


ER1C
-
Compteur de contenus
61 -
Inscrit(e) le
-
Dernière visite
Tout ce qui a été posté par ER1C
-
Pas de fibre de bois (Je ne savais pas qu'il en existait en argenté, je pensais qu'obligatoirement c'était marron). Il s'agit de PLA Octofiber. @Idealnight je n'ai augmenté aucune vitesse. J'ai passé l'accélération de déplacement à 1000 mais pour info c'est maintenant la seule valeur non par défaut (voir le message que j'ai mis en pièce jointe). Je ne peux pas accéder au firm pour l'instant car j'ai relancé un print après ce que j'explique ci-dessous. Impressionnantes tes machines. Perso je suis prof de méca et j'ai l'habitude de tendre des courroies avec clé dynamo ou peson (mais encore faut-il avoir une valeur à respecter). Bon ici j'ai vérifié à nouveau la liaison poulie / arbre moteur : une première vis fermement serrée sur un méplat de l'arbre, et une deuxième fermement serrée sur la partie cylindrique à 90°. Complètement impossible que la poulie saute 1 tour. Concernant la tension de la courroie j'ai pu voir que le tendeur était en position mini (à moins de démonter la courroie complètement sous le plateau), donc dans ce premier essai j'ai retendu en faisant une pesée avec 2 tournevis. Mais quand je relis tes posts tu ne parles que des défauts engendrés par une courroie trop tendue... ça ne te parait pas plausible que mon défaut d'impression vienne d'une courroie pas assez tendue? (Pas ce problème depuis 3 ans que je l'ai, la logique voudrait qu'une courroie peut se détendre en s'allongeant avec le temps, ou avec les vibrations le tendeur qui relâche un peu, mais je ne vois pas comment elle pourrait se retendre seule). Je viens de relancer l'impression avec ces 2 changements: 1000 pour l'acc de dépl, et la courroie retendue. Je vous tiens au jus. /!\ Attention ceci n'est pas une agression! (Je suis obligé de préciser comme tu ne m'as pas face à toi tu ne vois pas l'expression de mon visage ni le ton que j'emploie) Quand tu dis *je ne trouve pas les mots* je soupçonne une critique du plateau 500x500 qui fonctionnait à merveille jusqu'alors (Voici ma collection de bobines vides que je conserve comme trophée), et m'a imprimé de magnifiques pièces, soit de tailles hors norme, soit en grand nombre en une seule impression. Edit: Encore une impression foirée, rien de changé.
-
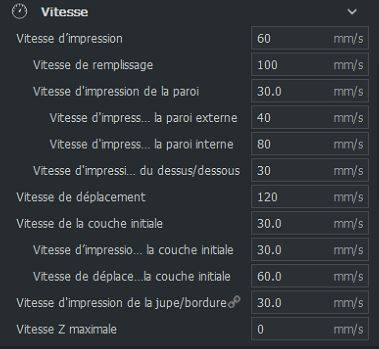
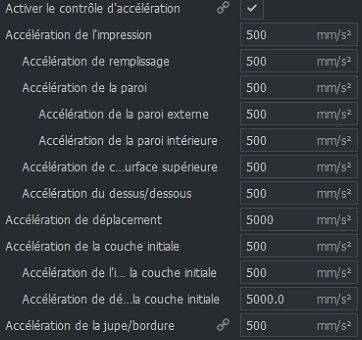
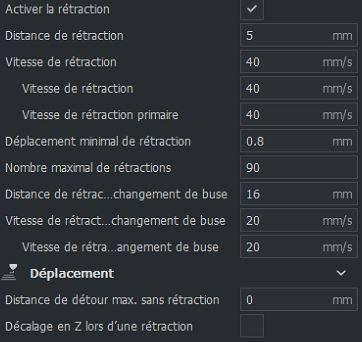
Bonjour Vilab, mon extrudeur est un BMG et il est calibré. Je sais que l'appareil photo sur mon 1+1 de 2014 n'est pas terrible, mais il me semble que ma 1ère couche n'est pas mal du tout: ici une photo de la pièce retournée. En réel ça brille partout (aucun décollement) et l'épaisseur est constante. Je ne suis toujours pas devant l'imprimante, mais je peux accéder à distance et vous trouverez les vitesses, accélérations, et rétra en pièce jointe. Rien trouvé dans la recherche avec le terme "Jerk". Pas trouvé non plus le moyen de capturer en une fois l'intégralité des paramètres. Merci.
-
Merci pour ta réponse. Je n'aurai la bécane sous les yeux que demain matin, mais si tu pouvais me tuyauter sur le moyen de savoir si la courroie est trop ou pas assez détendue, déjà une distri de voiture ma hantise c'est pas le taf (pourtant conséquent) mais c'est la tension de courroie sans outil de mesure.
