Chercher dans la communauté
Résultats des étiquettes.
-

prusaslicer Difficulté Prusaslicer pour i3RDX
Kylou86 a posté un sujet dans Paramétrer et contrôler son imprimante 3D
Bonjour, Je lance cette discussion pour les autres usagers qui pourrait se poser les elles questions que moi et qui aurait des difficultés sur le slicer. Voilà, donc pour ma part je n'arrive pas à sélectionner l'imprimante sur le slicer ( i3RDX) et à mettre les fichiers .INI dessus pour pouvoir enregistrer le g-code pour lancer l'impression. Si vous pouvez m'aider ( me donner une procédure ou que l'on s'appelle ) je vois en remercie d'avance. Cordialement Kylane. @Kachidoki -
 Bonjour tout le monde je ne sais pas ce qui m'arrive j'ai changé la buse de 0.4 par une 0.1 pour découvrir ce que cela fait (je suis un vrai débutant dans slicer) et je me retrouve avec un manque de la dernière couche Avant de remettre la 0.4 ( dont je ne pense pas que c'est le problème ) je pose la question ici Pièce2.3mf j'ai voulu envoyer le fichier sldprt mais le site le refuse
Bonjour tout le monde je ne sais pas ce qui m'arrive j'ai changé la buse de 0.4 par une 0.1 pour découvrir ce que cela fait (je suis un vrai débutant dans slicer) et je me retrouve avec un manque de la dernière couche Avant de remettre la 0.4 ( dont je ne pense pas que c'est le problème ) je pose la question ici Pièce2.3mf j'ai voulu envoyer le fichier sldprt mais le site le refuse.jpg.71d9931a1da3d50c99232f7f0949e77e.jpg)
-

Impression de pièces Assemblées
baptou_88 a posté un sujet dans Entraide : Questions/Réponses sur l'impression 3D
Bonjour à tous ! Actuellement je cherche à imprimer des pièces Assemblées (pour le moment c'est du PLA) Une fois imprimer j'aimerais que mes pièces puisse bouger l'une par rapport à l'autre Cependant je ne sais Comment faire pour que 2 faces planes horizontales ne se collent pas entre elle J'ai essayé differentes valeur de jeu (0.15 et 0.25) Avez vous des recommandations ? Cordialement Baptiste charnierreFrigo.3mf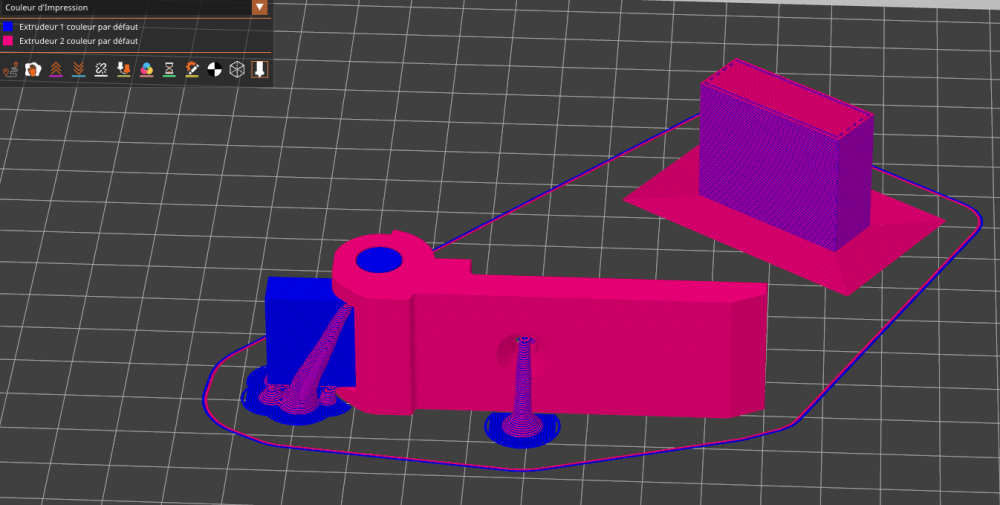
-
Pb réenfilage après changements outils
baptou_88 a posté un sujet dans Discussions sur les logiciels 3D
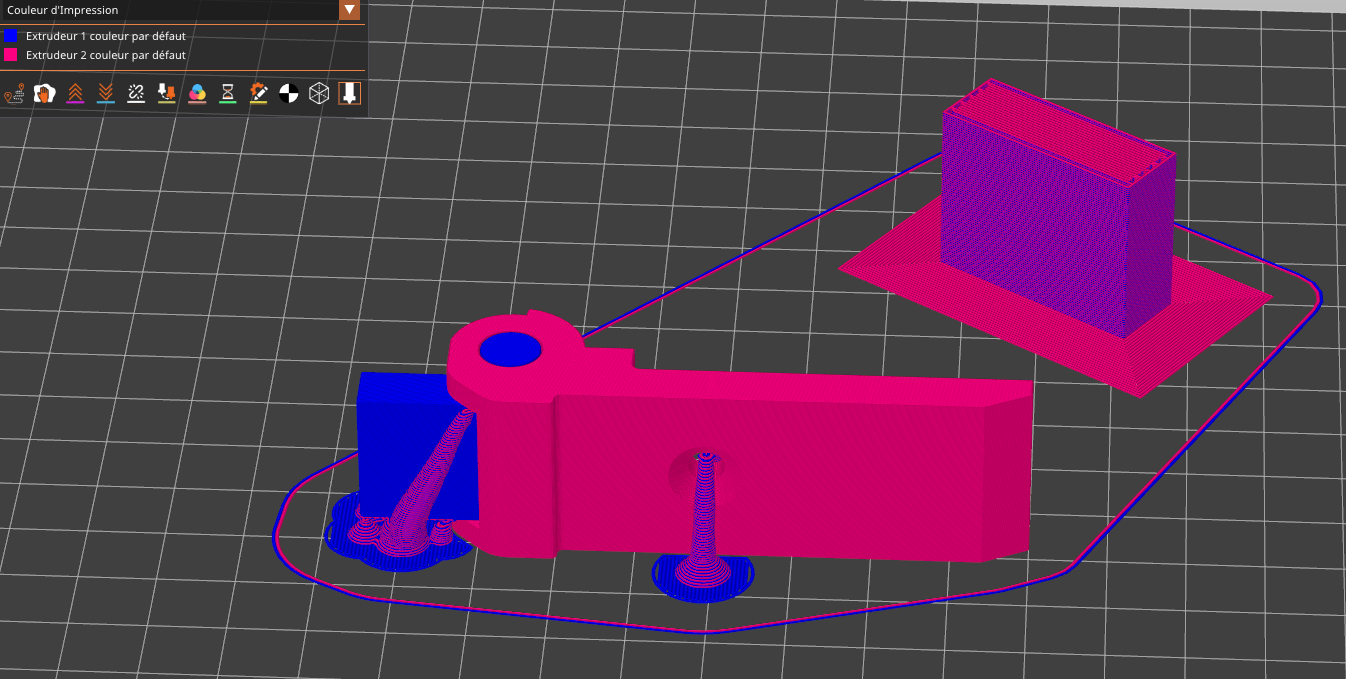
Bonjour à tous! Je me permets de venir vers vous car je manque d'infos Je possede une "GEEETECH MIZAR M" qui est une machine permettant d'imprimer 2 fil different (1 seule buse mais 2 moteurs d'extrusion), et j'utilise PrusaSlicer (version 2.8.0) J'essai aujourd'hui d'imprimer une pièce avec 2 plastiques de couleurs differentes afin d'apprendre à utiliser cette fonctionnalité (j'ai mi en pièce jointe les pieces ) mon problème apparait lors du changement de fil: -lorsque un extrudeur à terminé d'imprimer, il retracte le fil pour laisser la place a l'autre fil (jusque là tous va bien) -la buse se deplace vers la tour de nettoyage (jusque là tous va bien) -l'autre extrudeur commence à inserer son fil (jusque là tous va bien) cependant l'autre fil n'a pas eu le temps de sortir de la buse que la machine commence déjà à imprimer la pièce, ce qui cré un manque de remplissage j'aimerais par conséquent comprendre comment corriger ce problème Cordialement Baptiste charnierreFrigo.3mf
-

prusaslicer Affichage coût d'impression PrusaSlicer
BenOuais a posté un sujet dans Paramétrer et contrôler son imprimante 3D
Bonsoir, Je ne trouve pas comment afficher le coût et le poids de l'impression dans PrusaSlicer ? J'ai pourtant bien saisi les paramètres de ma bobine dans l'onglet réglage du filament. Je dois passer à côté ... Merci -
 Étant allergique à Cura, je viens de passer sur prusaslicer 2.7 avec la Neptune 4 plus, j'ai trouvé un profil (config.ini) de Neptune 4 pro que j'ai modifié et cela fonctionne plutôt bien mais dès que je fais une modif je ne peux pas l'enregistrer, à chaque fois j'ai un message du style "impossible d'écraser un profil extérieur" il y a t'il une astuce Pour contourner ça ?
Étant allergique à Cura, je viens de passer sur prusaslicer 2.7 avec la Neptune 4 plus, j'ai trouvé un profil (config.ini) de Neptune 4 pro que j'ai modifié et cela fonctionne plutôt bien mais dès que je fais une modif je ne peux pas l'enregistrer, à chaque fois j'ai un message du style "impossible d'écraser un profil extérieur" il y a t'il une astuce Pour contourner ça ? -

prusaslicer Bltouch prusaslicer
nosyop a posté un sujet dans Paramétrer et contrôler son imprimante 3D
Bonjour tout le monde Je débute dans l'impression 3d avec une Creality 3D Pro ,au début je tournais avec Cura au fil des vidéos vu sur PursaSlicer je suis partir avec ça j'ai acheter un BLTOUCH pour cura je voudrais mettre mon BLTOUCH sur PursaSlicer mais je ne ses pas comment faire auriez vous un filon voici mon GCODE de PursaSlicer GCODE du début G28 Y0 X0 Z0 ; M140 S[first_layer_bed_temperature] ; set bed temp M190 S[first_layer_bed_temperature] ; wait for bed temp M104 S[first_layer_temperature] ; set extruder temp M109 S[first_layer_temperature] ; wait for extruder temp M300 S1000 P500 ; chirp G1 Y10 X10 F4000.0 ; go outsidCODEe print area G1 Z0.0 F300.0; G1 X90 E15.0 F1000.0 ; intro line G92 E0.0 GCODE de fin M104 S0 ; turn off temperature M140 S0; Turn off Bedd G1 E-2 F900; Retract Filament to minimize droping filament while still cooling nozzle G1 X5.0 F2000 G1 Y2900 F1000; M84 ; disable motors M107 ; turn off fan M300 S100 P500 ; chirp En vous remerciants d'avance -
Bonjour à tous Dans freecad je crée un tube de 6,2 mm de diametre intérieur et 7,8mm de diamètre extérieur pour une hauteur de 12mm que j'exporte en stl. A l'ouverture dans prusaslicer il fait 15,6x15,6x12. J’ai essayé l’export en amf, obj, j’ai exactement le même probleme, J’ai multiplié les dimensions par 10, même problème. Quelqu’un a t’il une piste ? Merci
-
ça y est, PrusaSlicer est sorti en version finalisée 2.5.0 https://www.prusa3d.com/page/prusaslicer_424/ D'après Thomas Sanladerer, la génération des périmètres "Arachne" améliore la qualité au point de pouvoir imprimer en buse de 0.6 avec une qualité quasi identique à la buse de 0.4 avec les anciennes version de PrusaSlicer... https://www.youtube.com/watch?v=WgXM2zPusXo à tester !
