miserovitch
-
Compteur de contenus
716 -
Inscrit(e) le
-
Dernière visite
-
Jours remportés
8






Récompenses de miserovitch
")
Experienced (11/14)
-
 Rare
Rare
-

-
 Rare
Rare
-

-

Badges récents
377
Réputation sur la communauté
1
Sujets solutionnés !
-
Salut, Pareil je n'utilises jamais le radeau, par contre je met une jupe lorsque j'imprime de l'ABS. Pour le bed j'utilise la plaque PEI structurée et la lisse selon le besoin. Je trouve ça plus pratique et le résultat est meilleur que le bed de base qui requiert la colle en stick. Cdt SoM
-
Salut, Dans tout les cas il y a un problème, sans parler du radeau/support le résultat devrait être bien meilleur, là ça ne ressemble à rien. Tu as bien fait la calibration? Vérifie a nouveau les paramètres du bed (bon modèle de plaque) et de la matière en laissant les paramètres d'origine. Cdt SoM
-
 Salut @manie, Voila pourquoi je n'utilise jamais de PLA pour faire des pièces qui doivent avoir un minimum de résistance mécanique. Celui-ci a un vrai problème de fluage. Petite définition de l'ami Wikipédia: Déformation progressive d'un matériau soumis à un effort prolongé. (Par opposition à la déformation élastique, qui, à charge constante, est indépendante du temps.) Comme @Ironblueje conseillerais l'ABS ou le PETG (plus facile à imprimer). Cdt SoM
