caméra USB et une clé USB pour enregistrer les fichiers vidéo.
Remarque : la caméra doit se connecter sur le port USB de gauche pour être reconnue.
La qualité vidéo de la Nebula n’est pas son point fort, en témoignent ces images, de jour comme de nuit.
Un sentiment de bâclé
S’il y a eu de belles impressions, il y a aussi eu des échecs et énormément de frustration quant à l’utilisation de la Kobra 3 Max et de son ACE Pro. Assez pour me retirer toute motivation de demander une impression grand format sur les trois axes, je n’avais pas suffisamment confiance pour espérer / gâcher des centaines de grammes de filament pour imprimer un tabouret, par exemple. Assez d’échecs aussi pour que je préfère imprimer sur d’autres machines quand j’en avais le besoin, malgré une surface d’impression moins généreuse (Qidi Plus4, Bambu Lab H2D).
Voici, entre autres, ce que j’ai vécu subi durant ces quelques mois d’utilisation de la Kobra 3 Max.
- Le manuel papier ne détaille pas toutes les étapes pour le montage et en oublie certaines.
- Trop de câbles, inhérent à la technologie utilisée par l’ACE Pro
- La création d’un compte sur le cloud Anycubic ajoute une collection au doux nom de “默认文件夹”, ce qui se traduit par “Dossier par défaut”
- La connexion au compte MakerOnline saute régulièrement dans Anycubic Slicer Next
- Des pannes du cloud Anycubic, impossible d’envoyer un fichier tranché depuis le logiciel vers l’imprimante
- La consultation d’un modèle 3D de MakerOnline dans Slicer Next n’affiche pas toutes les informations, notamment la quantité de filament qui sera utilisée
- Le Wiki s’affiche assez mal sur mobile (le titre de la page est tronqué, les mots sont coupés n’importe comment au retour à la ligne…)
- Les noms de fichiers gcode trop longs ne pourront pas être lus correctement (pas de défilement)
- L’action d’extruder ou de rétracter le filament dans la tête d’impression ne peut pas être annulée, ce qui pose problème si on a par exemple appuyé sur le mauvais bouton
- D’autres détails comme par exemple le nom de fichier du logiciel téléchargé Anycubic Slicer Next (capture en date du 16 mai 2025) :

En vrac :

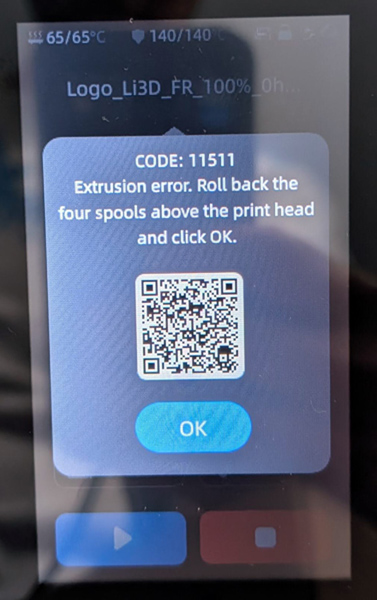
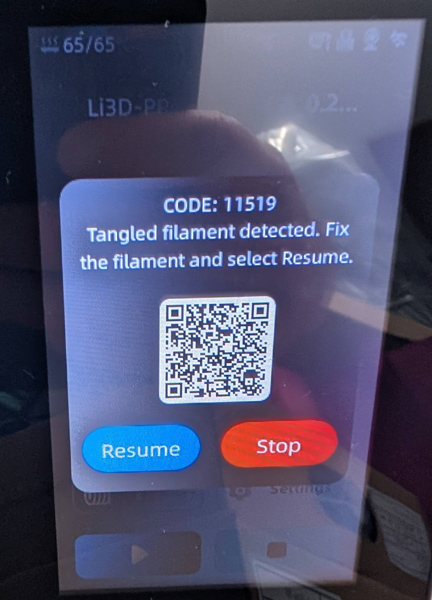
Mais aussi et surtout, des codes erreur dans tous les sens : 10107, 11504, 11511, 11519. Heureusement qu’il existe le Wiki officiel mais ce n’est pas normal de rencontrer autant de problèmes sur un produit neuf, sorti fin 2024 donc depuis mis à jour et qui ne peut plus être excusé par des problèmes de jeunesse.

