patrick-81
-
Compteur de contenus
188 -
Inscrit(e) le
-
Dernière visite
Récompenses de patrick-81
")





-
 La solution du carton ou du truc qui frotte me convient. J'ai adopté.
La solution du carton ou du truc qui frotte me convient. J'ai adopté.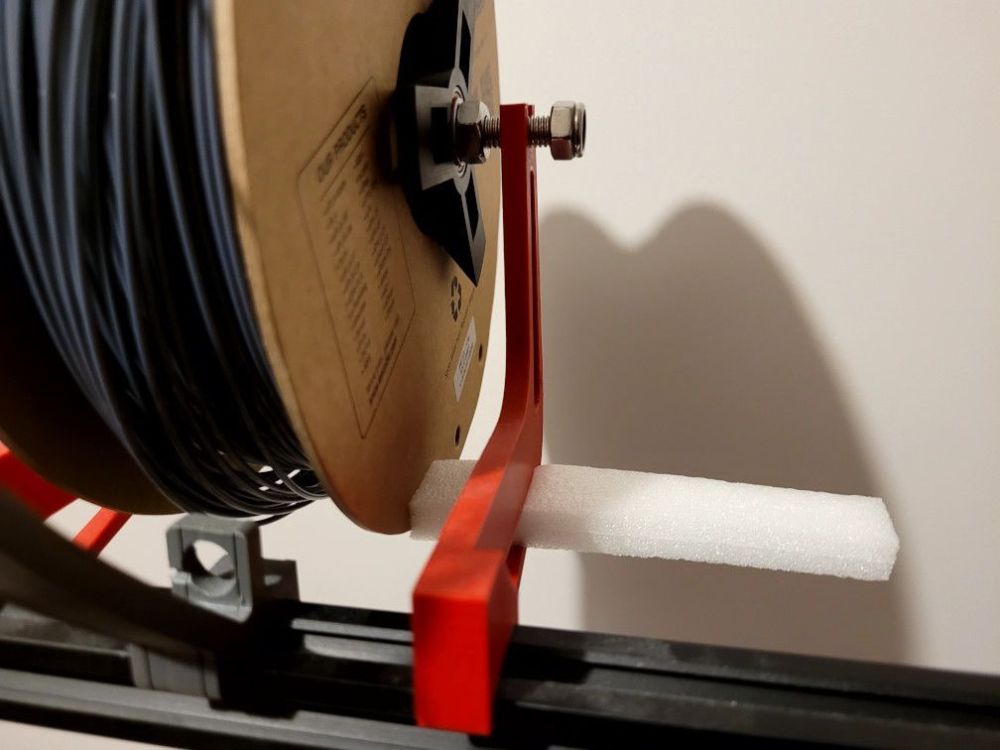
-
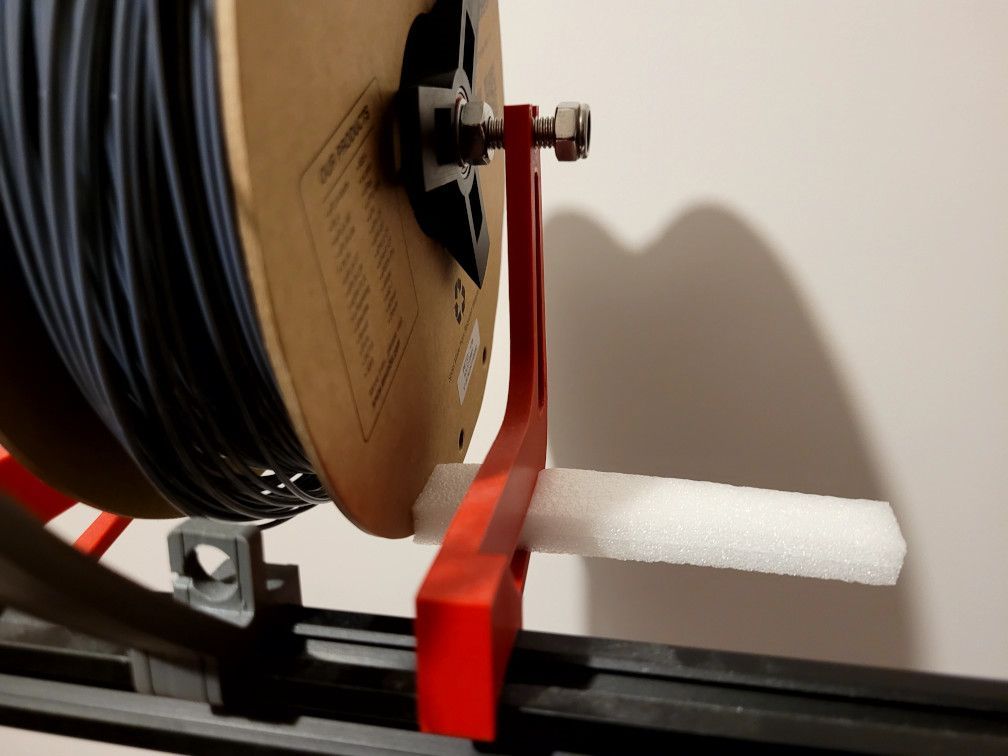
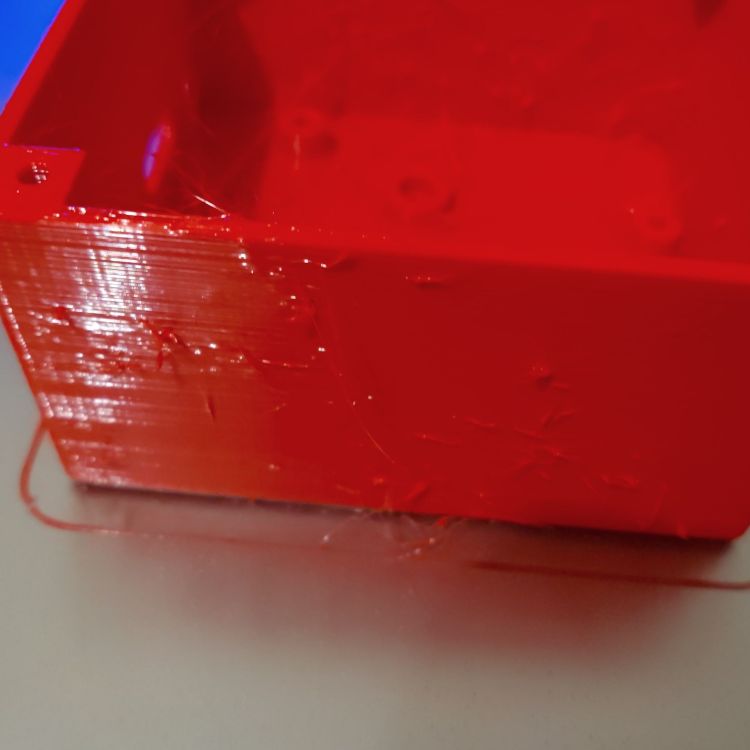
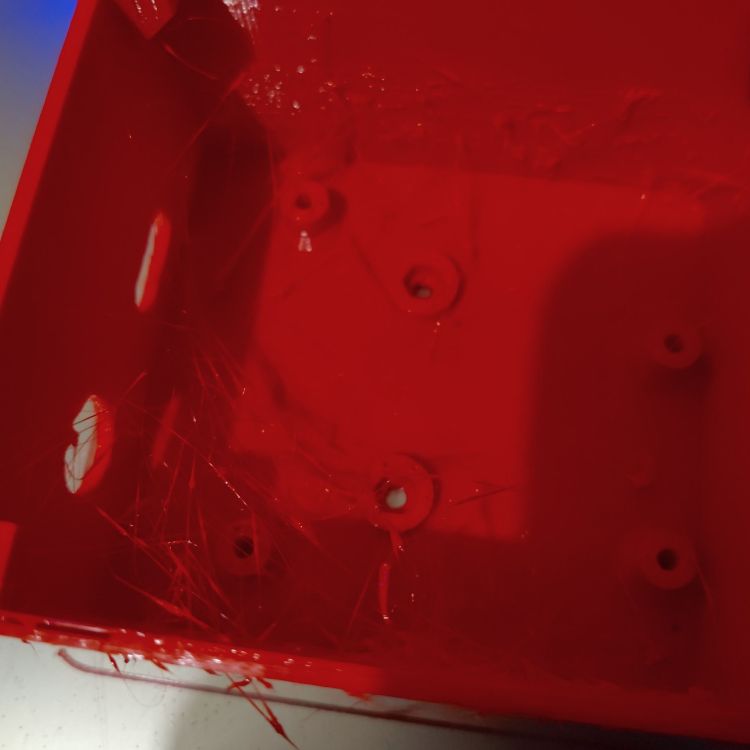
Bonjour, J'ai un petit souci avec un dérouleur de filament qui déroule trop vite et donne le résultat ci-dessous en photo. ça m'a joué un tour une fois en bloquant the filament. Y aurait-il un moyen de fiabiliser le système ? Merci

-
Filament Dailyfil PETG grosse cata
patrick-81 en réponse au topic de patrick-81 dans Entraide : Questions/Réponses sur l'impression 3D
C'est toi @Idealnightque j'ai eu au téléphone ou qui a reçu mon dernier mail ? J'avais augmenté la distance et la vitesse pensant que ça pourrait aider. Je reviendrais à des valeurs plus raisonnables. J'ai pas mal de prints à réaliser dans les jours à venir. Je ne vais pas tarder à commander du recyclé , il me donne des résultats tellement meilleurs. -
Filament Dailyfil PETG grosse cata
patrick-81 en réponse au topic de patrick-81 dans Entraide : Questions/Réponses sur l'impression 3D
J'ai eu les gars de filimprimante3d au téléphone et effectivement ils m'ont dit que le laiton aime beaucoup le PETG. Ils m'ont aussi confirmé que le PETG d'origine et le recyclé sont deux matériaux différents. Ils ne peuvent donc pas vraiment être imprimés avec les mêmes paramètres d'impression. Des ajustements de ceux-ci doivent être réalisés. D'autre part sur leur conseil j'ai baissé la température d'extrusion et le résultat a été encore plus catastrophique. Du coup, en cours de print, j'ai