Salut @manie, Voila pourquoi je n'utilise jamais de PLA pour faire des pièces qui doivent avoir un minimum de résistance mécanique. Celui-ci a un vrai problème de fluage. Petite définition de l'ami Wikipédia: Déformation progressive d'un matériau soumis à un effort prolongé. (Par opposition à la déformation élastique, qui, à charge constante, est indépendante du temps.) Comme @Ironblueje conseillerais l'ABS ou le PETG (plus facile à imprimer). Cdt SoM -
Un drôle de monde ... Oui mais, il reste de l'espoir.
miserovitch en réponse au topic de Zeldor dans Blabla
Merci de rappeler ces épisodes, même à la relecture c'est toujours marrant. Là et surtout là Cdt SoM -
Salut, Autre option passe a MacOS 12.6.xxx Mon IMAC de 2013 n'est pas cense le faire tourner mais avec OpenCore Legacy Patcher ca fonctionne sans probleme (et Fusion360 egalement). Tu ne trouveras pas de vieille version de Fusion car tout passe par le cloud. Cdt SoM
-
Problème de première couche sur Bambu Lab P1S
miserovitch en réponse au topic de Xilow dans Bambu Lab
Salut, Tu imprimes avec quel filament et parametres? SoM -
@Viking27 même si tu n'as pas été très cool voici un produit qui t'intéressera. Il n'est pas encore disponible mais répondra à ton besoin je pense. https://biqu.equipment/pages/panda-series?sscid=11k8_2t3zc& et une video du produit (06:13) Cdt SoM
-
Bloc de chauffe ne chauffe pas beaucoup
miserovitch en réponse au topic de Chacal dans Entraide : Questions/Réponses sur l'impression 3D
Salut, La resistance chauffante est-elle pour la bonne tension? Une resistance 24V alimentée en 12V ca chauffe pas beaucoup, j'en ai fait l'expérience il y a quelques années... Cdt SoM -
