


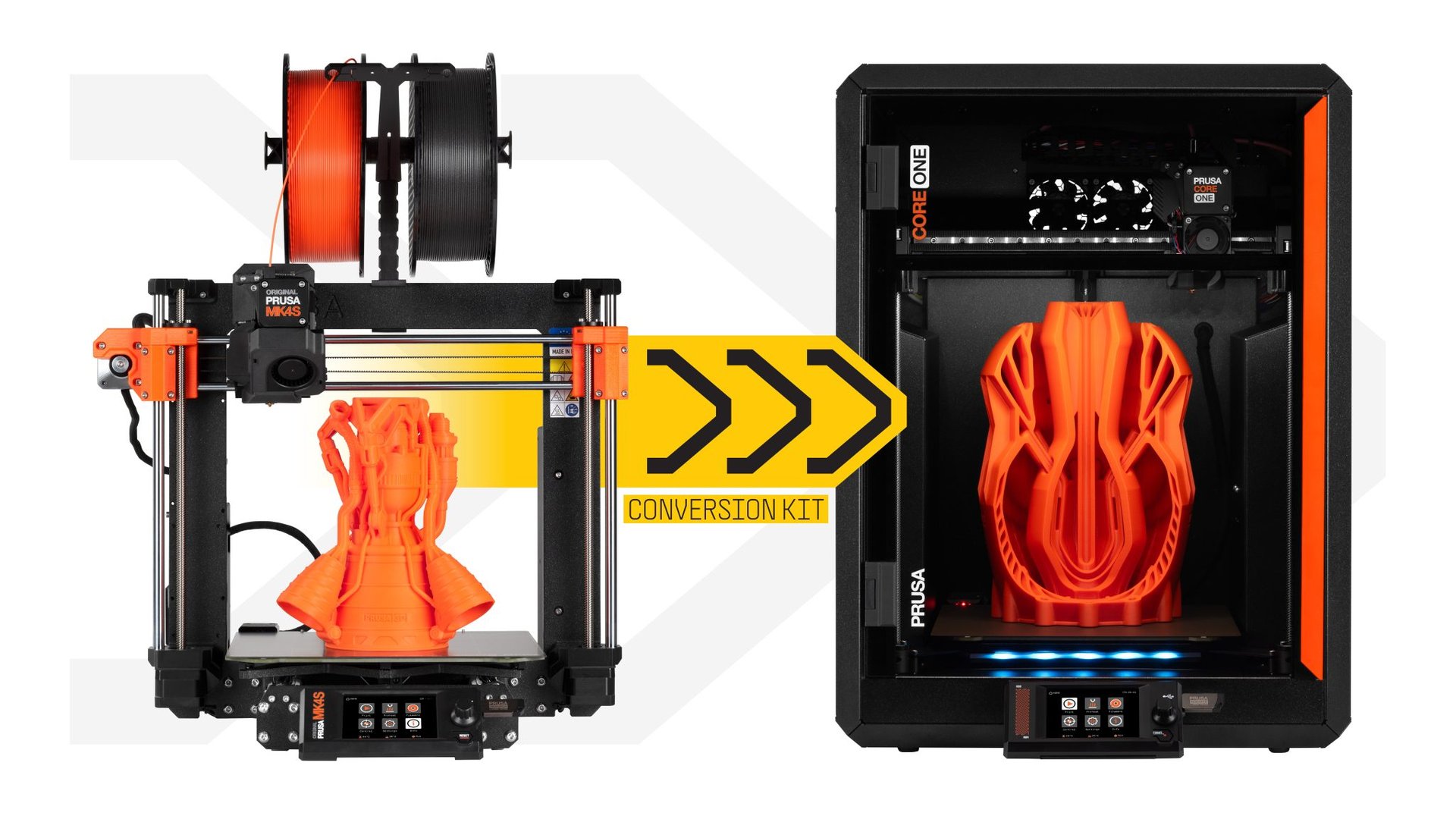
Prusa Research étoffe sa gamme CoreXY en proposant sa toute nouvelle Original Prusa CORE One, à mi-chemin entre une MK4S et une XL simple tête. Mais ce n’est pas tout, la ligne conductrice du développement de cette machine était de réutiliser un maximum d’éléments de la MK4S, au point qu’il est possible de convertir cette dernière en CORE One grâce à un kit upgrade ! Afin d’en savoir plus, nous allons faire ensemble le tour complet et détaillé de l’Original Prusa CORE One.
Fiche technique de la Prusa CORE One
Bien que réutilisant de nombreux éléments de la MK4S, les spécifications de la CORE One augmentent, notamment en volume d’impression, poids et matières supportées nativement grâce à son caisson fermé.
| Technologie | FDM CoreXY |
| Volume maximal d’impression | 250 x 220 x 270 mm |
| Hauteur de couche | De 50 à 300 microns |
| Type d’extrudeur | Direct Drive type “Nextruder” Buse de 0.4 mm CHT “High Flow” |
| Température maximale de la buse | 290°C |
| Température maximale du plateau | 120°C |
| Température maximale de la chambre | 55°C |
| Vitesse maximale d’impression | Non communiquée, ~350 mm/s |
| Carte mère | 32 bits “xBuddy” |
| Moteurs pas à pas | 0,9° et TMC2130 |
| Nivellement du plateau | Capteur de force jusqu’à 49 points, uniquement sur la zone d’impression |
| Filaments compatibles | PLA, PETG, Flex, PVA, PC, PP, CPE, PVB, ABS, ASA, HIPS, PA |
| Connectivité | USB, RJ45, WiFi, NFC, GPIO |
| Dimensions | 41.5 × 44.4 × 55.5 cm |
| Poids | 22.5 kg |
Les deux principales différences sont bien entendu la cinématique CoreXY et l’enceinte fermée. A noter que la chambre, bien que régulée en température, ne dispose pas de chauffage actif et que la buse d’origine est une buse haut débit non renforcée.
L'imprimante Original Prusa CORE One sur le comparateurDéballage (unboxing)
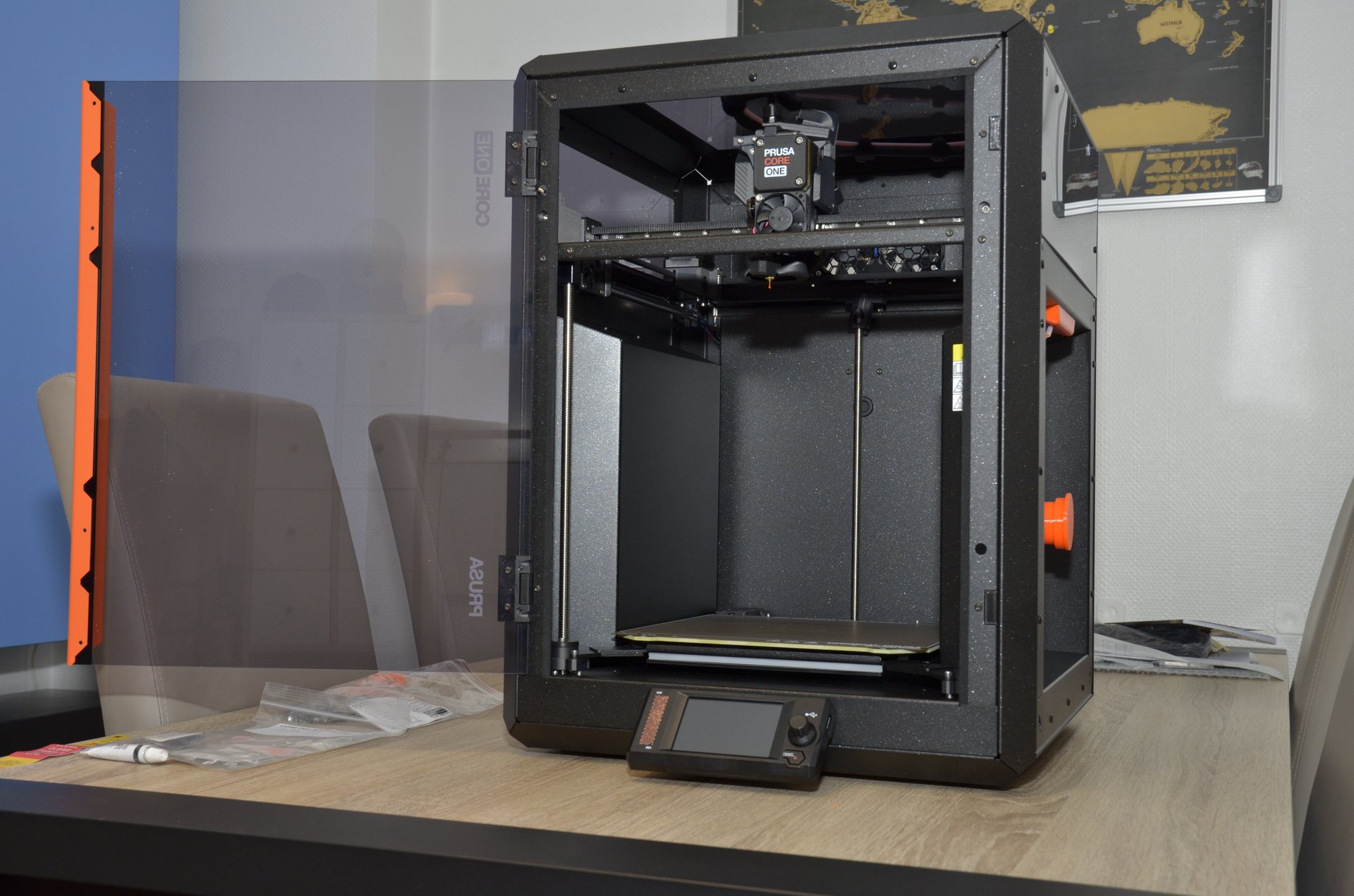
Pour ce test, nous avons reçu un modèle assemblé en usine. La machine entière tient dans un gros carton. Une autre version en “kit” est vendue moins chère mais demande d’y passer du temps pour l’assemblage.
A l’ouverture, nous découvrons peu d’éléments comparé à un kit. En premier lieu, on trouve :
- Un courrier de remerciements
- Un ticket de test production
- Un manuel sur l’impression 3D
- Un cordon d’alimentation secteur
- Une clé USB
- Deux bandes servant de pieds anti-vibration
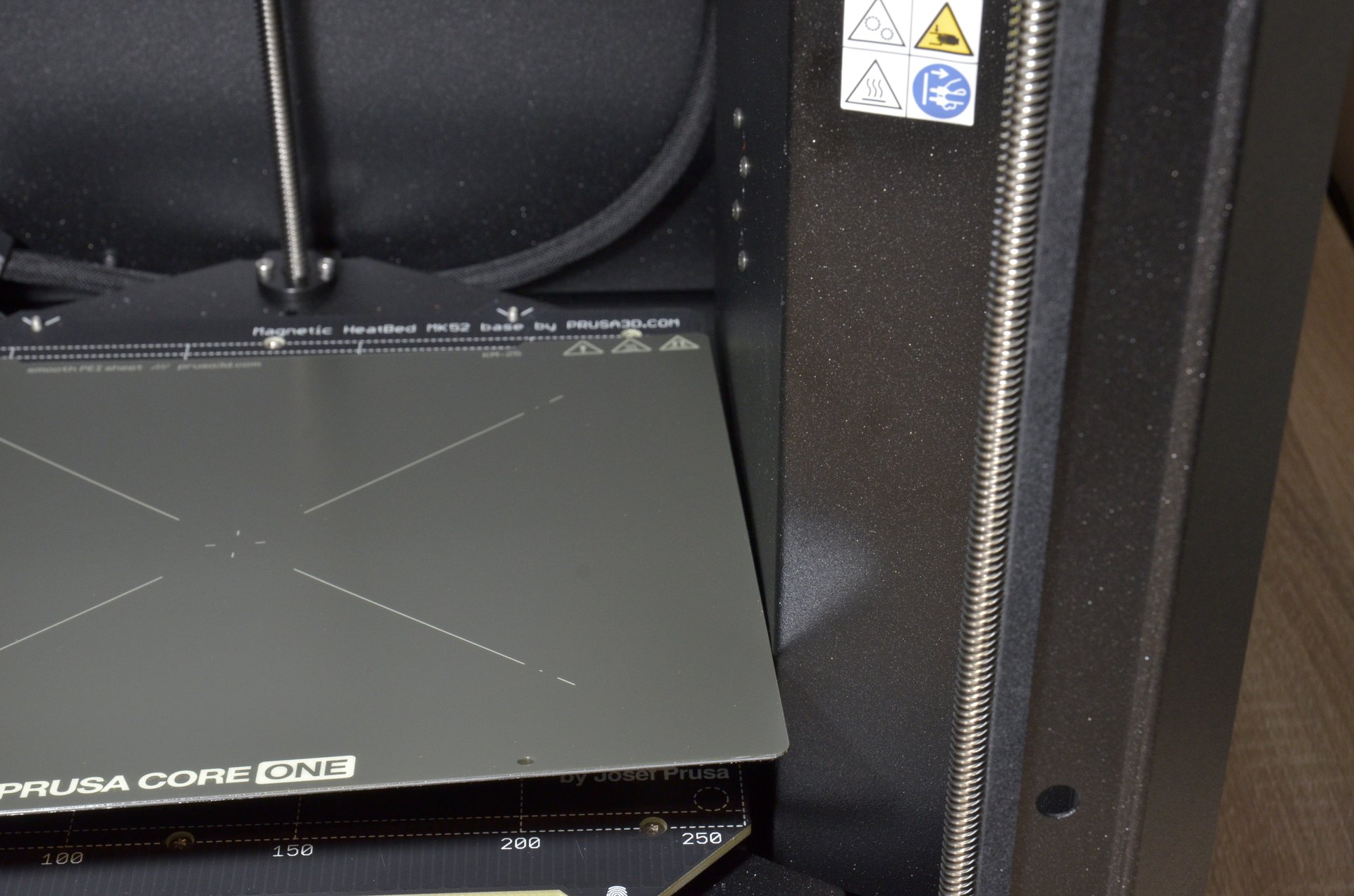
- Un plateau PEI lisse
- Un bobine de 1 kg de PLA (Galaxy Black), uniquement pour la version assemblée
- Des Haribo, signature incontournable de la marque