décidé de carrément monter de 10°C la température au dessus des 225°C que j'utilisais habituellement. Donc, je suis passé des 210°C (préconisation) à 235°C. Le résultat a été radical. Le fil ne s'accumulait plus à l'extrémité de la buse. Le print s'est terminé beaucoup mieux qu'il n'avait commencé. Mon impression c'est que le fil trop froid coule mal et a tendance à vriller à la sortie et venir se coller à la buse au lieu de se déposer proprement. A plus haute température le fil coule et se dépose proprement. Je testerais mieux pour confirmer cette impression. C'est une bonne idée ces buses plaquées inox. Je vais me renseigner. -
Filament Dailyfil PETG grosse cata
patrick-81 en réponse au topic de patrick-81 dans Entraide : Questions/Réponses sur l'impression 3D
Bon, j'ai parlé trop vite. Ce filament me donne vraiment du fil à retordre, c'est le cas de le dire. Les résultats sont meilleurs mais loin encore des résultats obtenus avec le filament recyclé. Je vais poursuivre les réglages en température et ventilation pour voir s'il est possible d'améliorer les chose. Le principal problème est la formation d'un bourrelet de matière autour de la pointe de la buse. Je vais devoir chercher des infos pour savoir si c'est évitable. -
Filament Dailyfil PETG grosse cata
patrick-81 en réponse au topic de patrick-81 dans Entraide : Questions/Réponses sur l'impression 3D
je viens de découvrir deux options magiques dans prusaslicer qui fixent le problème: Rétracter lors des changements de couche Nettoyer lors des rétractions Aucune des deux n'étaient cochées. Ça fonctionnait sans avec le filament précédemment utilisé qui était un PETG Dailyfil recyclé. Avec celui-ci qui est d'"origine" donc non recyclé. Pourquoi ? ben je ne sais pas. Merci à tous les deux.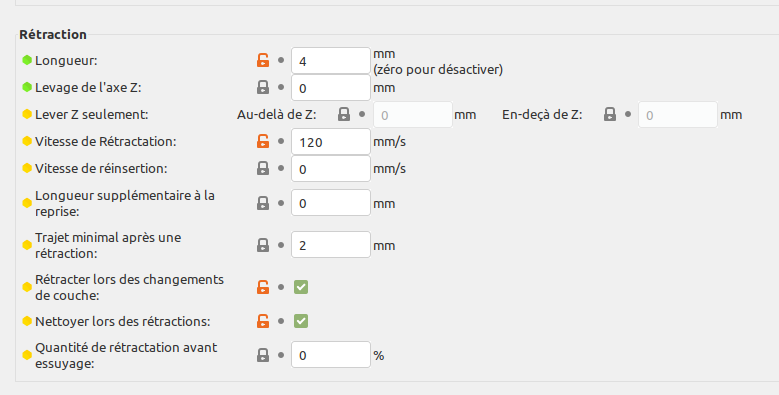
