vinssou000
-
Compteur de contenus
42 -
Inscrit(e) le
-
Dernière visite
Tout ce qui a été posté par vinssou000
-
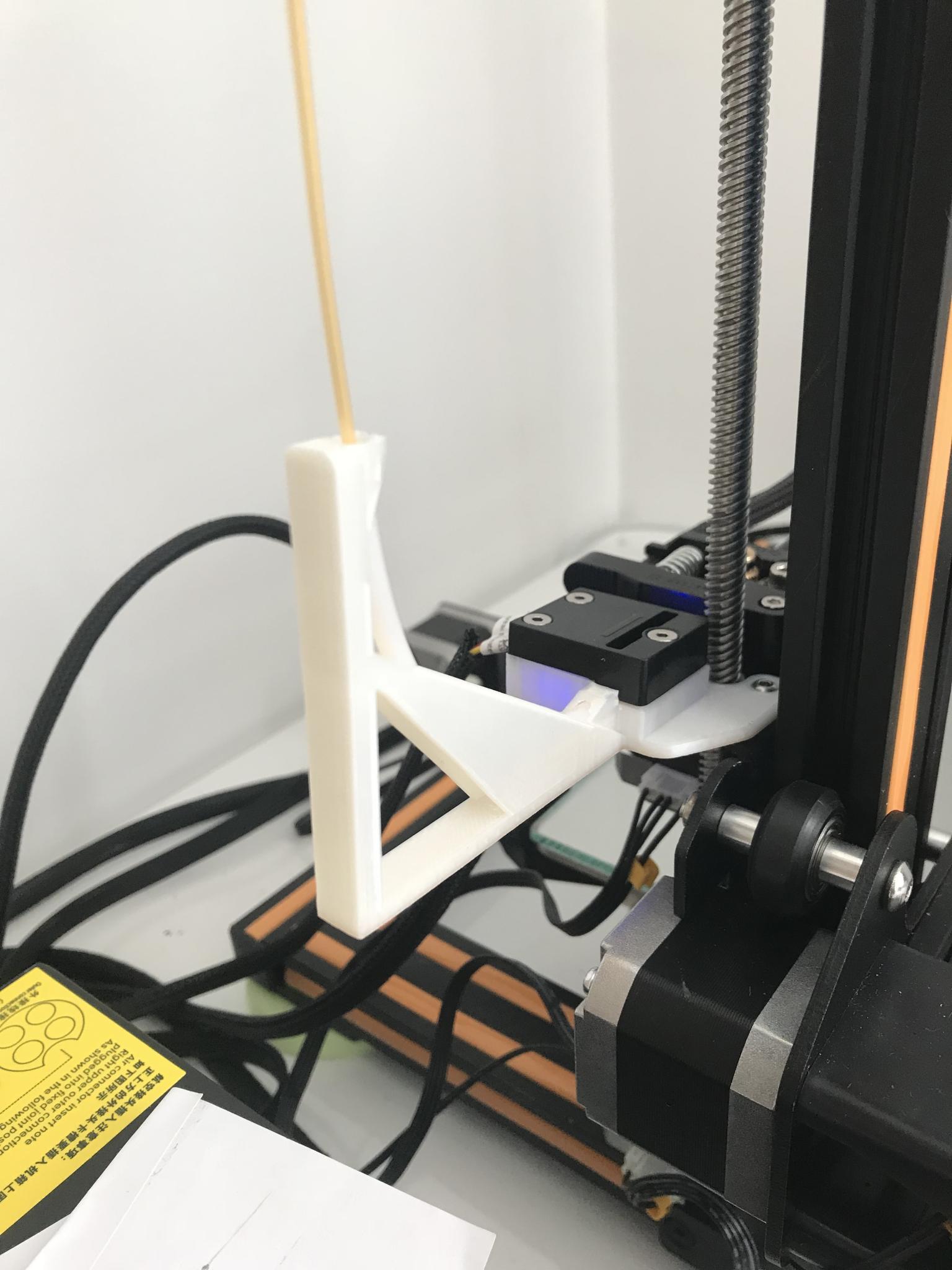
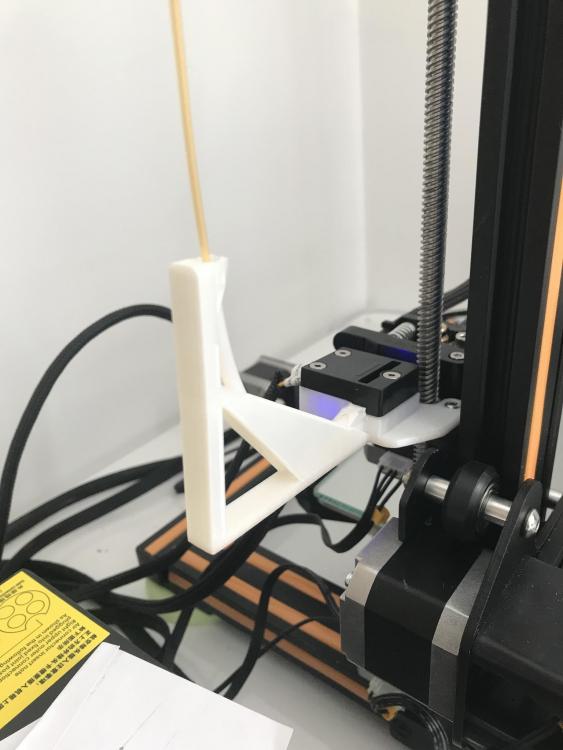
Je partage ma petite amélioration pour la CR10S, j'en avais marre que le capteur fin de filament se balade du coup j'ai bricolé un petit support qui fait guide fil en même temps puisque ma bobine est sur le portique. Si ça en intéresse je peux le mettre sur thingiverse. Et truc sympa c'est que le pla blanclivré avec la machine est assez transparent pour qu'on voit la led à travers...

-
- autre - Sketchup ou fusion 360?
vinssou000 en réponse au topic de Lecoyote dans Dessiner / modéliser en 3D
Fusion est je trouve facile à prendre en main, sur YouTube on trouve un paquet de tuto ça aide pas mal pour découvrir toutes les fonctions. Maintenant je ne peux comparer à sketchup que je ne connais que de nom... -
Identifier défauts d'impression et solutions
vinssou000 en réponse au topic de vinssou000 dans Creality
Voilà le modèle, sachant que je l'imprime a 110% sinon c'est vraiment petit. https://www.thingiverse.com/thing:2849914 -
Identifier défauts d'impression et solutions
vinssou000 en réponse au topic de vinssou000 dans Creality