Une fois ces éléments retirés, on peut suivre les indications inscrites directement sur le carton et on commence par retirer la mousse de protection supérieure.
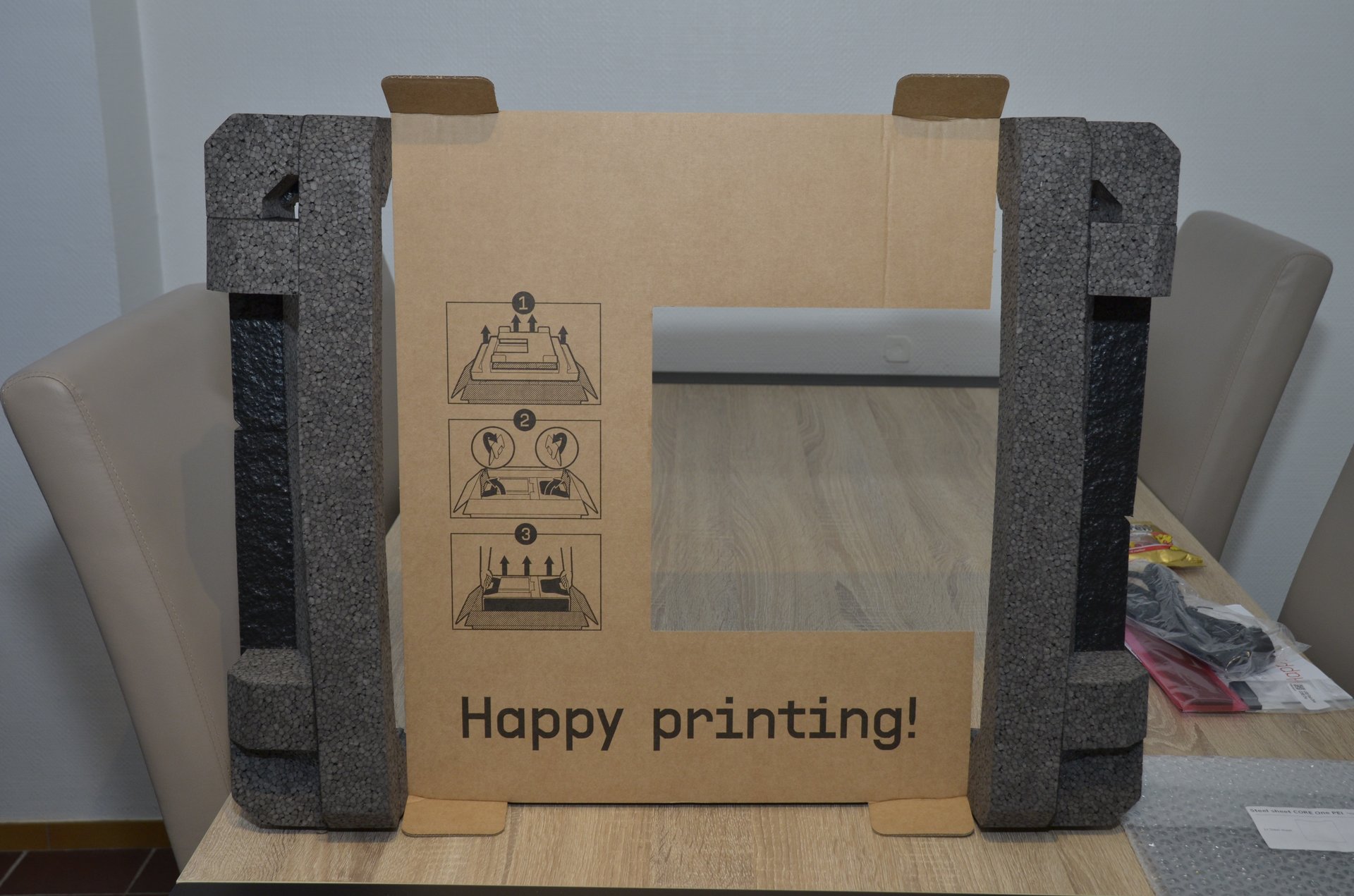
On replie ensuite le carton de façon à former les poignées de transport permettant de sortir la machine, actuellement sur le flanc. La machine pesant plus de 22 kg, il est conseillé de réaliser cette étape à deux personnes. C’est l’occasion de voir que le carton est bien renforcé dans les angles, notre modèle n’a souffert d’aucune détérioration visible durant son transport.
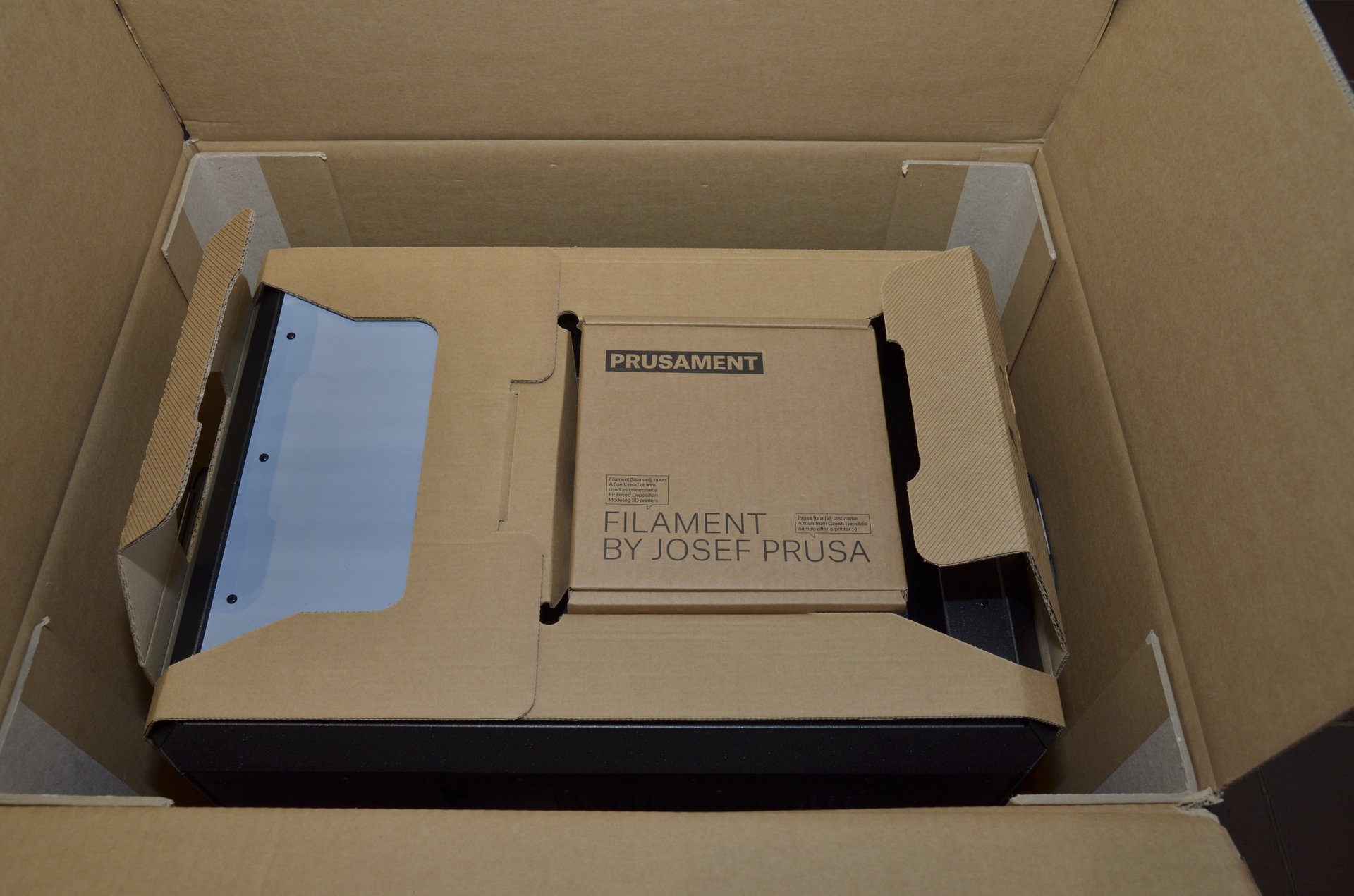
A partir d’ici, il faut se référer au manuel d’assemblage (un comble pour une machine assemblée) où l’on apprend qu’il faut commencer par coller les pieds anti-vibration avant de redresser la machine. C’est alors qu’on découvre une boite supplémentaire logée dans l’emplacement bobine, qui contient :
- L’écran xLCD
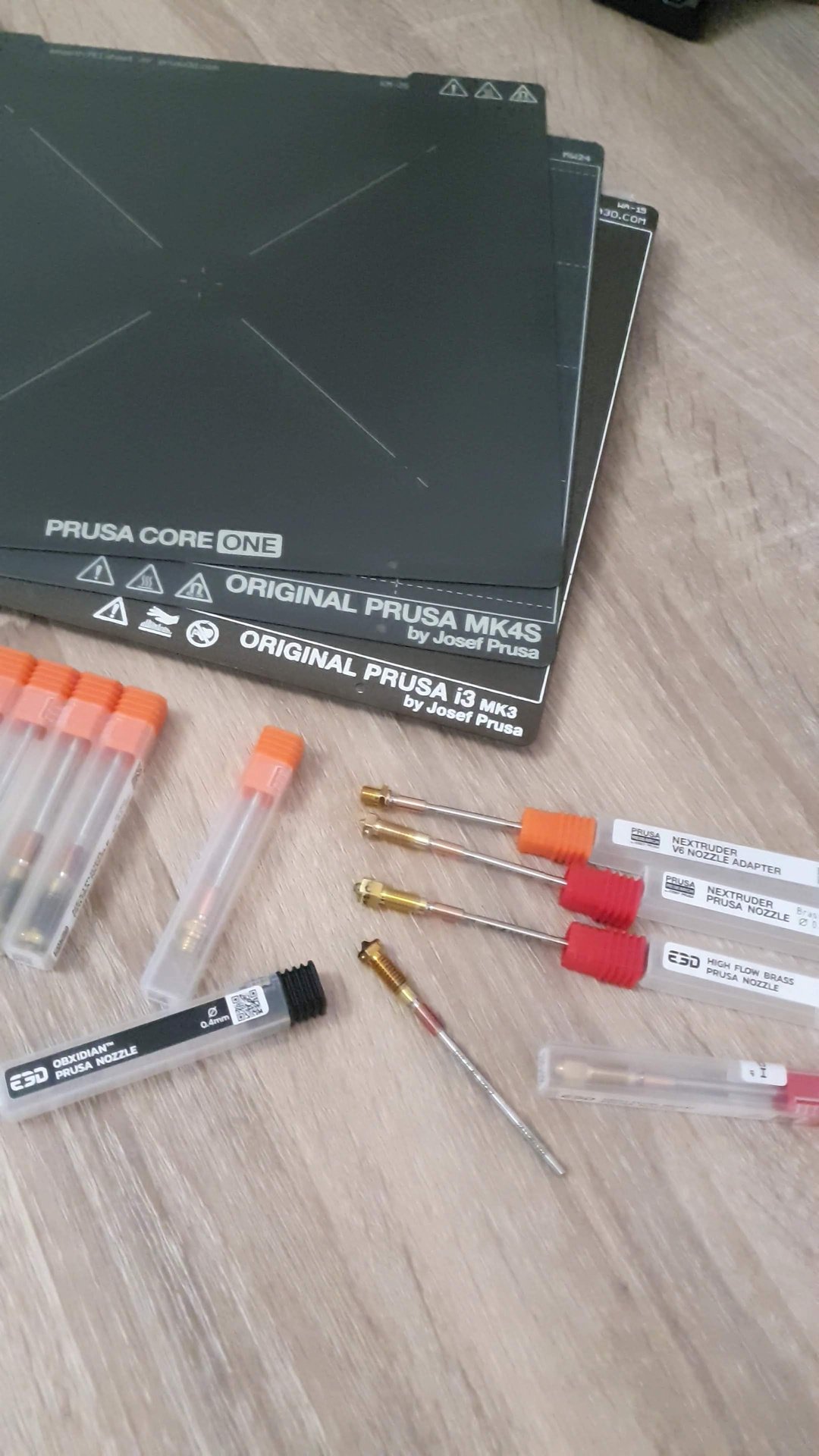
- Un kit d’entretien
- Des rivets en plastique de rechange
- Un ensemble d’outils

Logiquement, l’étape suivante est le montage de l’écran. Bien que la machine est un modèle assemblé, l’écran arrive démonté pour ne pas risquer de l’endommager durant le transport. Cela permet aussi de réduire le volume du carton. Le système de fixation de l’écran est original, il est composé d’un profil métallique fixé au châssis par des aimants. Ce système permet de protéger l’écran des chocs accidentels contre la table lors des déplacements de la machine.

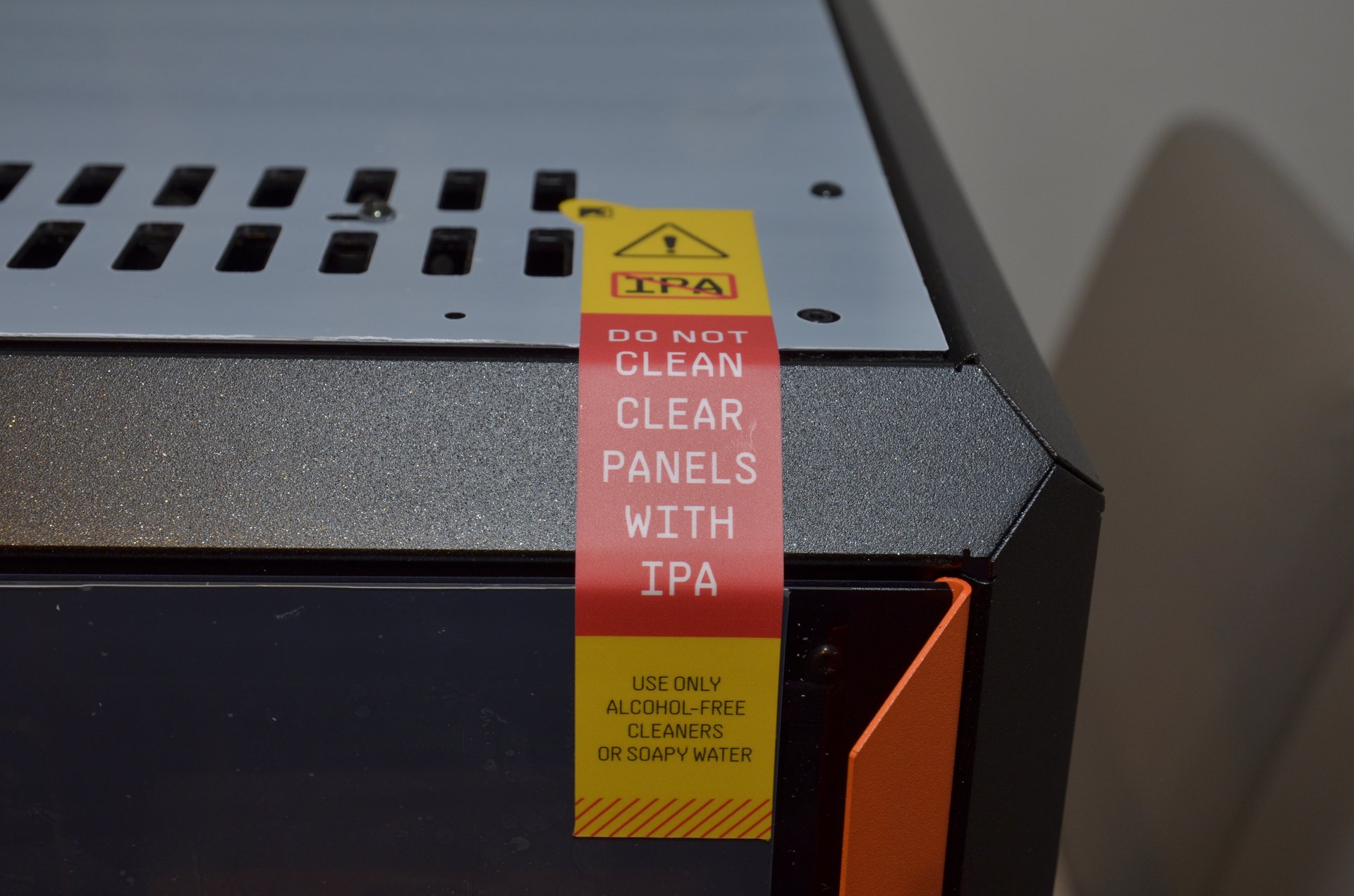
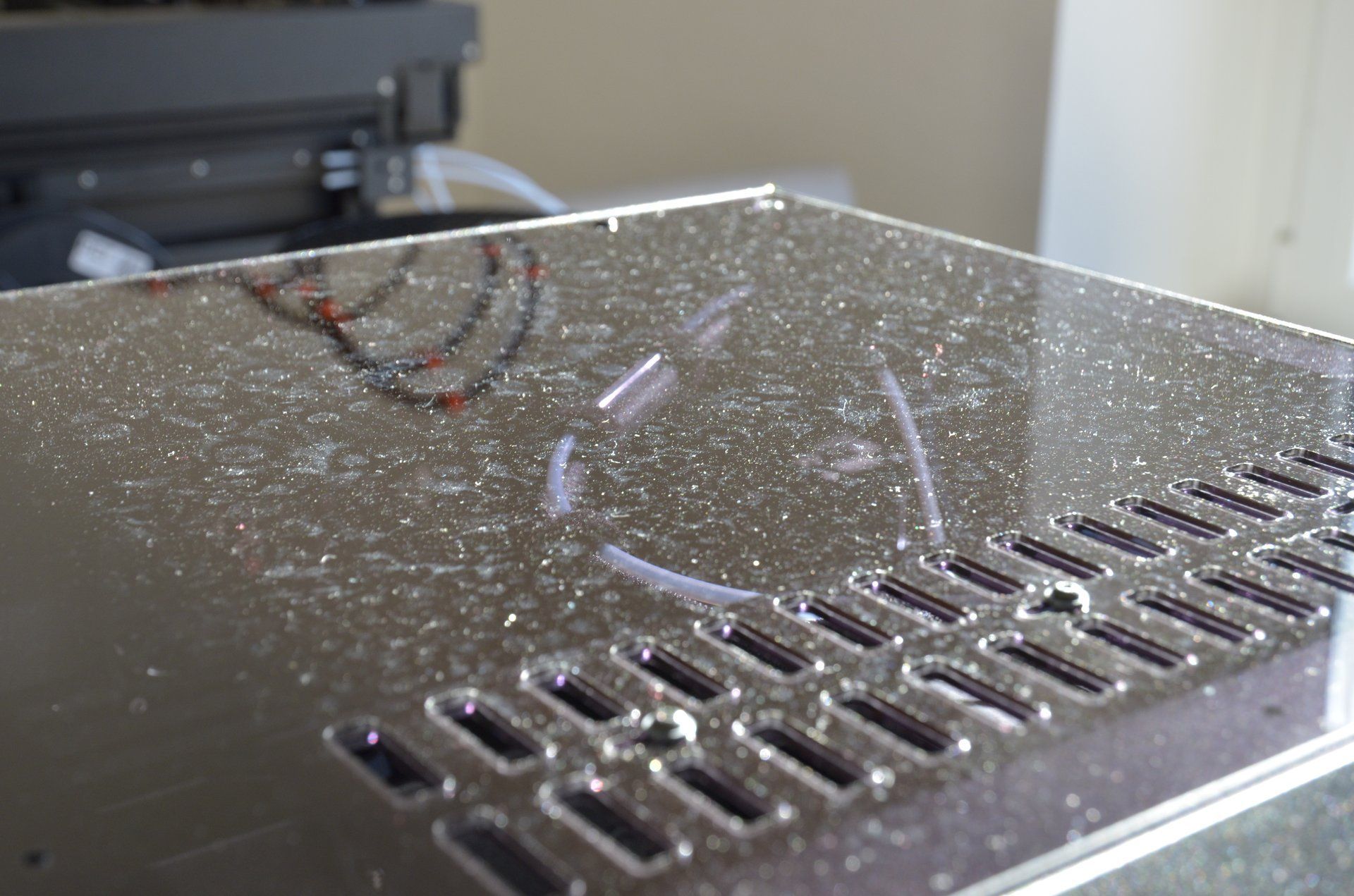
Vient alors l’étape de retrait des films de protection. Il est à noter qu’un bandeau adhésif nous alerte sur l’importance de ne pas nettoyer les panneaux vitrés avec de l’alcool isopropylique. Il faudra donc veiller à ne pas faire de projection ni poser la bouteille d’IPA sur la machine lors du nettoyage du plateau. J’ai personnellement conservé ce bandeau adhésif que j’ai recollé dans l’emplacement bobine, afin de ne pas oublier ce détail important.
Mise en route de la Prusa CORE One
Avant de pouvoir procéder à l’exécution de l’auto-calibration, il faut insérer la clé USB qui contient le dernier firmware en date au moment de l’expédition de la machine. En effet l’imprimante arrive sans firmware applicatif, c’est un moyen astucieux qui permet à Prusa de s’assurer que les machines soient toujours à jour sans avoir à gérer de reprise du stock déjà produit. Il n’y a qu’à mettre la clé USB à jour dans le carton au moment de l’expédition et c’est prêt.
Le flashage s’effectue tout seul, il n’y a qu’à patienter. La calibration elle-même est pratiquement autonome, il suffit de suivre les indications à l’écran comme tapoter la buse, charger du filament… Sur la version assemblée, il n’est pas nécessaire d’effectuer la calibration de la gearbox du Nextruder. On peut éventuellement connecter la machine au Wifi à ce moment là mais ce n’est pas obligatoire. La machine est prête à imprimer.
Comparer les prix de la Prusa CORE One
Impression de test (PLA)
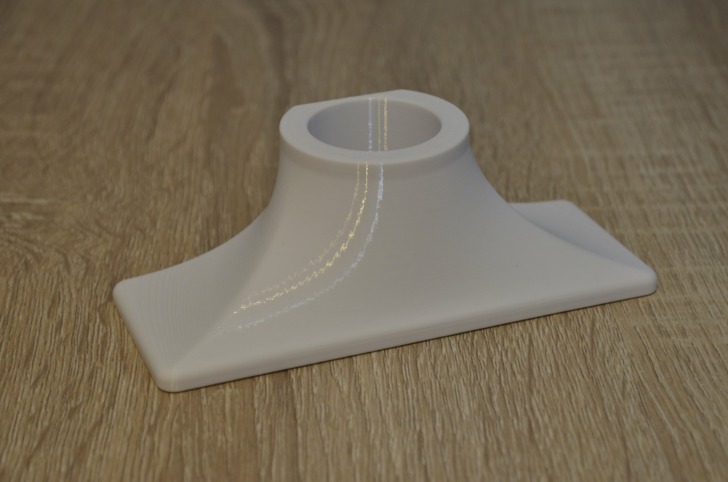
Nous avons commencé par le “Benchy 8 minutes” disponible sur la clé USB afin de s’assurer que tout était en ordre, puis nous avons enchainé avec cette tulipe. L’impression est toute aussi belle que le modèle. Il n’y a aucun défaut apparent malgré une portion ne tenant qu’à la fine tige.