-
Filament Dailyfil PETG grosse cata
patrick-81 a posté un sujet dans Entraide : Questions/Réponses sur l'impression 3D
Bonjour, J'ai besoin d'un avis éclairé. J'ai utilisé jusqu'à maintenant sans grand problèmes du filament PETG Dailyfil recyclé et non recyclé. Je viens de mettre en service une bobine d'un kilo et patatras, impossible d'imprimer proprement avec ce fil. Avant j'utilisais une température de buse de 225° et un flux de 90% et tout se passait à merveille. J'utilise Prusaslicer qui me donne entièrement satisfaction. Avec ce fil , rien à faire, ça se passe mal. La tête d'impression s'encrasse, des couches se décollent et j'ai des cheveux d'ange partout. J'ai tenté de baisser la température à 220°C et le flux à 80% sans succès. Je ne sais plus quoi faire. Auriez-vous un conseil à me donner ?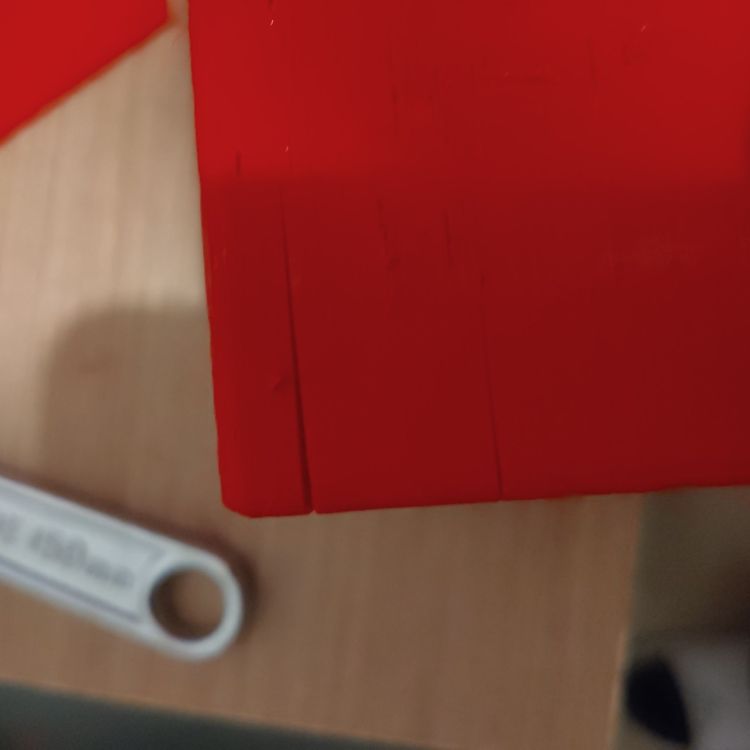
-
@Thierry94J'ai repris le serrage des roues de guidage sur l'axe Z et aussi déserré et resserré les vis de fixation des chariots. Il semble bien que le placement des roues était assez mauvais. Le peu de jeu récupéré par l'opération a permis de réaliser un ajustement bien meilleur des excentriques gauche et droit. Les roues maintenant guident et ne serrent plus l'axe comme auparavant. Et effectivement les vagues ont disparues. @TitouvolLe nombre de pas/mm de l'extrudeur a été calé mais le grattonage continuait. J'ai soupçonné plus un problème de qualité du filament. J'ai descendu le niveau de flux à 90% (multiplicateur d'extrusion dans prusaslicer) et le grattonage a quasiment disparu. Donc effectivement c'était un problème de sur-extrusion. Je ne pensais pas que les deux paramètres (multiplicateur d'extrusion et steps/mm de l'extrudeur) puissent être décorrélés, mais cela semble être le cas. Une leçon à retenir. On en apprend tous les jours. Merci à tous les deux