-
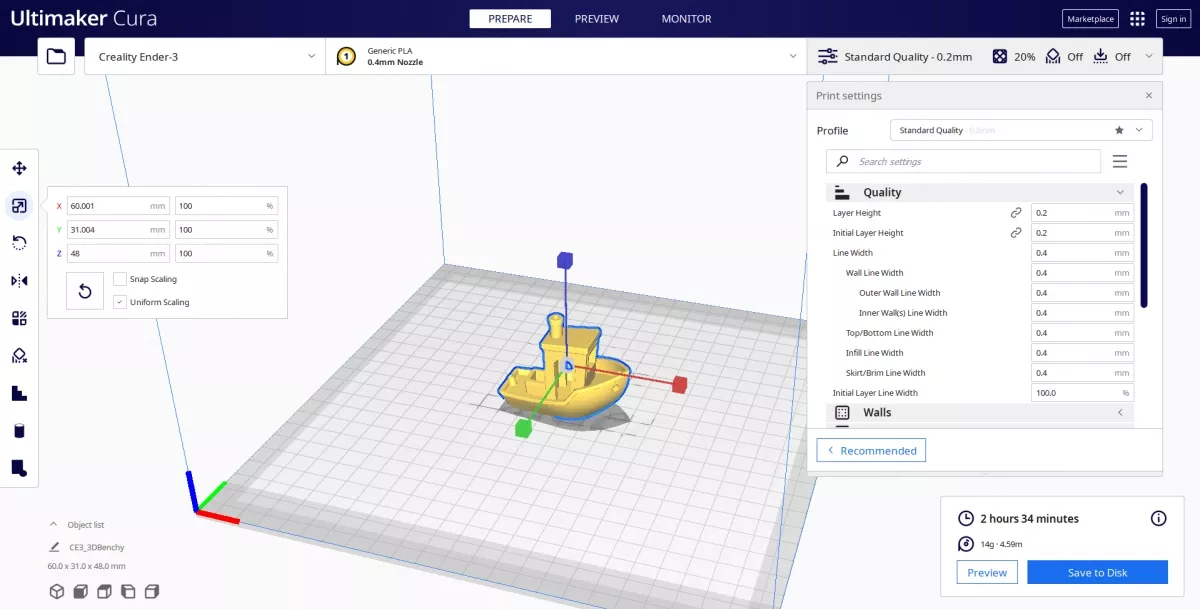
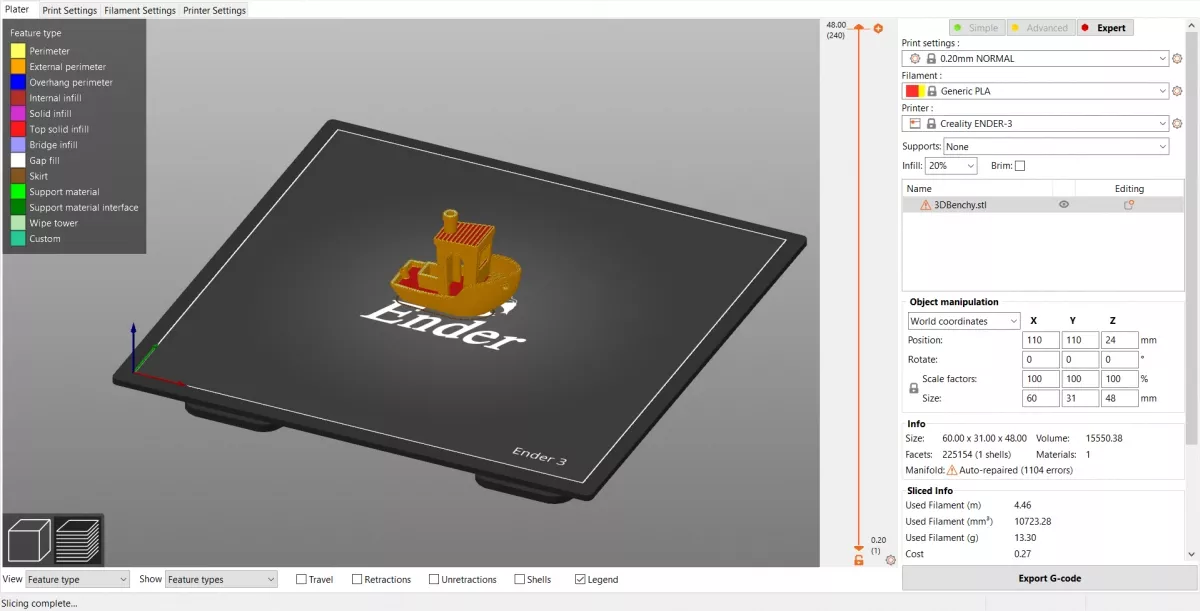
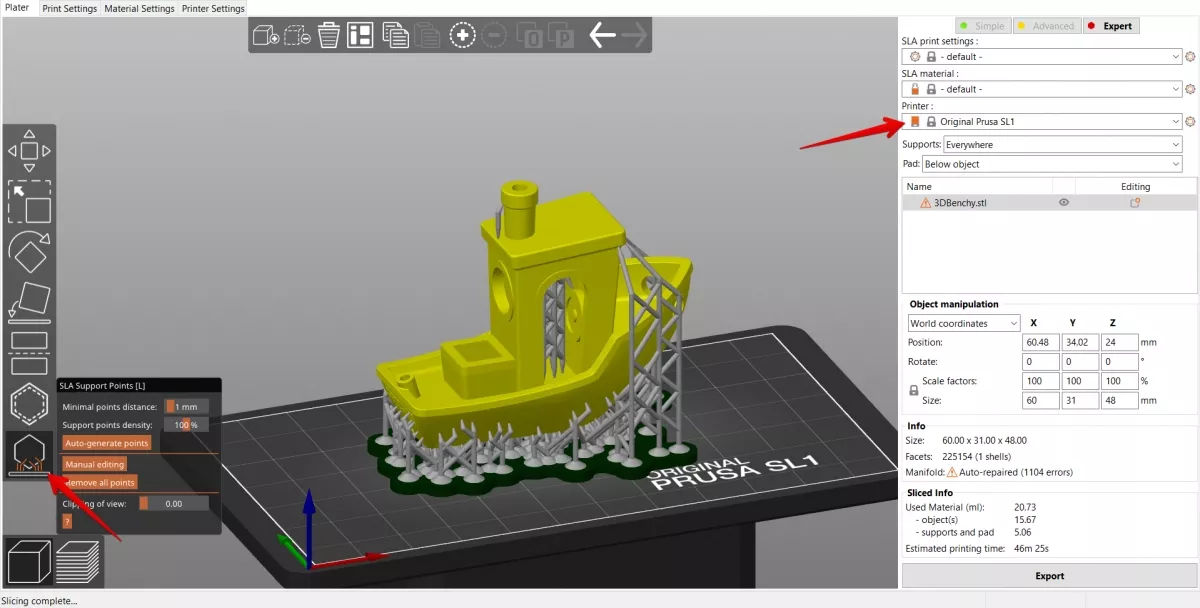
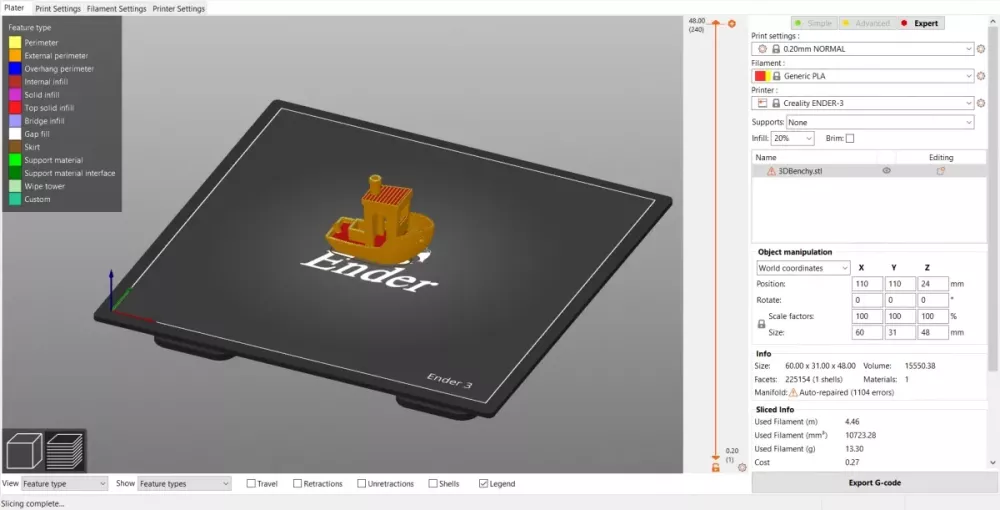
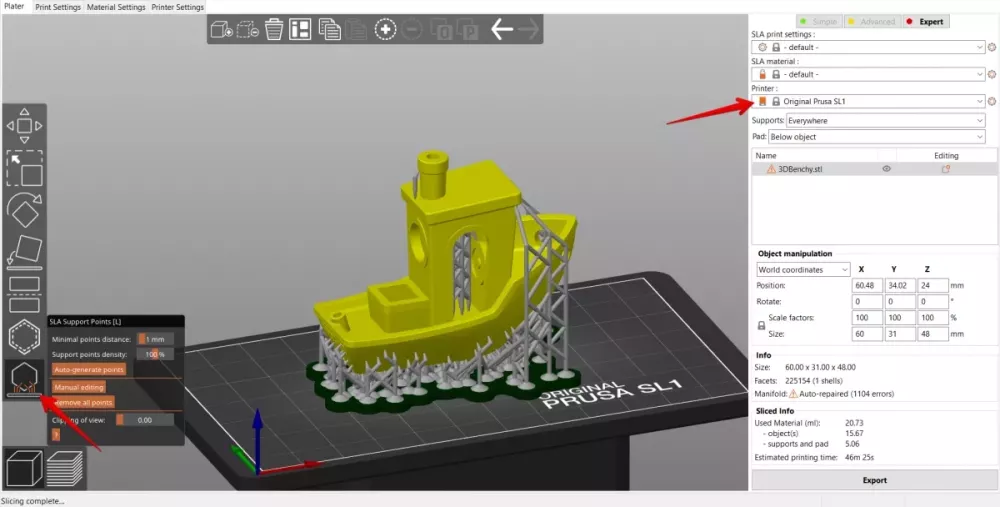
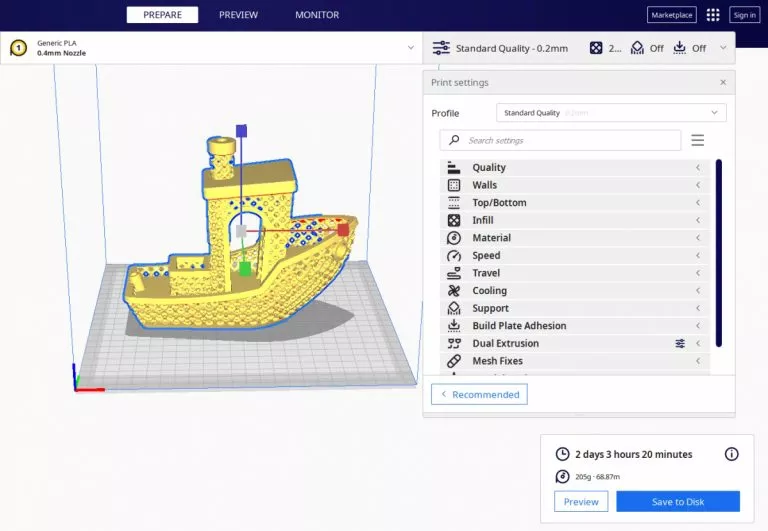
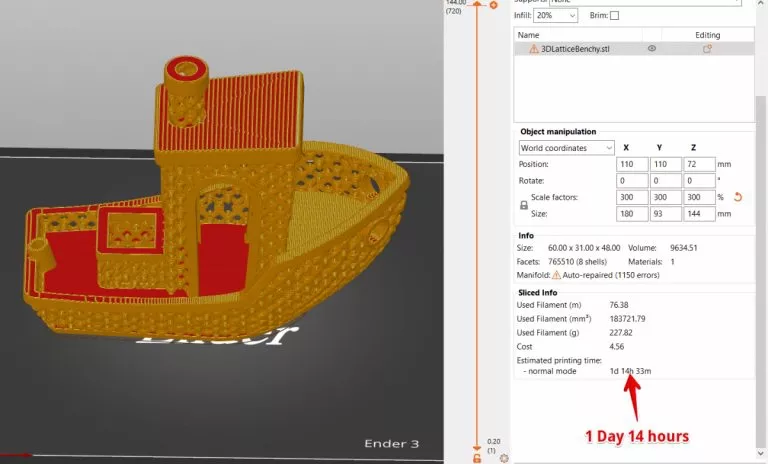
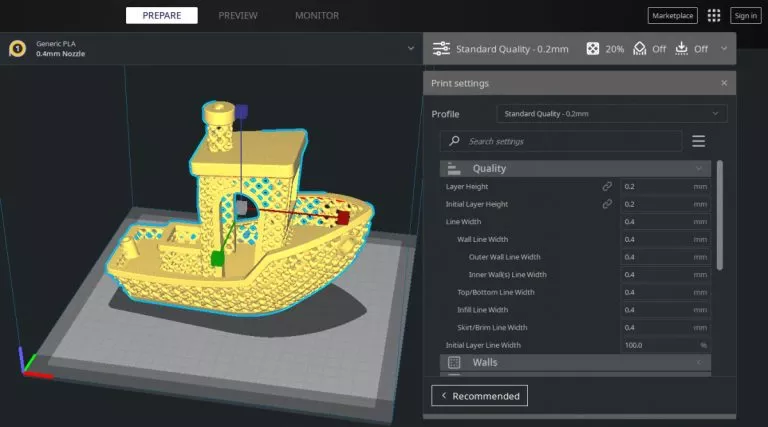
 Salut Je vous propose ici une traduction d'un article paru dans 3D Printerly sur Cura et PrusaSlicer avec l'aimable autorisation de son auteur Mike Dwamena J'ai trouvé cet article très intéressant et assez neutre avec des exemples et des avis d'utilisateurs. Et comme on parle assez souvent des ces deux trancheurs sur le forum je me sui dit tiens pourquoi pas le partager ici Il s'agit bien là d'une traduction littérale (avec ces imperfections même si j'ai corrigé quelques mots et tournures) de l'article et pas de mon avis personnel. Ne connaissant pas (encore) Cura et n'utilisant que PrusaSlicer je ne peux pas juger lequel des deux est le meilleur. Et vous verrez que Mike non plus Enfin je vous invite à commenter et à apporter des précisions pour enrichir le sujet. Si vous remarquez des fautes n'hésitez pas j'essaierai de les corriger Bonne lecture JC Cura Vs PrusaSlicer - Quel est le meilleur pour l'impression 3D ? Écrit par Michael Dwamena dans logiciel d'impression 3D https://3dprinterly.com/cura-vs-prusaslicer-which-is-better-for-3d-printing/ Cura & PrusaSlicer sont deux trancheurs populaires pour l'impression 3D, mais les gens se demandent lequel est le meilleur. J'ai décidé d'écrire un article pour vous donner les réponses à cette question afin que vous sachiez quel trancheur vous conviendrait le mieux. Cura et PrusaSlicer sont tous deux d'excellentes options pour l'impression 3D et il est difficile de dire que l'un est meilleur que l'autre pour l'impression 3D. Cela dépend principalement des préférences de l'utilisateur, car ils peuvent tous les deux faire la plupart des choses nécessaires, mais il existe de légères différences telles que la vitesse, les fonctionnalités supplémentaires et la qualité d'impression. C'est la réponse de base, mais il y a plus d'informations que vous voudrez savoir, alors continuez à lire. 1. Quelles sont les principales différences entre Cura et PrusaSlicer ? Interface utilisateur PrusaSlicer prend également en charge les imprimantes SLA Cura a plus d'outils et de fonctionnalités - plus avancé PrusaSlicer est meilleur pour les imprimantes Prusa Cura a des supports d'arbre et une meilleure fonction de support Prusa est plus rapide à imprimer et parfois à trancher Prusa crée mieux les hauts et les coins Prusa crée des supports plus précisément La fonction de prévisualisation et le découpage de Cura sont plus lents PrusaSlicer peut mieux estimer les temps d'impression Cela dépend des préférences de l'utilisateur 1.1 Interface utilisateur L'une des principales différences entre Cura et PrusaSlicer est l'interface utilisateur. Cura a un look plus moderne et plus propre, tandis que PrusaSlicer a un look traditionnel et simplifié. Certains utilisateurs préfèrent l'apparence de Cura, tandis que d'autres aiment l'apparence de PrusaSlicer, c'est donc vraiment à la préférence de l'utilisateur de choisir celle que vous choisirez. Voici à quoi ressemble Cura. Voici à quoi ressemble PrusaSLicer. 1.2 PrusaSlicer prend également en charge les imprimantes SLA L'une des différences les plus importantes entre Cura et PrusaSlicer est que PrusaSlicer peut également prendre en charge les machines SLA à résine. Cura ne prend en charge que l'impression 3D à filament, mais PrusaSlicer peut faire les deux, et très bien. L'image ci-dessous montre les fonctions de résine de PrusaSlicer. Il vous suffit de charger votre modèle sur la plaque de construction, de choisir de creuser votre modèle et d'ajouter des trous, d'ajouter des supports, puis de trancher le modèle. C'est un processus très simple et il crée assez bien des supports SLA. 1.3 Cura a plus d'outils et de fonctionnalités - Plus avancé Cura a définitivement plus d'options et de fonctionnalités derrière elle. Un utilisateur a mentionné que Cura a des fonctionnalités plus avancées, ainsi qu'un ensemble de paramètres expérimentaux que PrusaSlicer n'a pas. L'un de ces éléments clés qu'il a mentionnés était les supports arborescents. Les supports arborescents étaient auparavant un paramètre expérimental, mais comme les utilisateurs l'aimaient tellement, il est devenu une partie de la sélection normale des supports. La plupart des utilisateurs n'auront probablement pas beaucoup d'utilisations pour les fonctionnalités expérimentales, mais c'est un excellent ensemble de capacités uniques pour essayer de nouvelles choses. Il y a certainement des paramètres utiles pour certains projets. Voici quelques exemples de paramètres expérimentaux actuels : Tolérance de tranchage Activer le pare-brise Peau floue Fil d'impression Utiliser des calques adaptatifs Essuyez la buse entre les couches La tolérance de découpage est vraiment bonne pour les pièces qui doivent s'emboîter ou glisser ensemble, et la régler sur "Exclusif" garantira que les calques restent dans les limites de l'objet afin que les pièces puissent s'emboîter et glisser les unes sur les autres. PrusaSlicer a définitivement rattrapé son retard sur ce qu'il peut offrir pour l'impression 3D. Regardez la vidéo ci-dessous par Maker's Muse qui explique comment contrôler chaque paramètre dans une nouvelle version de PrusaSlicer. 1.4 PrusaSlicer est meilleur pour les imprimantes Prusa PrusaSlicer est un trancheur qui est correctement réglé spécifiquement pour les imprimantes 3D Prusa, donc si vous avez une machine Prusa, vous constaterez que PrusaSlicer est généralement meilleur que Cura. Si vous préférez utiliser Cura, la bonne chose est que vous pouvez toujours importer des profils Prusa directement dans Cura, mais il existe certaines limitations. Vous pouvez apprendre à importer des profils dans Cura en utilisant cet article de Prusa. Vous pouvez utiliser PrusaSlicer avec un Ender 3 et vous pouvez utiliser Cura avec un Prusa i3 MK3S+. Un utilisateur qui a essayé d'importer un profil PrusaSlicer dans Cura a mentionné qu'il ne pouvait pas faire la différence entre les deux impressions 3D PLA qu'il avait créées à partir des deux trancheuses. Cela montre que PrusaSlicer et Cura sont assez similaires en termes de qualité d'impression uniquement, donc les différences et le choix du meilleur proviendront principalement des fonctionnalités et des préférences de l'utilisateur. Un utilisateur recommande d'utiliser PrusaSlicer plutôt que Cura, mais il a mentionné que dans le passé, Cura avait quelques fonctionnalités supplémentaires que PrusaSlicer n'avait pas. Au fil du temps, PrusaSlicer a ajouté des fonctionnalités similaires et a surtout rattrapé les lacunes des fonctionnalités. Si vous avez un Prusa Mini, il y a plus de raisons d'utiliser PrusaSlicer car il nécessite un code G supplémentaire dans le profil de l'imprimante. Ils ont en fait essayé d'imprimer en 3D sans utiliser PrusaSlicer avec leur Prusa Mini et ont presque cassé leur imprimante 3D car ils ne comprenaient pas le G-Code. 1.5 Cura a des supports arborescents et de meilleures fonctions pour les supports Une différence clé dans les fonctionnalités entre Cura et PrusaSlicer est la prise en charge des supports arborescents. Un utilisateur a mentionné que lorsqu'il avait besoin d'utiliser des supports pour les impressions 3D, il utilisait Cura au lieu de PrusaSlicer. Sur cette base, il semble que Cura ait plus de fonctionnalités lorsqu'il s'agit de créer des supports, il peut donc être préférable pour les utilisateurs de s'en tenir à Cura dans ce cas. Un autre utilisateur qui a essayé à la fois PrusaSlicer et Cura a déclaré qu'il préférait utiliser Cura, principalement en raison du nombre d'options personnalisées disponibles, ainsi que des supports arborescents. Vous pouvez essayer de créer des supports similaires aux supports arborescents dans PrusaSlicer en utilisant les supports SLA, puis en enregistrant le STL et en réimportant ce fichier dans la vue de filament normale et en le découpant sans support. Cura dispose d'une interface de support qui facilite la production de résultats réussis par rapport à PrusaSlicer, en particulier avec des impressions 3D fonctionnelles. Un utilisateur a déclaré que pour les supports avec séparation monocouche, Cura pouvait bien le gérer, mais PrusaSlicer ne le pouvait pas, mais c'est un cas assez unique et peu courant. Un utilisateur qui a comparé Cura à PrusaSlicer a déclaré que le meilleur trancheur dépend vraiment de ce que vous voulez faire et des exigences que vous avez du modèle. 