Sur cura je vois bien des zones de trou, peu importe le mode de remplissage cela ne change rien ... Je me demande si c'est pas trop fin pour l'imprimante -
Identifier défauts d'impression et solutions
vinssou000 en réponse au topic de vinssou000 dans Creality
Bon ben au final c'est guère mieux ... en photo ...
-
Identifier défauts d'impression et solutions
vinssou000 en réponse au topic de vinssou000 dans Creality
Salut à tous, j'ai fait la manip de calibrage de l'extrudeur, après moultes mesures je suis arriver au fait que mon extrudeur donnait 98% de ce que je demandais, j'étais aussi précis avec la commande sur la CR10s que dans pronterface au final, j'ai donc mis la valeur quivabien à jour dans le firmware a priori, après contrôle on est bon, on va voir si le porte clé test sort mieux ... -
Filament PS de chez OWA Armor
vinssou000 en réponse au topic de Marlouu dans Consommables (filaments, résines...)
Salut salut, J'ai moi aussi acheté du ps de chez owa, et j'arrive a rien imprimer, pas d'adhérence au bed à 90° ou 100°C, 250°C pour la buse ... je sèche un peu ... plateau en verre et bâton de colle pour l'adhésion -
J’ai eu le même soucis il y a peu , il faut faire un « preheat pla » ( dans l’onglet prepare du menu) et puis tirer le filament. Il faut que la tête soit en température et ça vient tout seul...
