rambowot
-
Compteur de contenus
21 -
Inscrit(e) le
-
Dernière visite
Visiteurs récents du profil
524 visualisations du profil

Récompenses de rambowot
")





-
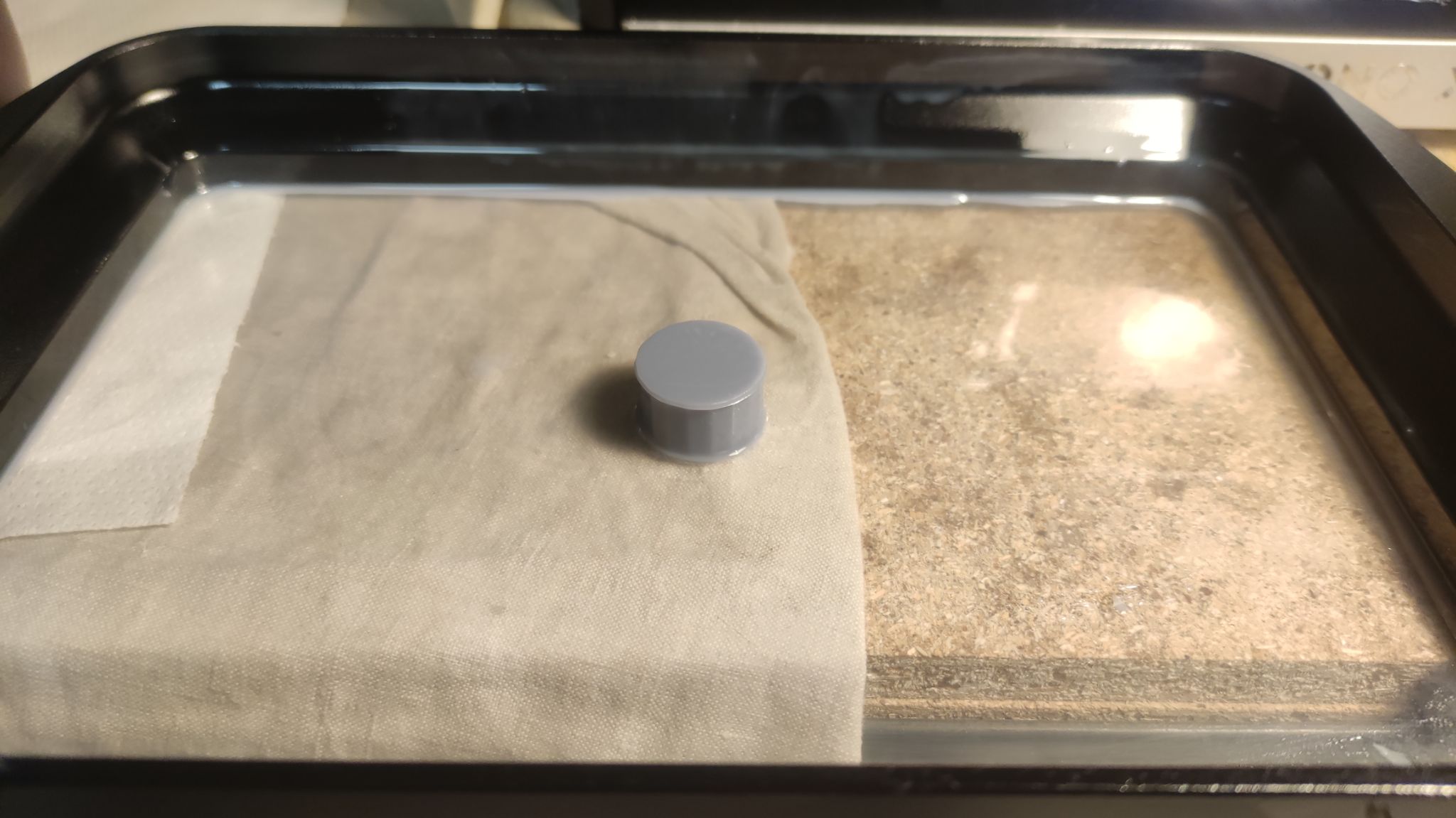
Salut denisdefrance. Bon t'inquiètes pas, au début je pensais que la machine était défectueuse... Alors qu'en fait pas du tout. J'avais le même problème que toi. Tu dois savoir que le FEP induit des phénomènes de succion plus ou moins importants suivant le volume de l'objet à imprimer. Plus il est volumineux, et plus tes supports doivent être costauds. Je pense que c'est la raison pour laquelle tu n'arrives pas à imprimer au delà de quelques millimètres. En fait, dès que tu dépasses tes supports sur les premières couches de l'objet, Celui ci exerce une force inverse lors du décollage du FEP , et si tes supports ne sont pas assez costauds, ben ça se fait la malle, c'est aussi simple. Tu apprendras par tes echecs, et lorsque ça fonctionnera, ce sera juste magique. D'origine, anycubic ne tend pas beaucoup son FEP à mon goût, lorsque tu le remplaceras, essais de le tendre à fond, le phonomène de succion sera d'autant plus réduit et tes impressions plus faciles à réussir. Ne te décourage pas et n'hésites pas à nous poser des questions.