1.6 PrusaSlicer est plus rapide à imprimer et parfois à trancher Cura est connu pour être assez lent pour découper les modèles, ainsi que pour imprimer les modèles réels en raison de la façon dont il traite les calques et les paramètres. Montré dans la vidéo ci-dessous par Make With Tech, il a constaté que la vitesse d'impression de PrusaSlicer est environ 10 à 30 % plus rapide que Cura pour les mêmes modèles 3D avec les paramètres par défaut. Les deux modèles n'avaient pas non plus beaucoup de différence notable. Il semble que PrusaSlicer soit davantage axé sur la vitesse et ait des profils plus précis pour cela. Le modèle qu'il montre dans la vidéo a été imprimé par Cura en 48 minutes environ, tandis que PrusaSlicer l'a imprimé en 40 minutes environ, une impression 3D 18 % plus rapide. Cependant, le temps total, qui comprend le chauffage et d'autres processus de démarrage, a montré que PrusaSlicer était plus rapide de 28 %. J'ai mis un Benchy dans Cura et PrusaSlicer et j'ai trouvé que Cura donne un temps d'impression de 1 heure et 54 minutes, tandis que PrusaSlicer donne 1 heure et 49 minutes pour les profils par défaut, donc c'est assez similaire. Le temps réel nécessaire à Cura pour trancher les modèles serait plus lent que PrusaSlicer. En fait, j'ai chargé un Benchy en treillis mis à l'échelle à 300 % et il a fallu à peu près exactement 1 minute et 6 secondes pour que les deux modèles découpent et affichent l'aperçu. En termes de temps d'impression, PrusaSlicer prend 1 jour et 14 heures tandis que Cura prend 2 jours et 3 heures avec les paramètres par défaut. 1.7 Prusa crée mieux les dessus et les coins Cura a certainement plus d'outils que n'importe quel autre trancheur et est mis à jour/développé à un rythme beaucoup plus rapide, c'est donc un trancheur plus puissant. D'un autre côté, d'autres trancheurs peuvent en fait faire certaines choses mieux que Cura. Un exemple qu'il a mentionné est que Prusa est meilleur que Cura pour faire les coins et le dessus des impressions 3D. Même si Cura a un paramètre appelé Lissage qui améliore soi-disant les sommets et les coins, Prusa le surpasse toujours. Consultez l'image ci-dessous pour voir les différences. https://imgur.com/a/mBNlea5#6Ar6C7X 1.8 Prusa crée des supports plus précisément Une autre chose que Prusa fait vraiment bien au-dessus de Cura est la routine des supports. Plutôt que de terminer les supports sur des hauteurs de couche entières comme Cura, PrusaSlicer peut terminer les supports à des hauteurs de sous-couche, ce qui les rend plus précis. 1.9 La fonction de prévisualisation et le découpage de Cura sont plus lents Un utilisateur personnellement n'aime pas l'interface utilisateur de Cura, en particulier la fonction de prévisualisation lente à charger. Les deux trancheurs ont les paramètres et fonctionnalités importants intégrés, donc l'utilisation de l'un ou l'autre devrait être couronnée de succès, et ils fonctionnent tous les deux pour n'importe quelle imprimante 3D FDM. Il recommande de choisir PrusaSlicer, sauf si vous souhaitez spécifiquement utiliser une fonctionnalité unique de Cura. Cura est un slicer plus avancé, mais un autre utilisateur n'aime pas la façon dont il affiche ses paramètres, d'autant plus qu'il y en a beaucoup. Ils ont mentionné qu'il peut être difficile de comprendre ce qui n'allait pas avec une impression 3D basée sur l'interface utilisateur. 1.10 PrusaSlicer peut mieux estimer les temps d'impression En ce qui concerne les estimations fournies par Cura, un utilisateur a déclaré qu'elles étaient systématiquement plus longues que celles fournies par PrusaSlicer. Il a compris que les temps que Cura donne sont généralement plus longs que le temps estimé qu’il donnes, tandis que les estimations de PrusaSlicer sont précises dans la minute environ, à la fois pour les impressions plus courtes et plus longues. Ceci est un exemple que Cura n'estime pas avec précision les temps d'impression par rapport à PrusaSlicer, donc si les estimations de temps sont importantes pour vous, PrusaSlicer pourrait probablement être une meilleure option. D'autre part, la vidéo Make With Tech ci-dessus a comparé les temps de découpage des deux trancheurs et a constaté que la principale différence d'estimations d'impression provient des déplacements et des rétractions. Lorsque Cura a beaucoup de déplacements et de rétractions pendant le processus d'impression, les estimations ne sont peut-être pas aussi précises, mais pour les impressions 3D plus denses, elles sont assez précises. Pour la vitesse d'impression à la fois pour PrusaSlicer et Cura, quelqu'un a mentionné que dans certains cas, lorsqu'il découpe un modèle pour une machine Prusa sur PrusaSlicer, il s'imprime plus rapidement, tandis que lorsqu'il découpe un modèle pour une machine Ender sur Cura, il s'imprime plus rapidement. Ils ont également dit que les pièces PrusaSlicer avaient plus de cheveux d’ange en raison des mouvements de déplacement. Cura n'avait pas ces cheveux d’ange en raison des petites manœuvres que Cura fait pendant les déplacements pour diminuer la tension sur le filament. Un autre utilisateur a déclaré avoir à la fois un Ender 3 V2 et un Prusa i3 Mk3S+, utilisant les deux trancheurs. Au lieu de cela, il a mentionné que c'est l'imprimante réelle qui était inexacte, l'Ender 3 V2 étant inexacte et la Prusa i3 Mk3S+ étant extrêmement précise, jusqu'à la seconde. 1.11 Cura a des thèmes 1 .12 PrusaSlicer a un meilleur processus de hauteur de couche variable La hauteur de couche adaptative variable de PrusaSlicer fonctionne mieux que le paramètre de couches adaptatives expérimentales de Cura, car il a plus de contrôle sur la variation de la hauteur des couches. La version de Cura fonctionne bien pour les impressions 3D plus fonctionnelles, mais je pense que PrusaSlicer le fait mieux. Regardez la vidéo ci-dessous pour voir comment cela fonctionne. Regardez une vidéo des couches adaptatives de Cura pour la voir en action. Il a produit un gain de temps de 32% pour le YouTuber, ModBot. 1.13 Cela dépend des préférences de l'utilisateur Un utilisateur qui a utilisé à la fois PrusaSlicer et Cura a déclaré qu'il passait régulièrement à Cura lorsque PrusaSlicer ne fonctionnait pas aussi bien, et vice versa. Ils ont mentionné que chaque trancheur fait certaines choses mieux que l'autre par défaut, mais dans l'ensemble, ils sont réglés de la même manière pour la plupart des imprimantes 3D. Un autre utilisateur a mentionné que la question principale ne devrait pas être de savoir si l'un est meilleur que l'autre, et cela dépend davantage des préférences de l'utilisateur. Il a dit qu'il préférait actuellement Cura mais qu'il choisissait d'aller entre Cura et PrusaSlicer en fonction du modèle spécifique et de ce qu'il voulait du trancheur. Il vous suggère d'essayer les deux trancheurs et de voir avec lequel vous êtes le plus à l'aise. Certaines personnes préfèrent utiliser PrusaSlicer car elles préfèrent l'interface utilisateur. Lorsqu'il s'agit de régler avec précision les paramètres importants qui font la différence dans les performances de l'imprimante, les paramètres sont plus faciles à trouver. 2. Cura vs PrusaSlicer – Caractéristiques 2.1 Cura Scénarios personnalisés Marché Cura Paramètres expérimentaux De nombreux profils de matériaux Différents thèmes (clair, sombre, assistant daltonien) Options d'aperçu multiples Aperçu des animations de calque Plus de 400 paramètres à régler Régulièrement mis à jour 2.2 PrusaSlicer Gratuit et open source Interface utilisateur claire et simple Prises en charge personnalisées Maillages de modificateurs - Ajout de fonctionnalités à différentes parties de STL Prend en charge FDM et SLA Code G conditionnel Hauteur de couche variable lisse Impressions et aperçu avec changement de couleur Envoyer le code G sur le réseau Couture à peindre Répartition des fonctionnalités de temps d'impression Prise en charge de plusieurs langues 3. Cura vs PrusaSlicer - Avantages et inconvénients 3.1 Avantages Cura Le menu des paramètres peut être déroutant au début L'interface utilisateur a un look moderne A des mises à jour fréquentes et de nouvelles fonctionnalités mises en œuvre La hiérarchie des paramètres est utile car elle ajuste automatiquement les paramètres lorsque vous apportez des modifications Possède une vue des paramètres de trancheuse très basique pour que les débutants puissent démarrer rapidement Trancheuse la plus populaire Facile à obtenir de l'aide en ligne et propose de nombreux tutoriels 3.2 Cura Inconvénients Les paramètres sont dans un menu déroulant qui peut ne pas être classé de la meilleure manière La fonction de recherche est assez lente à charger L'aperçu et la sortie du G-Code produisent parfois des résultats légèrement différents, tels que la production d'espaces là où il ne devrait pas y en avoir, même lorsqu'ils ne sont pas sous extrusion Peut être lent à imprimer des modèles en 3D La recherche de paramètres peut être fastidieuse, mais vous pouvez créer une vue personnalisée 3.3 Avantages de PrusaSlicer A une interface utilisateur décente Possède de bons profils pour une gamme d'imprimantes 3D L'intégration d'Octoprint est bien faite, et il est possible de pré visualiser des images avec quelques modifications et un plugin Octoprint A des améliorations régulières et des mises à jour de fonctions Trancheuse légère plus rapide à utiliser 3.4 Les inconvénients de PrusaSlicer Les supports sont bien créés, mais dans certains cas, ils ne vont pas à l'endroit souhaité par les utilisateurs N'a pas de supports arborescents Aucune option pour masquer intelligemment les coutures dans les modèles