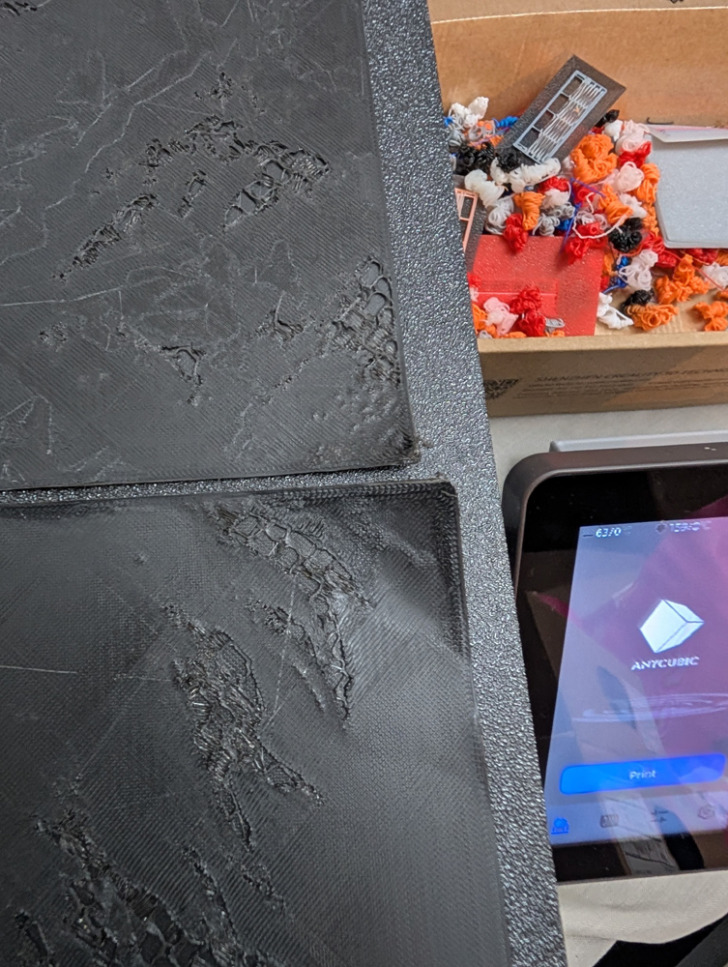
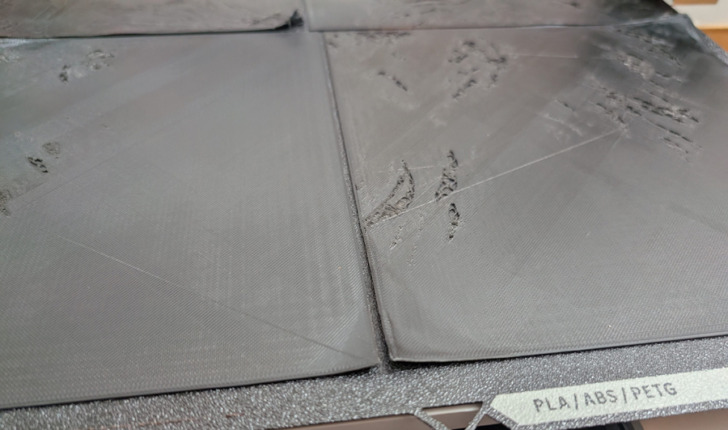
Ce qui a donné le coup de grâce, c’est la mise à jour récente du firmware proposée par l’application mobile qui s’est occupée de demander le téléchargement et l’installation de la dernière version du microgiciel sur l’imprimante et sur l’ACE Pro. Rien à signaler pour ce processus mais j’ai souhaité refaire une calibration complète après cela, voyez ce que ça a eu pour conséquences.
J’ajoute enfin que la proposition de “Leveling” avant chaque impression pourrait être en mode automatique si l’imprimante en détecte le besoin, mais pourrait surtout ne se faire que sur la surface qu’occupera l’objet imprimé plutôt que sur l’ensemble du plateau. Vu sa taille, on économiserait quelques minutes à chaque fois.
Durée d’impression
Grand format = longue durée d’impression. Passer de 250 mm d’arête à 420 et même 500 mm en hauteur n’est pas simplement “le double” du temps nécessaire à terminer une impression. C’est un élément important à prendre en compte : imprimer de grands objets va prendre beaucoup, beaucoup de temps.
Prenons l’exemple d’un tabouret design avec quantité de matière et durée d’impression estimées en fonction de son format, défini selon la hauteur du sujet. Tranchage effectué sur le même modèle 3D source, avec Anycubic Slicer Next.
| Dimensions | Quantité de filament | Durée estimée d’impression |
| 69 x 69 x 100 mm de hauteur | 37 g | 6 h |
| 138 x 138 x 200 mm | 177 g | 22 h |
| 205 x 205 x 300 mm | 470 g | 58 h |
| 273 x 273 x 400 mm | 959 g | 98 h |
| 341 x 341 x 500 mm | Plantage du logiciel |

Décidément… Mais l’exemple suffit pour montrer l’explosion du temps d’impression dès lors que l’on augmente le format. Et encore, il n’est ici pas question de multiples changements de filaments, sous peine d’y passer la semaine. D’où un besoin absolu de fiabilité !