-
Salut Sethy et bienvenue. Je n'ai pas testé la résine Esun, mais les résines standard se valent à peu près. Pour des pièces solides, il faut se tourner vers des résines techniques style Syraya Tech blu ou BASF. Elles sont nettement plus chères, j'ai testé la Syraya Tech, c'est pas mal, j'ai fait de petites clé de manoeuvrage avec un corps d'un diamètre 3 mm seulement, ça tient, même avec si peu de matière, mais évidemment on pouvait le casser au doigt ! La BASF doit être plus costaud, mais le prix est . Si ta pièce a suffisamment de matière, ça doit faire l'affaire, mais tu devras peut être déchanter, tout dépend de ce que tu demandes comme résistance. Mais bon, on va pas se mentir, les imprimantes résines ne sont pas faites pour des pièces finies et costauds, plutôt du prototypage malheureusement …
-
Salut Calypso. Perso j'ai jamais essayé de résine lavable à l'eau, mais si ça fonctionne ce doit être génial, car l'isopropanol coute un bras quand même, en plus de tout le reste. Si tu prends le wash & cure, prend le dernier modèle XXL de chez anycubic, il est mieux adapté à la mono X qui est plutôt big. Pour ce qui est du matos, songe surtout à des feuilles de rechange FEP, et n'attend pas trop pour les changer, ce serait dommage de bousiller l'écran qui n'est pas donné … Perso, j'ai du acheter ces derniers jours un roulement linéaire pour la mienne, donc faites très attention, ce truc réclame de l'entretien, il y a un connecteur pour lubrifier l'intérieur, et je ne l'ai pas utilisé, résultat: roulements HS et séries de lignes sur mes impressions . Sinon c'est à peu près tout, prévois des gants et des filtres jetables pour recycler la résine du bac. Si je pense à autre chose je reposterais.