Salut Je vous propose ici une traduction d'un article paru dans 3D Printerly sur Cura et PrusaSlicer avec l'aimable autorisation de son auteur Mike Dwamena J'ai trouvé cet article très intéressant et assez neutre avec des exemples et des avis d'utilisateurs. Et comme on parle assez souvent des ces deux trancheurs sur le forum je me sui dit tiens pourquoi pas le partager ici Il s'agit bien là d'une traduction littérale (avec ces imperfections même si j'ai corrigé quelques mots et tournures) de l'article et pas de mon avis personnel. Ne connaissant pas (encore) Cura et n'utilisant que PrusaSlicer je ne peux pas juger lequel des deux est le meilleur. Et vous verrez que Mike non plus Enfin je vous invite à commenter et à apporter des précisions pour enrichir le sujet. Si vous remarquez des fautes n'hésitez pas j'essaierai de les corriger Bonne lecture JC Cura Vs PrusaSlicer - Quel est le meilleur pour l'impression 3D ? Écrit par Michael Dwamena dans logiciel d'impression 3D https://3dprinterly.com/cura-vs-prusaslicer-which-is-better-for-3d-printing/ Cura & PrusaSlicer sont deux trancheurs populaires pour l'impression 3D, mais les gens se demandent lequel est le meilleur. J'ai décidé d'écrire un article pour vous donner les réponses à cette question afin que vous sachiez quel trancheur vous conviendrait le mieux. Cura et PrusaSlicer sont tous deux d'excellentes options pour l'impression 3D et il est difficile de dire que l'un est meilleur que l'autre pour l'impression 3D. Cela dépend principalement des préférences de l'utilisateur, car ils peuvent tous les deux faire la plupart des choses nécessaires, mais il existe de légères différences telles que la vitesse, les fonctionnalités supplémentaires et la qualité d'impression. C'est la réponse de base, mais il y a plus d'informations que vous voudrez savoir, alors continuez à lire. 1. Quelles sont les principales différences entre Cura et PrusaSlicer ? Interface utilisateur PrusaSlicer prend également en charge les imprimantes SLA Cura a plus d'outils et de fonctionnalités - plus avancé PrusaSlicer est meilleur pour les imprimantes Prusa Cura a des supports d'arbre et une meilleure fonction de support Prusa est plus rapide à imprimer et parfois à trancher Prusa crée mieux les hauts et les coins Prusa crée des supports plus précisément La fonction de prévisualisation et le découpage de Cura sont plus lents PrusaSlicer peut mieux estimer les temps d'impression Cela dépend des préférences de l'utilisateur 1.1 Interface utilisateur L'une des principales différences entre Cura et PrusaSlicer est l'interface utilisateur. Cura a un look plus moderne et plus propre, tandis que PrusaSlicer a un look traditionnel et simplifié. Certains utilisateurs préfèrent l'apparence de Cura, tandis que d'autres aiment l'apparence de PrusaSlicer, c'est donc vraiment à la préférence de l'utilisateur de choisir celle que vous choisirez. Voici à quoi ressemble Cura. Voici à quoi ressemble PrusaSLicer. 1.2 PrusaSlicer prend également en charge les imprimantes SLA L'une des différences les plus importantes entre Cura et PrusaSlicer est que PrusaSlicer peut également prendre en charge les machines SLA à résine. Cura ne prend en charge que l'impression 3D à filament, mais PrusaSlicer peut faire les deux, et très bien. L'image ci-dessous montre les fonctions de résine de PrusaSlicer. Il vous suffit de charger votre modèle sur la plaque de construction, de choisir de creuser votre modèle et d'ajouter des trous, d'ajouter des supports, puis de trancher le modèle. C'est un processus très simple et il crée assez bien des supports SLA. 1.3 Cura a plus d'outils et de fonctionnalités - Plus avancé Cura a définitivement plus d'options et de fonctionnalités derrière elle. Un utilisateur a mentionné que Cura a des fonctionnalités plus avancées, ainsi qu'un ensemble de paramètres expérimentaux que PrusaSlicer n'a pas. L'un de ces éléments clés qu'il a mentionnés était les supports arborescents. Les supports arborescents étaient auparavant un paramètre expérimental, mais comme les utilisateurs l'aimaient tellement, il est devenu une partie de la sélection normale des supports. La plupart des utilisateurs n'auront probablement pas beaucoup d'utilisations pour les fonctionnalités expérimentales, mais c'est un excellent ensemble de capacités uniques pour essayer de nouvelles choses. Il y a certainement des paramètres utiles pour certains projets. Voici quelques exemples de paramètres expérimentaux actuels : Tolérance de tranchage Activer le pare-brise Peau floue Fil d'impression Utiliser des calques adaptatifs Essuyez la buse entre les couches La tolérance de découpage est vraiment bonne pour les pièces qui doivent s'emboîter ou glisser ensemble, et la régler sur "Exclusif" garantira que les calques restent dans les limites de l'objet afin que les pièces puissent s'emboîter et glisser les unes sur les autres. PrusaSlicer a définitivement rattrapé son retard sur ce qu'il peut offrir pour l'impression 3D. Regardez la vidéo ci-dessous par Maker's Muse qui explique comment contrôler chaque paramètre dans une nouvelle version de PrusaSlicer. 1.4 PrusaSlicer est meilleur pour les imprimantes Prusa PrusaSlicer est un trancheur qui est correctement réglé spécifiquement pour les imprimantes 3D Prusa, donc si vous avez une machine Prusa, vous constaterez que PrusaSlicer est généralement meilleur que Cura. Si vous préférez utiliser Cura, la bonne chose est que vous pouvez toujours importer des profils Prusa directement dans Cura, mais il existe certaines limitations. Vous pouvez apprendre à importer des profils dans Cura en utilisant cet article de Prusa. Vous pouvez utiliser PrusaSlicer avec un Ender 3 et vous pouvez utiliser Cura avec un Prusa i3 MK3S+. Un utilisateur qui a essayé d'importer un profil PrusaSlicer dans Cura a mentionné qu'il ne pouvait pas faire la différence entre les deux impressions 3D PLA qu'il avait créées à partir des deux trancheuses. Cela montre que PrusaSlicer et Cura sont assez similaires en termes de qualité d'impression uniquement, donc les différences et le choix du meilleur proviendront principalement des fonctionnalités et des préférences de l'utilisateur. Un utilisateur recommande d'utiliser PrusaSlicer plutôt que Cura, mais il a mentionné que dans le passé, Cura avait quelques fonctionnalités supplémentaires que PrusaSlicer n'avait pas. Au fil du temps, PrusaSlicer a ajouté des fonctionnalités similaires et a surtout rattrapé les lacunes des fonctionnalités. Si vous avez un Prusa Mini, il y a plus de raisons d'utiliser PrusaSlicer car il nécessite un code G supplémentaire dans le profil de l'imprimante. Ils ont en fait essayé d'imprimer en 3D sans utiliser PrusaSlicer avec leur Prusa Mini et ont presque cassé leur imprimante 3D car ils ne comprenaient pas le G-Code. 1.5 Cura a des supports arborescents et de meilleures fonctions pour les supports Une différence clé dans les fonctionnalités entre Cura et PrusaSlicer est la prise en charge des supports arborescents. Un utilisateur a mentionné que lorsqu'il avait besoin d'utiliser des supports pour les impressions 3D, il utilisait Cura au lieu de PrusaSlicer. Sur cette base, il semble que Cura ait plus de fonctionnalités lorsqu'il s'agit de créer des supports, il peut donc être préférable pour les utilisateurs de s'en tenir à Cura dans ce cas. Un autre utilisateur qui a essayé à la fois PrusaSlicer et Cura a déclaré qu'il préférait utiliser Cura, principalement en raison du nombre d'options personnalisées disponibles, ainsi que des supports arborescents. Vous pouvez essayer de créer des supports similaires aux supports arborescents dans PrusaSlicer en utilisant les supports SLA, puis en enregistrant le STL et en réimportant ce fichier dans la vue de filament normale et en le découpant sans support. Cura dispose d'une interface de support qui facilite la production de résultats réussis par rapport à PrusaSlicer, en particulier avec des impressions 3D fonctionnelles. Un utilisateur a déclaré que pour les supports avec séparation monocouche, Cura pouvait bien le gérer, mais PrusaSlicer ne le pouvait pas, mais c'est un cas assez unique et peu courant. Un utilisateur qui a comparé Cura à PrusaSlicer a déclaré que le meilleur trancheur dépend vraiment de ce que vous voulez faire et des exigences que vous avez du modèle. 