Qidi x max 3 ou Bambu lab p1s
miserovitch en réponse au topic de calibhaan dans Bien choisir son imprimante 3D
Ba justement @fran6p l'a et l'a utilisé. Donc bien lire les messages avant de s'emballer. -
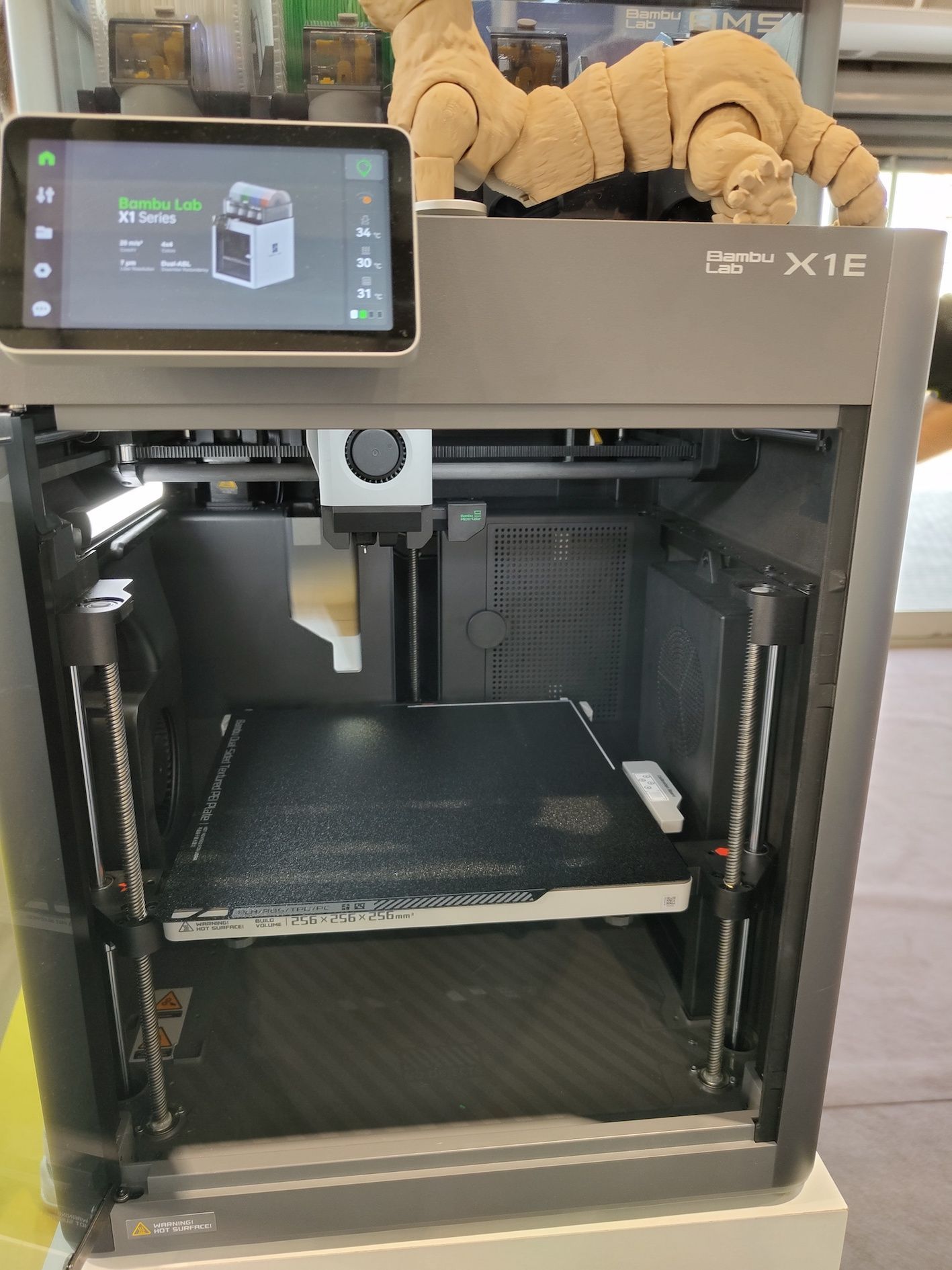
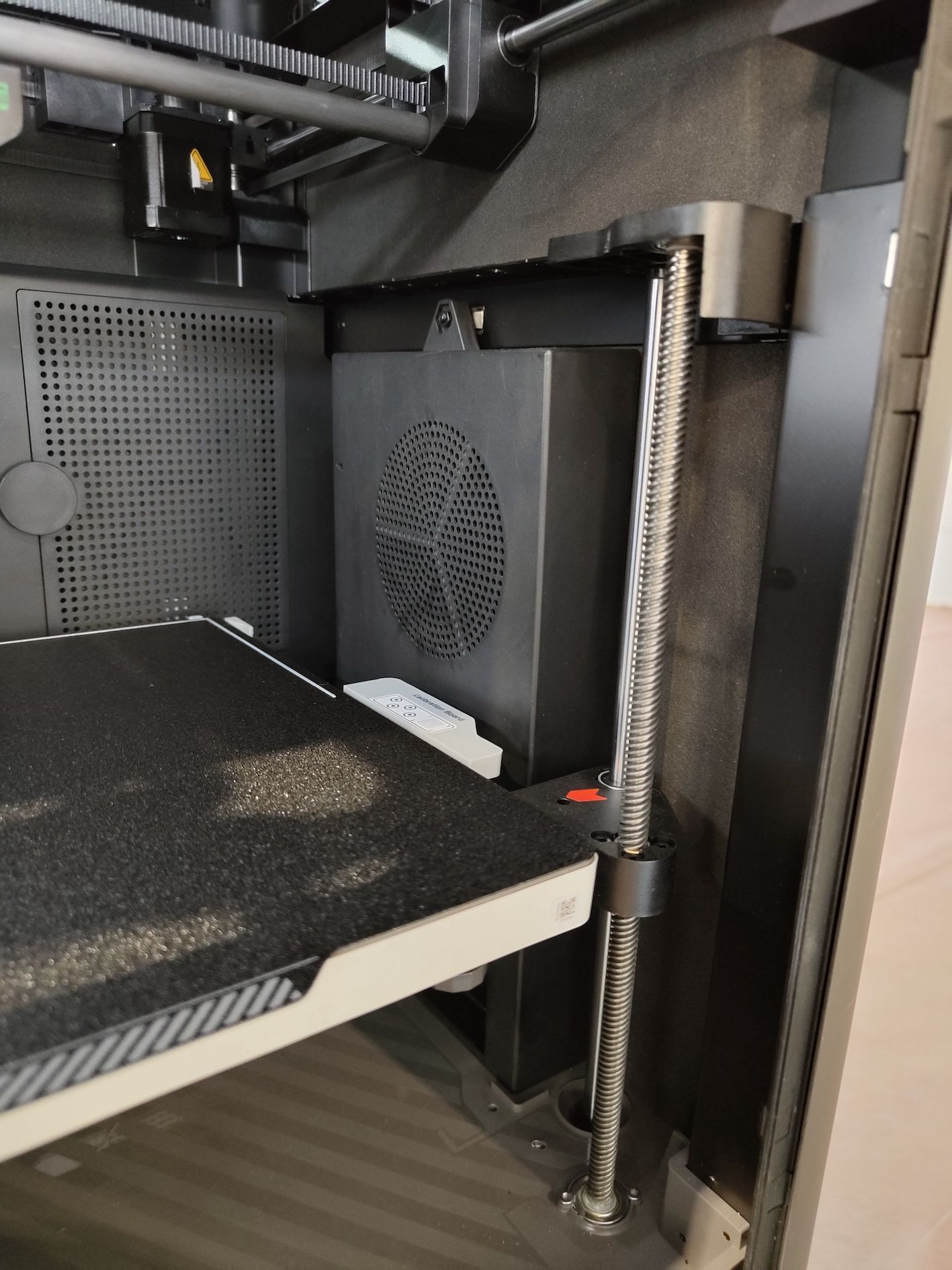
Salut a tous, J'ai pu voir la X1E au salon 3D print Paris cet apres midi. Mis a part la couleur (et le nom) impossible de la differencier au premier coup d'oeil. On voit bien le filtre plus grand et le module pour chauffer l'enceinte, Et la connection filaire qui manquait, On a pas pu beaucoup me renseigner sur l'utilisation hors de toute connection internet, par exemple peut-on faire les mise a jour du firmware en passant par un support de stockage pour eviter de connecter l'imprimante au reseau. Il m'a egalement ete dit qu'on ne pourrait pas monter le module de chauffage sur une X1C standard. Dans tous les cas malgres l'augmentation du prix cela reste interessant, je suis en train de convaincre l'ensemble des hubs de ma boite de changer les Ultimaker pour des X1C et avec cette X1E ca repond a la preoccupation que l'on avait concernant la connection obligatoire. L'augmentation du prix reste marginale pour une entreprise, ce pour qui cette imprimante est destinee, X1Entreprise. Comme beaucoup j'aurais aime une X1Enlarge mais bon... Sinon il y avait aussi la A1 mini toute mimi. Cdt SoM




-
miserovitch a changé sa photo de profil
-
Bambu X1c grand format = Peopoly magnéto X?