-
Salut Vinny gi. J'avais répondu à ton message mais je vois qu'il n'est pas paru, donc je recommence. Une chose super importante qui n'est pas du tout mentionnée (ou à peine) dans les forums (anglais ou français), c'est la tension du FEP; le FEP doit être tendu à bloc, vraiment à bloc, c'est ce que j'ai finalement découvert après de multiples réglages. J'ai aussi essayé le PTFE, ça a l'air de fonctionner mais le fait d'employer du téflon au contact de la résine me laisse perplexe, quant on connait les propriétés du téflon, ça reste très hasardeux … En tout cas depuis que je tend le FEP au taquet, je n'ai plus de problèmes. La température de la pièce ou tu imprimes est aussi un facteur important, la résine apprécie la chaleur, contrairement au FDM . En espérant t'avoir aidé.
-
Oh la galère... Je viens justement de commander une protection d'ipad pour mon écran, apparemment ce qui t'est arrivé est très courant. Tu trouveras un écran sur Aliexpress, sinon essaie de faire fonctionner le SAV d'Anycubic, certains y sont arrivés, mais ont du attendre pas mal...
-
Les débuts sont très déconcertants oui, je pensais même que ma machine était défectueuse. Autre chose aussi que je vais tenter: utiliser une autre résine, perso j'ai l'Anycubic de base, et les gars disent que c'est de la daube, ils conseillent tous la Syria tech, du coup j'en ai pris 2 litres d'Europe, mais c'est pas le même prix. Cela dit, si tous les prints réussissent et qu'on est pas obligé de mettre des supports de fous, pourquoi pas ! Oui le tapis chauffant me plait bien aussi, ça me coute une blinde de chauffer mon abris de jardin H24
