


ScotchE67
-
Compteur de contenus
187 -
Inscrit(e) le
-
Dernière visite
Récompenses de ScotchE67
")





Favoris
-
Calibration Z
Prusa i3 MK3Bonsoir à tous,
je suis toujours aussi content de mon MK3 mais, rien à faire, je ne parvenais pas à obtenir une "belle" première couche et ceci tant au touché qu'à l’œil ! Ayant fait l'acquisition de nouvelles bobines de PLA, les choses ne se sont pas simplifiées car les caractéristiques changent d'une marque à l'autre, ce qui complique encore plus les choses ! A un tel point que je commençais à "ramer" sérieusement. Voila un exemple de résultat en première couche alors que l'impression finale était nickel ...

Et ça dégénère ...

Après bien des essais de réglages divers sur mon MK3, j'ai fini par me rabattre sur le forum du fabricant Prusa pour y exposer mes problèmes. Les réponses n'ont pas tardé à tomber et les avis convergeaient tous vers un mauvais ajustage du Z.
J'avais pourtant déjà essayé divers réglages de ce Z, mais au vu de l'insistance des réponses, j'ai donc refais des essais d'ajustage du Z. Trouvant cette "estimation" du "bon" Z très "pifométrique", j'ai cherché une solution plus "structurée" et "efficace". C'est à force de gratter sur le net que j'ai fini par trouver une piste. Je l'ai mise en application, lui ai trouvé des correctifs et finalement, j'ai trouvé une solution " qui va bien" à mes problèmes avec une procédure simple mais efficace, sans "pifométrage" !
Je vous propose ma procédure d'ajustage du Z, en espérant qu'elle vous apporte la même aide qu'à moi ! Le principe est simple mais terriblement efficace : réaliser en 1 fois l'impression de 9 carrés de 40x40mm et de régler en directe le Z différemment pour chacun au fur et à mesure de l'impression. Ce process permet d'abord de faire une première impression de "dégrossissage" pour ensuite "peaufiner" les réglages. De plus, pour permettre de s'y retrouver une fois l'impression terminée, les 9 carrés sont reliés ensemble et ca, c'est vraiment plus facile !
Le fichier d'impression est dispo sur thingiverse à l'adresse : http://www.thingiverse.com/thing:1831902
Voici une vue de mon premier test pour lequel j'ai volontairement "étendu" la plage d'ajustage du Z de -,980mm à -0,800mm par bon de 0,020mm.
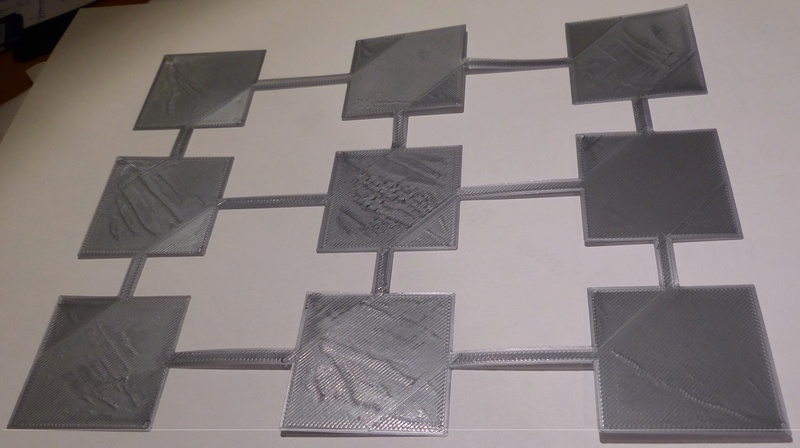