1.6 PrusaSlicer est plus rapide à imprimer et parfois à trancher Cura est connu pour être assez lent pour découper les modèles, ainsi que pour imprimer les modèles réels en raison de la façon dont il traite les calques et les paramètres. Montré dans la vidéo ci-dessous par Make With Tech, il a constaté que la vitesse d'impression de PrusaSlicer est environ 10 à 30 % plus rapide que Cura pour les mêmes modèles 3D avec les paramètres par défaut. Les deux modèles n'avaient pas non plus beaucoup de différence notable. Il semble que PrusaSlicer soit davantage axé sur la vitesse et ait des profils plus précis pour cela. Le modèle qu'il montre dans la vidéo a été imprimé par Cura en 48 minutes environ, tandis que PrusaSlicer l'a imprimé en 40 minutes environ, une impression 3D 18 % plus rapide. Cependant, le temps total, qui comprend le chauffage et d'autres processus de démarrage, a montré que PrusaSlicer était plus rapide de 28 %. J'ai mis un Benchy dans Cura et PrusaSlicer et j'ai trouvé que Cura donne un temps d'impression de 1 heure et 54 minutes, tandis que PrusaSlicer donne 1 heure et 49 minutes pour les profils par défaut, donc c'est assez similaire. Le temps réel nécessaire à Cura pour trancher les modèles serait plus lent que PrusaSlicer. En fait, j'ai chargé un Benchy en treillis mis à l'échelle à 300 % et il a fallu à peu près exactement 1 minute et 6 secondes pour que les deux modèles découpent et affichent l'aperçu. En termes de temps d'impression, PrusaSlicer prend 1 jour et 14 heures tandis que Cura prend 2 jours et 3 heures avec les paramètres par défaut. 1.7 Prusa crée mieux les dessus et les coins Cura a certainement plus d'outils que n'importe quel autre trancheur et est mis à jour/développé à un rythme beaucoup plus rapide, c'est donc un trancheur plus puissant. D'un autre côté, d'autres trancheurs peuvent en fait faire certaines choses mieux que Cura. Un exemple qu'il a mentionné est que Prusa est meilleur que Cura pour faire les coins et le dessus des impressions 3D. Même si Cura a un paramètre appelé Lissage qui améliore soi-disant les sommets et les coins, Prusa le surpasse toujours. Consultez l'image ci-dessous pour voir les différences. https://imgur.com/a/mBNlea5#6Ar6C7X 1.8 Prusa crée des supports plus précisément Une autre chose que Prusa fait vraiment bien au-dessus de Cura est la routine des supports. Plutôt que de terminer les supports sur des hauteurs de couche entières comme Cura, PrusaSlicer peut terminer les supports à des hauteurs de sous-couche, ce qui les rend plus précis. 1.9 La fonction de prévisualisation et le découpage de Cura sont plus lents Un utilisateur personnellement n'aime pas l'interface utilisateur de Cura, en particulier la fonction de prévisualisation lente à charger. Les deux trancheurs ont les paramètres et fonctionnalités importants intégrés, donc l'utilisation de l'un ou l'autre devrait être couronnée de succès, et ils fonctionnent tous les deux pour n'importe quelle imprimante 3D FDM. Il recommande de choisir PrusaSlicer, sauf si vous souhaitez spécifiquement utiliser une fonctionnalité unique de Cura. Cura est un slicer plus avancé, mais un autre utilisateur n'aime pas la façon dont il affiche ses paramètres, d'autant plus qu'il y en a beaucoup. Ils ont mentionné qu'il peut être difficile de comprendre ce qui n'allait pas avec une impression 3D basée sur l'interface utilisateur. 1.10 PrusaSlicer peut mieux estimer les temps d'impression En ce qui concerne les estimations fournies par Cura, un utilisateur a déclaré qu'elles étaient systématiquement plus longues que celles fournies par PrusaSlicer. Il a compris que les temps que Cura donne sont généralement plus longs que le temps estimé qu’il donnes, tandis que les estimations de PrusaSlicer sont précises dans la minute environ, à la fois pour les impressions plus courtes et plus longues. Ceci est un exemple que Cura n'estime pas avec précision les temps d'impression par rapport à PrusaSlicer, donc si les estimations de temps sont importantes pour vous, PrusaSlicer pourrait probablement être une meilleure option. D'autre part, la vidéo Make With Tech ci-dessus a comparé les temps de découpage des deux trancheurs et a constaté que la principale différence d'estimations d'impression provient des déplacements et des rétractions. Lorsque Cura a beaucoup de déplacements et de rétractions pendant le processus d'impression, les estimations ne sont peut-être pas aussi précises, mais pour les impressions 3D plus denses, elles sont assez précises. Pour la vitesse d'impression à la fois pour PrusaSlicer et Cura, quelqu'un a mentionné que dans certains cas, lorsqu'il découpe un modèle pour une machine Prusa sur PrusaSlicer, il s'imprime plus rapidement, tandis que lorsqu'il découpe un modèle pour une machine Ender sur Cura, il s'imprime plus rapidement. Ils ont également dit que les pièces PrusaSlicer avaient plus de cheveux d’ange en raison des mouvements de déplacement. Cura n'avait pas ces cheveux d’ange en raison des petites manœuvres que Cura fait pendant les déplacements pour diminuer la tension sur le filament. Un autre utilisateur a déclaré avoir à la fois un Ender 3 V2 et un Prusa i3 Mk3S+, utilisant les deux trancheurs. Au lieu de cela, il a mentionné que c'est l'imprimante réelle qui était inexacte, l'Ender 3 V2 étant inexacte et la Prusa i3 Mk3S+ étant extrêmement précise, jusqu'à la seconde. 1.11 Cura a des thèmes 1 .12 PrusaSlicer a un meilleur processus de hauteur de couche variable La hauteur de couche adaptative variable de PrusaSlicer fonctionne mieux que le paramètre de couches adaptatives expérimentales de Cura, car il a plus de contrôle sur la variation de la hauteur des couches. La version de Cura fonctionne bien pour les impressions 3D plus fonctionnelles, mais je pense que PrusaSlicer le fait mieux. Regardez la vidéo ci-dessous pour voir comment cela fonctionne. Regardez une vidéo des couches adaptatives de Cura pour la voir en action. Il a produit un gain de temps de 32% pour le YouTuber, ModBot. 1.13 Cela dépend des préférences de l'utilisateur Un utilisateur qui a utilisé à la fois PrusaSlicer et Cura a déclaré qu'il passait régulièrement à Cura lorsque PrusaSlicer ne fonctionnait pas aussi bien, et vice versa. Ils ont mentionné que chaque trancheur fait certaines choses mieux que l'autre par défaut, mais dans l'ensemble, ils sont réglés de la même manière pour la plupart des imprimantes 3D. Un autre utilisateur a mentionné que la question principale ne devrait pas être de savoir si l'un est meilleur que l'autre, et cela dépend davantage des préférences de l'utilisateur. Il a dit qu'il préférait actuellement Cura mais qu'il choisissait d'aller entre Cura et PrusaSlicer en fonction du modèle spécifique et de ce qu'il voulait du trancheur. Il vous suggère d'essayer les deux trancheurs et de voir avec lequel vous êtes le plus à l'aise. Certaines personnes préfèrent utiliser PrusaSlicer car elles préfèrent l'interface utilisateur. Lorsqu'il s'agit de régler avec précision les paramètres importants qui font la différence dans les performances de l'imprimante, les paramètres sont plus faciles à trouver. 2. Cura vs PrusaSlicer – Caractéristiques 2.1 Cura Scénarios personnalisés Marché Cura Paramètres expérimentaux De nombreux profils de matériaux Différents thèmes (clair, sombre, assistant daltonien) Options d'aperçu multiples Aperçu des animations de calque Plus de 400 paramètres à régler Régulièrement mis à jour 2.2 PrusaSlicer Gratuit et open source Interface utilisateur claire et simple Prises en charge personnalisées Maillages de modificateurs - Ajout de fonctionnalités à différentes parties de STL Prend en charge FDM et SLA Code G conditionnel Hauteur de couche variable lisse Impressions et aperçu avec changement de couleur Envoyer le code G sur le réseau Couture à peindre Répartition des fonctionnalités de temps d'impression Prise en charge de plusieurs langues 3. Cura vs PrusaSlicer - Avantages et inconvénients 3.1 Avantages Cura Le menu des paramètres peut être déroutant au début L'interface utilisateur a un look moderne A des mises à jour fréquentes et de nouvelles fonctionnalités mises en œuvre La hiérarchie des paramètres est utile car elle ajuste automatiquement les paramètres lorsque vous apportez des modifications Possède une vue des paramètres de trancheuse très basique pour que les débutants puissent démarrer rapidement Trancheuse la plus populaire Facile à obtenir de l'aide en ligne et propose de nombreux tutoriels 3.2 Cura Inconvénients Les paramètres sont dans un menu déroulant qui peut ne pas être classé de la meilleure manière La fonction de recherche est assez lente à charger L'aperçu et la sortie du G-Code produisent parfois des résultats légèrement différents, tels que la production d'espaces là où il ne devrait pas y en avoir, même lorsqu'ils ne sont pas sous extrusion Peut être lent à imprimer des modèles en 3D La recherche de paramètres peut être fastidieuse, mais vous pouvez créer une vue personnalisée 3.3 Avantages de PrusaSlicer A une interface utilisateur décente Possède de bons profils pour une gamme d'imprimantes 3D L'intégration d'Octoprint est bien faite, et il est possible de pré visualiser des images avec quelques modifications et un plugin Octoprint A des améliorations régulières et des mises à jour de fonctions Trancheuse légère plus rapide à utiliser 3.4 Les inconvénients de PrusaSlicer Les supports sont bien créés, mais dans certains cas, ils ne vont pas à l'endroit souhaité par les utilisateurs N'a pas de supports arborescents Aucune option pour masquer intelligemment les coutures dans les modèles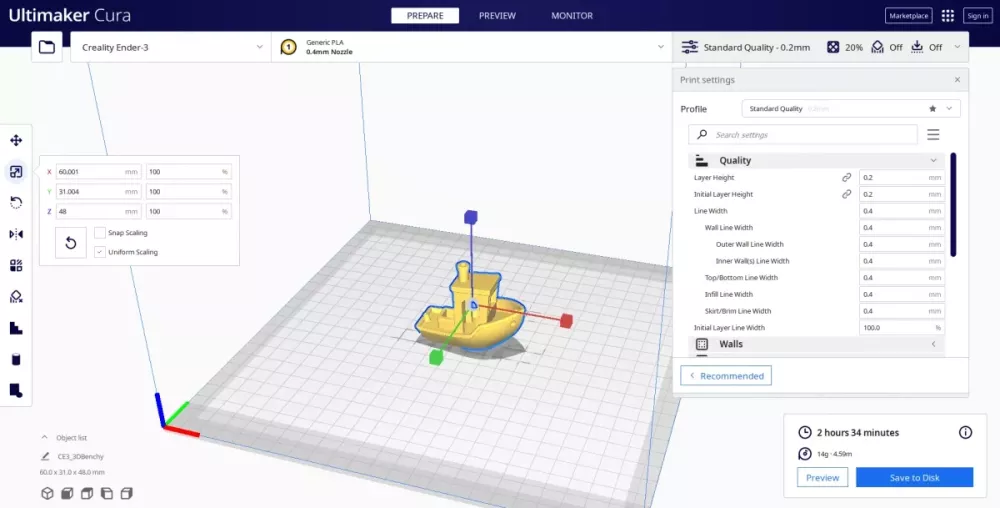