-
Photos de vos prints avec une imprimante 3D Creality
vinssou000 en réponse au topic de Le Kampaniard dans Creality
C'est beau mais 68h !!! il faut pas qu'il se passe une merde 2 minutes avant la fin -
Identifier défauts d'impression et solutions
vinssou000 en réponse au topic de vinssou000 dans Creality
Bon week end à tous ... J'essaierai de faire la manip pronterface demain, aujourd'hui j'ai un print assez long en cours (10h environ, mon plus gros pour l'instant)... Sinon hier j'ai essayé de faire en deux couleur, avec cura on peut faire "change couleur" dans les plugins, donc on peut choisir le layeur du changement , mais en vrai il se passe rien ... Si il y en a qui ont déjà fait un changement de couleur en cour d'impression et qui veulent bien m'expliquer la marche à suivre je suis preneur... -
Moi je parie que le filament est bloqué a l'entrée du tube teflon ... on attend les nouvelles pour savoir !
-
Thingiverse problème affichage
vinssou000 en réponse au topic de vinssou000 dans Discussions sur les logiciels 3D
Faudrait essayer mais c’est pas logique dans la tête... -
Essaie de commencer par les trucs de base, vérifie tous tes branchements que t’ai pas inversé un truc, qu’il y a rien dans le tube entre l’extrudeur (le machin qui fait que tourner dans ton cas) et la buse, tu peux aussi démonter la buse (en laiton je pense, donc prendre une petite douille de 6 ou 7 plutôt qu’une clé plate pour pas la massacrer)... après est-ce que le filament est du bon diamètre ? A tu pousser le filament dans le petit tube jusqu’à la buse ? Peut-être il bute sur le raccord du tube à l’intérieur...
-
Identifier défauts d'impression et solutions
vinssou000 en réponse au topic de vinssou000 dans Creality