Mais utilisé simplement sur base des réglages "standards" du trancheur (Slic3r pour moi), après avoir fait les contours des 9 carrés et des liaisons, le remplissage de la première couche ne se fait pas carré par carré, mais par surface réduite des carrés, en passant d'un à l'autre par les remplissages des liaisons et en revenant compléter des coins non remplis au premier passage ! Bref, un truc de dingue pour effectuer les réglages en live et pour les noter sur un bout de papier ... une vrai misère, on le voit très bien au résultat obtenu sur la photo.
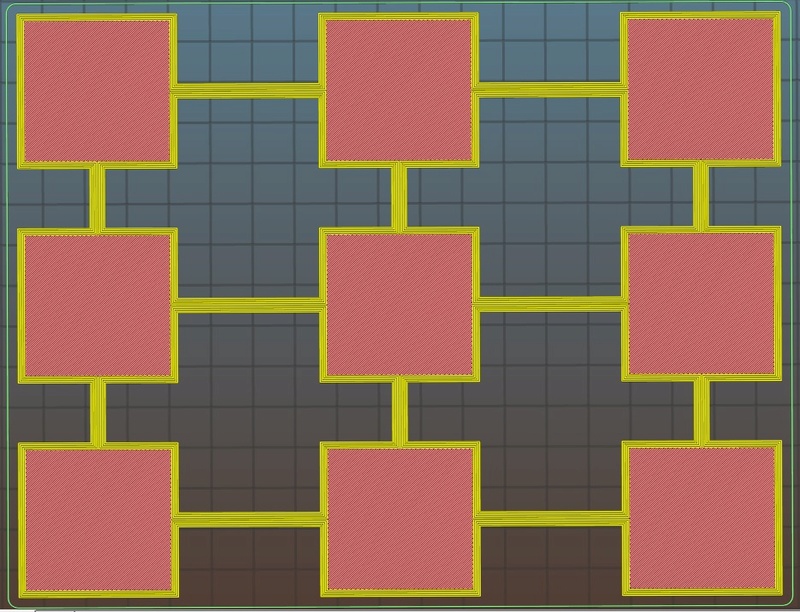
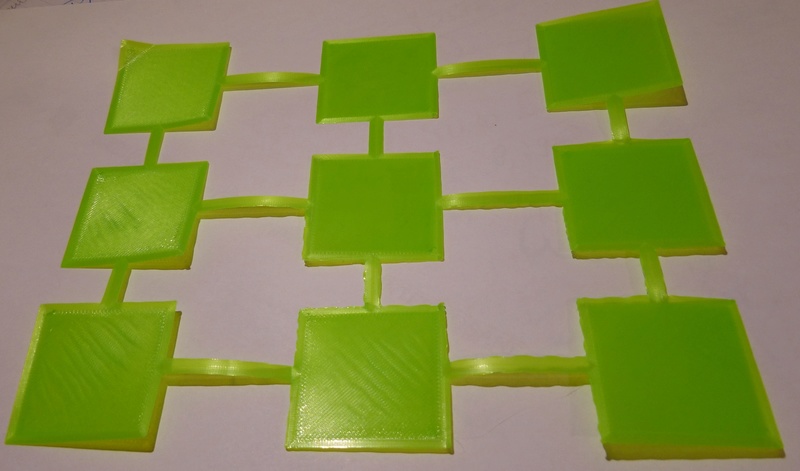
La solution pour régler ce problème est simple. Il suffit d'augmenter le nombre de périmètres constituant les bords extérieurs afin de ne plus avoir de remplissage dans les liaisons. On pourrait réduire leurs largeurs en les dessinant plus étroites mais alors, elles déchireront au décollage du plateau !!!! Si d'aventure il reste un fin trait de remplissage dans les liaisons, ne pas hésiter à ajouter ou soustraire 1 ou 2% en "scale" pour que la largeur total soit un entier de largeurs des périmètres. Voila, le résultat :
Et si on zoom, c'est encore plus visible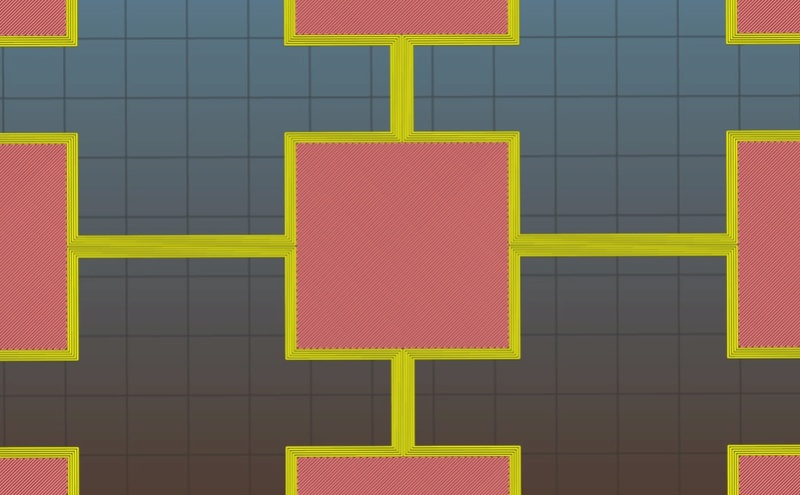
Une fois que c'est OK, il suffit de sortir le fichier .gcode et de le "donner à manger" à l'imprimante. Voila le résultat du peaufinage du Z de -,810mm à -0,730mm par bon de 0,010mm. On ne voit pas trop les différences sur la photo mais quand on a l'épreuve d'impression en main, il est très facile de voir le Z "optimal" en rendu tant recto que verso !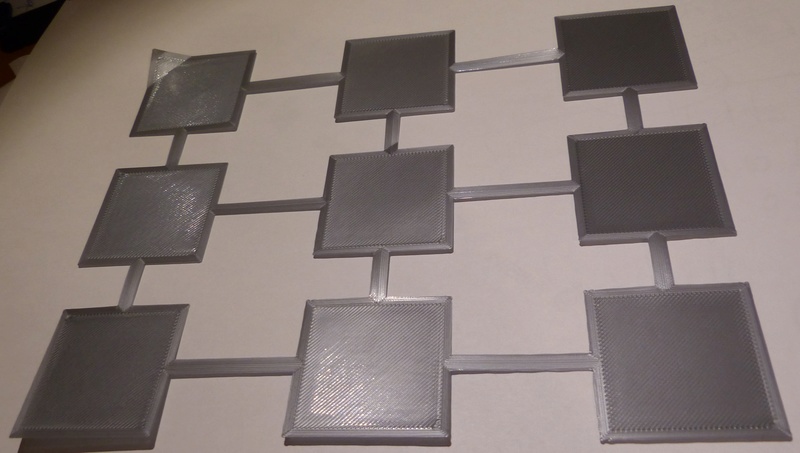
Attention, le résultat est donné pour une buse, une épaisseur de 1ere couche, une température de plateau, une vitesse d'impression, ... Dès qu'un seul paramètre change, la valeur optimal du Z change !!! Et si on garde les mêmes réglages mais qu'on change de filament, le Z optimal change !!! Voici un exemple de même réglage mais avec un filament d'une autre marque : (comme pour le précédent print, le coin du carré supérieur gauche est volontairement plié au décollage du plateau pour retrouver le "bon" sens l'épreuve !!!)
J'ai donc constitué un settings pour chaque filament et pour chaque épaisseur de tranchage. De la, un test du Z idéal pour chaque config. Le résultat est impressionnant niveau qualité! Bien plus qu'avec des réglages du Z a l'oeil comme je faisais avant et que je pensais "aux p'tits oignons". Certes le résultat était pas mal mais bien loin d'être parfait ! Le jeu en vaut vraiment la chandelle d'autant que l'impression ne consomme même pas 1 gramme de filament !
Voili, voilou. A vos imprimantes !