Points communs avec la MK4S et la XL
Bien que très différents, les trois modèles partagent la même plateforme unifiée avec le même firmware, le même écran et la même interface graphique. La tête d’impression de type Nextruder est également commune, ce qui permet d’utiliser les mêmes buses sur toutes les machines. La MK4S servant de “base” à la CORE One, il est également possible d’utiliser les mêmes plateaux flexibles.
L’enceinte est nativement fermée, alors que les autres modèles nécessitent un caisson séparé vendu en option. La CORE One possède une cinématique CoreXY comme la XL mais elle diffère par l’utilisation de guidages à douilles sur les axes Y et Z, recyclés de la MK4S.
Pour ce qui est des pièces mécaniques, on retrouve dans l’ensemble tout ce qui est sur la MK4S. Certains choix peuvent sembler étranges si l’on considère la CORE One uniquement comme une nouvelle machine mais ce sont des choix délibérés. En effet, le tour de force réalisé par les équipes de Prusa Research a été de produire une CoreXY fermée en réutilisant le maximum de pièces d’une cartésienne ouverte, en l’occurrence de la MK4S. Ainsi, Prusa est en mesure de proposer un kit de conversion très intéressant.
Slicer
PrusaSlicer
Vous pouvez télécharger le slicer ici pour Windows, Mac et Linux. C’est un logiciel open source gratuit et activement développé par Prusa Research. Il est originellement basé sur Slic3r d’Alessandro Ranellucci et la communauté RepRap. PrusaSlicer n’est pas verrouillé aux machines de la marque et comporte des profils pour de nombreuses imprimantes (Anycubic, Creality, Flsun, UltiMaker…).
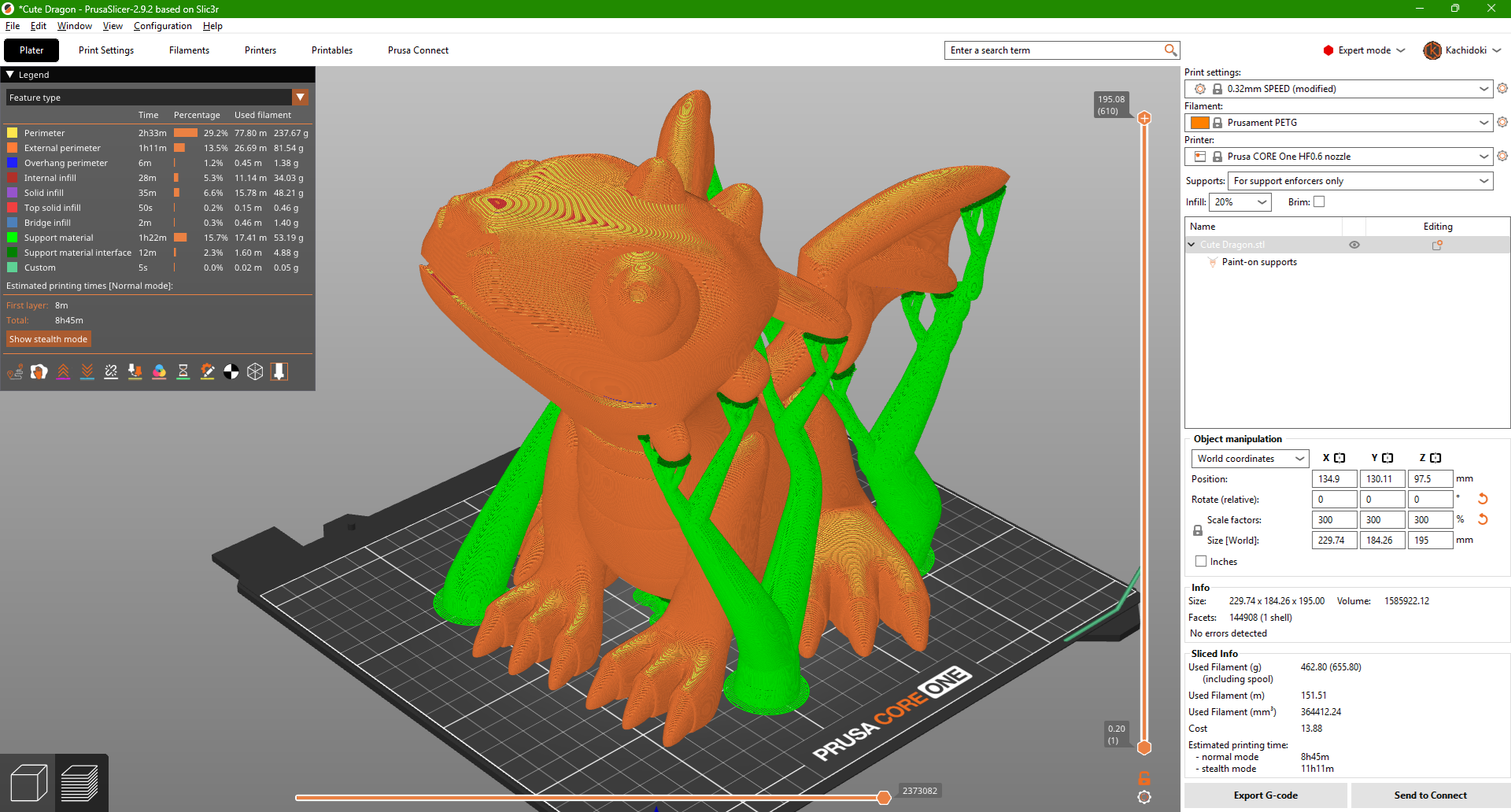
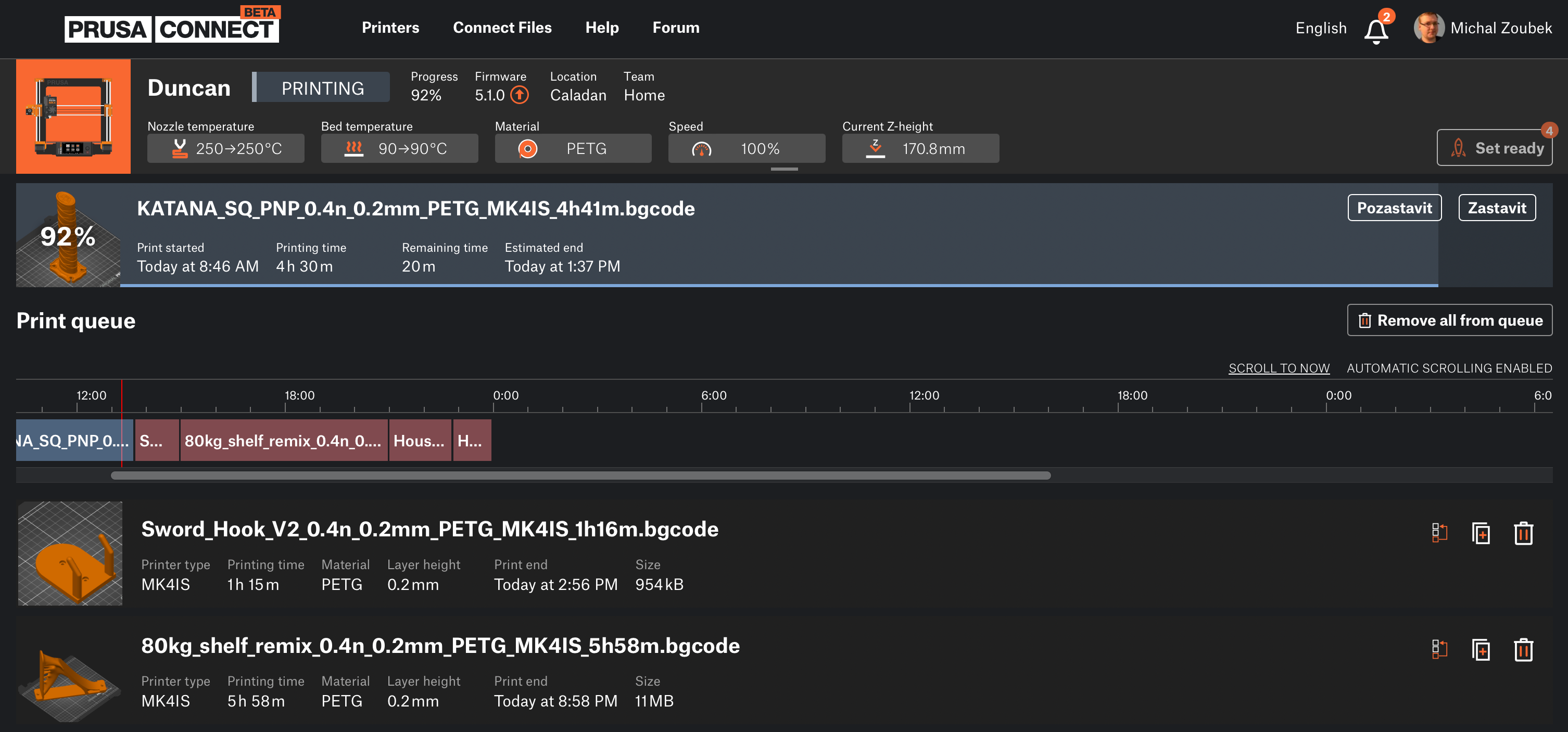
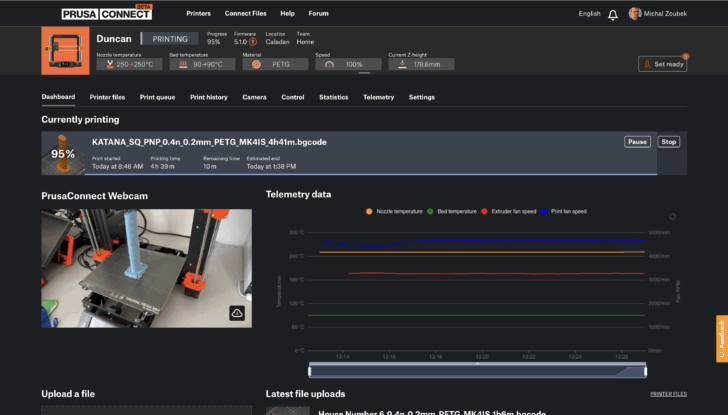
Nous en parlions lors du dernier test de la MK4S, PrusaSlicer devient de plus en plus une plateforme tout-en-un. Le logiciel peut directement se connecter à votre imprimante en réseau local via PrusaLink. Si vous connectez votre compte Prusa, vous bénéficiez alors aussi de la connectivité via le cloud grâce à PrusaConnect, beaucoup plus riche en fonctionnalités, qui permet de lancer une impression et de la contrôler depuis n’importe où.
Prusa Slicer intègre maintenant aussi la possibilité de parcourir la banque d’objets 3D Printables directement depuis un onglet de l’application. Il est alors possible de choisir un modèle et de l’imprimer d’un seul clic.
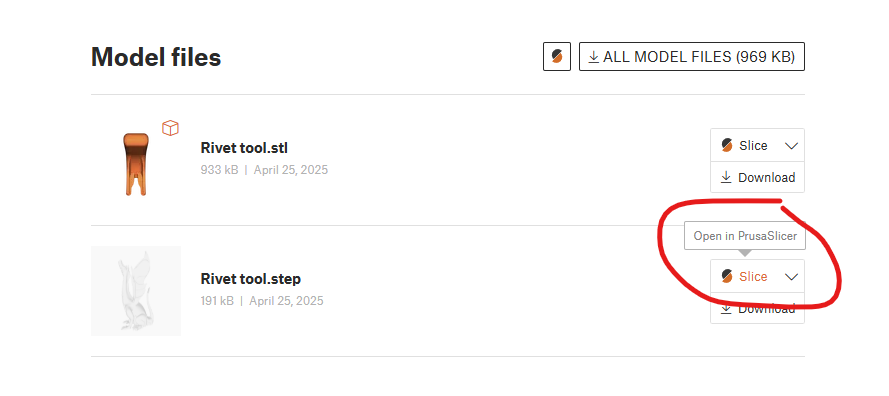
EasyPrint
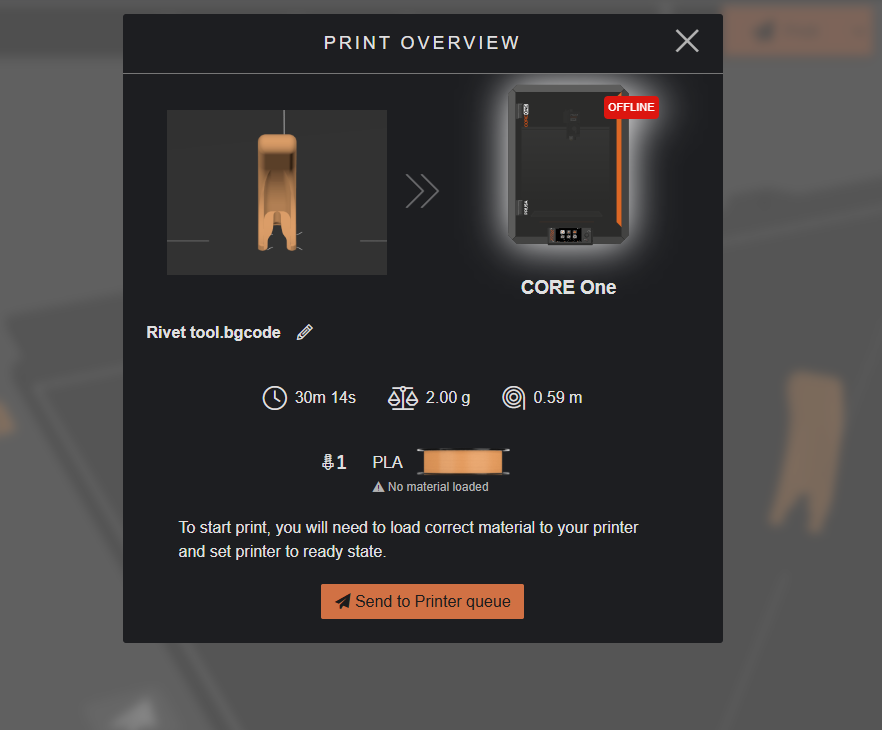
C’est une toute nouvelle fonction qui fait son apparition sur Printables. Il est maintenant possible, directement à partir de son navigateur, de préparer un objet 3D pour l’impression. Cela va même plus loin, le tranchage étant délégué à un serveur, il est même possible d’utiliser cette fonction depuis un téléphone ou une tablette.
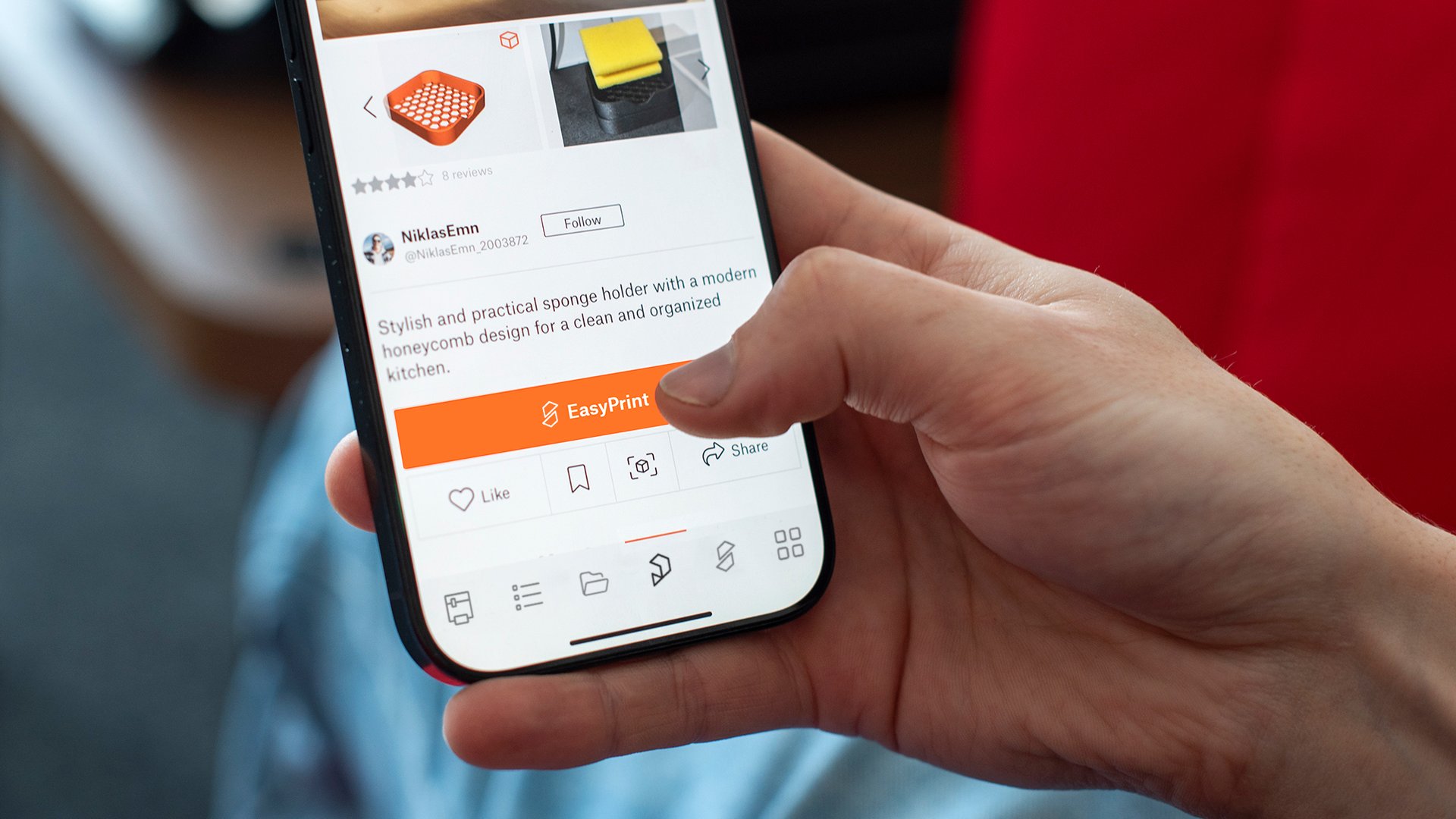
EasyPrint porte bien son nom et rend l’impression 3D vraiment facile. Il suffit de parcourir le catalogue d’objets 3D et une fois qu’un modèle nous plait, il n’y a qu’à cliquer sur “EasyPrint” pour préparer l’impression qu’il est alors possible d’envoyer automatiquement sur l’imprimante connectée.
Avec cette avancée, Prusa Research marque un nouveau pas en avant vers la simplification et l’accessibilité de l’impression 3D à tous, à la manière de certains concurrents comme Bambu Lab.