@razor avec cette manip plutôt que de modifier le flow/débit sur cura as tu amélioré les états de surface de tes pièces en couche supérieure ? pourquoi ne pas arrondir a 95 ta valeur (à 0,11 près si t'es pas sur pour virgule ou point) -
Identifier défauts d'impression et solutions
vinssou000 en réponse au topic de vinssou000 dans Creality
Alors ma première couche est toujours belle, celle de la photo du print de la première couche j’avais pas fait de leveling avant, sinon c’est bien lisse et brillant on sent vraiment à peine les ligne avec l’ongle, j’ai changé le verre d’origine par un non voilé de chez la reine merline... -
Identifier défauts d'impression et solutions
vinssou000 en réponse au topic de vinssou000 dans Creality
J’ai fait la mesure en extrusion, en demandant 100mm il me sort 98mm, pour contrer le truc j’ai modifié le flow et je l’ai mis à 102% dans cura ... la manip est-elle correcte ? Parce que le résultat pas encore ça... -
Identifier défauts d'impression et solutions
vinssou000 en réponse au topic de vinssou000 dans Creality
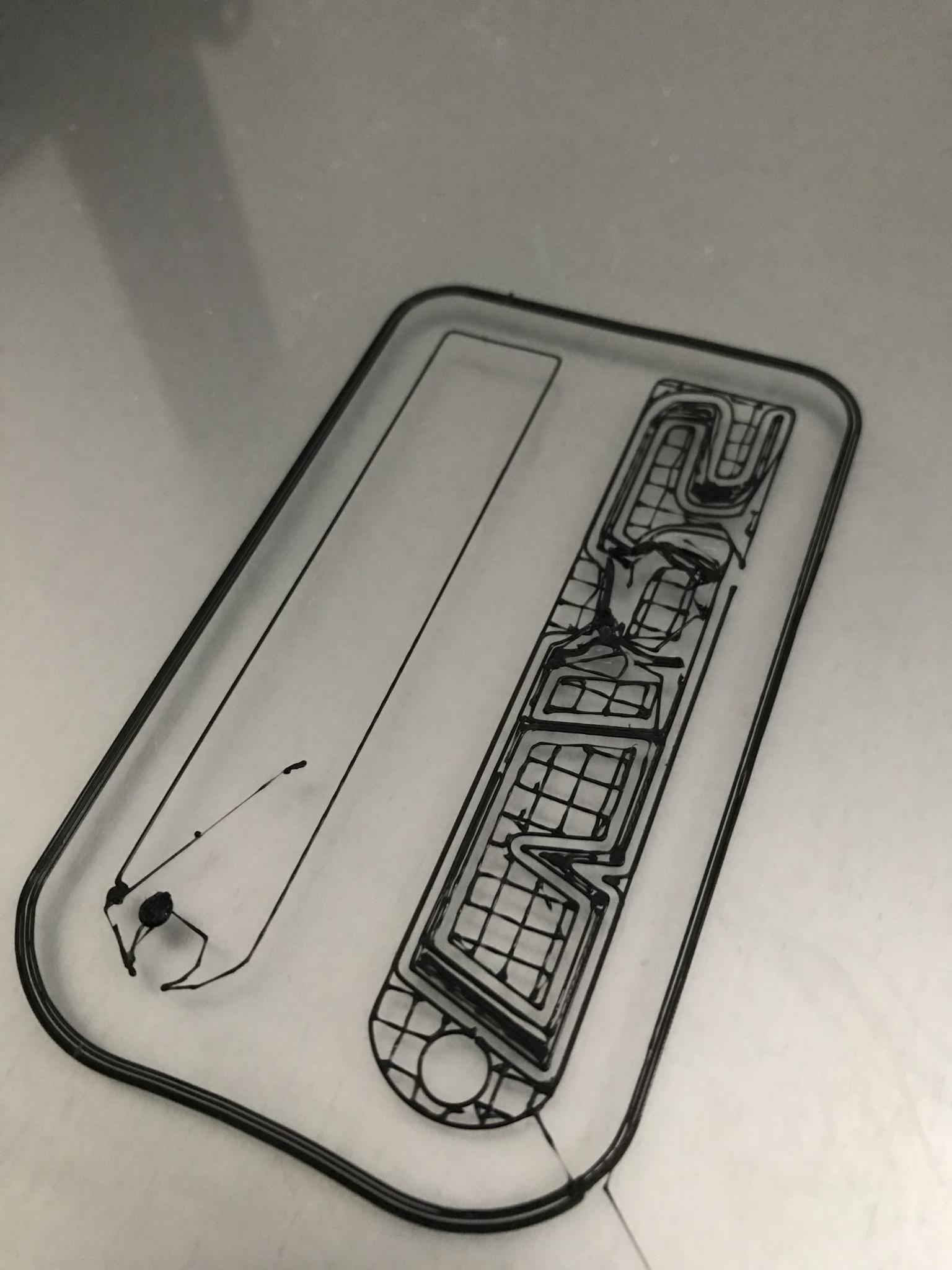
Bon j'ai refait un test , toujours même modèle, un imprimé à l'endroit, l'autre à l'envers avec support ... Je vous met une photo aussi du premier layer d'un print loupé avec les mêmes réglages mais leveling loupé... mais on voit que la première couche n'est pas "remplie" résolution 0,2 , température 210 pour la tête et 60 le plateau, 30% de infill, vitesse d'impression 60mm/s, est-ce que mon problème est réellement lié au calibrage de l'extrudeur et pas simplement lié a la température ...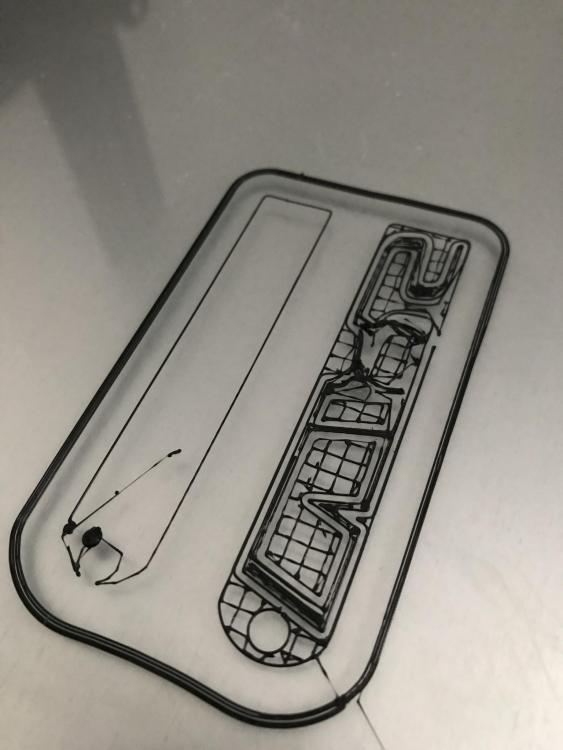


-
Identifier défauts d'impression et solutions
vinssou000 en réponse au topic de vinssou000 dans Creality