-
Bonjour, Disposant depuis bientôt 1 an d'une Wanhao D12, je ne regrette pas ce choix pour ma 1ère imprimante 3D. Celle-ci étant dans une pièce à part, le transfert par wifi est fort pratique, ça évite bien des allers-retours avec la micro SD ou de s'équiper d'un Octroprint. J'ai fait mes débuts sous Cura, pas mal pour commencer mais j'ai rapidement préféré PrusaSlicer. Le hic c'est qu'il n'existe toujours pas de module/addon MKS WIFI comme sous Cura. Marqué "en cours de dev" sur le site de Wanhao mais tout comme leur site, c'est mort, aucune nouveauté depuis des mois xD Du coups je passais d'un slicer à l'autre faute de mieux, Prusa pour slicer, Cura pour envoyer, pas très pratique... Mais j'ai découvert depuis peu l'existence d'un outil permettant l'envoi par wifi et directement sous PrusaSlicer (idem SuperSlicer puisqu'il s'agit d'un fork de PS). Il s'agit de MKS-WIFI PS uploader disponible ici : https://github.com/ArtificalSUN/MKS-WIFI_PS_uploader C'est de l'Open-Source (Python) donc le programme est "safe". Je me suis dit que ça pourrait intéresser d'autres personnes, donc si c'est le cas, poursuivez la lecture sinon stop La procédure est assez simple : paramétrer l'imprimante en Wifi en notant l'adresse IP qui lui est définie (192.168.1.10 par exemple) télécharger la version compilée (.exe) si vous n'avez pas Python d'installé dans PrusaSlicer > Réglage d'impression > Option de sortie, rajouter la ligne de commande suivante : "chemin\MKS_WIFI_PS_upload.exe" "192.168.1.10" "ask"; à la place de "chemin", mettre l'emplacement où vous avez téléchargé l'outil ("D:\Downloads\MKS_WIFI_PS_upload" par exemple) une fois que vous aurez cliqué sur le bouton "Exporter le G-code", l'outil se lancera automatiquement, fera le transfert du fichier vers l'imprimante et vous demandera s'il faut l'imprimer ou pas (sinon à la place de "ask", on peut mettre "always" ou "never" comme précisé dans la documentation. Par contre l'outil de base ne fait que ça. Pour la génération des aperçus comme sous Cura j'ai modifié ce script pour y rajouter cette fonctionnalité. Pour se faire il faut déjà activer la génération des vignettes dans PrusaSlicer : réglage de l'imprimante > (mode expert) > Vignette G-code : indiquer ces valeurs -> 100x100, 200x200 enregistrer les modif (icone à coté du nom de l'imprimante en haut) Le script actuel n'est pas encore compilé pour être un exécutable car j'ai soumis cette version à l'auteur. S'il est d'accord alors la version "exe" sera probablement actualisée avec cette fonctionnalité et téléchargement directement sur la page officielle. Sinon le code est dispo ici : https://www.dropbox.com/s/4sccxxoa4i98nsp/MKS_WIFI_PS_upload.pyw?dl=0 En attendant il faut avoir Python et connaitre un peu ce langage (soit installé, soit une version portable peu suffire) avec les dépendances suivante installées : requests (pip install requests) regex (pip install regex) PIL (pip install Image) La ligne de commande dans PusaSlicer diffère légèrement : "chemin_de_python\python.exe" "chemin\MKS_WIFI_PS_upload.exe" "192.168.1.10" "ask"; Et ça marche plutôt bien, par contre le fond n'est pas totalement noir au niveau des aperçus : A+
-

prusaslicer PrusaSLicer et Gcode avant print
Yvan Bonnin a posté un sujet dans Paramétrer et contrôler son imprimante 3D
Bonjour à tous. En peaufinage de mes prints, je personnalise le Gcode de départ et fin de fichier. Dans Prusaslicer dans les réglages expert on trouve la zone Gcode. Je souhaiterai faire couler un peu de filament juste avant le départ du print car il arrive que lors de la création de la jupe, il manque du fil et j'ai un micro filament qui se pose pas très bien et qui finit par se coller à la buse et il se retrouve parfois sur mon print final. si manuellement je fait renter un peu de fil au moment du premier trajet de la buse, ça me fait une sorte de micro purge juste avant la jupe et je pars tête pleine pour attaquer et tout se déroule carrément mieux ! Le soucis que je rencontre c'est où coller mon code. dans G-code de début, c'est pas bon car c'est une action qui se fait avant que la tête ne chauffe, donc ça ne marche pas. ensuite il y a G-code avant le changement de la couche, par défaut ça se fait entre chaque couche. Dans le popup info bulle ils disent qu'on peut le définir sur un layer spécifique [layer_num] mais je ne trouve pas la syntaxe, j'ai tenté [layer_1] et layer_1 mais ça me répète encore mon code entre chaque couche. donc je n'arrive pas à trouver. j'ai un autre soucis, je finis par me demander si c'est pas dans la I3 MEGA, en fin de print, je coupe bed et buse, et je voudrais amener le plateau vers l'avant. Par défaut il va derrière. je mets ce Gcode : G28 Y200 ; on avance le plateau et malgré tout il part vers le lointain ^^je tente de faire bouger le Z, le X ça marche, je Y ne veut rien entendre ! j'ai même tenter de le mettre à -100, rien de rien. Voiloù, merci pour votre conseils et aides précieuses -

prusaslicer Première couche bicolor
Heim a posté un sujet dans Paramétrer et contrôler son imprimante 3D
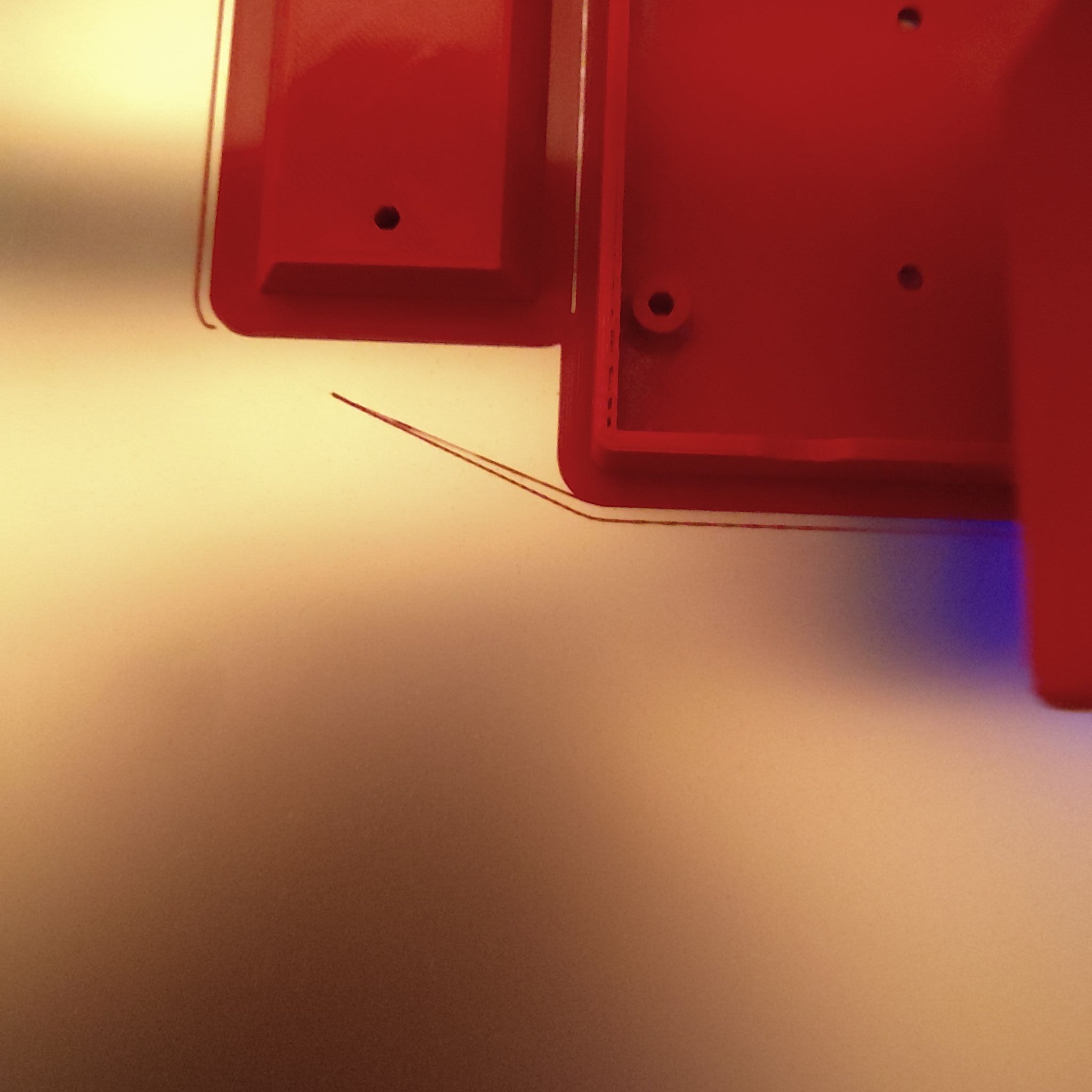
Bonjour à tous, Je suis entrain de m'amuser à faire des couches bicolor uniquement sur les 3 premières couches et ce avec un seul extrudeur. J'utilise une CR10s bien customisée et le slicer Prusaslicer 2.4 beta1. Au cas où on me demande, la technique que j'utilise pour faire du bicolor est celle utilisé dans cette vidéo: Lien En résumé, en CAO je créer deux 3D, A & B, je soustrait B à A dans le 3D et je les exporte tous les deux en STL. Je les places ensuite au même coordonnées dans le slicer, ce qui fait 2 volumes qui s'emboitent parfaitement. Dans le slicer je rajouter un second extrudeur, et j'attribue un extrudeur à chaque volume. Je n'ai pas encore lancé l'impression pour voir si mon seul extrudeur est bien pris en compte pour les deux volumes, mais selon la vidéo, ça devrait le faire. Ma question concerne la première couche, j'ai un espace qui se crée entre les 2 couleurs uniquement sur la 1ère couche (voir image en PJ) et ce pour une raison que j'ignore. Rien n'indique dans les paramètres d'impression un espace comme celui-ci pour la 1ère couche. Est ce que quelqu'un a une idée du problème? Merci d'avance pour votre aide
-
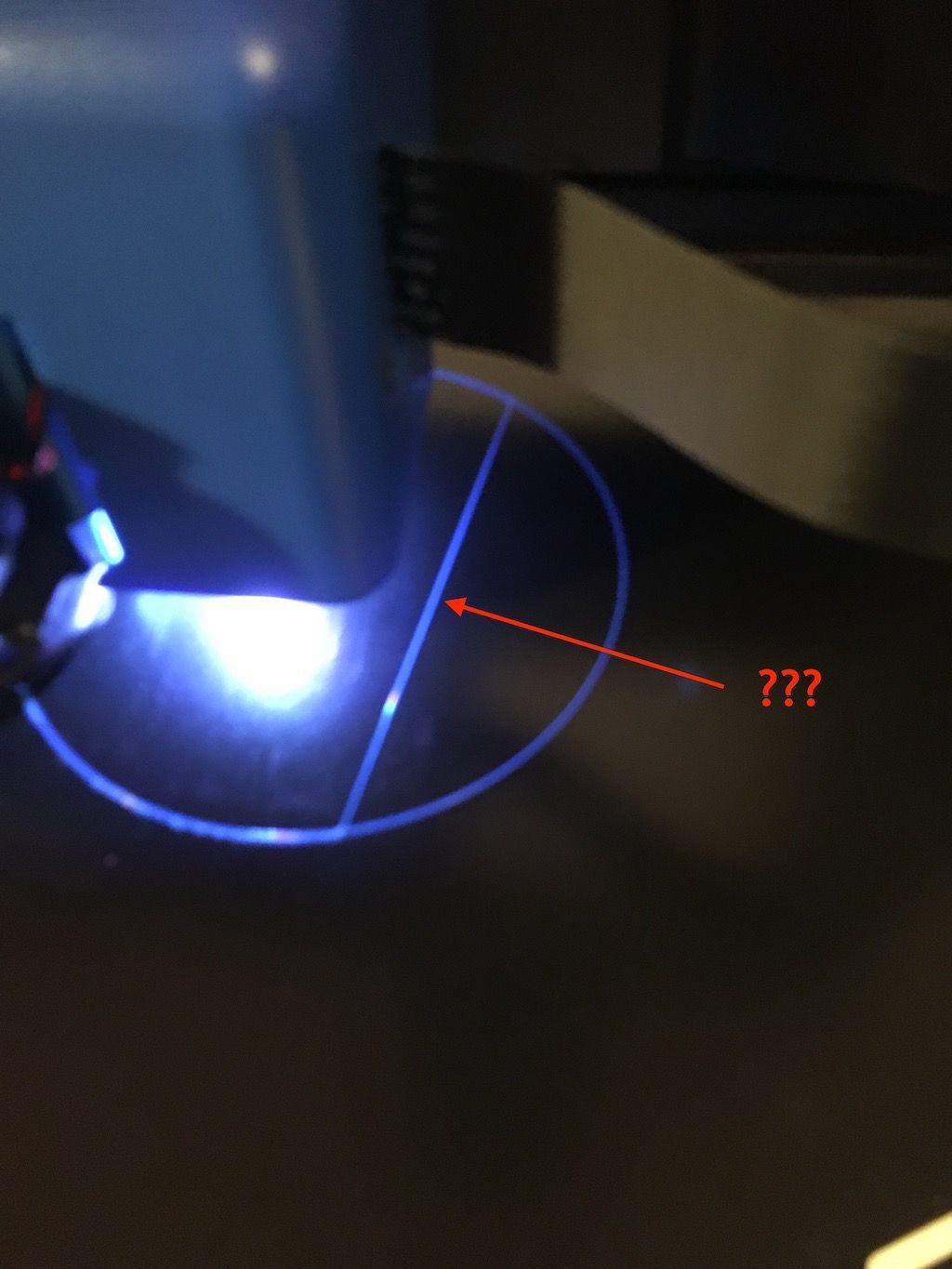
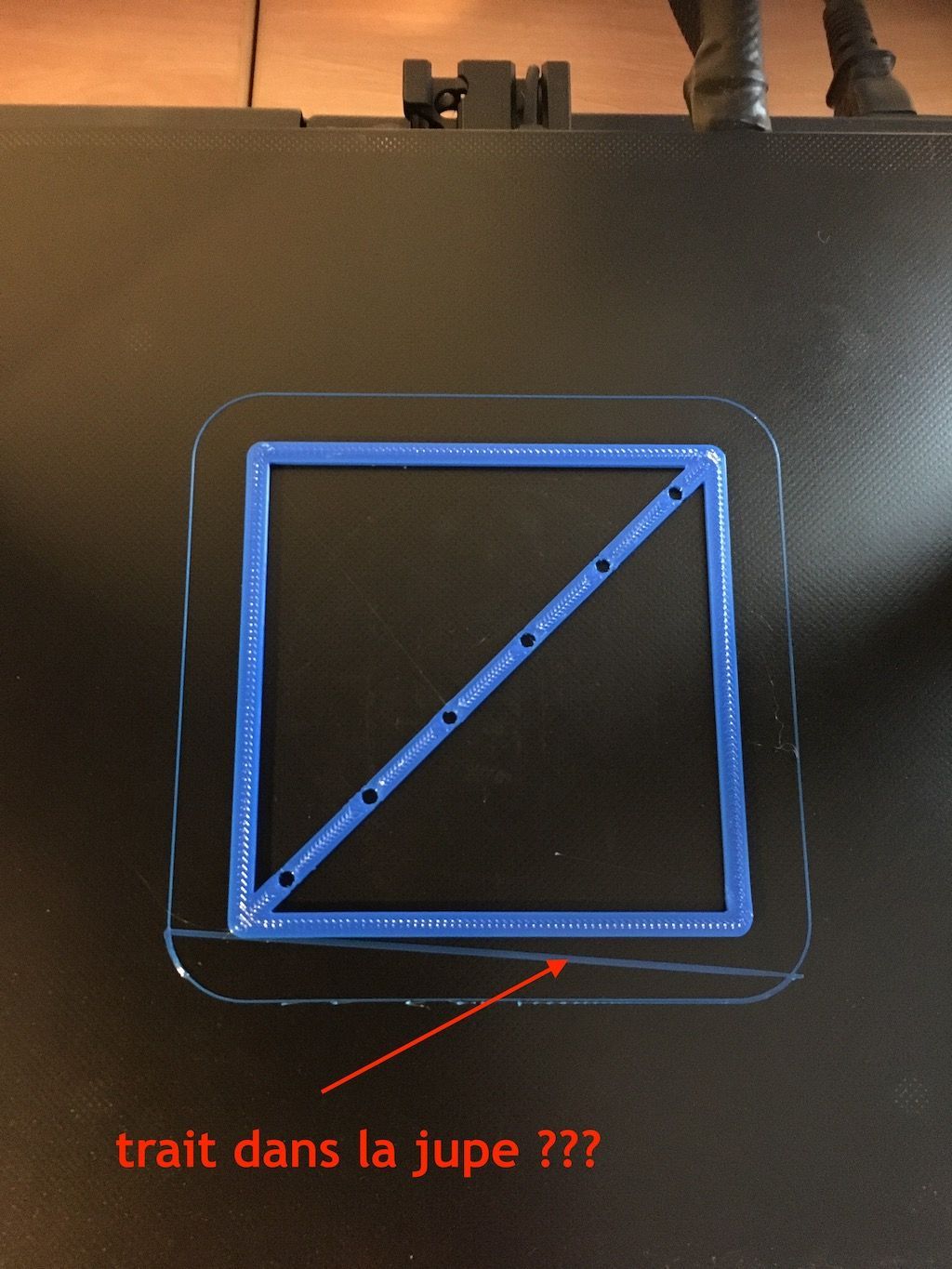
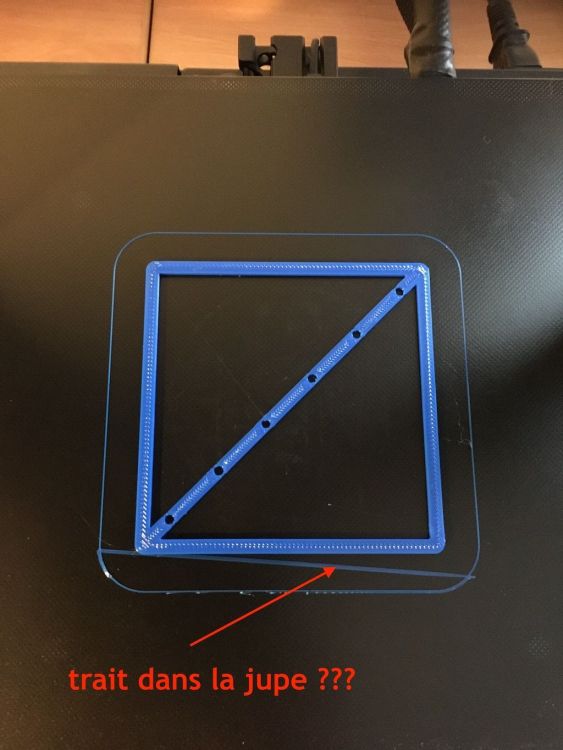
 Bonjour à tous, J'ai un petit problème lors de mes impressions, une ligne (en trop) vient se mettre dans la jupe et parfois elle passe sous la pièce à imprimer. Une précision c'est uniquement sur la première couche. Ça ne me faisait pas ça avant et ça le fait uniquement quand je mets une jupe. Dans la photo avec le cercle, cette ligne passe sous l'objet Je découpe avec Prusaslicer Merci de votre aide
Bonjour à tous, J'ai un petit problème lors de mes impressions, une ligne (en trop) vient se mettre dans la jupe et parfois elle passe sous la pièce à imprimer. Une précision c'est uniquement sur la première couche. Ça ne me faisait pas ça avant et ça le fait uniquement quand je mets une jupe. Dans la photo avec le cercle, cette ligne passe sous l'objet Je découpe avec Prusaslicer Merci de votre aide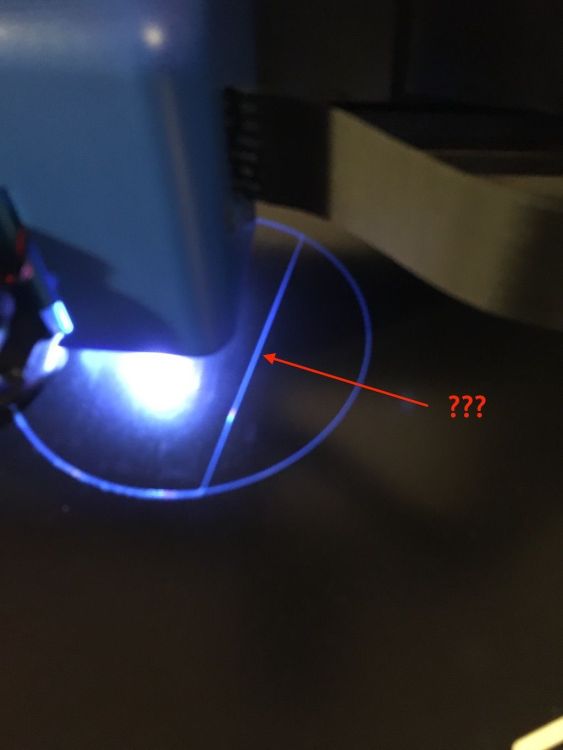
-
.thumb.jpg.0f81806f1124516924f6c6b83eb2eb3c.jpg)
prusaslicer TL-3D et Prusaslicer
mich0111 a posté un sujet dans Paramétrer et contrôler son imprimante 3D
Bonjour, A la lecture du forum, je me rends compte que le slicer qui revient le plus souvent est Prusalicer. Débutant sur imprimante FDM je me dis que, quitte à commencer sur un slicer, autant le faire sur de bonnes bases. Ceci étant, après l'avoir installé, je me rends compte que le profil de mon imprimante (Tenlog TL-3D) ne figure pas dans la liste proposée par Prusaslicer. Etant à peu près certain que le sujet a déjà été abordé sur ce forum, je me suis mis à la recherche de l'article en question. Après avoir testé un tas de mots-clés, parcouru des pages et des pages du forum, je n'en vois pas la trace. Je suis sûrement passé à côté. Aussi, si une âme charitable pouvait me guider sur le chemin de la lumlère, je lui en serais reconnaissant. Petite précision qui doit avoir son importance, mon imprimante est celle qui est équipée d'un driver TMC2209 et d'extrudeuses BMG. Par avance, je vous en remercie. Amitiés Michel -

prusaslicer Détour - Eviter de traverser les périmètres.