Tour du propriétaire de la Prusa CORE One
Extérieur
L’aspect extérieur de la CORE One est un gros bloc cubique, un classique des imprimantes CoreXY modernes. Il était temps que Prusa rafraichisse l’image de ses imprimantes. La machine est à la fois compacte et massive. Les couleurs restent inchangées, avec l’ensemble en noir pailleté (Galaxy Black) et quelques touches d’orange, toutes deux étant les couleurs signatures de la marque.

Ce gros bloc est constitué d’une structure en acier, de panneaux en tôle pliée et de panneaux semi-transparents (fumés) en polymère. Cela n’a plus rien à voir avec la série des i3 et bien que réutilisant beaucoup de pièces de la MK4S, le poids de la CORE One a triplé. C’est à prendre en considération si vous avez l’habitude de déplacer votre machine. Les poignées latérales orange assurent cependant une bonne prise en main lors du transport.

Connectique
Commençons par la base, l’alimentation. Le connecteur d’alimentation est situé à l’arrière, au milieu de la machine, mais il ne dépasse pas. Cependant, le bouton marche/arrêt se situe juste au dessus. Autant dire qu’il est inaccessible une fois que vous avez installé la machine contre un mur ou dans un coin. Cela devient un problème récurrent chez Prusa, d’autant plus que la machine ne possède pas de mode veille et consomme 15W lorsqu’elle ne fait rien.

Juste à côté, on retrouve le module Wi-Fi qui dépasse un peu, comportant un connecteur servant à brancher l’accéléromètre en option. Il y a également un port RJ45 pour la connexion réseau filaire et deux ports USB type C de visibles. Celui du bas sert à la connexion UART habituelle (PC, Octoprint…) et celui du haut sert à alimenter la caméra en option. Entre les deux se trouve un tout petit bouton reset. Et enfin, on retrouve la discrète antenne NFC au bas du boitier de la carte mère.

A l’avant de la machine se trouve un port USB sur le côté de l’écran. Il est dédié à la clé servant de stockage pour les fichiers G-Code. Cette clé USB est nécessaire même lorsque l’on transfère les G-Code via le réseau par PrusaLink ou PrusaConnect.

Châssis
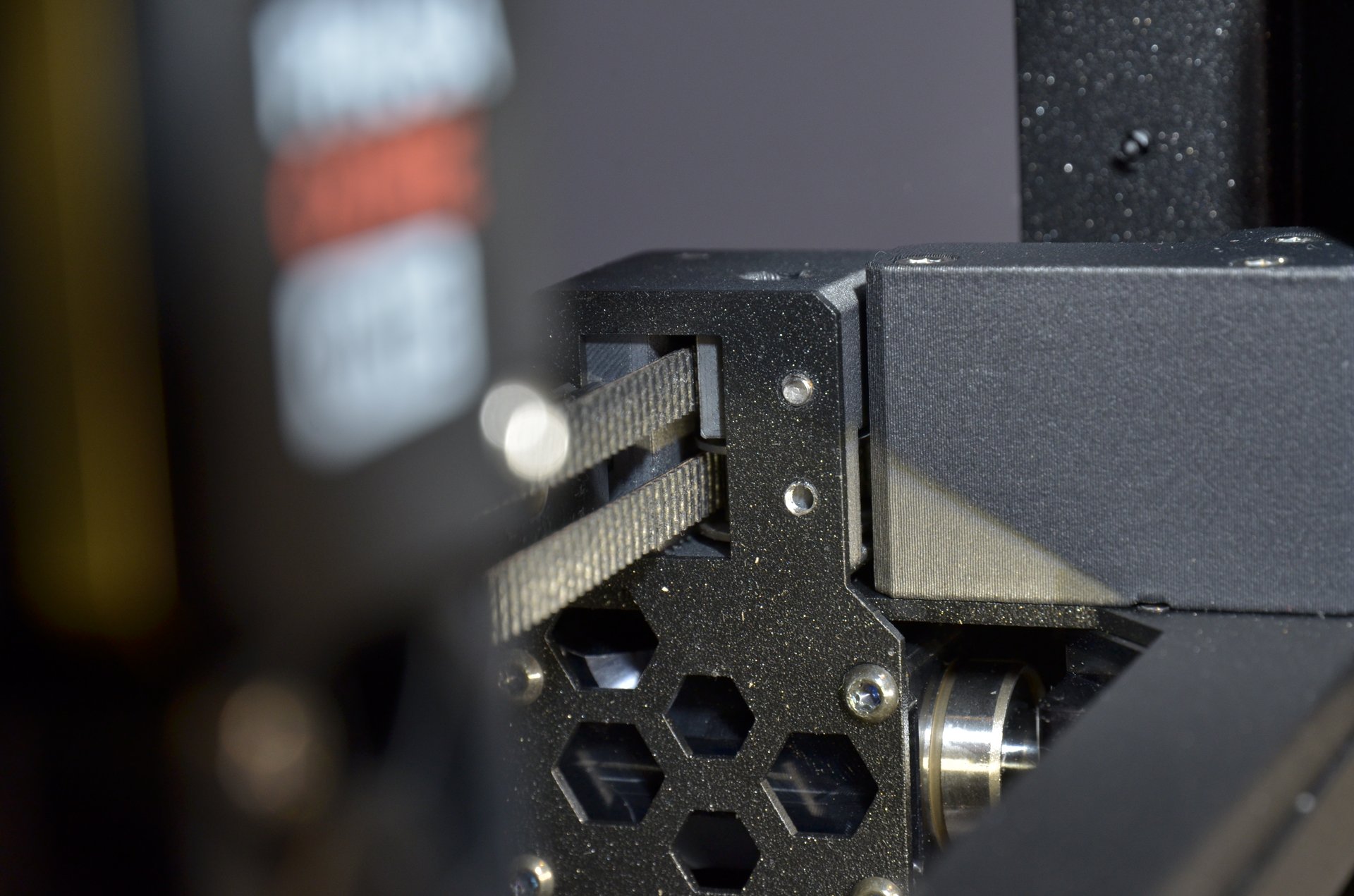
La structure du châssis est un exosquelette en acier, ce qui lui assure une excellente rigidité. A l’intérieur, on y retrouve le CoreXY composé d’une tôle d’acier d’un seul tenant. Le ruban de LEDs y est fixé sur l’avant, ce qui donne en apparence une barre gênante mais qui ne peut être supprimée sans compromettre la précision mécanique du CoreXY. Dans la pratique, cette barre ne représente pas réellement une gêne, sauf pour ceux qui font des timelapses en filmant la machine par l’avant.
Tout autour de l’exosquelette, les panneaux en tôle et en polymère sont assemblés via des rivets en plastique. Ces panneaux peuvent être déposés pour accéder plus facilement à l’intérieur de la machine lors des opérations de maintenance. A l’usage, seul le panneau supérieur nécessite généralement d’être retiré pour accéder plus facilement à la tête d’impression lors d’un problème avec le filament. Celui-ci est fixé avec seulement quatre rivets facilement accessibles. Pour les autres panneaux, il faudra recourir à un outil pour retirer les rivets.

Les panneaux vitrés ne doivent pas être nettoyés à l’alcool isopropylique. Ils sont sujets à l’attraction statique et la poussière vient s’y coller facilement. Le point positif est que cette poussière ne vient pas se déposer à l’intérieur de la machine, sur le plateau ou les guidages. Après quelques nettoyages avec du produit pour les vitres et un chiffon doux, je n’ai pas remarqué de rayures.
La régulation thermique est assurée par deux éléments. Une grille située sur le panneau supérieur qu’il faut ouvrir ou fermer selon le type de filament utilisé, et deux puissants ventilateurs au fond de la chambre.


Accessibilité
Les tôles latérales sont renfoncées vers l’intérieur de la machine pour réduire le volume à chauffer. La tôle de gauche est nue, alors que sur la tôle de droite est fixé le support de bobine ainsi qu’un second capteur de filament caché derrière la poignée. Le porte bobine ne peut accueillir que des bobines jusqu’à 1 kg. En effet, les bobines de 2 kg ne passent pas en diamètre. Même celles de la marque Prusament sont trop larges pour le support d’origine.

Les deux tôles sont asymétriques, elles n’ont pas la même profondeur, on ne peut donc pas les intervertir pour placer la bobine à gauche.

Ce qui est dommage car la porte elle, est réversible. Cette porte peut d’ailleurs être ouverte en grand, nous avons mesuré entre 160 et 165° et reste bien ouverte même si la machine n’est pas parfaitement de niveau grâce à un mécanisme à deux “crans”, un à 90° et un au maximum. Elle est également équipée d’un capteur permettant à la machine de se mettre en pause lorsque la porte est ouverte.

L’accessibilité intérieure de la Prusa CORE One est forcément plus réduite que sur une machine totalement ouverte, telle que la MK4S, mais elle reste cependant assez bonne lors des maintenances grâce aux petits détails comme les panneaux amovibles et la porte qui s’ouvre en grand. En utilisation quotidienne, il n’y a que lors de la pose/dépose des plateaux flexibles que l’espace exigu dû à la proximité des tôles latérales est gênant, on frotte tout le temps les panneaux.
Cinématique
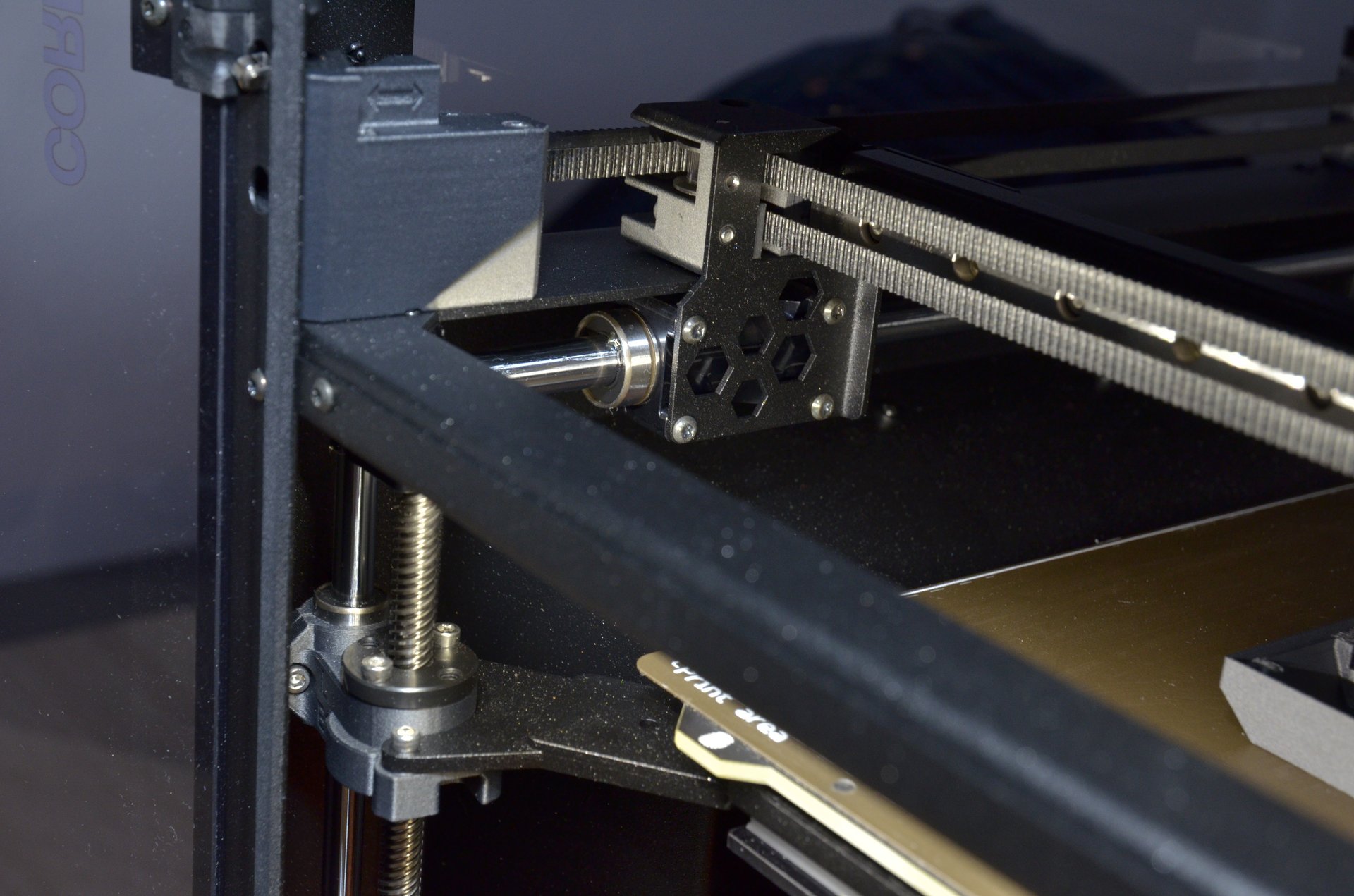
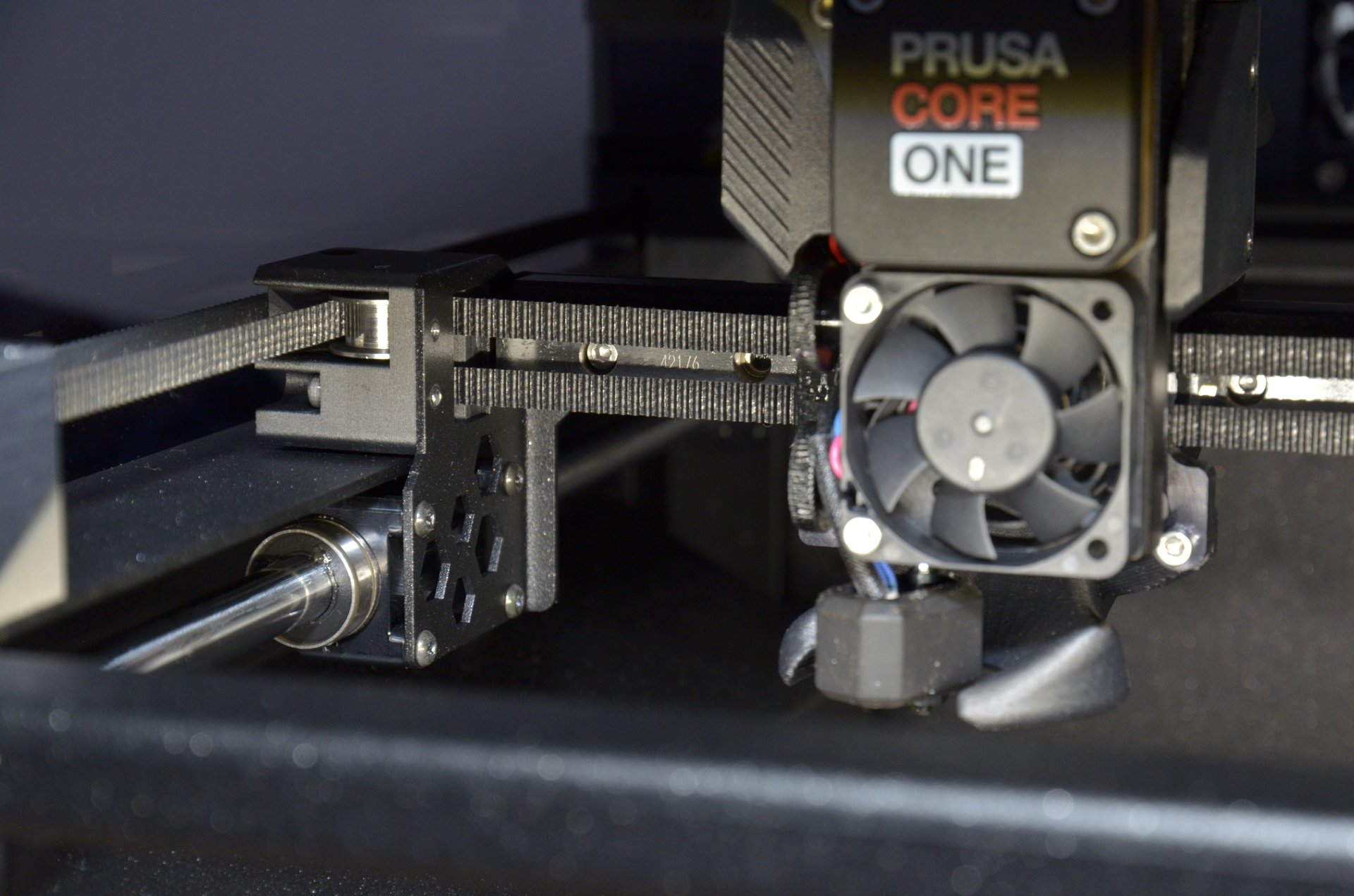
En parlant de plateau, celui-ci est maintenant supporté en Z par trois tiges trapézoïdales (deux à l’avant et une à l’arrière), ainsi que deux guidages à billes recyclés de la MK4S qui assurent la précision en XY. Cela lui confère une très bonne stabilité sans le sur-contraindre mécaniquement. Les déplacements du plateau sont impressionnants de silence.