-
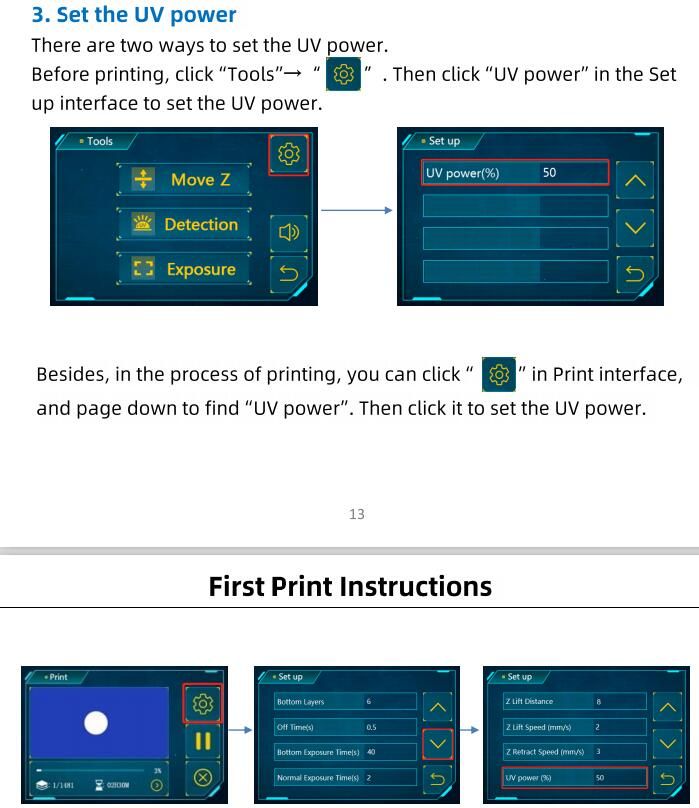
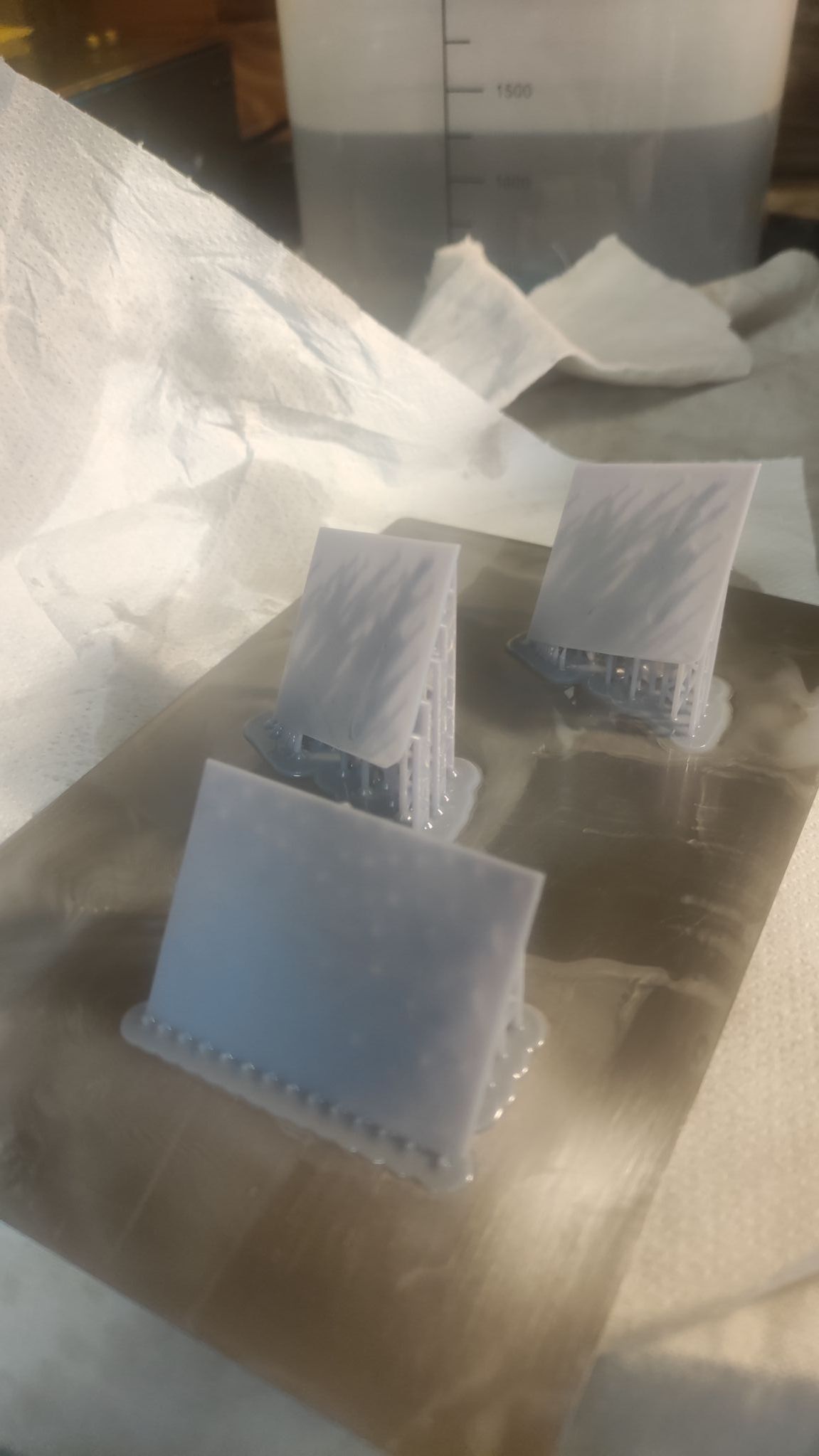
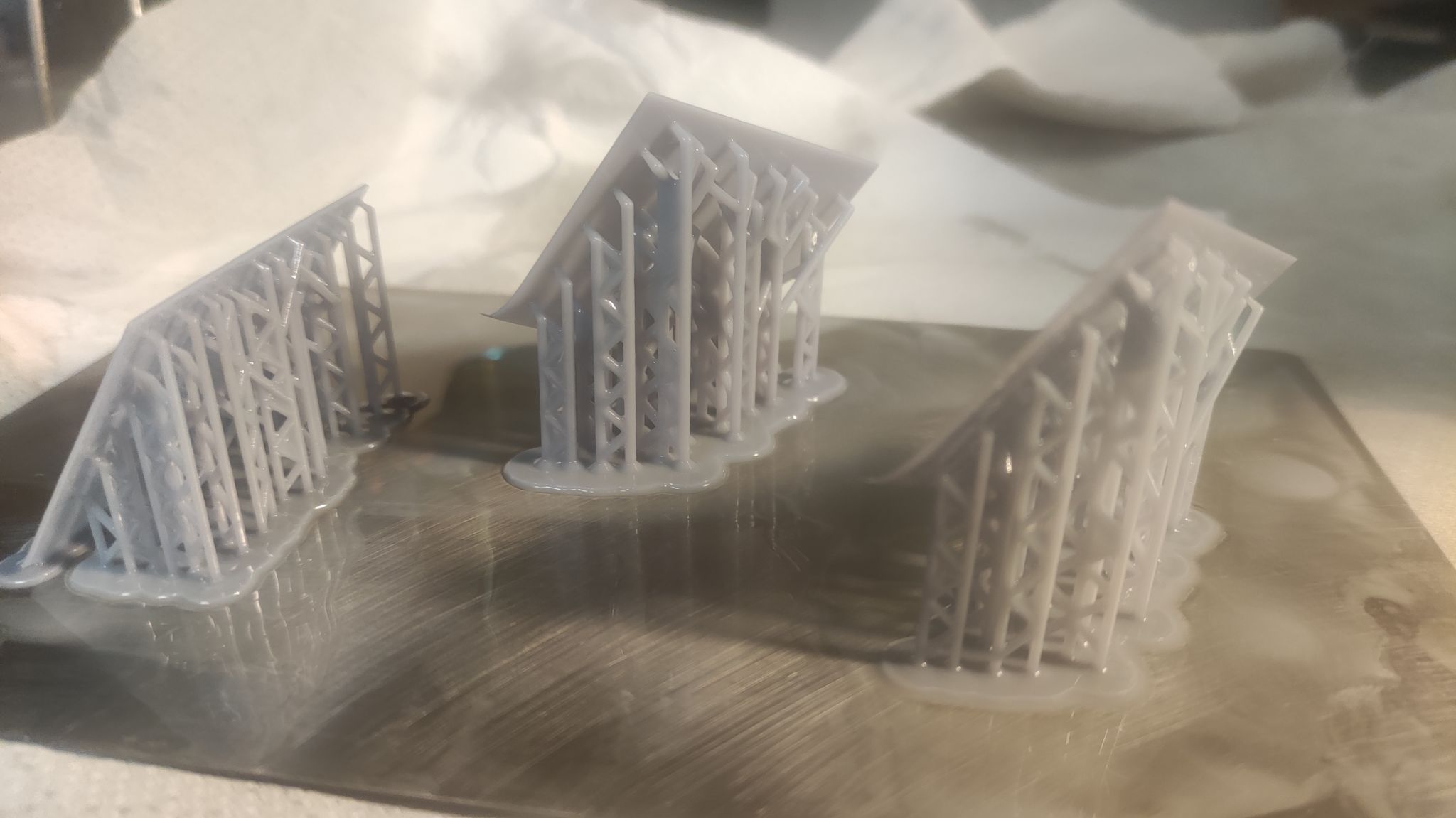
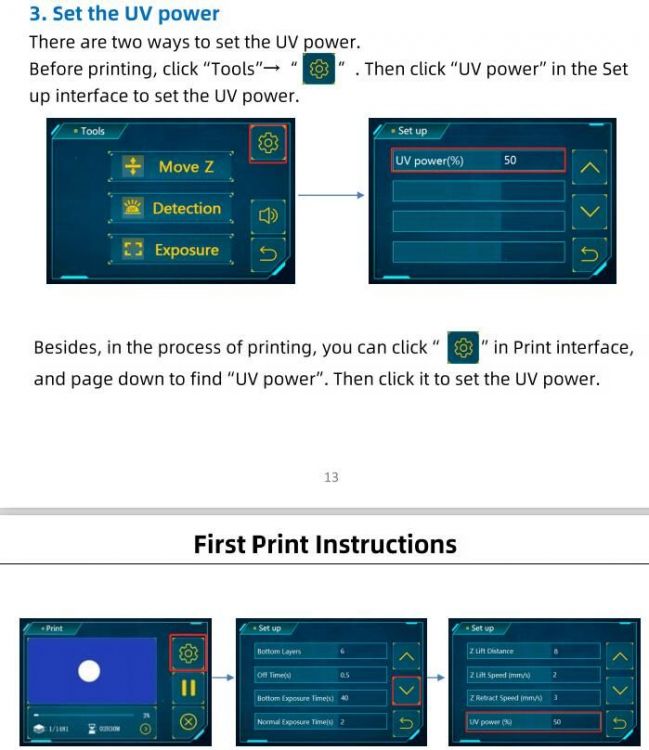
Salut Othello. Bienvenu dans la galère des Mono X. Je suis quasiment aussi débutant que toi et je galère pour avoir des infos. Les plus avancés la dessus sont les Anglo saxons (comme d'habitude) voir même les italiens (mais je ne parle pas italien). Il y a tellement de facteurs à prendre en compte sur ces machines qu'on ne sait par quoi commencer. D'abord, d'après ce que tu me nous dit, tes impressions collent à ton FEP plutôt qu'à ton plateau: As tu bien poncé ton plateau ??? C'est la première étape afin de faciliter l'accroche. Revers de la médaille: bonjour la galère pour l'enlever à la fin ! Sinon tu peux acquérir une plaque flexible de chez wham bam: j'en ai mis une et ça marche bien, par contre ça coute un petit bras le bousin . Après, je suppose que tu as bien fait ta hauteur, refais là au cas ou… Nettoie bien ton FEP aussi, peut être pas à l'alcool isopropylique, certains ne le prônent pas, perso je mets du liquide vaisselle, surtout pas de sopalin mais plutôt du tissus en coton ou des lingettes en intissé, un coup de pulvérisateur à l'eau, j'essui et...je mets du lubrifiant PTFE que j'essui bien sur le FEP. Ca fonctionne plutôt bien même si c'est à refaire souvent. Pour ce qui est de ta vitesse de rétraction, tu regardes dans mes messages au dessus, je mets une photo du SAV Anycubic qui montre le réglage à modifier sur la machine pendant le fonctionnement (c'est Z retract speed tu le mets sur 3mm/sec). Le temps d'impression par défaut pour ma