-
Bonjour, je souhaite aider les personnels des hôpitaux en imprimant des visières, et voilà que d'un coup d'un seul ma CR10 ne veut plus. Regardez plutôt. Elle imprime parfaitement sur 5mm de haut, puis elle décale les couches du dessus. Steppers disabled le plateau bouge librement d'avant en arrière sans point dur. Rien n'accroche ni sur les cotés ni dessous. La courroie est bien tendue. La poulie est vissée fermement sur l'axe du moteur. Je ne note aucun jeu anormal. Avez-vous une idée à me suggérer, svp? Par avance merci.
-
Votre avis sur ce phénomène, svp...
ER1C en réponse au topic de ER1C dans Discussions sur les imprimantes 3D
Sorry for the late answer, I was on holidays Résultat: plus de sous extrusion, en effet. Par contre ça n'est pas parfait... Puis j'ai refait une impression avec toutes les valeurs par défaut: ...ça vous inspire quoi? -
Votre avis sur ce phénomène, svp...
ER1C en réponse au topic de ER1C dans Discussions sur les imprimantes 3D
En distance de rétra 8 j'ai le même résultat qu'en 10mm. Je viens de prélever le tube PTFE d'origine de ma Dagoma et j'ai relancé la Créality sans toucher au rétra (toujours distance = 8)... à suivre. -
Votre avis sur ce phénomène, svp...
ER1C en réponse au topic de ER1C dans Discussions sur les imprimantes 3D
Comme j'ai dit plus haut: Donc mon FEP ne va pas jusque la buse. Je viens de commander du Capricorne XS (tant pis pour ma transparence), mais je ne le reçois pas avant 15 jours J'espère que je vais trouver un réglage en attendant. -
Votre avis sur ce phénomène, svp...
ER1C en réponse au topic de ER1C dans Discussions sur les imprimantes 3D
Actuellement j'ai bien le tube Trianglelab transparent en FEP, et ça n'est pas un problème avec les températures que j'ai. -
Votre avis sur ce phénomène, svp...
ER1C en réponse au topic de ER1C dans Discussions sur les imprimantes 3D
Suite des essais d'impression... distance de rétra 10: C'est moi qui ai interrompu l'impression car il est flagrant que mes pièces seront loupées. J'ai renettoyé la buse quelque fois que ce serait des débris calcinés qui provoqueraient la sous extrusion, et j'ai relancé en distance de rétra 8. -
Votre avis sur ce phénomène, svp...
ER1C en réponse au topic de ER1C dans Discussions sur les imprimantes 3D
T'as lequel, toi? En bowden ou en direct drive? -
Votre avis sur ce phénomène, svp...
ER1C en réponse au topic de ER1C dans Discussions sur les imprimantes 3D
Ok, je vais suivre ton conseil et investir dans un tube de marque Capricorn, puisque tu sembles dire que c'est la Rolls. Maintenant, comme mon idée était de voir le fil dans le tube, est-il possible que je prenne du TL Series (Translucent), ou vaut-il mieux, vu la longueur de 70cm, que je prenne du XS Series (Ultra Low Friction)? Edit: Je viens de trouver sur ce forum un témoignage comme quoi le TL est mieux que le XS ??? -
Votre avis sur ce phénomène, svp...
ER1C en réponse au topic de ER1C dans Discussions sur les imprimantes 3D
Voici ce qui s'est passé avec la distance de rétra à 15: Effectivement il n'y a plus de chevelure mais l'impression s'est terminée dans le vide. Non la buse ne s'est pas bouché, c'est un "noeud" qui s'est formé à l'intérieur de la BMG: De plus le filament était comme ceci dans le tube juste en sortie de la BMG (et il a fallut tirer assez fort pour le retirer): J'ai relancé avec une distance de rétra de 12 et en desserrant la pression des 2 engrenages coniques sur le filament dans la BMG: Pas de chevelure, l'impression est allée jusqu'au bout, mais il y a clairement de la sous-extrusion. Je viens de relancer avec une distance de rétra de 10. -
Votre avis sur ce phénomène, svp...
ER1C en réponse au topic de ER1C dans Discussions sur les imprimantes 3D
Merci, c'est parti avec 15... Comme je l'ai expliqué dans mon 5ème post de ce topic, mon tube n'est pas du PTFE (uniquement les derniers centimètres). Et quand tu parles de "continuer de pousser" ça me fait penser à ma BMG qui, question pousser... ELLE POUSSE!!! -
Votre avis sur ce phénomène, svp...
ER1C en réponse au topic de ER1C dans Discussions sur les imprimantes 3D
Voilà ce que ça donne en distance de rétra = 7 et vitesse de rétra = 30 : -
Votre avis sur ce phénomène, svp...
ER1C en réponse au topic de ER1C dans Discussions sur les imprimantes 3D
Tu m'avais demandé de passer de 6 à 5.5 , tu me conseilles combien maintenant? -
Votre avis sur ce phénomène, svp...
