



Jraf56
-
Compteur de contenus
18 -
Inscrit(e) le
-
Dernière visite
Récompenses de Jraf56
")





-
Hello, mon ultrabase d'origine adhérait bien au début puis a fini par ne plus adhérer (nettoyage systématique avec iso 99.9%). réglages, reréglages encore et encore, plus d'adhérence. j'ai utilisé la procédure proposée par Anycubic, poncer légèrement avec un grain 600 : ça a marché un temps, puis plus d'adhérence. à noter que comme cela a fonctionné immédiatement après ponçage, sans que je touche aux réglages, cela démontre que ce n'étaient pas les réglages qui jouaient sur l'adhérence. nouveau ponçage, pas d'adhérence. je l'ai donc remplacée par une nouvelle ultrabase (quelle plaie pour décoller l'ancienne !) ; pareil... au fait, je dispose également d'une Geeetech A10 avec un genre d'ultrabase, même constat ; ça adhère au début puis ça n'adhère plus. plus de problèmes d'adhésion avec ultrabase (I3 ou A10) depuis que j'utilise magigoo. ça adhère bien à 60°c puis ça décolle facilement vers 35°c. certains filaments décollent vers 40°c. après une vingtaine d'impressions, magigoo à nouveau. PLA uniquement, pas utilisé autre chose pour l'instant. PS ; content de ma I3, mais carte 32bits, mauvais firmware, ça ne fonctionne pas avec octoprint et octoprint c'est trop bon... A10 fonctionne avec octoprint, que du bonheur, mais qualité d'impression identique à I3, pas de reprise après coupure de courant, pas de détection de fin de filament, pas de deuxième stepper pour Z et très mauvais SAV.
-
cura Cura 3.2.1 sur anycubic I3 mega
Jraf56 en réponse au topic de nitrog51 dans Paramétrer et contrôler son imprimante 3D
Hello macandnews, merci pour le partage. suis occupé sur ma A10 pour le moment. je jette un œil sur ton profil dès que possible. pour l'instant que du bonheur avec cura 3.6. sauf que depuis que mon driver de carte graphique s'est mis à jour, le gui de tous les cura dont je dispose ne fonctionne plus. il me faut en passer par la compatibilité windows 8 pour que cela fonctionne à peu près : parfois il faut lancer deux fois avant qu'il y ait affichage de l'interface et difficile de sélectionner une option dans les menus déroulants : latences et autres décalages. pour infos, pas de carte graphique dans mon pc, j'utilise la partie graphique de mon I7 skylake sur écran lenovo de 2560*1440... -
oki doki ! journée test demain merci
-
Hello Nenex, merci pour ces précieuses infos que je mettrais au test dès demain. une raison particulière pour les 200°c pour impression initiale et 195°c pour la finale ? bonne soirée
-
Hello Nenex, ok, trouvé température bed première couche et ensuite. dès demain je teste avec tes réglages : merci pour ce qui est du z-hop, s'agit-il de "hauteur du décalage en z" ? si oui, il est réglé à 0.09mm pour éviter d'arracher les supports tracés sur la première ligne lors des sauts rapides. en fait, sur les bordures ou les brims récupérés, je trouve des épaisseurs entre 0.19mm et 0.25mm, bien que mon bed soit reglé avec une feuille 90g/m de 0.12mm d'épaisseur il faudrait peut-être le régler à 0.2mm. pourrais tu m'indiquer la valeur que tu utilises ? bonne soirée
-
z-hop ? connais pas. demande infos ! je ferais des essais avec tes réglages pour le bed. 70°c ok, mais 65°c pour les suivantes ? c'est dans cura ? je me mets en mode recherche sur cura en attendant ton prochain post
-
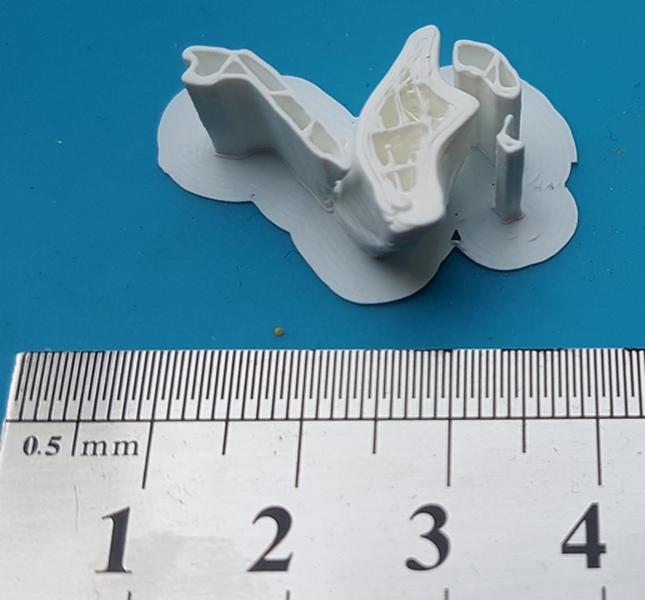