part fonctionne bien à 2 sec/couche. Enfin fais tu tes impressions dans le garage avec une température basse ? si c'est le cas, ça marchera pas, la résine a besoin de minimum 20°. Donc tu devras chauffer la pièce ou utiliser l'astuce de cette vidéo en anglais qui va t'aider à coup sur comme moi .
-
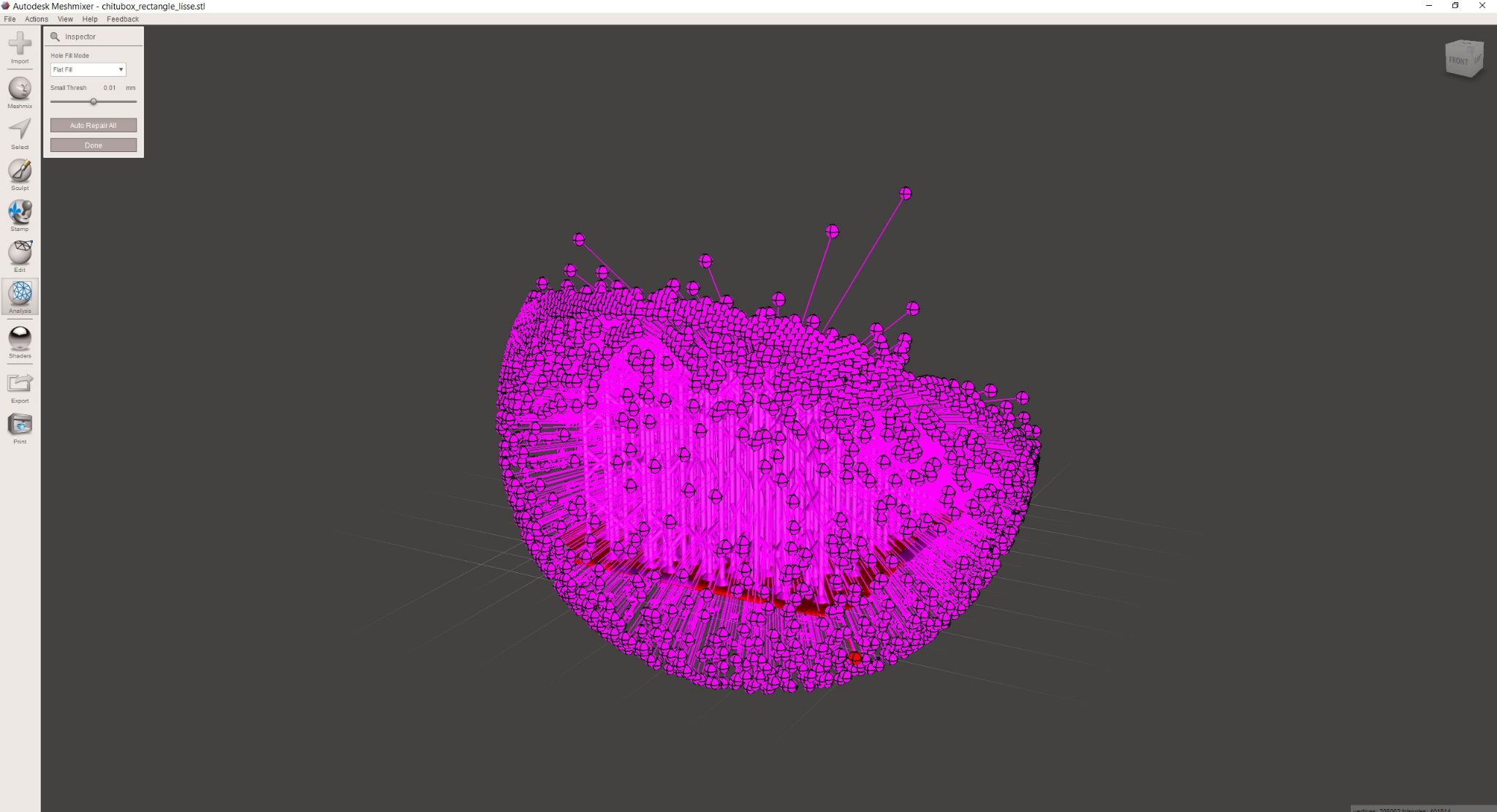
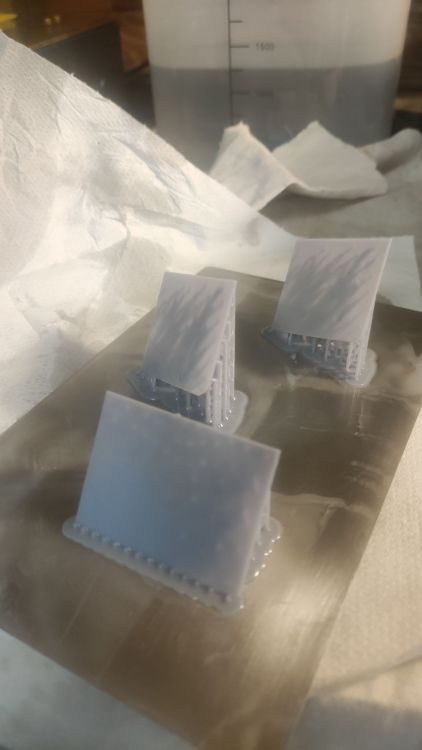
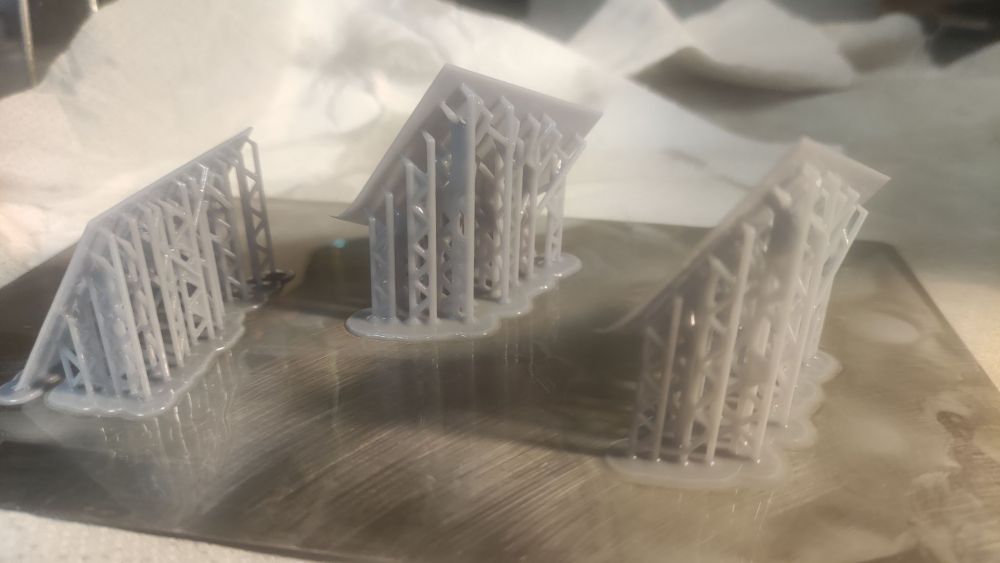
Salut à tous. Me revoila. J'ai bien avancé. J'ai pas mal de trucs à dire sur le sujet qui n'a pas vraiment l'air de passionner les foules, et c'est bien dommage, à croire que les puristes veulent garder leurs secrets …Bon par quoi commencer. Le SAV d'Anycubic m'a mis sur la piste ou plutôt les pistes. D'abord, j'ignorais qu'on pouvait modifier les paramètres d'impression à la volée. C'est bien pratique pour notamment relever le plateau pendant l'impression histoire de savoir si l'impression est ratée dès le début ou si l'on peut continuer. Ensuite, il y a LE PARAMETRE sans doute le plus important, du moins dans mon problème: modifier la vitesse de rétraction à 3mm/sec directement sur la machine, c'est ce que dit le SAV de Anycubic. Car ce paramètre ne figure pas dans lychee slicer et est complètement foireux dans photon workshop: d'ailleurs la modification du temps d'exposition dans photon workshop NE FONCTIONNE PAS: lorsqu'on vérifie le fichier PWMX le temps d'expo reste figé au temps par défaut ou pire se met à zéro, ce qui m'est arrivé plusieurs fois, un comble !!! Ensuite, il faut vraiment bien rayer la plaque de la machine, après des dizaines d'accroche qui avaient fonctionné, les miennes ont subitement décidé de se