il y en a pas un qui veut faire un tuto pas à pas pour les nuls ? (pour quelqu'un qui sait pas ce que c'est octoprint raspberry pronterface, etc...) Mon métier c'est formateur (pas en 3d vous l'aurez compris) et le plus compliqué en pédagogie c'est de s'adapter à son publique, le plus simple étant de faire comme si l'autre ne connait absolument rien ... pour ne perdre personne en route. -
Thingiverse problème affichage
vinssou000 en réponse au topic de vinssou000 dans Discussions sur les logiciels 3D
Scu ??? Sinon en fait quand je modélise j’utilise toujours le plan au sol (x) , sur tous les modèles, et sur thingiverse ça montre toujours la pièce de dos, alors que mon mac me montre une vue en 3/4 en miniature du stl... bref je fais une capture et je la met en photo... -
Alors ça aussi j'ai compris ce que c'était donc sur l'écran j'ai marqué CR-10S 300 (la taille d'impression possible 300x300x400) J'avais précisé le modèle c'est vrai !
-
Identifier défauts d'impression et solutions
vinssou000 en réponse au topic de vinssou000 dans Creality
Merci pour la prise de ton précieux temps (mon père aura le même problème que toi en aout)... Je t'avoue avoir regardé CR10.fr et n'avoir pas compris grand chose, enfin j'ai compris qu'il faut demander à l'extrudeur de sortir du filament de mesurer et d'appliquer un pourcentage en gros, mais ce qui me fait soucis c'est pour commander cette extrusion, j'utilise cura ... et pour modifier le firmware, faut-il flasher marlin ou ça se fait différemment ? y a des trucs que je maîtrise pas trop ! mais je veux bien apprendre -
Identifier défauts d'impression et solutions
vinssou000 en réponse au topic de vinssou000 dans Creality