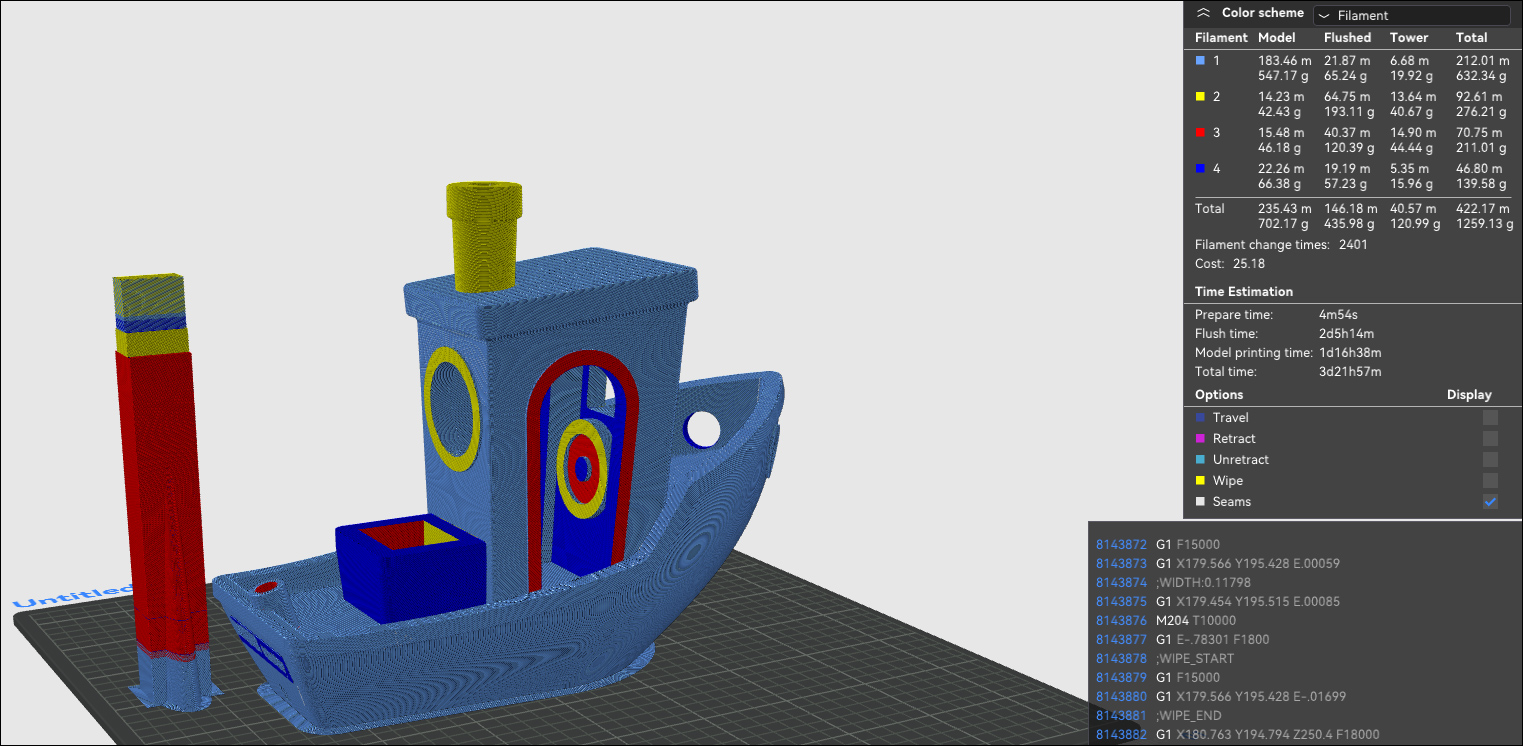
Autre exemple, en couleurs, avec un simple Benchy boat gonflé à 312 x 161 x 250 mm, soit environ 520% du format d’origine. Cela nécessiterait 618 grammes de matière et 30 heures d’impression pour ce bateau d’une seule teinte. Mais si on s’amuse à le peindre, à la même échelle, la quantité totale de filament passe à 1260 grammes et il faudra patienter 94 heures pour voir s’imprimer la cheminée !