Hello Nenex, merci pour ton post. je n'ai aucun problème avec les grosses pièces : je les imprime avec une simple bordure de trois lignes. pas bête l'idée de mettre un brim, car il m'arrive d'avoir de très légers warpings dans les coins : je prends cette idée ! mon problème c'est avec les petites pièces. par exemple cette patte de mammouth en partie centrale, les 3 autres pièces étant des supports pour les doigts. pas de problème apparent pour la première couche imprimée avec un brim. mais , - à chaque saut brusque et rapide du côté gauche vers le côté droit, la partie gauche se soulève un peu au départ de la buse. - à chaque saut brusque et rapide du côté doit vers le côté gauche, la partie droite se soulève un peu au départ de la buse. - après quelques couches, le tout s'est totalement décollé, impression échouée. adhérence insuffisante, est ce normal pour une ultrabase ? - impression réussie avec l'utilisation d'un radeau qui a parfaitement collé à 60°c et s'est décollé tout seul vers 30°c bonne soirée
-
Hello Desmojack, merci pour ces infos rassurantes. mais ton profil dit imprimante Tevo Tornado, qui fonctionne à priori avec une surface du genre bultack. mes questions portaient sur la surface ultrabase qui à priori bénéficie dune excellente adhérence. je ne trouve pas que la mienne soit si adhérente que cela. s'agit-il : - de l'adhérence standard de l'ultrabase - d'une ultrabase dégradée naturellement (de visu, elle à l'air nickel) - d'une ultrabase dégradée par des nettoyages fréquents avec de l’alcool isopropylique mais peut-être disposes-tu aussi d'une surface ultrabase ? ce serait alors encore plus rassurant. bonne soirée
-
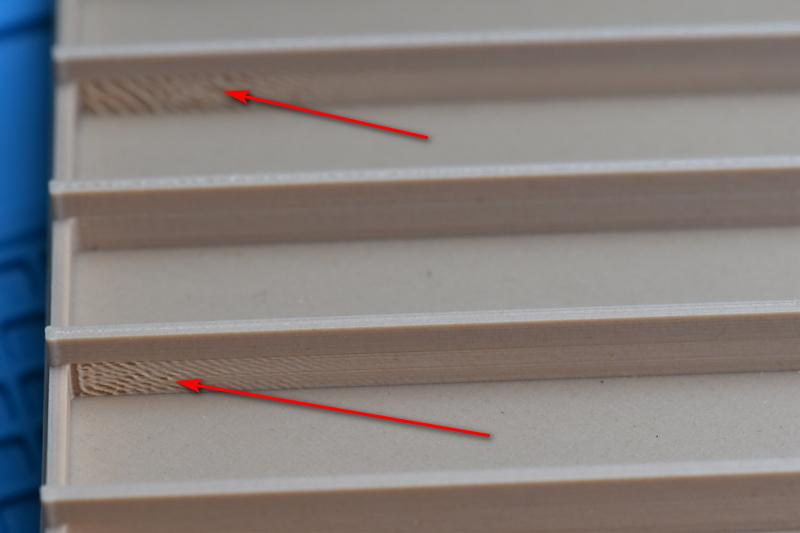
Hello, questons diverses au sujet de l'adhésion de la première couche - niveau du bed fait avec du papier 90g/m2 qui fait 0.12mm d'épaisseur, mesuré au pied à coulisse utilisation de PLA à 210°C et bed à 60°c après nettoyage du bed avec de l'alcool isopropylique 99% après impression, les bordures ou les jupes récupérées font entre 0.19 et 0.25mm d'épaisseur peut-être du à la texture en relief de l'ultrabase ? - pendant rechaufement, la buse se vide. au démarrage, le filament ne vient pas immédiatement, puis parfois sort et se colle en boule à la buse, à l'opposé du déplacement de la buse. puis la ligne se forme. mais parfois le bout de cette ligne reste collé à la buse lors des sauts brusques et la ligne est arrachée. impression annulée. limite normale de l'adhésion ultrabase ? - lors des déplacements rapides entre deux zones d'impression, les supports survolés par la buse sont parfois arrachés : il faut en passer par un radeau. normal là aussi ? - pour des petites pièces avec des zones vides, l'adhésion semble bonne puis après quelques dépots en hauteur, lors des sauts rapides, la tête soulève les extrémités puis fini par décoller les pièces. seule solution = radeau ou alors c'est mon ultrabase qui manque d'adhésion ? bref, dans le cas de mon ultrabase, je dirais : - aucun problème d'adhésion avec les grandes pièces, mis à part le début de la bordure parfois manquante à cause du vidage de la buse au démarrage - pour les petites pièces, point de salut en dehors du radeau normal ou ultrabase à changer ? par ailleurs, il y a ici ou là, des posts qui disent qu'il faut nettoyer l'ultrase le moins souvent possible, car cela enlèverait la couche d'adhésion. d'autres disent qu'il faut systématiquement nettoyer à l'alcool isopropylique 99% avant impression. qui croire ? post un peu long, désolé merci à ceux qui ont réussi à aller jusqu'au bout et qui auraient la gentillesse de me répondre bonne journée à tous.