Non non je parle bien du débit réglé dans cura, on le voit sur ta capture ... donc j'ai essayé a 100 et a 105, la j'ai lancé un print en mettant octaédrique en remplissage on verra... -
Identifier défauts d'impression et solutions
vinssou000 en réponse au topic de vinssou000 dans Creality
Débit = flow si j'ai bien tout compris, et j'ai mis 100% au départ puis j'ai essayé 105%, et la buse est celle d'origine donc 0,4 je crois bien -
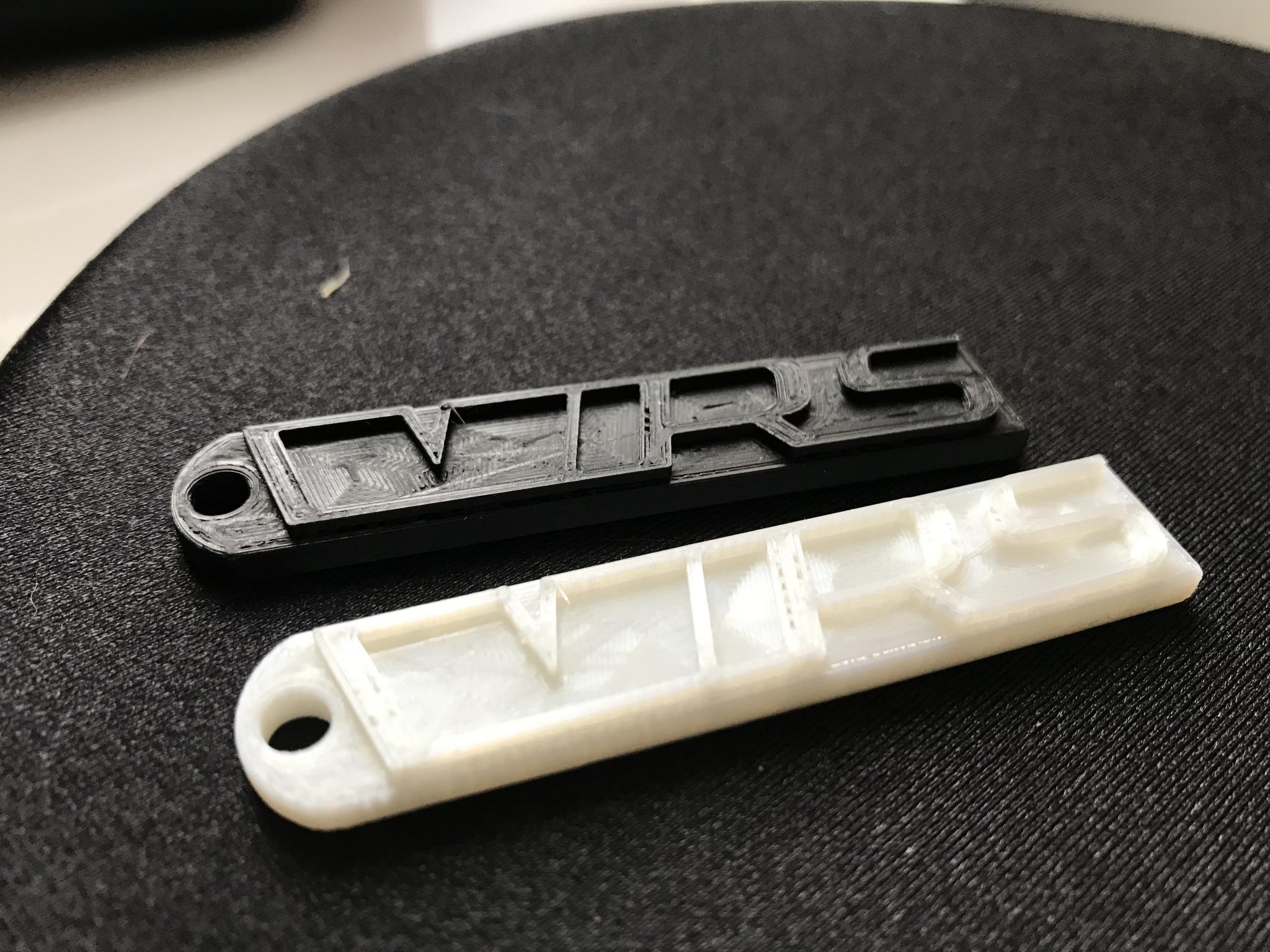
Salut les copains, j'ai besoin de vos avis éclairés , Je print mais j'arrive pas a avoir un état de surface satisfaisant on voit qu'il y a des manques. Le pla blanc a été imprimé à 205 degrés avec plateau à 60, infill de 30% en layer de 0,1 résultat bof, le pla noir imprimé a 215 degrés et plateau toujours a 60, infill de 30% en layer de 0,1, le résultat est largement mieux mais toujours pas ça. J'ai essayé en noir avec 105 de flow mais c'était pas mieux. 1mm de wall / top / bottom pour tout. (taille du porte clé 15mm x 75mm) J'ai voulu essayer de faire en deux couleur, je prévois la pause avec cura, l'imprimante se met en pause je change le filament, pendant un instant défaut filament normal puisqu'il n'y en a plus, ça me met "wait user" ou un truc du style, je fait résume, ça marque heating sur l'écran mais ça ne chauffe pas, pas de valeur cible sur l'écran ... je taperai bien dessus mais en général c'est pas trop la solution, du coup ça m'a fait des demis porte clés. Je fais mes test avec ce porte clé que j'ai modélisé car petite pièce et donc pas trop long à printer... Merci par avance


-
Thingiverse problème affichage
vinssou000 en réponse au topic de vinssou000 dans Discussions sur les logiciels 3D
Ah ben je crois que j'ai posé une colle !