Attention donc à bien prendre en compte ces éléments avant de se lancer dans de tels projets et avant de regretter l’achat de la solution Anycubic.
J’aurais aimé montrer des objets imprimés dans d’aussi grands formats mais les nombreux problèmes rencontrés ont sapé toute motivation à élever les prints. Les fichiers imprimés à plat, tels que des “2D Wall Art” ou des HueForge, sont déjà suffisamment longs à produire et certains ont nécessité de s’y reprendre plusieurs fois pour y arriver sans défaut.
Améliorations et upgrades pour ce combo Kobra ACE
Une poubelle à déchets de purge
Je suis plutôt adepte de la boite en carton de filament pour récupérer les déchets de purge au lieu de gaspiller 150 grammes de matière pour imprimer une simple boite, mais la Kobra 3 Max n’est donc pas une machine carénée avec une trappe qui éjecte les bouts de plastique vers l’extérieur du caisson. On a beau placer un récipient de récupération, les déchets iront à gauche ou à droite mais pas forcément dans la boite prévue. Imprimer une poubelle ou un simple “poop deflector” me semble donc utile avec cette imprimante (cf paragraphe des impressions mono couleur).


Hub 8 filaments pour 2 ACE Pro
Si vous choisissez d’acheter un deuxième ACE Pro pour cumuler huit bobines sur la Kobra, n’oubliez pas d’imprimer un Hub pour ne pas avoir à acheter ce bout de plastique en accessoire.
Ajouter une caméra et son support
Si vous avez acheté la caméra optionnelle Anycubic pour filmer le plateau afin de surveiller les impressions à distance et enregistrer des vidéos timelapse, vous serez surpris de voir que rien n’est prévu pour la fixer. Il y a différents types de supports de caméras créés par des makers sur MakerOnline mais Anycubic recommande celui-ci sur son Wiki.
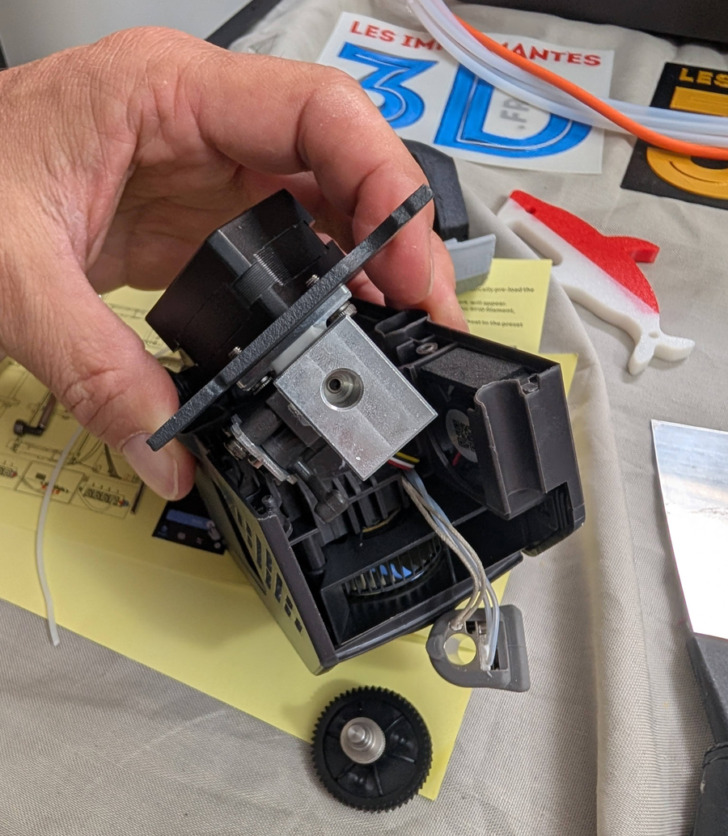
Optimiser l’ACE Pro
Je n’ai pas testé cette optimisation mais elle semble résoudre les problèmes d’enchevêtrement (“tangle”).
Notes et conclusion
Qualité d'impression - 8
Fiabilité - 4
Logiciel - 7
Utilisation - 7
Rapport qualité / prix - 7
6.6
/10
- Grand format et multi-couleurs
- Ecosystème
- Sans concurrence directe
- Prix de vente
- Fiabilité
- Pas de zones de chauffe du lit
- Interface écran
- Trop de câbles (Combo)



Dommage elle semblait intéressante sur le papier, en espérant qu’ils corrigent tous ces problèmes 😉
Aussi peu fiable que la Kobra S1 on dirait !
C moi ou anycubic c de la merde