Yamh a posté un sujet dans Paramétrer et contrôler son imprimante 3D
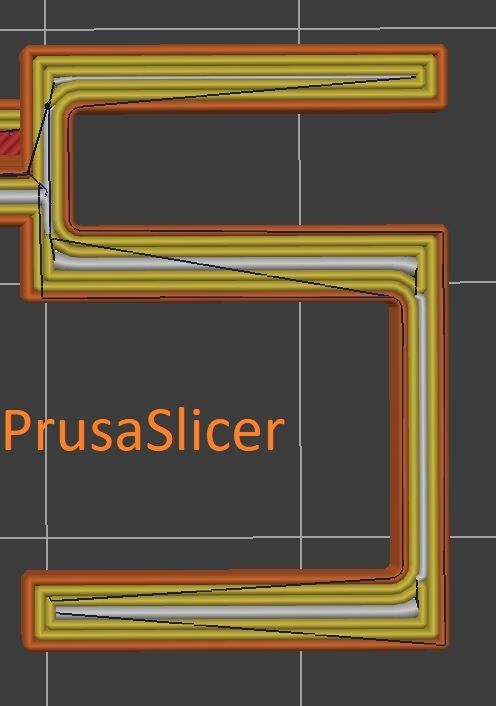
Bonjour, J'utilise l'option "Mode de détours : Tout" dans Cura pour éviter de traverser les périmètres, cela fonctionne très bien, le résultat est nikel. Par contre c'est différent en utilisant PrusaSlicer, j’utilise l'option "Éviter de traverser les périmètres" mais j'ai des soucis de qualité d'impression. Avec PrusaSlicer la tête d'impression se déplace sur la Paroi Externe, alors qu'avec Cura la tête d'impressions ne la touche pas. Du coup avec PrusaSlicer, la buse bave sur la paroi externe lors du déplacement, alors est-ce qu'il y aurait un moyen d'éviter la Paroi Externe comme dans Cura ? Sachant que je ne veux pas recourir aux rétractions lors des détours pour optimiser le temps d'impression. J'ai cherché mais je crois que c'est peine perdue Merci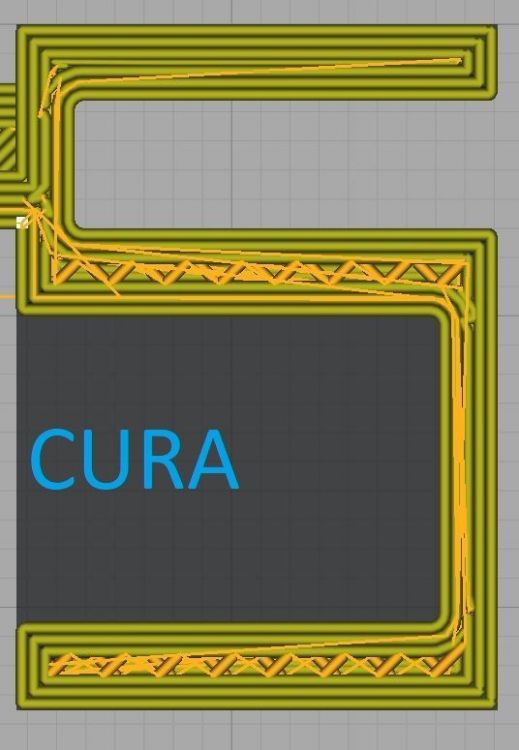
-
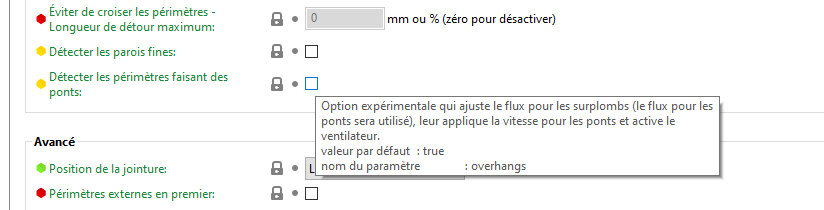
 Salut, il y a quelque chose qui me trouble dans les paramètres par défaut de PrusaSlicer (impression et filaments). Lorsqu'on laisse la souris immobile sur une case, une infobulle apparaît avec une description du paramètre et sa valeur par défaut. Seulement, la valeur par défaut dans l'infobulle ne correspond souvent pas avec la valeur par défaut réellement paramétrée, avant toute modification ou lorsqu'on clique sur le petit cadenas pour réinitialiser. Quelques exemples: -dans Réglages d'impression, les paramètres "Détecter les parois fines" et "Détecter les périmètres faisant des ponts" sont décochés par défaut, pourtant dans l'infobulle il est écrit "valeur par défaut: true". -dans Réglages du filament>Refroidissement (PLA Prusament), le paramètre "Désactiver le ventilateur pour le(s) première(s) couches est réglé par défaut sur 1, pourtant dans l'infobulle: "valeur par défaut: 3". Beaucoup d'autres paramètres sont concernés. Voici une capture d'écran pour illustrer la chose: Est-ce normal? Quel paramètre privilégier pour un débutant pour obtenir les meilleurs résultats sans risque, les paramètres mentionnés dans l'infobulle ou les paramètres préréglés qui ne correspondent pas à l'infobulle? Merci!
Salut, il y a quelque chose qui me trouble dans les paramètres par défaut de PrusaSlicer (impression et filaments). Lorsqu'on laisse la souris immobile sur une case, une infobulle apparaît avec une description du paramètre et sa valeur par défaut. Seulement, la valeur par défaut dans l'infobulle ne correspond souvent pas avec la valeur par défaut réellement paramétrée, avant toute modification ou lorsqu'on clique sur le petit cadenas pour réinitialiser. Quelques exemples: -dans Réglages d'impression, les paramètres "Détecter les parois fines" et "Détecter les périmètres faisant des ponts" sont décochés par défaut, pourtant dans l'infobulle il est écrit "valeur par défaut: true". -dans Réglages du filament>Refroidissement (PLA Prusament), le paramètre "Désactiver le ventilateur pour le(s) première(s) couches est réglé par défaut sur 1, pourtant dans l'infobulle: "valeur par défaut: 3". Beaucoup d'autres paramètres sont concernés. Voici une capture d'écran pour illustrer la chose: Est-ce normal? Quel paramètre privilégier pour un débutant pour obtenir les meilleurs résultats sans risque, les paramètres mentionnés dans l'infobulle ou les paramètres préréglés qui ne correspondent pas à l'infobulle? Merci!
-
 Bonjour toutes et tous, j'ai enfin mon imprimante 3D depuis juin 2021 ! je n'ai aucuns soucis avec elle mais voila. Je commence la CAO avec freecad 0.19 ça rentre doucement. je viens de "fabriquer" une pièce toute simple pour emboîter le manomètre que je viens d'acheter sur les valves de gonflage de mon zodiac et .... sos les dimensions sont doublées entre mes cotes sous freecad et l'importation dans prusaslicer ??? Quelqu'un a t'il déjà eu ce problème et quelle est la solution ? je dois rater un épisode ou alors il y a un beug quelque part. Lorsque j'imprime un fichier STL téléchargé sur le net je n'ai jamais eu ce soucis ! Si quelqu'un veux que je lui envoie mon fichier freecad zéro soucis
Bonjour toutes et tous, j'ai enfin mon imprimante 3D depuis juin 2021 ! je n'ai aucuns soucis avec elle mais voila. Je commence la CAO avec freecad 0.19 ça rentre doucement. je viens de "fabriquer" une pièce toute simple pour emboîter le manomètre que je viens d'acheter sur les valves de gonflage de mon zodiac et .... sos les dimensions sont doublées entre mes cotes sous freecad et l'importation dans prusaslicer ??? Quelqu'un a t'il déjà eu ce problème et quelle est la solution ? je dois rater un épisode ou alors il y a un beug quelque part. Lorsque j'imprime un fichier STL téléchargé sur le net je n'ai jamais eu ce soucis ! Si quelqu'un veux que je lui envoie mon fichier freecad zéro soucis -

prusaslicer profils prusaslicer
gandalf_le_blanc a posté un sujet dans Paramétrer et contrôler son imprimante 3D
bonjour je voudrais utiliser prusaslicer mais comme la u20 n est pas référencé quelqu'un aurait il un profil de base pour faire des essai comparatif avec cura et simplify3d merci d'avance -
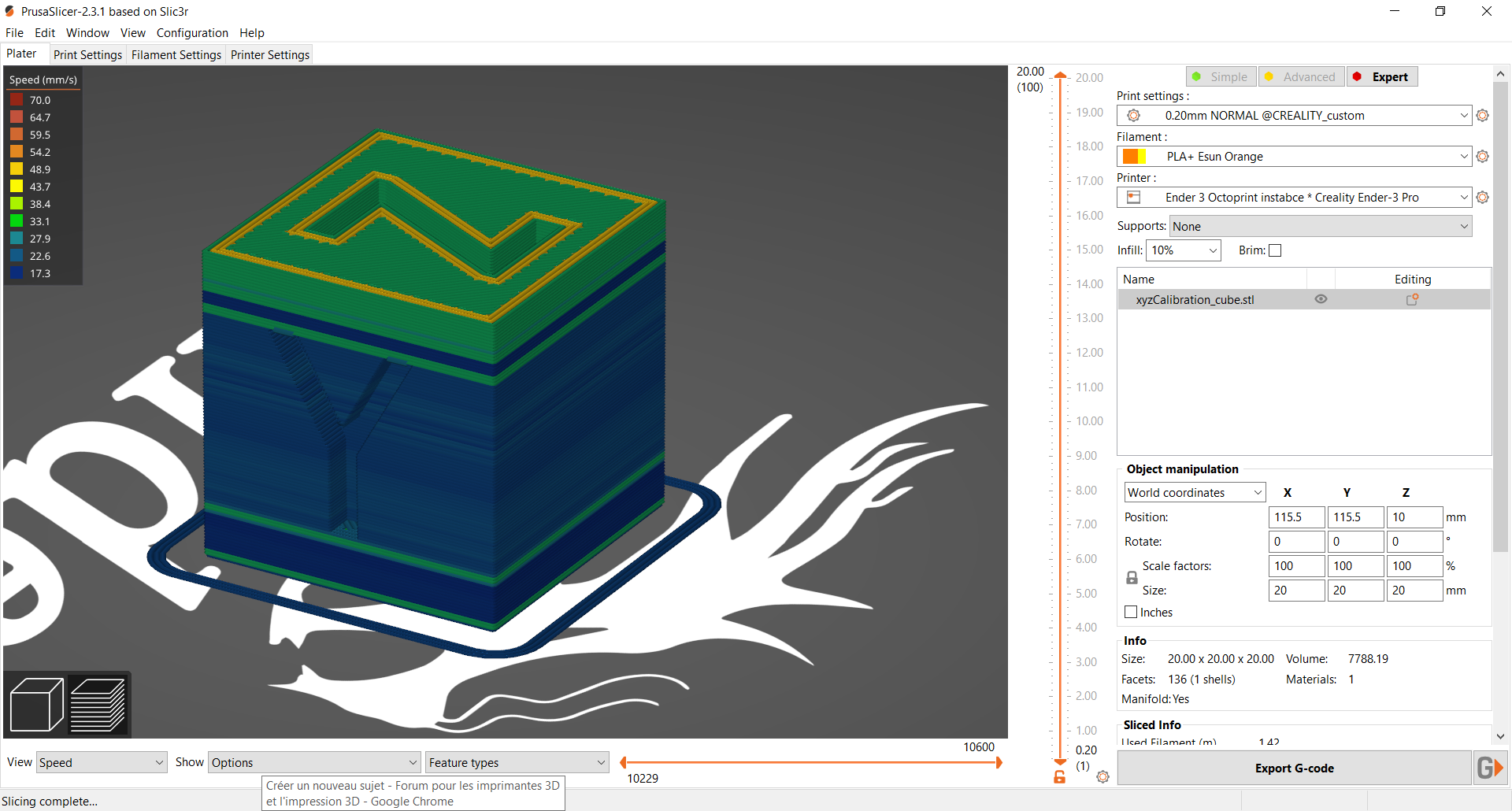
 Bonjour à tous, Suite à quelques défauts d'extrusion sur un cube de calibration qui semblaient être assez "organisés" pour que cela vienne du slicer, j'ai voulu regarder à quoi correspondaient ces défauts. Les couches extrudées différemment coïncident avec des changements de vitesse de buse sur les périmètres extérieurs. Sur la plupart des pièces que je slice il y a tout le temps des changements de la vitesse d'impression qui correspondent à des changement de forme (les lettres du cube de calibration par exemple) je pensais donc ces changement de vitesse normaux. Or, lors du visionnage d'un vidéo de la chaine YouTube Teaching Tech, j'ai remarqué sur son slicer que la vitesse d'impression de son cube de calibration était homogène sur la hauteur de l'impression. De plus la vitesse maximal rentré dans mes paramètre de slicing n'est jamais atteinte selon mon slicer alors que mon accélération devrait être suffisante (1000mm/s^2) Je souhaiterais savoir si il est possible "d'homogénéiser" mes vitesses d'impression. J'utilise PrusaSlicer et voici une capture d'écran d'un cube slicé où vous pourrez voir les différences de vitesse. PS : J'ai aussi mis ma config PrusaSlicer Merci d'avance à ceux qui me répondront PrusaSlicer_config_bundle.ini