-
@Titouvol J'étais en sous-extrusion det de beaucoup 8,6cm pour 10cm de filament demandé. Le grattonage existe toujours mais en plus j'ai un phénomène de vague bizzare sur la première couche. Un truc qui me laisse très perplexe. Est-ce un problème d'imprimante ou de slicer ?
-
Tout est dans le titre. Comment se débarrasser de cette calamité (dans mon cas) qui pourrit les print ?
-
Je viens d'imprimer une nouvelle pièce. Je croyais le problème résolu mais j'ai encore des trous entre le remplissage et la coque (en haut à droite). Je ne pige pas trop parceque l'aspect paraît bon. Et ce qui m'a parut bizarre c'est que la pièce qui devrait faire 8mm d'épaisseur n'en fait que 7,8mm. J'ai donc imprimé le cube de calibration pour étalonner mon axe Z. Et là même erreur d'épaisseur 19,8mm. Dans les deux cas l'épaisseur de couche est de 0,2mm. Tout se passe comme si PrusaSlicer oubliait une couche en cours de route.

-
@jmarie3DMerci, il ne me reste plus qu'à tester.
-
Et tout d'abord, est-ce possible ? Pourquoi ? Parce que je voudrais imprimer des élerment de charnière en bord d'un boîtier et je ne veux pas passer des dizaines d'heures à imprimer le boîtier en question. Donc je me dis qu'une solution serait de définir deux zones une avant d'attaquer les couches comprenant les charnières, l'autre les couches où se situent les charnière. Et entre les deux changer le paramétrage de qualité d'impression. Une idée ?
-
@Bosco2509Merci pour tes conseils. J'étais à 25% de recouvrement en passant à 45% cela semble avoir réglé le problème.
-
Il s'agit bien de la zone entourée en vert. La rétraction est de 3mm à 25mm/s. L'imprimante est en direct drive.