barrer de la plaque, un bon coup de toile émeri a remédié à cette situation, revers de la médaille, il est encore plus pénible de décrocher les objets. Enfin, j'ai mené plein de test sur les supports qui me posaient beaucoup de problèmes. Et là, 2 solutions ont fonctionné conjointement: mettre un lubrifiant au PTFE sur le FEP, ça fonctionne nickel. De plus, j'ai retravaillé les pointes de mes supports avec une pénétration de 0,10 dans l'objet, ça se défait facilement et ça tient assez bien les tensions dans le bac. Pour finir, je rajouterai que le principal problème rencontré dans l'impression SLA est lié à l'accroche du FEP: donc il faudra que je fasse des tests sur la tension de ce film. Mais pour moi, je suis quasi persuadé que la tension doit être maximale afin d'éviter l'effet ventouse. La qualité du FEP est sans nul doute primordiale et j'ai des doutes sur celle de Anycubic, mais il n'y a pas grande alternative, à part Epax, mais difficile à trouver et à un prix exorbitant … Enfin, il faudrait aussi que je vois l'effet de la vitesse de montée sur les problèmes d'arrachement, il est regrettable qu'il n'y ait aucune communication sur ce problème essentiel, je pense que savoir régler ce paramètre est primordial. Enfin, je confirme que le passage de lubrifiant au PTFE apporte un plus indéniable, ce dont je me doutais, le seul bémol que j'avais étant la migration du téflon dans la résine, mais après plusieurs prints, je n'ai noté aucun problème. Par contre, l'effet n'est pas durable, c'est à renouveler quasiment à chaque print pour moi. PS: les photos montrent des support montés sur un fichier test de seulement 0,5 mm d'épaisseur !