ER1C en réponse au topic de ER1C dans Discussions sur les imprimantes 3D
20°C de moins que la température préconisée dans le datasheet: Je teste quoi maintenant, svp? -
Votre avis sur ce phénomène, svp...
ER1C en réponse au topic de ER1C dans Discussions sur les imprimantes 3D
Autre couleur dans la même marque (Octofiber PLA): Préconisation du fabriquant = 210°, je tente un essai à 190°. -
Votre avis sur ce phénomène, svp...
ER1C en réponse au topic de ER1C dans Discussions sur les imprimantes 3D
Essai d'impression à 5.5 / 30 ... pas de changement. Merci d'avance pour d'autres suggestions, svp, car moi je ne vois plus d'explication logique pour cette chevelure. -
Votre avis sur ce phénomène, svp...
ER1C en réponse au topic de ER1C dans Discussions sur les imprimantes 3D
Donc tu me suggère de diminuer ma rétrac... là je n'arrive plus à suivre?!? Et s'agissant du problème de ventil, ça serait cool si tu développais, thanks. -
Votre avis sur ce phénomène, svp...
ER1C en réponse au topic de ER1C dans Discussions sur les imprimantes 3D
Actuellement Rétra en 6 et 45, tu veux que je teste quoi comme valeur? -
Votre avis sur ce phénomène, svp...
ER1C en réponse au topic de ER1C dans Discussions sur les imprimantes 3D
Oulla, où ai-je mis mon cerveau? Merci M'sieu. Et voilà... sans support: -
Votre avis sur ce phénomène, svp...
ER1C en réponse au topic de ER1C dans Discussions sur les imprimantes 3D
Je ne sais pas si ma tour de température est exploitable dans le sens où je viens de constater une petite fuite entre la buse et le bloc de chauffe et/ou entre le bloc de chauffe et le heatbreak. Je viens de donner un tour de clé en bas et en haut, de tout nettoyer, et de relancer l'impression de la tour. Edit: Voici une tour interprétable...mais pas par moi car j'ai du mal à en conclure quoique ce soit. Et vous? -
Votre avis sur ce phénomène, svp...
ER1C en réponse au topic de ER1C dans Discussions sur les imprimantes 3D
Oups, "Octofiber"... je m’emmêle les pinceaux! -
Votre avis sur ce phénomène, svp...
ER1C en réponse au topic de ER1C dans Discussions sur les imprimantes 3D
Je viens de relancer avec 6mm 45mm/s en rétra, et un débit de filament à 90%. J'ai zappé le coup de la tour de température et je continuerai par ça. Edit: Bon bin toujours le problème... j'en suis à me demander si le filament ne serait pas défectueux??? C'est une bobine que j'ai eu en cadeau pour une grosse commande chez Octoprint! La suite pour demain, j'ai d'autres tâches à accomplir. Merci à vous 3. -
Votre avis sur ce phénomène, svp...
ER1C en réponse au topic de ER1C dans Discussions sur les imprimantes 3D
- Profil ok => S5. Peut-être un modo pourrait déplacer ce topic à un endroit plus judicieux du forum? - Ok je remets la rétraction à 5mm. - Extrudeur Bondtech BMG (estep de 415 après étalonnage) en reverse bowden avec ce tube dont le vendeur a changé le descriptif en "non PTFE" après mon achat... au moment où j'ai acheté c'était ça:"Trianglelab Haute Transparence PTFE Tube Teflonto MMU2.0 pour ender-3 i3 anet mk8 Bowden Extrudeuse 1.75mm filament ID2mm OD4mm". Longueur du tube que j'ai choisi pour sa transparence: 80cm. Montage avec butée à l'entrée du radiateur, et quelque chose comme 3 à 4 cm de PTFE certifié jusqu'au contact avec la buse. Je n'ai pas modifié le G-Code de démarrage dans Cura, j'ai préféré utiliser l'onglet "Terminal" d'octoprint pour entrer les 3 lignes suivantes: M92 E415 "Envoyer" M500 "Envoyer" M501 "Envoyer" - Les valeurs pour le filament sont celles préconisées par Octofiber. - Je viens de voir que dans la toute dernière version de Cura c'est effectivement 45mm/s la valeur par défaut (40 dans ma version actuelle). - Je veux bien essayer de baisser ma température de buse (je n'avais encore jamais outrepassé les préconisations constructeur). De plus avec mon extrudeur d'origine et cette température de 210° je n'avais pas de phénomène de chevelure. - Mon débit en couche initiale et débit principal : 100%. - Mon fang imprimé en ABS avec les ventilos d'origine. - Avoir un plateau de 500x500 avec une résistance chauffante de 500x500 de 1300W en 230V pour imprimer 1 pièce à la fois... ça fait mal au c (pardon). - Je vais faire d'autres essais en m'inspirant de tes paramètres.