Concernant la partie CoreXY, les déplacements sont plutôt bruyants mais sont aussi plus rapides. L’axe X passe en rail linéaire mais l’axe Y conserve les douilles à billes de la MK4S. La forme en caisson de la machine semble faire caisse de résonance. Le “homing” est par exemple beaucoup plus bruyant que sur la MK4S lorsqu’il vient taper en butée.
Ventilation et bruit
Puisque nous abordons le sujet du bruit, je trouve globalement la CORE One assez bruyante. Plus bruyante que la MK4S et moins que la XL. Mais contrairement à cette dernière, hormis le “homing”, il n’y a pas de bruit “désagréable”. Toutefois, concernant les déplacements, l’arrivée prochaine du “Phase Stepping” devrait contribuer à réduire les vibrations.
Je tiens à souligner le point des ventilateurs de la chambre. Lors d’une impression en PLA, ceux-ci tournent dès le début de l’impression et ce pour toute sa durée pour maintenir 20°C nominal. Bien qu’à vitesse réduite, ce bruit de ventilation constant est tout de même assez fort, c’est à prendre en compte si vous imprimez beaucoup en PLA. Pour les autres matières, ces ventilateurs ne tournent pour ainsi dire pratiquement jamais, rendant la machine plus silencieuse.

D’ailleurs si on pousse ces ventilateurs à 100% pour le fun, le bruit n’est pas tenable dans un bureau, même mon aspirateur est plus silencieux. Si vous êtes assis derrière la machine, vous n’aurez pas besoin de ventilateur cet été. Pour ceux qui connaissent, c’est un bruit similaire à un serveur lame qui démarre.
Blague à part, ce sont justement à l’origine des ventilateurs prévus pour des serveurs, donc conçus pour durer dans un environnement chaud. Heureusement, la CORE One n’a jamais besoin de pousser ses ventilateurs à pleine puissance, ils sont tellement puissants qu’ils tournent toujours au ralenti lorsque l’on a besoin d’eux.

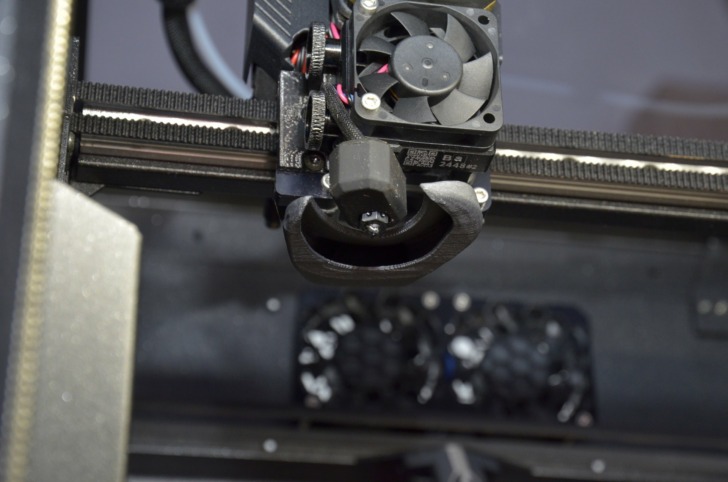
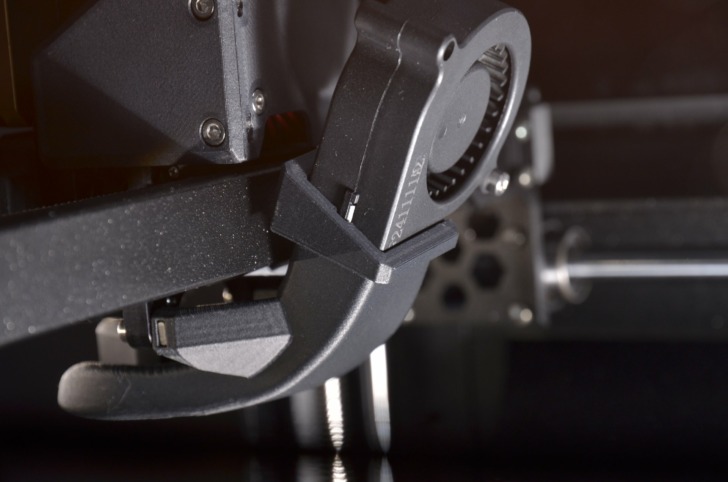
Tête d’impression Nextruder
On ne présente plus le Nextruder, Prusa Research capitalise sur cette brique technologique qui condense beaucoup de fonctions. Un large radiateur avec un ventilateur et une sonde de température qui lui est dédiée, une large roue dentée épaulée d’une moto-réduction planétaire 1:10, un capteur de filament, un bloc de chauffe avec une buse longue haut débit ne nécessitant pas de serrage à chaud et interdisant toute fuite possible. Et pour finir, sa fonction principale, le capteur de force qui permet de palper physiquement le plateau.
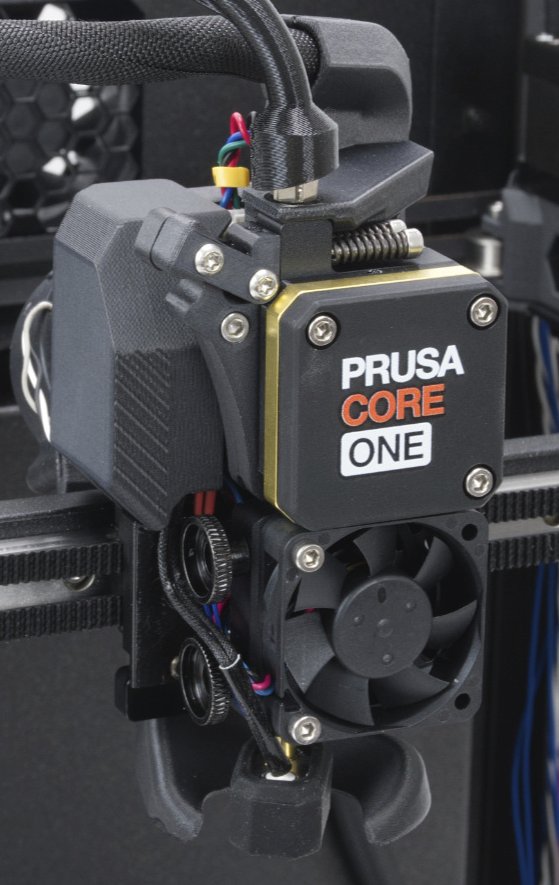
La CORE One hérite également de ventilation 360° développée pour la version S de la MK4. L’architecture CoreXY permet un placement beaucoup plus judicieux de ce ventilateur. Il est “caché” à l’arrière de la tête, rendant la buse complètement visible contrairement à son aînée.
Test technique avec la Prusa CORE One
Test de la chambre
L’enceinte de notre imprimante n’est pas chauffée mais régulée en température. C’est la dissipation thermique du plateau et de la buse qui apportent la chaleur nécessaire pour atteindre la température de consigne. Le volume à chauffer dans la chambre est très réduit grâce à l’optimisation apportée aux parois latérales, elles sont renfoncées vers l’intérieur de la machine.
Si l’on analyse un peu les spécifications des filaments techniques, on s’aperçoit que d’une manière générale, un filament qui a besoin d’une température de chambre élevée a aussi besoin d’une température élevée pour le plateau et la buse. Ceci combiné au faible volume à chauffer fait qu’il n’y a pas besoin d’un chauffage d’appoint pour atteindre la température voulue. Voilà encore une optimisation astucieuse.
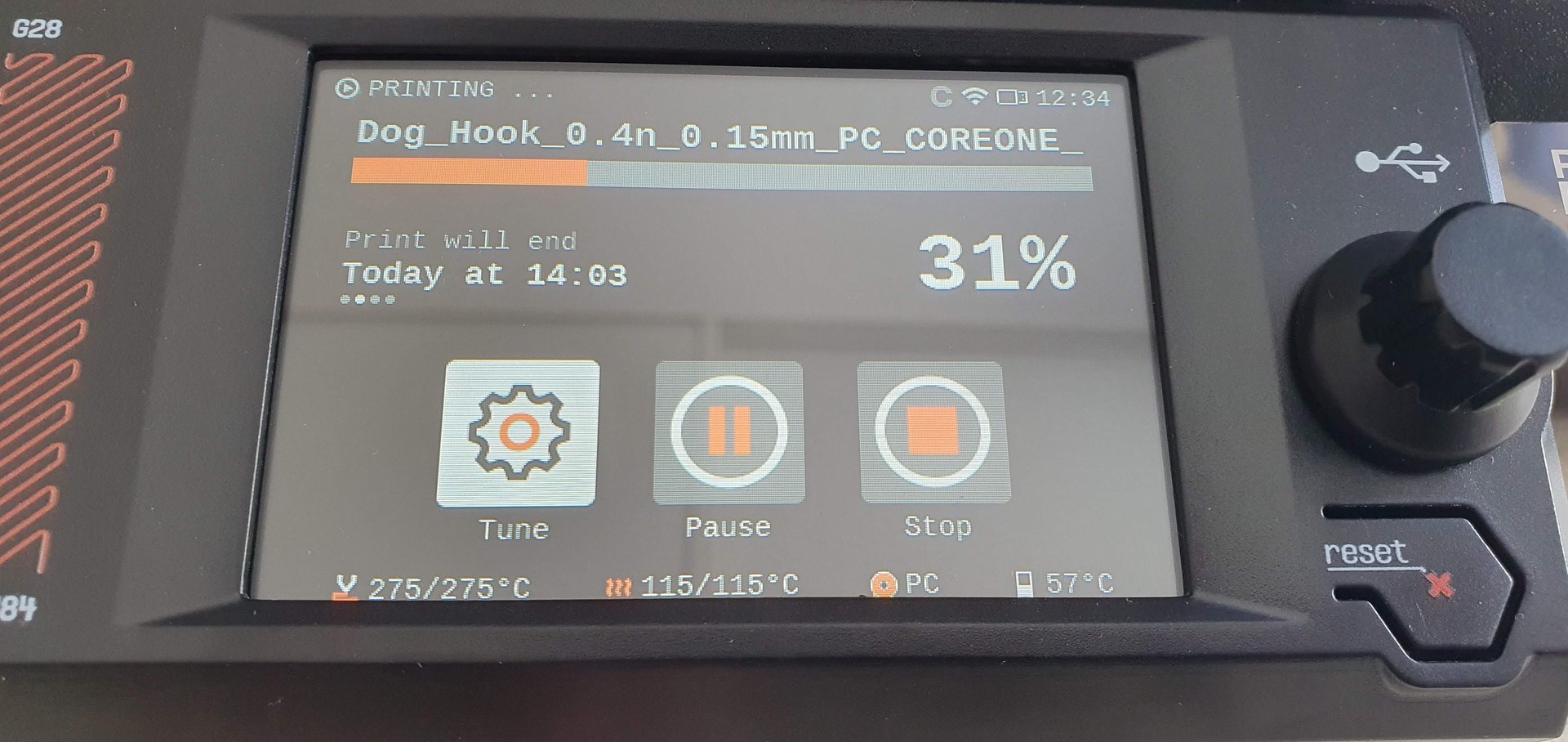
Les différents essais d’impression en ABS et ASA ont montré qu’en imprimant à 260°C pour la buse et 110°C pour le plateau, la CORE One peut sans problème atteindre les 53-54°C dans le caisson avec une température ambiante extérieure de 20°C. Un test avec du PC Blend montre qu’en imprimant à 275°C pour la buse et 115°C pour le plateau, elle peut même monter à 57°C avec une température ambiante de 19°C.
Attention cependant, ces températures ne sont atteintes qu’avec le plateau en position haute. Au fur et à mesure que le plateau descend, le volume à chauffer augmente et la température baisse.
Un avantage non négligeable d’utiliser ces astuces pour avoir une enceinte chaude sans la chauffer activement est la faible consommation d’énergie. Une impression ABS porte la consommation moyenne de la Prusa CORE One aux alentours de 140W, ce qui est somme toute assez peu.

Pour l’impression avec du PLA ou du PETG, il y a une petite grille à ouvrir au sommet de la machine. Cela permet d’imprimer ces matières en conservant la porte fermée. La machine nous prévient lorsqu’il faut fermer ou ouvrir cette grille car elle connait le type de filament qui a été chargé.
Test des dimensions maximales
Avec un format de 250 x 220 x 270 mm, la Prusa CORE One augmente le volume d’impression de près de 30% comparé à la MK4S. Même si l’on est habitué à ce que les machines de chez Prusa soient réellement capables d’imprimer le volume annoncé, on se doit de le vérifier.
Quelques tests de hauteur maximale : 27 cm.


Aucun problème, la qualité est constante sur toute la hauteur grâce au principe de l’architecture CoreXY.
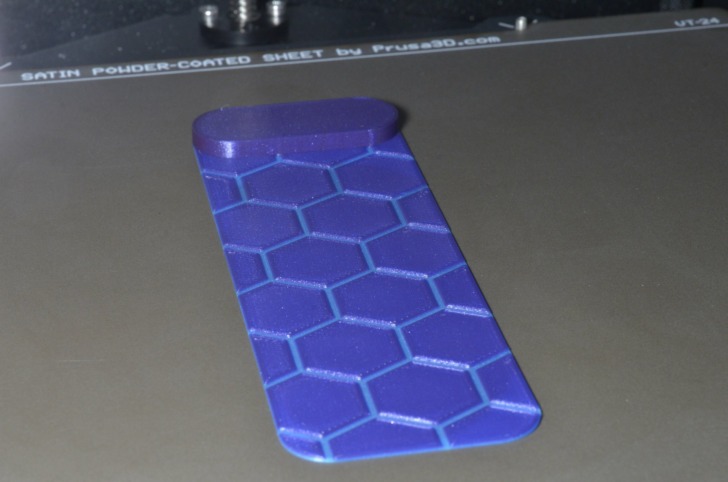
Maintenant le test XY max, soit 25 par 22 cm.
Surface validée mais il faut cependant souligner deux choses. La première est qu’il faut impérativement soigner le nettoyage des deux coins à l’avant, ceux qu’on utilise pour manipuler le plateau. En effet, il est pratiquement impossible d’enlever et remettre correctement le plateau en se limitant à la bande restante hors zone imprimable. D’autant plus que ces extrémités sont plus froides car ne reposant pas sur le plateau chauffant. C’est le revers d’avoir augmenté la dimension imprimable en Y de 10 mm.
Le second point concerne les plateaux flexibles eux-mêmes, en particulier les satinés/texturés hérités des précédentes MK3/MK4. Comme la zone imprimable s’est agrandie, on peut maintenant imprimer par dessus la sérigraphie. Malheureusement, cela laisse des traces sous les impressions. Ce problème n’existe pas avec le plateau lisse d’origine.

D’une manière générale, toutes les mesures prises sur les modèles de calibration, des simples cubes de 20 à 100 mm au vernier de perpendicularité X/Y, les résultats sont excellents. Entre +0.05 mm et +0.1 mm d’erreur sur la perpendicularité X/Y. Mention spéciale au cube de 25 mm de côté avec une erreur de -0.01 mm en Z et entre -0.02 mm et +0.04 mm pour X/Y. Avec les profils par défaut sans aucun étalonnage du filament, c’est plus qu’acceptable. Les tests de perpendicularité X/Z et Y/Z n’ont pas été réalisés.