-
Bon ça y est, j'ai imprimé le cylindre en entier, donc j'imagine que l'imprimante est ok et que ça vient du gogol qui imprime . Du coup j'ai envoyé ma réponse à Anycubic qui va sans doute me dire que c'est l'utilisateur qui est c**. Je tente une impression avec les paramètres de la fille d'Anycubic, mais que c'est lent !!! Enfin, si ça imprime, ce sera déja un début. Par contre je vais tenter une chose qui circule sur youtube: passer du lubrifiant PTFE sur le FEP, il parait que ça facilite le décrochage, quelqu'un a déja essayé ? Je trouve ça vachement bizarre, j'ai peur que le téflon migre dans la résine et alors là, si c'est le cas, ça craint . Je vous dirais si ça fonctionne.

-
Merci titouvol et miserovitch. La machine ne s'arrête pas titouvol, elle va jusqu'à la fin et n'affiche aucun message d'erreur malheureusement. J'ai changé de carte SD pour Une verbatim, c'est pareil. Miserovitch, je crois que tu m'as compris : la pièce est effectivement a moitié faîte et reste collée au bed, avec une petite impression qui reste collée au FEP. Ça t'est déjà arrivé. Anycubic m'a envoyé un fichier à imprimer. C'est un cylindre de 4 cm de haut, avec leurs paramètres. Eh bien là remontée se fait à seulement 1 mm/sec....et j'en ai imprimé 15 mm et l'impression est restée collée pour la première fois non pas sur le bed mais sur le FEP. Une histoire de fous. Du coup j'ai rayé ma plaque magnétique comme un pec, j'ai refait mon niveau, et j'ai refait le cylindre cette nuit. Je vais aller voir ce qu'il en est. Je me pose des questions sur ce FEP. Il doit jouer un rôle majeur dans mes problèmes....