miserovitch a posté un sujet dans Discussion sur les imprimantes 3D
Peopoly se lance dans les FDM. Ça ressemble beaucoup à ce qu'on aurait aimé voir Bambu Lab présenter en début de semaine. Le slicer utilisé est Orca, si c'était pas assez évident... Je suis très curieux sur les moteurs linéaires. Quand Bambu Lab a travaillé principalement sur le software Peopoly a choisi de travailler sur le hardware. Prusa eux n'ont choisit ni l'un ni l'autre Cdt SoM -
Salut, Est-ce limité aux fautes de frappe? Parce qu'il y a plein d'autre perles qui sont 100% intentionnelles. Une qui m'est restée en mémoire alors qu'elle a plus d'1 an: Cordialement SoM
-
Salut, Pour piloter une CNC ou laser via une interface web (sur Rpi) tu as egalement CNCjs (compatible GRBL, Marlin, Smoothieware...). Je l'utilise sur ma stepcraft qui a une carte SKR1.3 avec smoothieware. Installation simplissime avec le script qui va bien. https://github.com/cncjs/cncjs-pi-raspbian Cdt SoM
-
Octoprint problème qualité
miserovitch en réponse au topic de Fl4g4d4J0n3s dans Discussion sur les logiciels 3D
Salut @Fl4g4d4J0n3s, J'hesite entre plusieurs reponses: A) La gentille: Donne des details stp pour qu'on puisse t'aider B) La cynique: Essaye de faire un post plus lisible, tu donnes tellement de details que l'on s'y perd C) La mechante: Quand tu vas chez ton garagiste tu lui laisses la voiture sur le parking et tu le laisses se demerder pour comprendre pourquoi tu l'as emmene ou tu lui laisses quand meme un petit indice? D) Obiwan Kenobi Etant donne que tu es nouveau sur le forum (ou l'ambiance est bonne), que tu as fait l'effort de politesse, que tu es de Dieppe ou j'ai de bons souvenirs d'enfance (parfois ca tient a peu de chose) je vais partir sur la reponse A Jean-Pierre. Donne des details sur les problemes rencontres car pour le coup a part un probleme de connection entre le RPI et l'imprimante je ne vois pas (peut etre une vitesse de connection inadaptee). De memoire j'avais un cas ou via octoprint des Gcodes etaient envoyes et non reconnu par l'imprimante (en lien avec la temperature), il avait fallu activer une section du firmware Marlin pour arreter les messages d'erreur. Cela n'avait aucune incidence sur l'impression. Cordialement SoM -
vends Tour Wabeco D2400 Electronic (Vendu)
miserovitch en réponse au topic de aldo_reset dans Ventes
Je confirme qu'a ce prix la ca va partir tres tres vite. Si je n'avais pas trouve mon sherline (bien plus petit mais suffisant pour moi) j'aurais saute dessus. Bonne vente.