Comparaison de qualité d’impression
Nous comparons ici la qualité d’impression d’un point de vue esthétique, sur les MK4S, XL et CORE One. Pour cela, nous avons modélisé une pièce “géométrique” pouvant montrer différentes facettes de chacune des imprimantes. De gauche à droite, nous avons la MK4S, la XL et la CORE One.
Premier lot imprimé avec du Prusament PLA Jet Black.
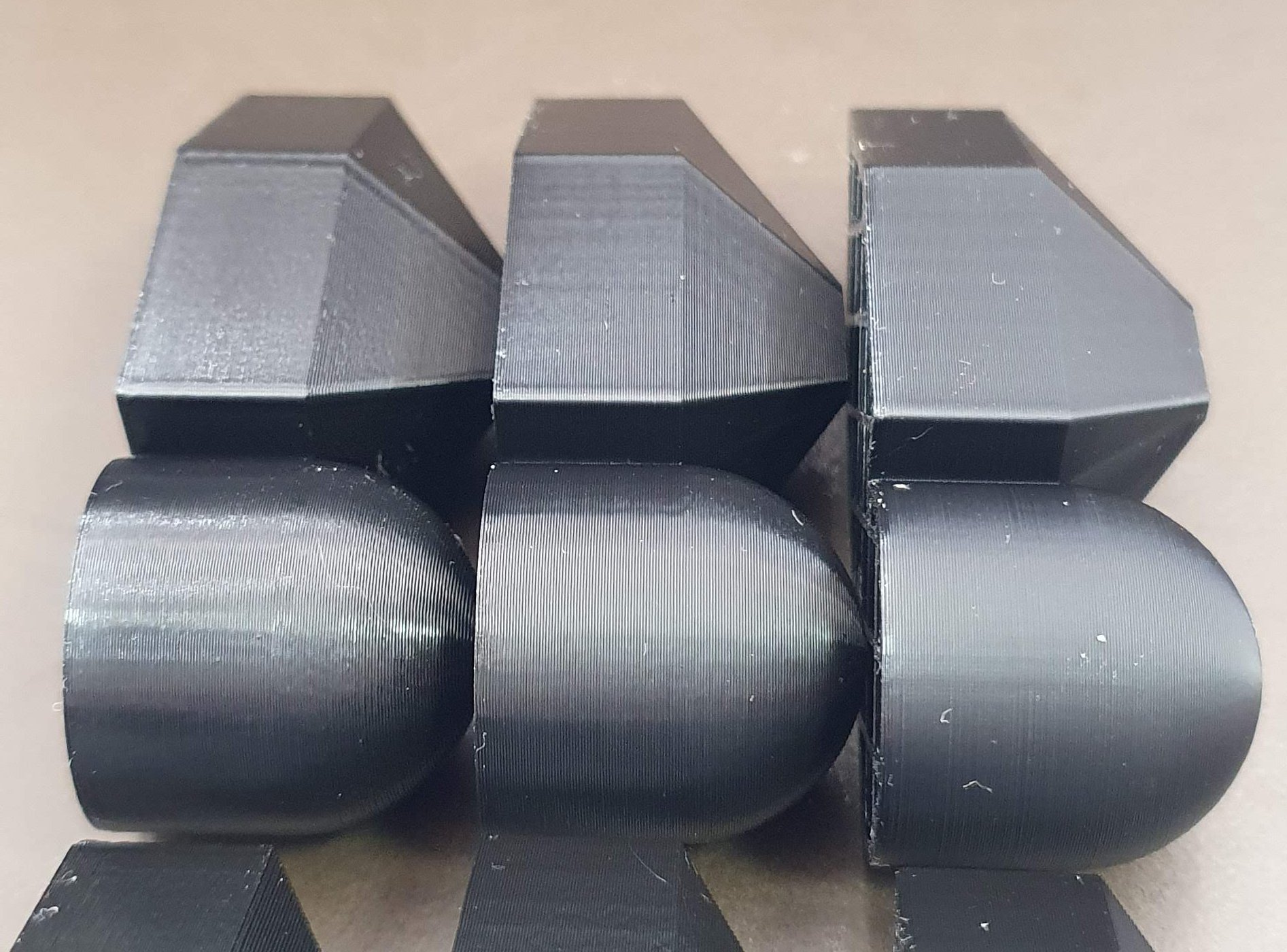
Pour ce second lot, nous avons utilisé du PETG noir de chez ArianePlast.
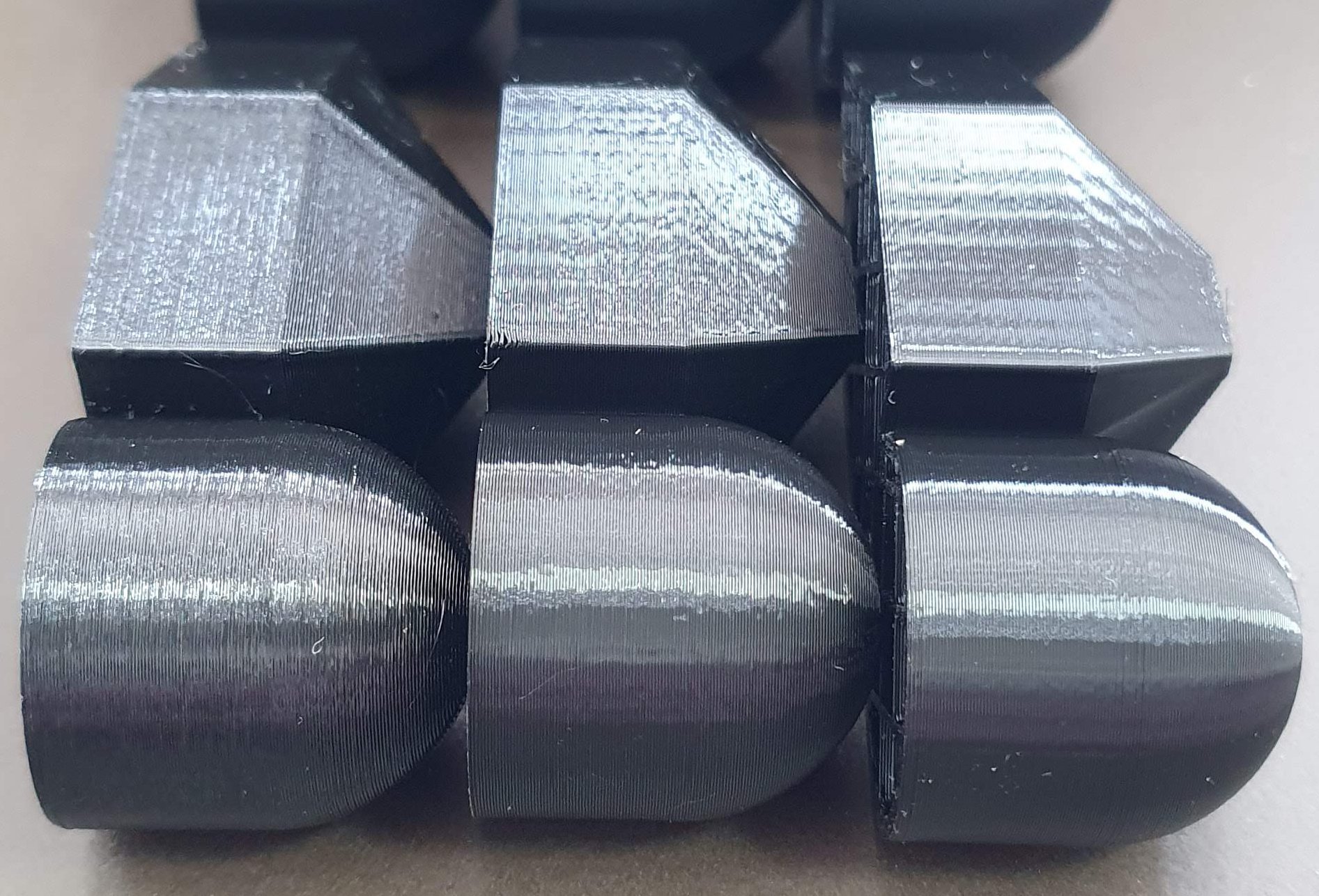
Précisons que nous avons cherché le jeu de lumière le plus défavorable afin d’accentuer les défauts. La MK4S qui produit des pièces d’une qualité plus qu’honorable montre une texture un peu plus rugueuse que les autres. La XL est plus homogène mais on commence à voir apparaitre des lignes verticales par rapport au sens d’impression.
C’est avec la CORE One que l’on obtient le rendu le plus lisse, vraiment très lisse. Malheureusement, ces lignes verticales sont très visibles sur le PETG et viennent gâcher le rendu. La pièce en PLA est tout simplement parfaite à l’œil nu et pourtant, il s’agit d’un PLA uni, sans artifice pour masquer les imperfections.
Interactions avec l’utilisateur
Bien que doté d’une interface claire et intuitive, il est assez peu nécessaire d’utiliser l’écran tactile grâce aux nombreuses automatisations simplifiant les tâches courantes. On ne l’utilise guère plus que pour lancer un préchauffage ou charger du filament, bien que là encore le capteur de filament simplifie cette procédure. Sa lisibilité est bonne, les informations affichées peuvent être personnalisées, la molette rend la navigation dans les sous-menus plus simple que le tactile mais c’est une question de goût.
Une action sur l’écran permet de remettre l’éclairage intérieur au maximum. C’est à peu près la fonction que j’utilise le plus, un coup de molette pour y voir clair dans la machine lorsque je passe devant. A savoir qu’il est possible de bloquer l’éclairage au maximum dans les réglages mais je préfère laisser les LEDs en veilleuse lorsque je ne suis pas devant. J’aurais aimé un bouton prévu à cet effet pour allumer ou éteindre complètement les éclairages de la machine d’un clic.
La porte est équipée d’un capteur. Par défaut, l’ouverture de la porte déclenche une mise en pause de la machine. C’est une fonction de sécurité certainement très rassurante pour beaucoup de monde mais assez pénible lorsqu’on a l’habitude de mettre les mains dans les imprimantes en fonctionnement ou que l’on veut voir précisément certains passages où les reflets dans la vitre nous gênent. Cette mise automatique en pause est heureusement désactivable. L’ouverture de la porte permet également d’allumer l’éclairage intérieur au maximum.
Problèmes rencontrés
Ce modèle de machine étant complètement nouveau d’un point de vue mécanique, il est pratiquement inévitable de tomber sur quelques défauts de jeunesse. Ce qu’il faut voir, c’est comment Prusa Research traite ces problèmes. Nous listons ci-dessous les problèmes rencontrés lors de notre test de plusieurs mois. En suivant de près les retours de la communauté, il semblerait que ce soient des problèmes “communs” aux premiers modèles parmi ceux qui sont connus.
Echec de calibration Y
Pour effectuer son “homing”, l’imprimante vient taper en butée sur la droite (X) puis sur l’avant (Y). Pour que le “homing” de l’axe Y puisse se faire de manière franche, les deux extrémités de l’axe X doivent toucher leur butée exactement en même temps. L’alignement peut être artificiellement corrigé en déséquilibrant la tension des courroies, ce qu’il ne faut pas faire. Notre modèle assemblé en usine présentait un défaut d’équerrage du portique de l’axe X qui était plus éloigné de 1 à 2 mm sur le côté droit, ce qui conduisait régulièrement à des échecs de calibration de l’axe Y.
Ce problème a été résolu en suivant une méthode non officielle, trouvée sur le forum communautaire de Prusa et présentée comme provenant du support. N’étant pas une réponse officielle de la part de Prusa, nous éviterons de la décrire ici. Le souci a toutefois disparu dès l’instant où l’équerrage fût corrigé et la tension des courroies parfaitement équilibrée. La machine fait dorénavant son “homing” de manière rapide et fiable.
Echec de nettoyage de la buse
Durant la procédure de démarrage des impressions, il y a une étape de nettoyage de la buse qui consiste à venir toucher le plateau à plusieurs reprises en se déplaçant légèrement, jusqu’à ce que le capteur de force considère que la buse est propre. Ce capteur est très sensible, un filament qui n’est pas très sec, un PETG ou un TPU qui file un peu sont facilement détectables. Néanmoins, un problème faisait que cette procédure partait en échec pratiquement à chaque impression, malgré une buse parfaitement propre et ceci même sans filament chargé.
Ce problème a été résolu par une mise à jour du firmware et les deux seules fois où il est réapparu depuis, la buse était effectivement sale.
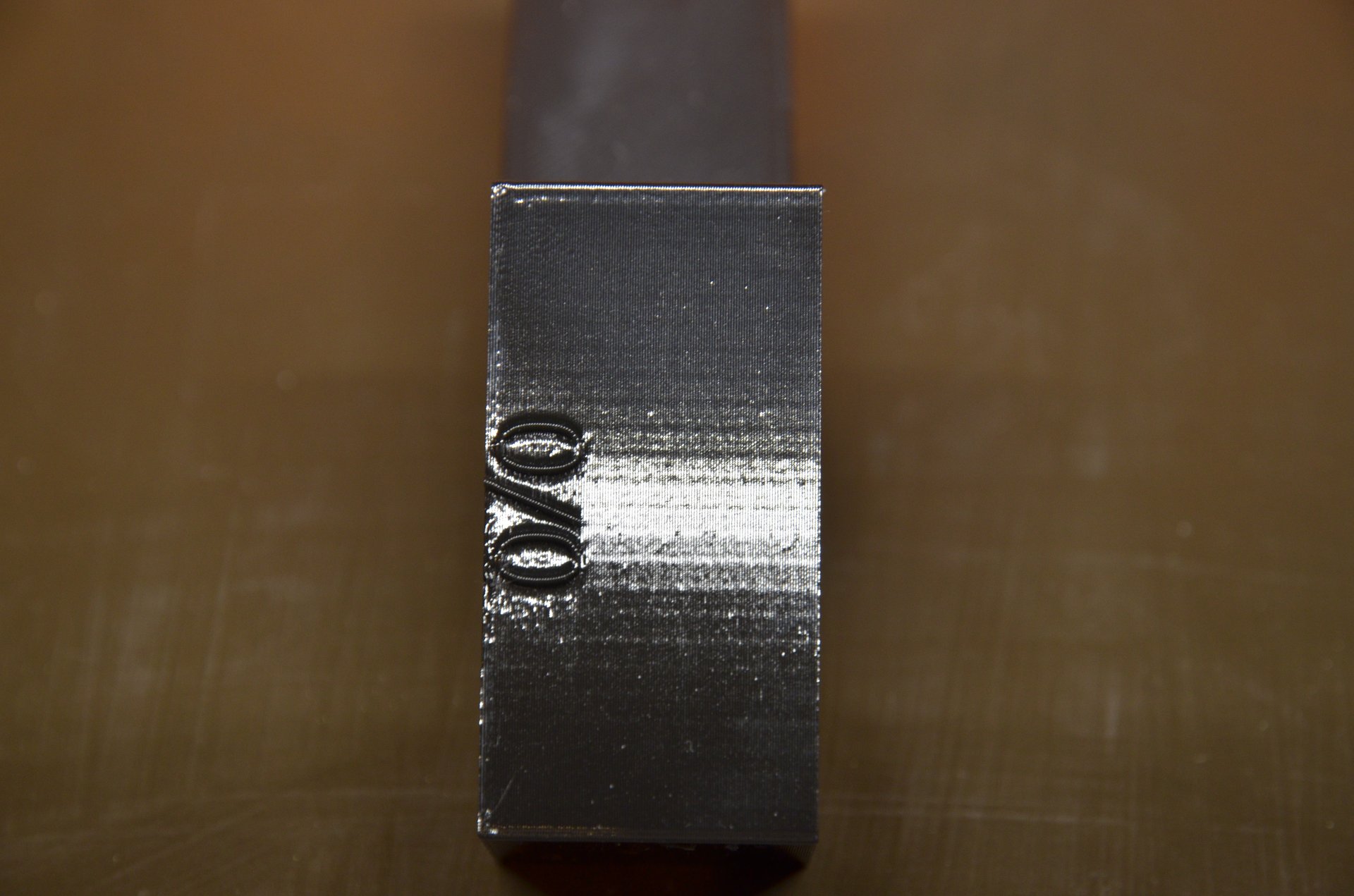
VFAs
Ce sujet, déjà abordé dans le chapitre “Comparaison de qualité d’impression”, pourrait mériter tout un article à lui seul. Néanmoins, dans le cadre du test de la Prusa CORE One, nous allons nous limiter à des essais comparatifs plus poussés ici même.
Afin de bien saisir la portée du problème et à défaut de pouvoir le solutionner dans l’immédiat, de (très) nombreuses impressions comparatives ont été effectuées sur les MK4S, XL et CORE One.

Il s’avère que le problème des VFAs est impossible à distinguer sur la MK4S mais est perceptible sur la XL mais nous ne l’avions étonnamment pas remarqué lors de son test. L’état de surface produit par la MK4S est un flou similaire à la fonction “fuzzy skin” alors que la XL présente une meilleure régularité des couches et on distingue les fines bandes verticales.
La CORE One, quant à elle, produit un état de surface très homogène avec une excellente régularité des couches. Cette précision “miroir”, combinée à l’utilisation de PETG noir dont la brillance et la couleur accentuent la déformation optique, rendent ce phénomène particulièrement visible.
Un test intéressant a été d’utiliser la fonction “fuzzy skin” sur la CORE One pour se rapprocher du rendu de la MK4S et ainsi masquer les VFAs. Il a fallu faire quelques essais pour trouver un compromis sur les paramètres qui fonctionnent, sans rallonger le temps d’impression et sans trop dégrader la qualité. Ca peut dépanner, bien qu’il soit préférable que Prusa corrige ce problème à la source.