Bonjour à tous, Suite à quelques défauts d'extrusion sur un cube de calibration qui semblaient être assez "organisés" pour que cela vienne du slicer, j'ai voulu regarder à quoi correspondaient ces défauts. Les couches extrudées différemment coïncident avec des changements de vitesse de buse sur les périmètres extérieurs. Sur la plupart des pièces que je slice il y a tout le temps des changements de la vitesse d'impression qui correspondent à des changement de forme (les lettres du cube de calibration par exemple) je pensais donc ces changement de vitesse normaux. Or, lors du visionnage d'un vidéo de la chaine YouTube Teaching Tech, j'ai remarqué sur son slicer que la vitesse d'impression de son cube de calibration était homogène sur la hauteur de l'impression. De plus la vitesse maximal rentré dans mes paramètre de slicing n'est jamais atteinte selon mon slicer alors que mon accélération devrait être suffisante (1000mm/s^2) Je souhaiterais savoir si il est possible "d'homogénéiser" mes vitesses d'impression. J'utilise PrusaSlicer et voici une capture d'écran d'un cube slicé où vous pourrez voir les différences de vitesse. PS : J'ai aussi mis ma config PrusaSlicer Merci d'avance à ceux qui me répondront PrusaSlicer_config_bundle.ini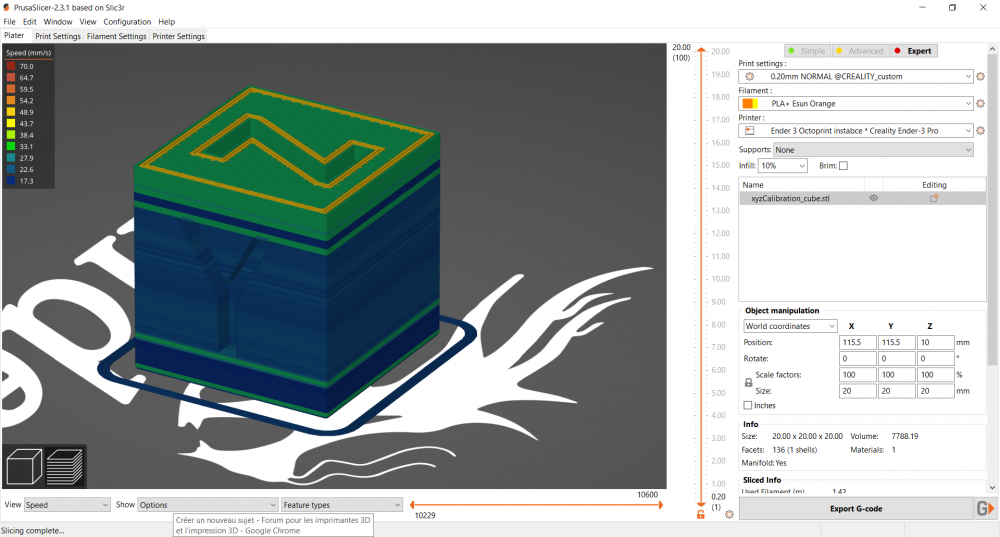
-

prusaslicer [RÉSOLU] Choix zone de début d'impression
Alpes86 a posté un sujet dans Paramétrer et contrôler son imprimante 3D
Bonjour à tous et plus particulièrement les utilisateurs de Prusaslicer, bien que si la solution existe aussi avec un autre Slicer ça peut être intéressant. J'ai réalisé une plaque pour "signer" une impression. C'est donc une petite plaque blanche avec un changement de couleur en noir au niveau du lettrage sur le dernier 1mm. N'ayant qu'un extrudeur sur ma Prusa Mini+, je fais cela via une pause et un changement de filament. Ayant déjà fait ça par le passé j'ai toujours été un peu "déçu" du redémarrage avec souvent un bout de filament noir qui vient se coller juste avant la première lettre à écrire (même en retirant tout ce que qui coule de la buse après la purge avant de relancer l'impression - le temps que la tête se déplace au point de redémarrage il y a tjs un petit suintement). Ce coup ci pour ne pas me faire avoir j'ai eu (enfin piqué) l'idée de faire un petit cube à côté de ma pièce et de la même hauteur de façon à ce qu'il absorbe ce surplus (comme une tour de purge). Ma question est la suivante : y-a-t-il une option à cocher dans Prusaslicer pour que l'impression commence par ce cube et non par la plaque? Pour info je m'en suis sorti en cliquant sur "agencement auto" mais j'ai l'impression que c'est le hasard qui a mis le début d'impression au niveau du cube... -
 J'ai un petit souci qui concerne les pièces que j'imprime en PETG. J'ai des zones non remplies par le filament fondu et à priori ça impacte la solidité des prints. J'utilise PrusaSlicer qui fait un super boulot mais je n'ai pas réussit à identifier le ou les paramètres qui permettraient de régler le problème. Aurriez-vous quelques idées sur le sujet ? Merci
J'ai un petit souci qui concerne les pièces que j'imprime en PETG. J'ai des zones non remplies par le filament fondu et à priori ça impacte la solidité des prints. J'utilise PrusaSlicer qui fait un super boulot mais je n'ai pas réussit à identifier le ou les paramètres qui permettraient de régler le problème. Aurriez-vous quelques idées sur le sujet ? Merci
-
 Bonjour à tous Je me présente "Chrisroboter" petit nouveau dans l'impression 3D équipé d'une CR10V2 avec directdrive TITAN et BLTouch, utilisateur de PRUSASLICER, et consommateur maintenant exclusivement de filaments PRUSAMENT (la régularité des Diamètres de SUN et des autres n'étant pas top) J'ai déjà tenté d'imprimer du FLEX de SUN en 92A ou du PRUSAMENT en 94A pour les petites pièces...ça se passe mais dès que l'on tape plus 2H d'impression, le filament fini par être "avalé" par l'extrudeur et sort complètement de l'extrudeur avant d'entrer dans le corps chauffant alors que la machine continue ses déplacements à vide. j'ai réduit l'effort presseur à rien mais quasi toujours après 2 à à 3 heures, ça part en vrille. est ce qu'il n'y aurait pas un des paramètres à régler types vitesse ou distance de rétractation, vitesse d'impression, ou autre chose?? le problème est que malgré que j'utilise PRUSASLICER, il semble impossible d'avoir la mise à jour des filaments PRUSAMENT dans le logiciel...ce qui serait cool. Merci pour votre retour
Bonjour à tous Je me présente "Chrisroboter" petit nouveau dans l'impression 3D équipé d'une CR10V2 avec directdrive TITAN et BLTouch, utilisateur de PRUSASLICER, et consommateur maintenant exclusivement de filaments PRUSAMENT (la régularité des Diamètres de SUN et des autres n'étant pas top) J'ai déjà tenté d'imprimer du FLEX de SUN en 92A ou du PRUSAMENT en 94A pour les petites pièces...ça se passe mais dès que l'on tape plus 2H d'impression, le filament fini par être "avalé" par l'extrudeur et sort complètement de l'extrudeur avant d'entrer dans le corps chauffant alors que la machine continue ses déplacements à vide. j'ai réduit l'effort presseur à rien mais quasi toujours après 2 à à 3 heures, ça part en vrille. est ce qu'il n'y aurait pas un des paramètres à régler types vitesse ou distance de rétractation, vitesse d'impression, ou autre chose?? le problème est que malgré que j'utilise PRUSASLICER, il semble impossible d'avoir la mise à jour des filaments PRUSAMENT dans le logiciel...ce qui serait cool. Merci pour votre retour -

prusaslicer Paramétrage de Slicer.
Max. a posté un sujet dans Paramétrer et contrôler son imprimante 3D
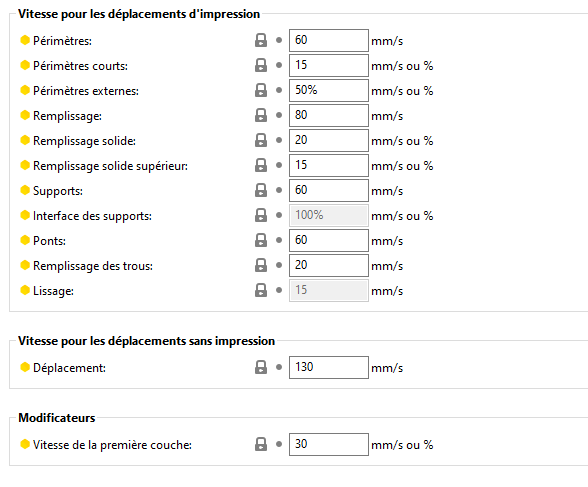
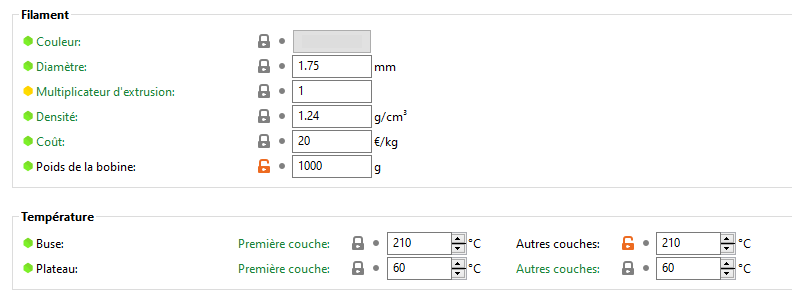
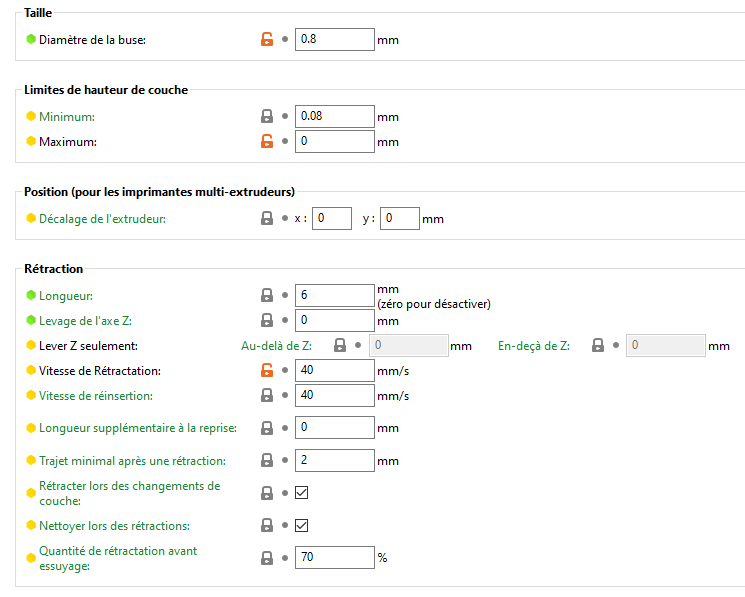
Bonjour à tous, J'ai besoin d'aide pour paramétré mon slicer. Je fais des test depuis plus d'un mois et il y a eu un amélioration mais j'ai changé de buse (0.8). Et se que je ne comprend pas c'est que l'extrusion se fais mal et des fois il peut avoir des grosses coulures. Voici quelque image.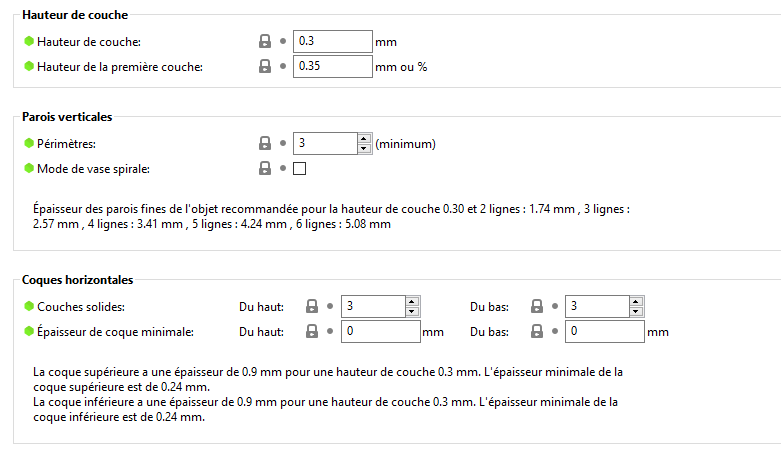
-
Je viens de découvrir sur le site de la SmartCub que Biostrike a placé les profils pour le trancheur PrusaSlicer. Merci pour cette initiative... je vais pouvoir tester ce trancheur ce weekend.