-
Ben je suis tout à fait d'accord, si seulement la galère pouvait prendre fin. Je continue des essais, mais tout s'arrête rapidement. C'est le FEP ? C'est la résine ?? C'est mes vitesses ??? Ou c'est l'imprimante qui a un bug ???? A moins que ce soit le type qui s'en sert qui est plus c*" que la moyenne
-
Oui c'est bien ce que je disais à la fin, on s'en fout… Mais je tente juste de trouver des réponses à mon problème, car d'autres gars se détournent du SLA par manque d'information, je trouve ça dommage…
-
Aie, ça craint ça . Je te comprends, il est très difficile de trouver des forums ou tutoriels qui traitent de nos problèmes sur les SLA, je comprend pas pourquoi, peut être que ça viendra… je l'espère. Pour ce qui est des problèmes de dimensions, la qualité de la résine y est pour beaucoup, l'exposition aussi. Le problème est que notre passion est une passion de riche, car mettre 80€ dans un flacon de 1 litre de résine, c'est ouf…
-
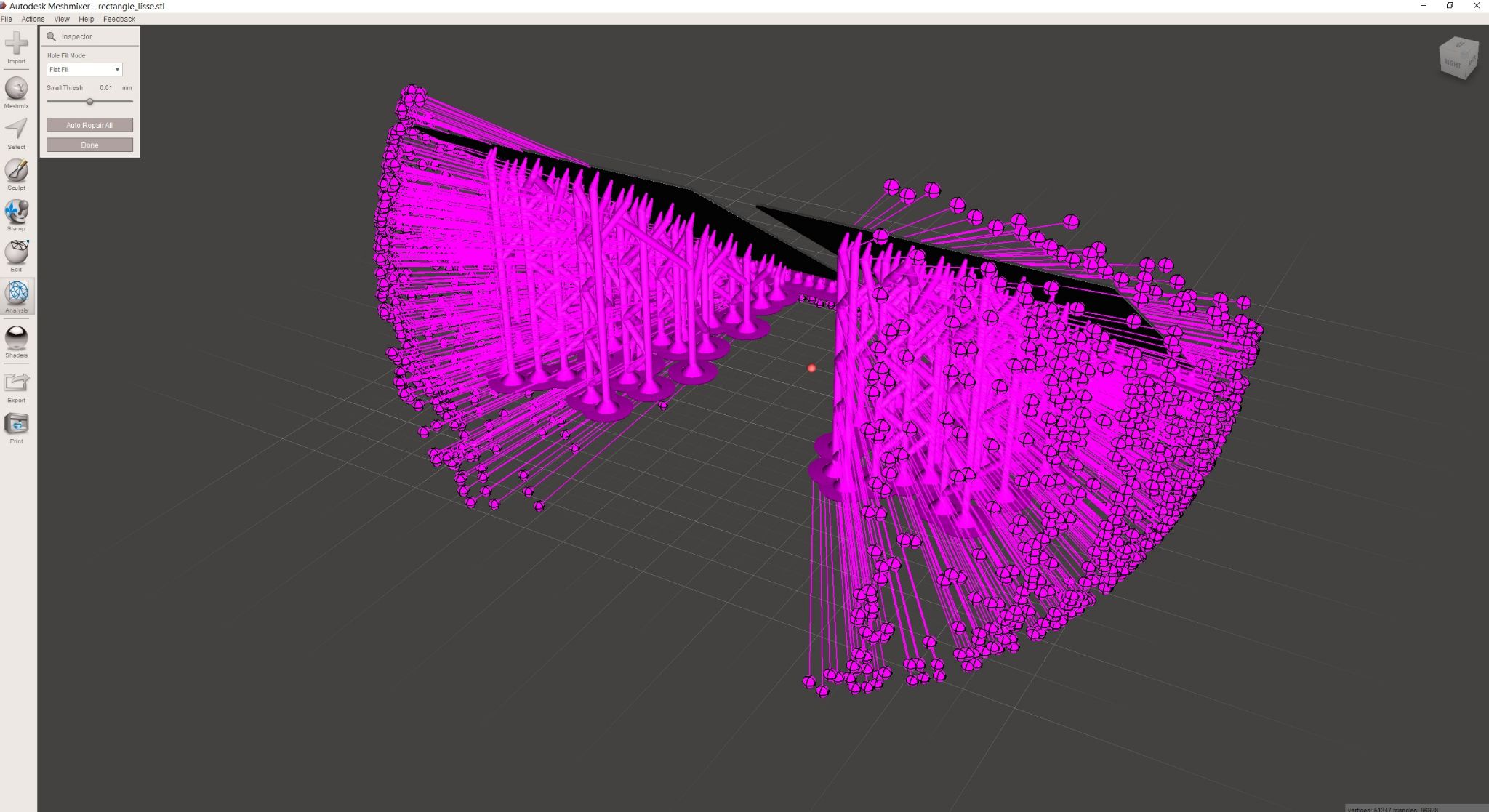
Loool, c'est encore pire avec chitubox , je suppose qu'on s'en fout
-
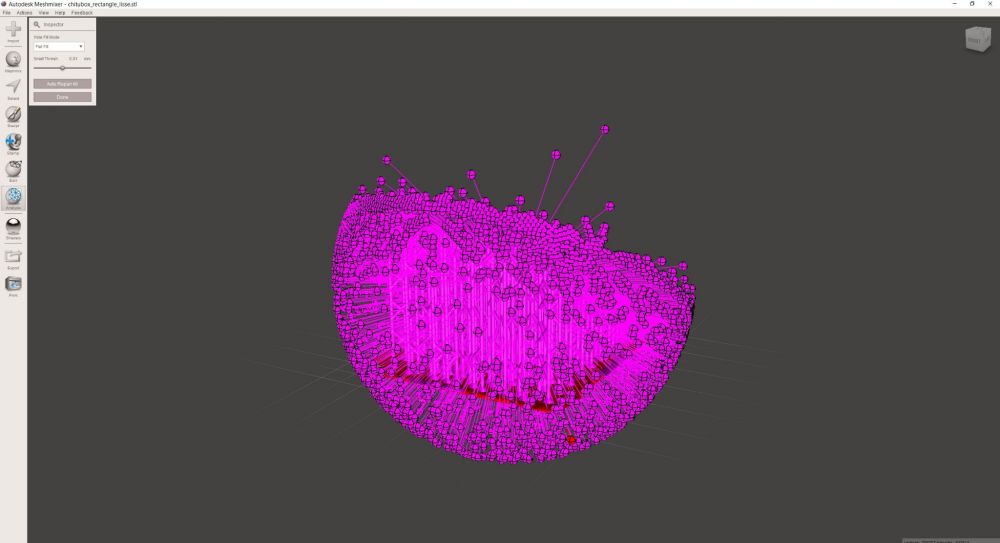
Et ça, c'est normal ??? Meshmixer me sort des centaines de problèmes de mesh avec lycheeslicer une fois les supports appliqués, je trouve ça très bizarre . Faut que je teste avec chitubox