Il n’y a pour le moment aucune communication officielle de la part de Prusa à ce sujet. On espère que l’arrivée du “Phase Stepping” améliorera cet aspect, sans grande conviction. En effet, la Prusa XL intègre déjà cette fonction et présente tout de même ce type de défaut, bien que moins visible.
Après une rapide recherche, il semblerait d’ailleurs que ce type de VFAs soit inhérent à l’architecture CoreXY à courroies, non limité aux machines de Prusa. Il est plus ou moins visible selon les machines ou les conditions d’impression, notamment de vitesse.
Conclusion des problèmes rencontrés
Sur l’ensemble des problèmes gênants rencontrés, tous ont été résolus à l’exception des VFAs. Nous disions en début de chapitre que l’important n’était pas les problèmes eux-mêmes mais comment Prusa Research les traite. Force est de constater que bien que l’on devine que ces problèmes soient bien connus des utilisateurs et qu’ils soient probablement en cours de traitement, il n’y a aucune communication officielle de la part de l’entreprise.
Les premiers modèles sont livrés depuis plusieurs mois maintenant et même si des solutions existent déjà pour certains des problèmes mentionnés, les personnes qui subissent ces désagréments doivent passer par le support ou comme nous l’avons fait, fouiller sur le forum et le GitHub de Prusa afin de les trouver. On aurait aimé que la marque communique officiellement sur ces défauts connus et propose les solutions de dépannage connues dans leur FAQ par exemple, ou à minima confirme être en train d’y travailler.
Le plus grand forum francophone de l'impression 3DD’autres impressions avec la Prusa CORE One
PLA
Avec ce Hulk de 27 cm de hauteur, on exploite l’intégralité du volume d’impression.
0.15 mm de hauteur de couche, environ 17 h d’impression porte close.

Il n’en a pas l’air comme ça mais il est imposant, mieux vaut ne pas l’énerver…

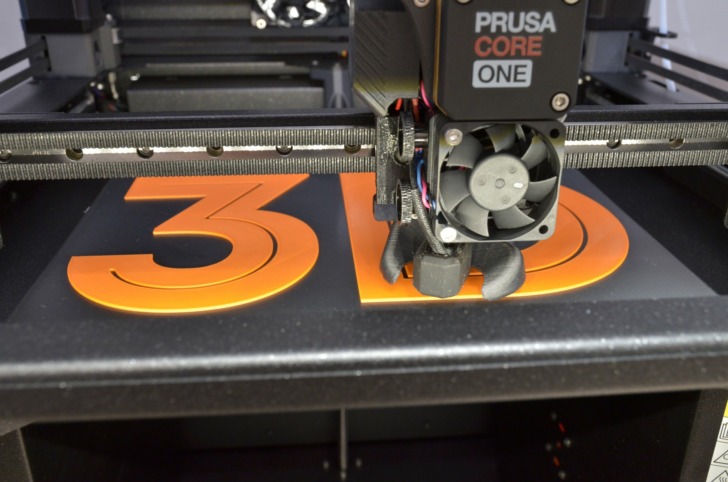
Nous avons imprimé de nombreux objets en PLA, dont le logo du site exploitant la surface maximale, un marque-page et un outil pour démonter les rivets de la CORE One.


TPU 95A
Les quelques impressions en TPU eSun 95A n’ont pas révélé de problème particulier. Etonnamment, le filament s’enfile bien dans le tube PTFE et passe facilement les deux capteurs de filament. Ci-dessous, un petit exemple avec un bouchon pour un tube rectangulaire.

PETG
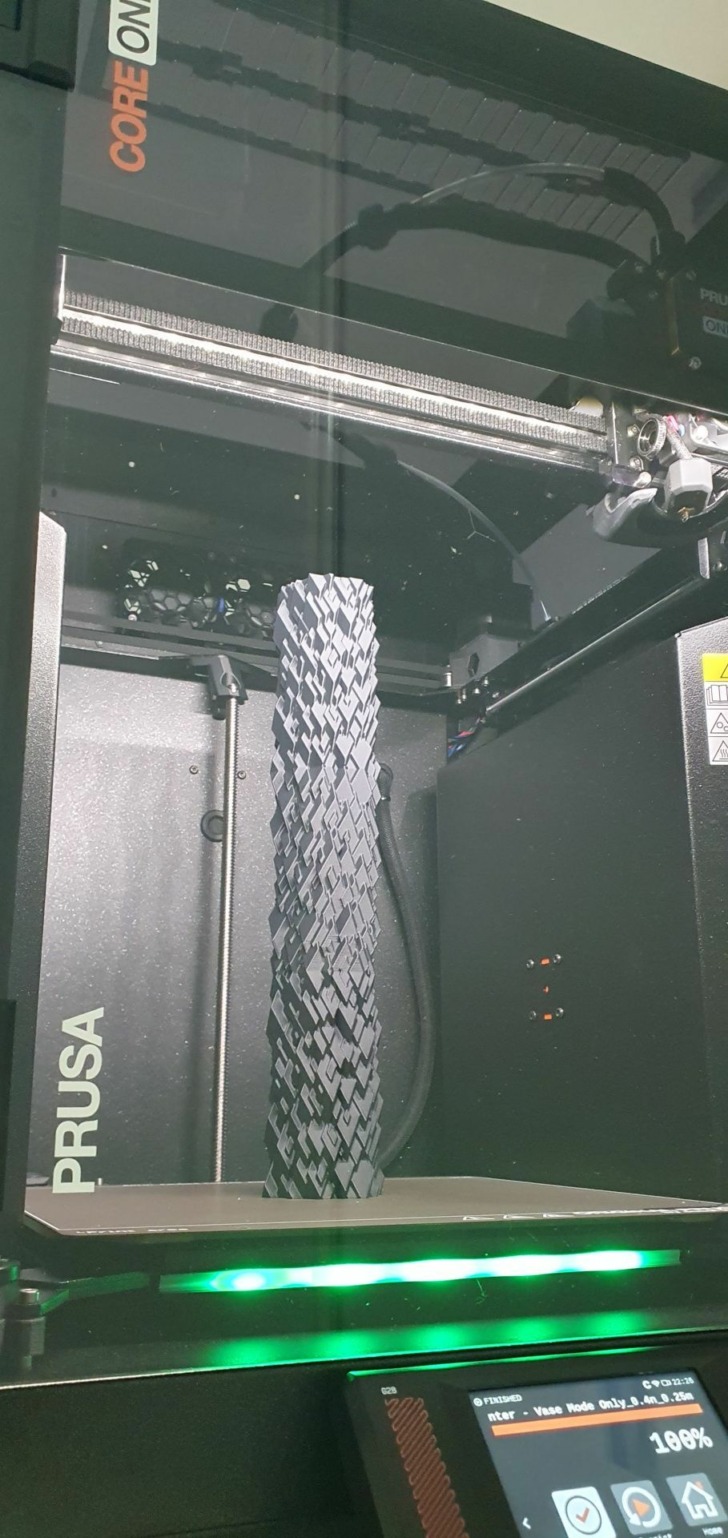
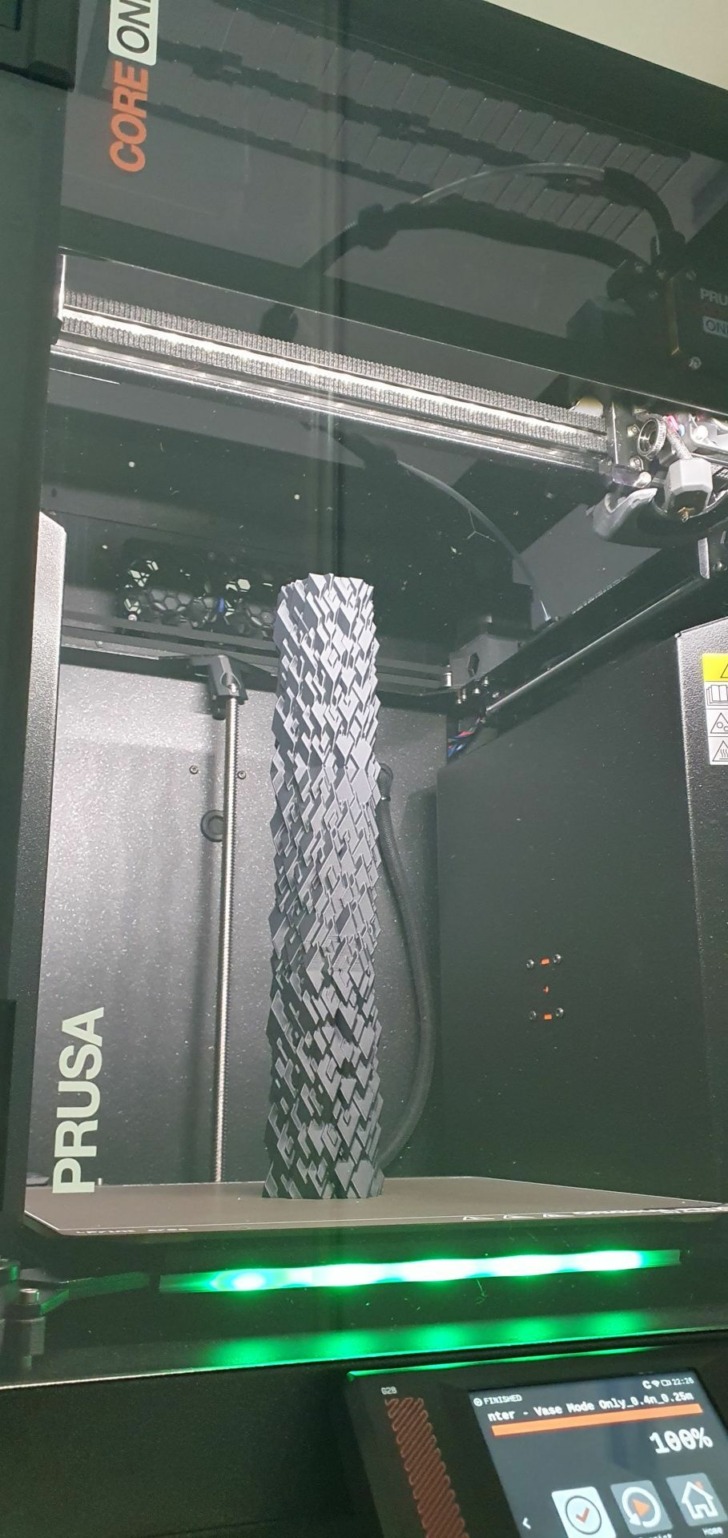
Ce vase qui n’est pas imprimé en mode vase a permis de tester la hauteur maximale et aussi la ventilation grâce aux centaines de bridges. Les fleurs sont également imprimées en 3D, mais pas sur la CORE One.
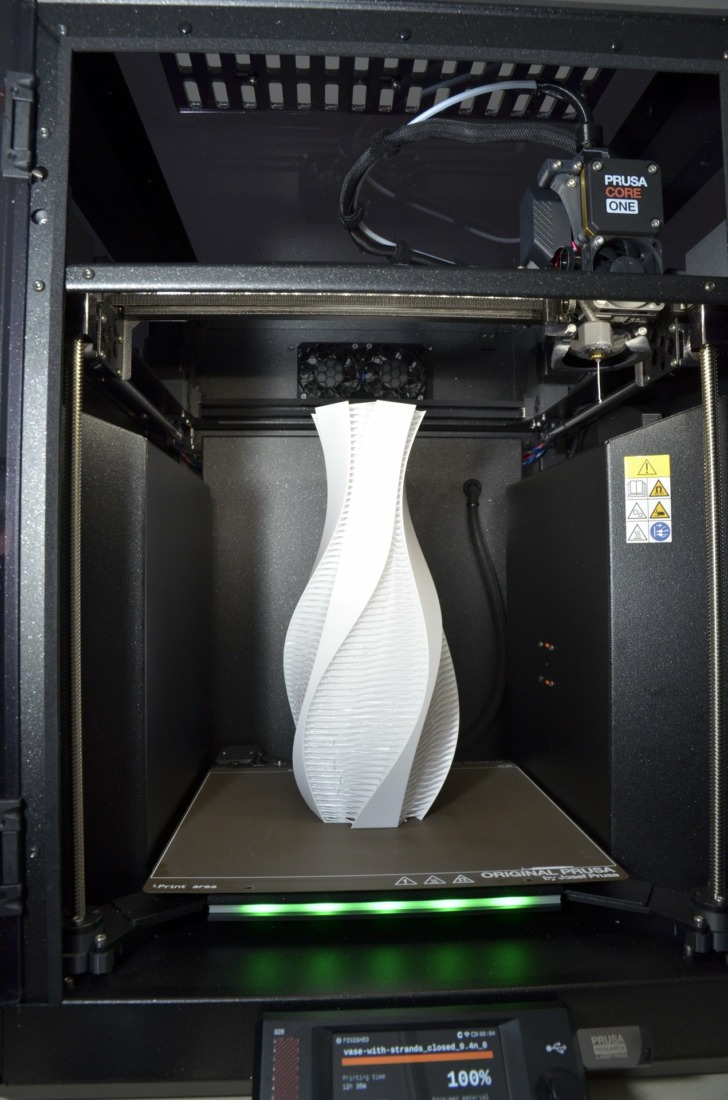

Ici encore, nous avons imprimé pas mal d’objets en PETG dont voici quelques échantillons.


ASA
Encore un test de hauteur maximale (décidément), mais en ASA, cela devient déjà plus intéressant. Cette pièce de test a une excellente adhésion inter-couche. Aucun décollement, aucune fracture à déplorer.

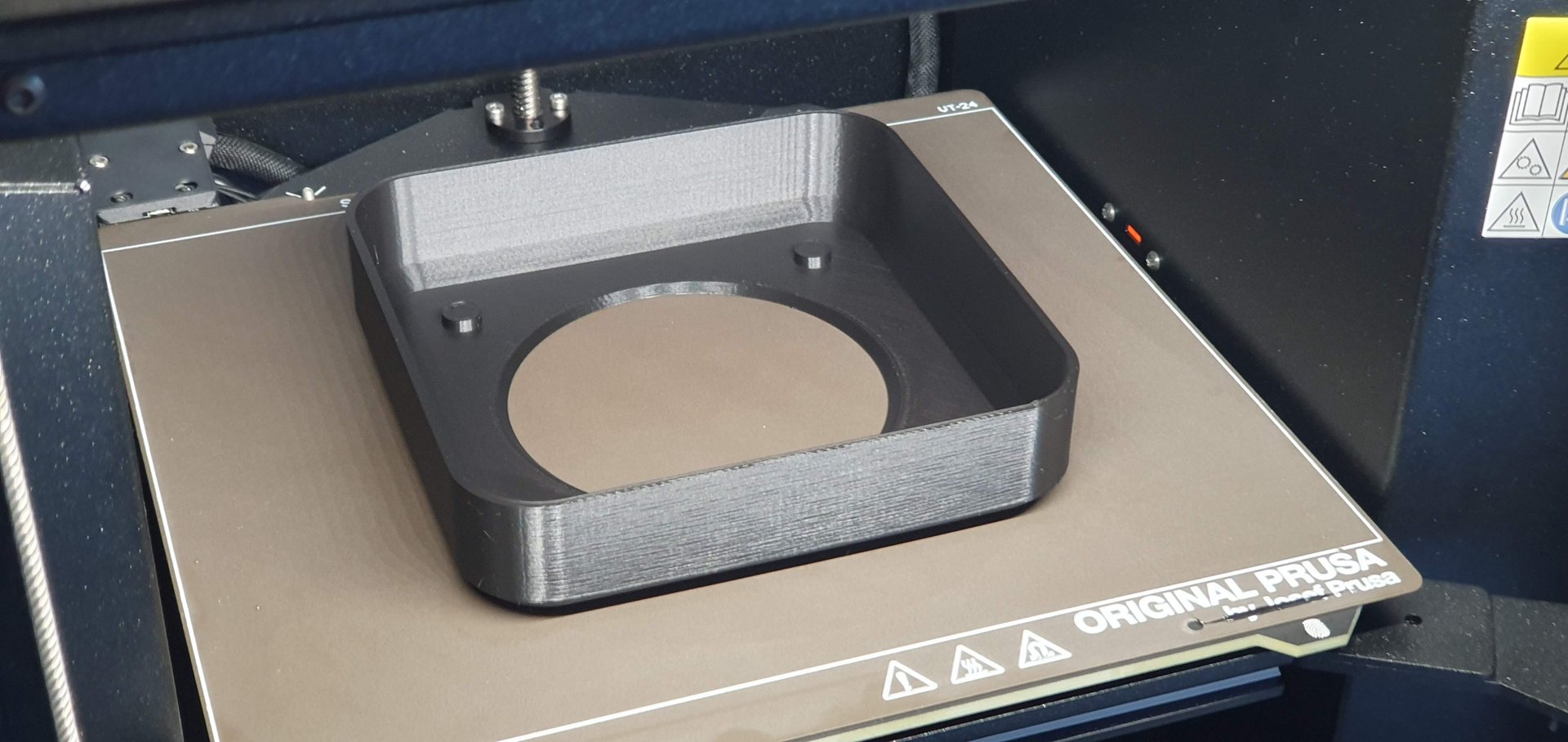
Les quelques pièces en ASA et ABS que nous avons imprimées n’ont posé aucun problème. Grâce à l’enceinte chaude, ça passe tout seul. Ici un capot pour un pied de parasol.
PC Blend
Un petit crochet pour une amie, afin d’y accrocher la laisse du chien. Toujours pas cassé à ce jour.
PC-ABS
Quelques pièces détachées pour la Prusa XL. Il n’y avait aucune nécessitée d’utiliser du PC-ABS ici mais c’était l’occasion de mettre la CORE One à l’épreuve de ce filament que je n’avais jamais pu utiliser correctement. Vraiment très content du résultat, même si l’accroche sur le PEI satiné sans colle est limite.

PC-CF
Probablement le plus facile à imprimer des PC, le PC-CF (chargé en fibre de carbone). Le rendu est excellent, avec une texture poudrée. Ici, des capuchons de roulement pour fauteuil roulant et un boitier pour un montage électronique destiné à se retrouver dans un compartiment moteur. Ce filament étant abrasif, une buse ObXidian a été utilisée pour ces jobs.