-
cura Cura 3.2.1 sur anycubic I3 mega
Jraf56 en réponse au topic de nitrog51 dans Paramétrer et contrôler son imprimante 3D
Hello, j’imprime depuis hier des gcodes générés par Cura 3.3.1. il s'agit de petites pièces pas compliquées ; cela fonctionne. pas de différences notables avec les mêmes déjà imprimées avec Cura 15.04.6 bonne soirée. -
cura Cura 3.2.1 sur anycubic I3 mega
Jraf56 en réponse au topic de nitrog51 dans Paramétrer et contrôler son imprimante 3D
Hello, j'ai téléchargé la version 3.3.0 beta de Cura on peut sélectionner son filament et l'activer : poids et prix de la pièce dispos ! par contre pas encore testé le gcode généré et son impression... bonne soirée -
cura Cura 3.2.1 sur anycubic I3 mega
Jraf56 en réponse au topic de nitrog51 dans Paramétrer et contrôler son imprimante 3D
Hello, dans : " préférences - configurer cura - matérials" il est possible de sélectionner l'un des filaments déjà renseignés et même de configurer ses propres filaments, mais le bouton "activer" reste grisé. impossible d'activer le filament sélectionné, du coup, pas de poids ou de prix de la pièce. si on sélectionne le profil, par exemple, de l'ultimaker 3, le bouton "activer" est fonctionnel. cela semble donc lié au profil de la I3 Mega. j'ai contacté Anycubic en demandant un profil fonctionnel pour la I3 Mega et reçu comme réponse : "Anycubic conseille d'en rester à la version de cura 15.04.6 !" pas trouvé de solution pour le moment. bonne journée -
cura Cura 3.2.1 sur anycubic I3 mega
Jraf56 en réponse au topic de nitrog51 dans Paramétrer et contrôler son imprimante 3D
peut-être que cela dépend de la version du firmware de la I3 Mega ? chaque fois que j'ai rencontré des défauts en 3.2.1, je ne les ai plus retrouvé en 15.04.6. petits défauts sans grande importance parfois mais en voilà de bien plus importants qui me semblent provenir d'erreurs de calculs ou d'une mauvaise gestion des arrondis de calcul: l'impression s'est terminé avant la fin car le gcode 3.2.1 était incomplet le gcode fourni par 15.04.6 était complet, impression jusqu'au bout et pas de ces bizarres défauts.

-
cura Cura 3.2.1 sur anycubic I3 mega
Jraf56 en réponse au topic de nitrog51 dans Paramétrer et contrôler son imprimante 3D
Merci beaucoup ! Tommy Desrochers, toujours d'excellentes vidéos... j'ai contacté Anycubic au sujet de cura. ils ne conseillent pas du tout d'utiliser cura 3.2.1. ils disent qu'il faut en rester à cura 15.04.6. dommage, j'aimais bien 3.2.1, mais j'ai trop de déchets avec cette version. bonne journée à tous. -
Hello, merci pour les suggestions. mesures de Z par rapport au châssis en fin d'impression. Z droit = 87.64mm Z gauche = 88.04mm c'est grave docteur ? si oui, il faut intervenir sur les longues vis sur les côtés ? Home, mesures, monter Z, agir sur les vis, etc ? je vais chercher une video sur youtube... concernant les défauts d'impression, je crois en avoir trouvé la raison : cura 3.2.1 avec le profil Anycubic I3 Mega fourni ! le même .stl slicé avec cura 3.2.1 donne un gcode de 24Mo, incomplet, sans endcode, l'impression présente des défauts et s'arrête avant la fin, il faut faire reset. le même .stl slicé avec cura 15.04.6 donne un gcode de 20Mo, complet, avec endcode, l'impression ne présente pas de défauts et s'arrête correctement à la fin. avec un fichier .stl plus petit, cura 3.2.1 génère un fichier gcode inférieur à 20Mo, complet, avec endcode, sans défauts d'impression. en demandant à cura 3.2.1 de prendre en compte l'imprimante Ultimaker 3, dont je ne dispose pas : le même .stl slicé avec cura 3.2.1 donne un gcode de 58Mo, complet, avec endcode, mais je ne peux pas en tester l'impression. par ailleurs, avec le profil Ultimaker 3, il est possible d'activer les matériaux, entre autres les caractéristiques et prix de mes filaments ce qui est impossible avec le profil Anycubic I3 Mega fourni. bref, je dirais que le profil Anycubic I3 Mega fourni est incompatible avec cura 3.2.1 pour des gcodes supérieurs à 20Mo. merci au membre qui mettrait gracieusement à disposition de tous, un profil Anycubic I3 Mega fonctionnel avec nos machines. bonne journée