Nylon PA12
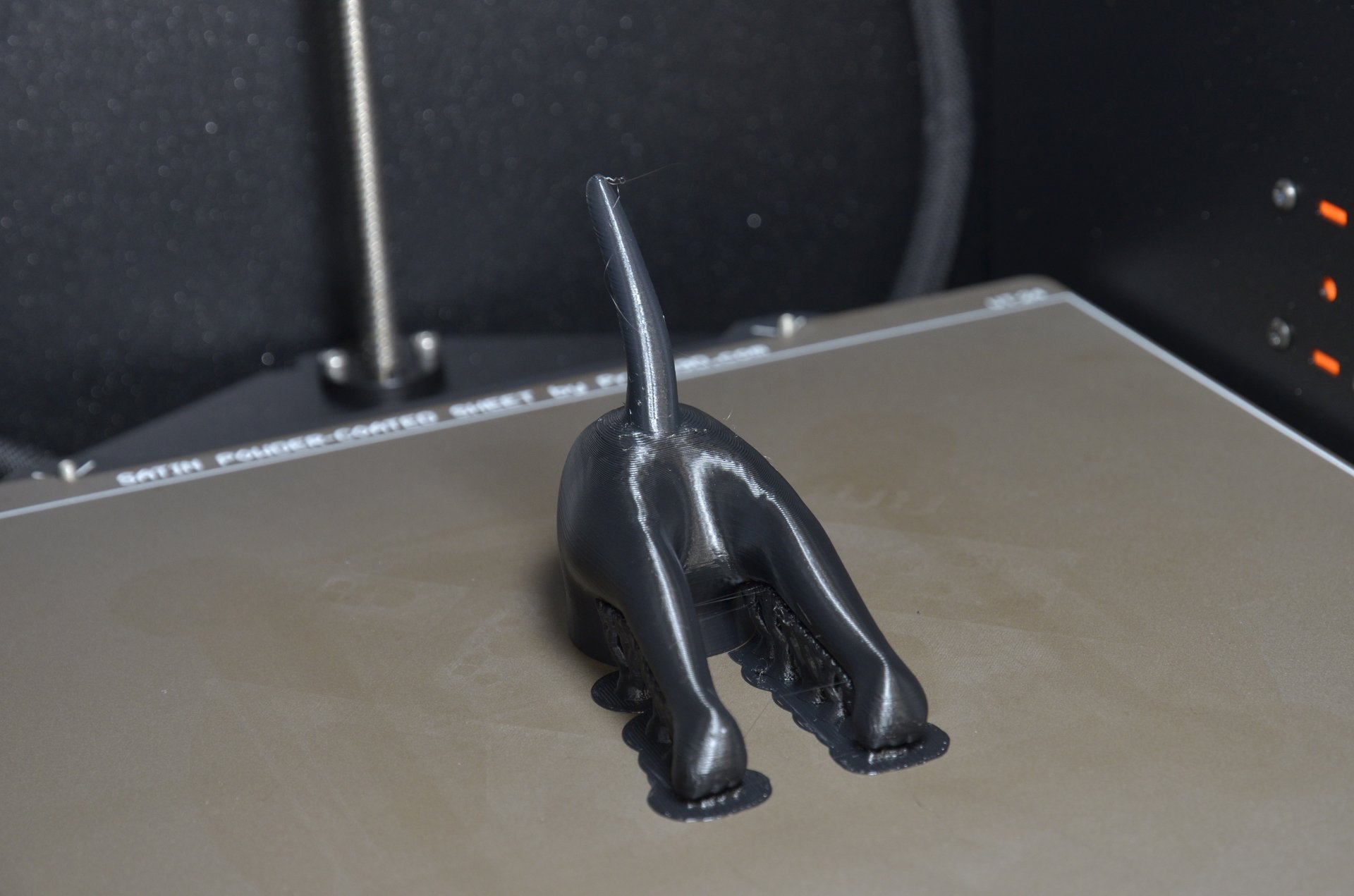
Faute d’avoir un plateau spécialement adapté pour le Nylon, les quelques tentatives d’impression ont échouées par décrochage des pièces, testé avec le plateau satiné aidé de Magigoo.
Comparer les prix de la Prusa CORE OneEt la Prusa MK4S ?
Ayant pu comparer côte à côte la Prusa CORE One et la Prusa MK4S, il en ressort beaucoup de positif sur la CORE One, mais aussi quelques avantages au profit de la Prusa MK4S. Cette dernière est plus silencieuse, plus légère, plus accessible, plus rapide à démarrer et ne montre pas de VFAs sur les filaments brillants.
Si vous n’avez pas besoin du volume supérieur ni de l’enceinte close, la Prusa MK4S est une formidable machine et reste un compagnon de travail très agréable à utiliser. A ce jour, je l’utilise toujours pour les impressions en PETG, pour lesquelles le rendu esthétique me plait plus.
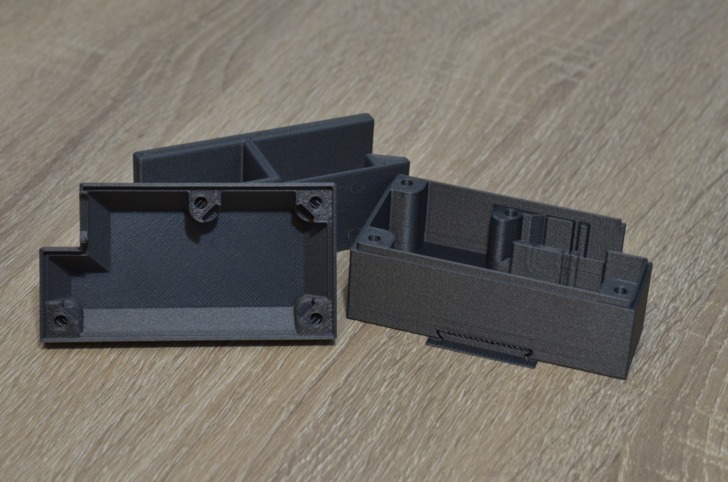
Kit de conversion Prusa MK4S vers Prusa CORE One
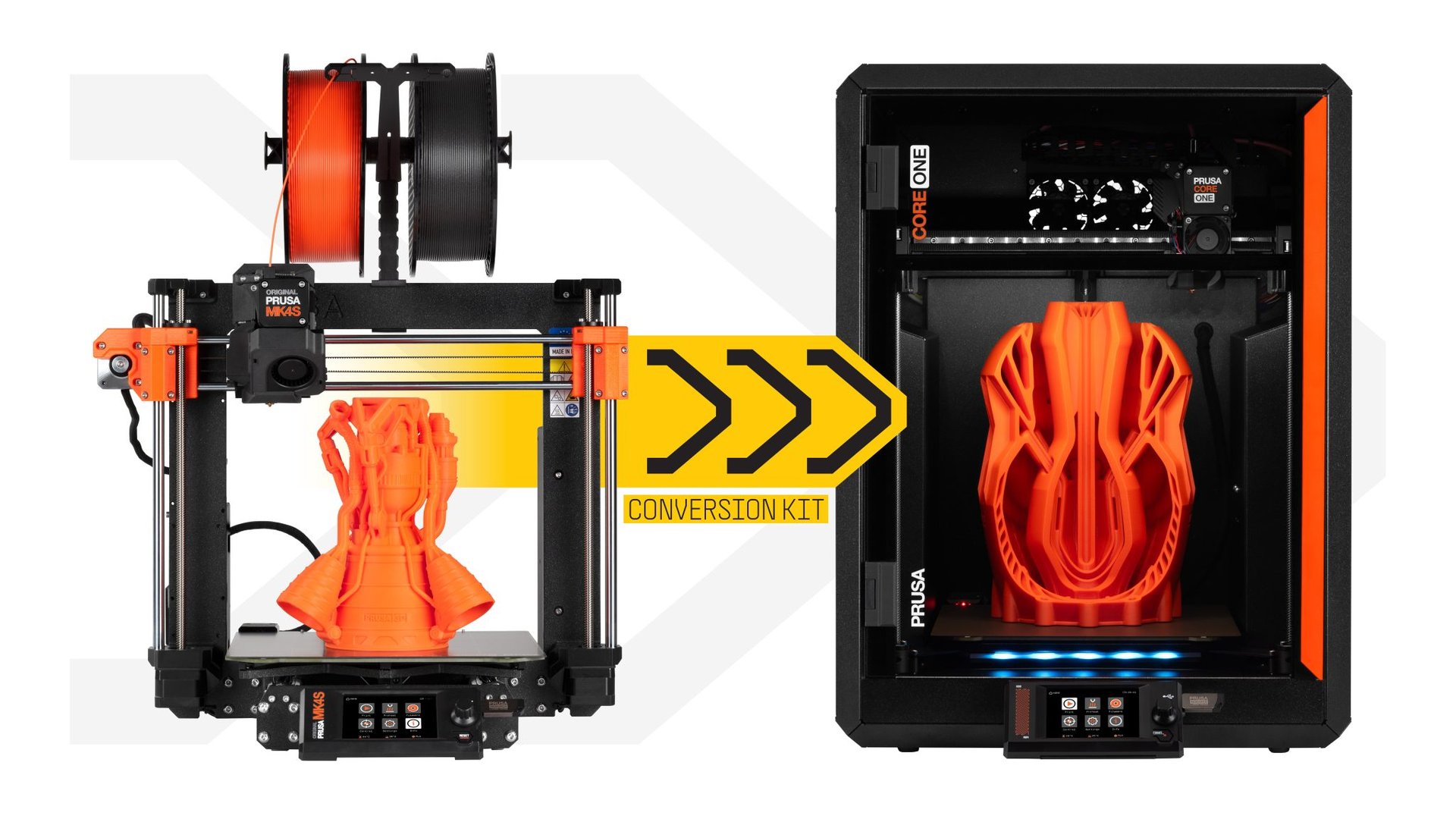
Ce n’est pas une upgrade pour la CORE One mais bien pour la MK4S, il est assez notable pour en parler dans ce test. Si vous possédez une MK4S et que vous êtes convaincu que la CORE One est faite pour vous, vous pouvez opter pour le kit de conversion au lieu de racheter une machine complète.
Acheter un kit upgrade Prusa MK4S vers CORE One
Accessoires et upgrades
Buses renforcées
La Prusa CORE One étant livrée d’origine avec une buse haut débit mais en laiton, il sera nécessaire d’investir dans une buse renforcée pour pouvoir imprimer avec des filaments chargés en fibres, comme par exemple le PCCF. Il existe plusieurs types de buses renforcées, plaquées au nickel, ObXidian, High Flow ou non. Il est aussi possible d’utiliser l’adaptateur V6 afin de s’ouvrir tout le marché de buses compatibles.

Système de filtration avancé

Le système de filtration avancé s’intègre à l’arrière de l’imprimante. Un filtre HEPA associé à un ventilateur radial haute pression piloté par le firmware permettent de réduire l’émission de particules fines et les odeurs. Accessoire indispensable lors de l’impression d’ABS ou d’ASA par exemple.
Caméra

Accessoire en option, la Prusa Buddy3D Camera pour la CORE One s’intègre dans un coin de la machine. Elle est prévue pour fonctionner avec une température ambiante jusqu’à 65°C ainsi que dans le noir total grâce à son éclairage infra-rouge intégré. Elle se branche sur l’imprimante via le port USB type C dédié mais reste indépendante, elle se connecte en Wifi et est uniquement compatible avec PrusaConnect ainsi que l’application mobile de Prusa.
Accéléromètre

L’accéléromètre en option permet de calibrer l’Input Shaper pourannuler les vibrations de la machine lors des accélérations / décélérations, avec pour effet direct de permettre des impressions plus rapides à qualité équivalente.
L’accéléromètre devrait également bientôt permettre de calibrer le Phase Stepping, technologie héritée de la XL permettant de réduire les vibrations des moteurs eux-mêmes. “Devrait” car à l’heure de ces lignes, la fonction n’est pas encore disponible dans le firmware. Cette technologie peut aider à réduire les VFAs.
Il n’est pas nécessaire d’effectuer ces calibrations avec une machine d’origine mais cela peut s’avérer utile si vous modifiez votre tête d’impression.
GPIO Hackerboard

Il s’agit d’une autre carte optionnelle comportant un connecteur jack qui permet par exemple de déclencher des prises de vue avec un appareil photo, mais aussi des entrées / sorties génériques. Tout cela interfacé directement avec du G-Code. Les possibilités sont diverses : contrôler des éclairages, des ventilateurs, un chauffage d’appoint… Il est aussi possible d’injecter des macros stockées sur la clé USB en cours d’impression ou simplement d’exécuter une séquence de préparation… Certains imaginent déjà une ouverture automatique motorisée de la trappe supérieure en fonction du type de filament. Le tout sans écrire une seule ligne de code dans le firmware de l’imprimante.
Du multi-couleurs avec le MMU3
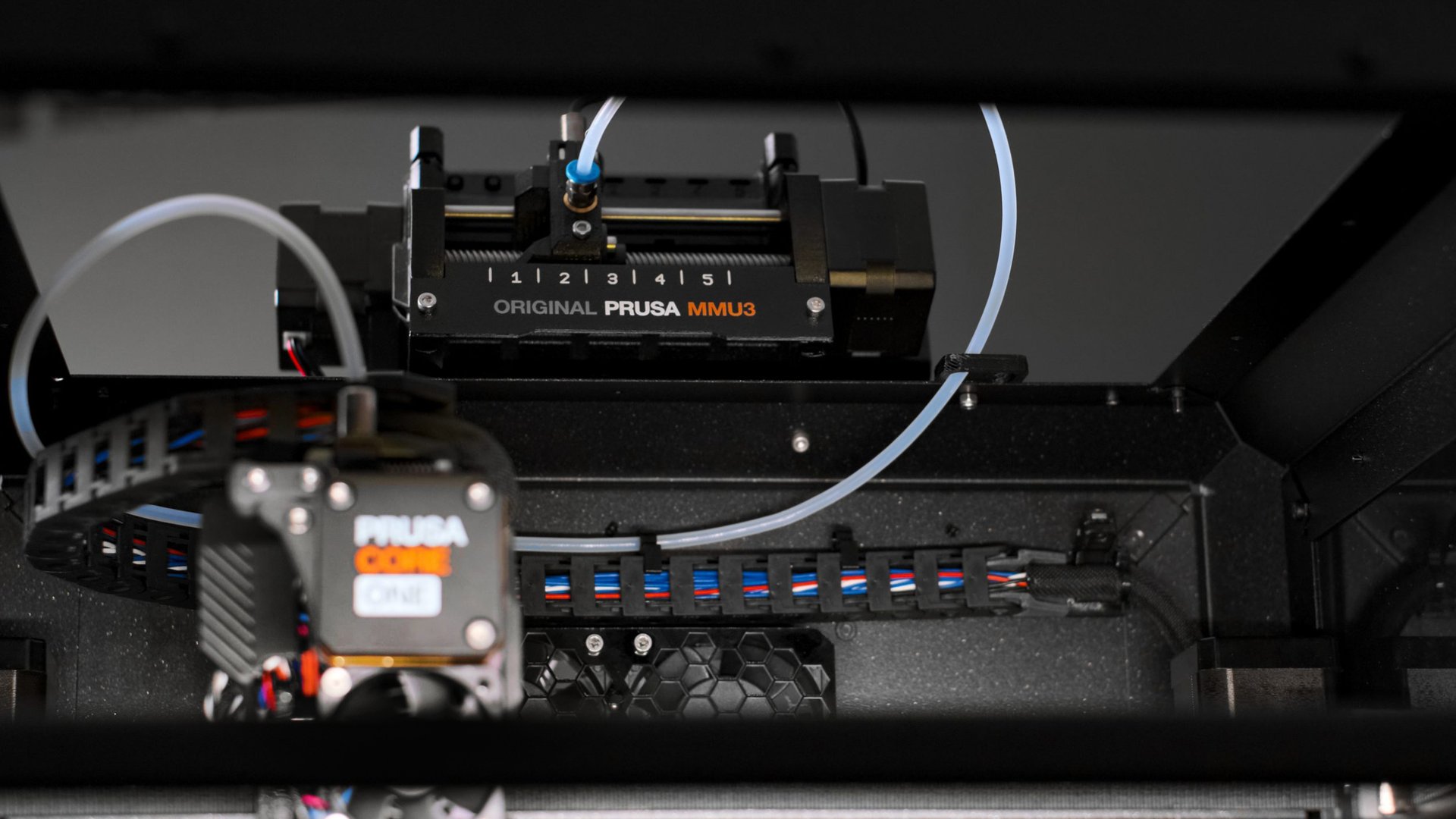
Il s’agit de l’upgrade multi-couleur de chez Prusa Research qui peut aujourd’hui équiper les MK3S, MK3S+, MK3.5, MK3.9, MK4 et MK4S. La compatibilité avec la CORE One a été annoncée dès le départ mais n’est pas encore disponible à l’heure de publication de ce test. Plus exactement, son firmware est déjà compatible, seul le kit ou les instructions d’upgrade ne sont pas encore disponibles. Le MMU3 permet d’utiliser de manière automatique jusqu’à cinq bobines de filament avec une seule tête d’impression et de créer ainsi des objets colorés. Pour en savoir plus, vous pouvez aller lire le test du MMU3 appliqué à la MK4.
A qui s’adresse la Prusa CORE One ?
La Prusa CORE One se veut simple d’utilisation et peut imprimer tous type de filaments, y compris techniques grâce à son enceinte close. Cette forme cubique fermée combinée à l’arrêt automatique sur ouverture de la porte est idéale pour les écoles ou les FabLab et la met à la portée du néophyte. Elle est donc adaptée à tous les usages, du débutant au professionnel.
Notes et conclusion
Qualité d'impression - 9.5
Fiabilité - 9
Ecosystème - 9.5
Utilisation - 9
Rapport qualité / prix - 8
9
/10
- Première couche parfaite
- Simple d'utilisation
- Click-to-Print LAN / WiFi / Cloud
- Chambre fermée à température régulée
- Econome en énergie
- Réutilisation des plateaux et buses de la MK4S
- VFAs prononcés
- Encore des défauts de jeunesse
- Bruyante