durahsel
-
Compteur de contenus
7 -
Inscrit(e) le
-
Dernière visite
Récompenses de durahsel
")





-
bouchage après les premières couches sur une discoeasy 200 (PLA)
durahsel en réponse au topic de durahsel dans Discussions sur les imprimantes 3D
--> as-tu mi un BLtouch ou Touch Mi par exemple ? -
bouchage après les premières couches sur une discoeasy 200 (PLA)
durahsel en réponse au topic de durahsel dans Discussions sur les imprimantes 3D
merci. Comme j'ai de gros problème avec le palpeur inductif, mes premières couches sont toujours laborieuses, et différentes à chaque fois pour une même z offset réglé dans les même conditions (temp bed et buse). J'ai remarqué un point important : le tube PTFE n'allait pas assez loin, j'ai coupé l'extrémité et ça rentre bien en butée maintenant. Je ferais des essais plus tard une fois que j'aurai migré sur marlin 2.1 car mon dinosaure 1.1 a besoin d'un coup de neuf merci ! -
problème de prise en compte du mesh suite autoleveling sur discoeasy 200
durahsel en réponse au topic de durahsel dans Discussions sur les imprimantes 3D
c'est clair et je me dis que pour une impression de qlq heures, ce n'est pas qlq minutes à perdre avant qui vont faire gagner bcp. Partons pour le G29 ! merci à tous Et je vais étudier le Touch Mi car ce capteur inductif est une cata avec la chaleur -
problème de prise en compte du mesh suite autoleveling sur discoeasy 200
durahsel en réponse au topic de durahsel dans Discussions sur les imprimantes 3D
OK j'essaierai donc plateau et buse chaudes -
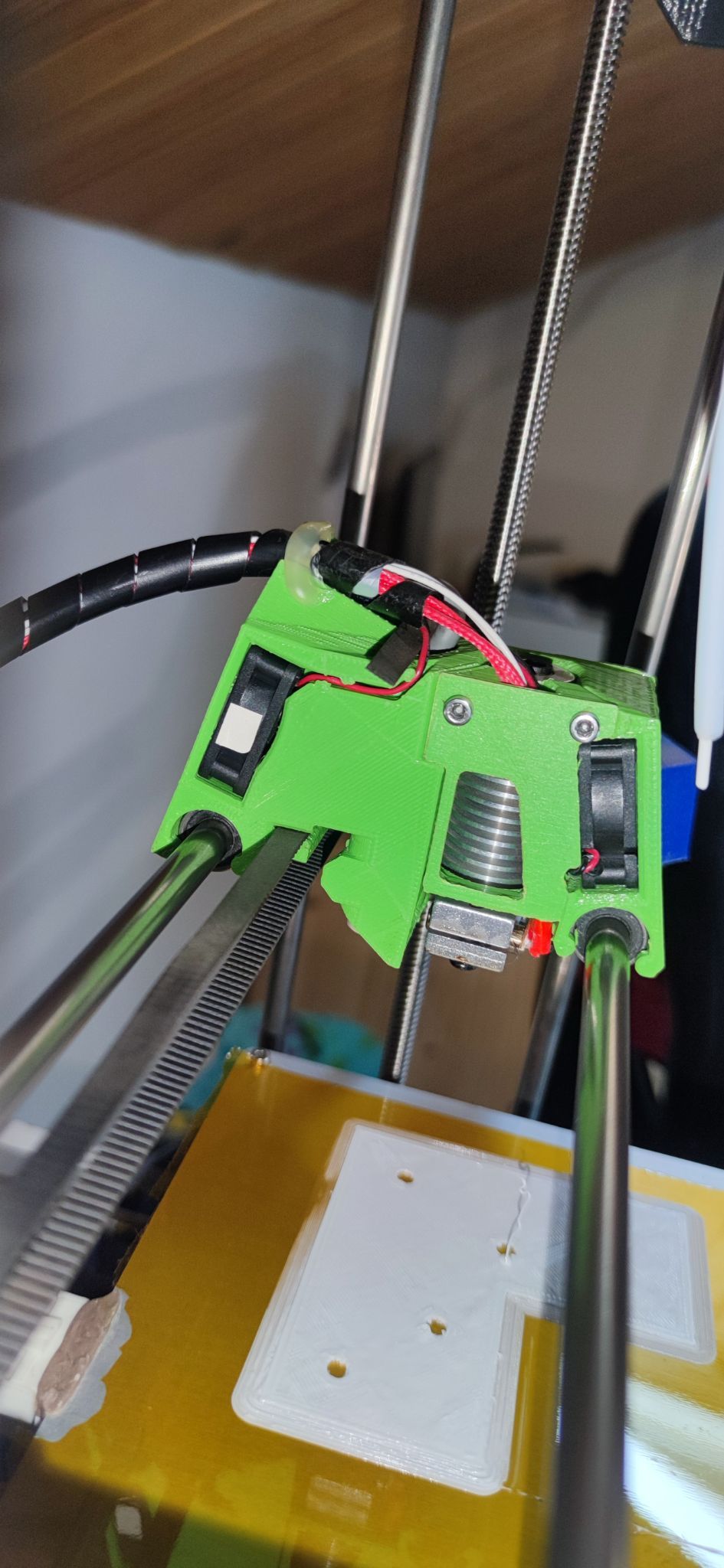
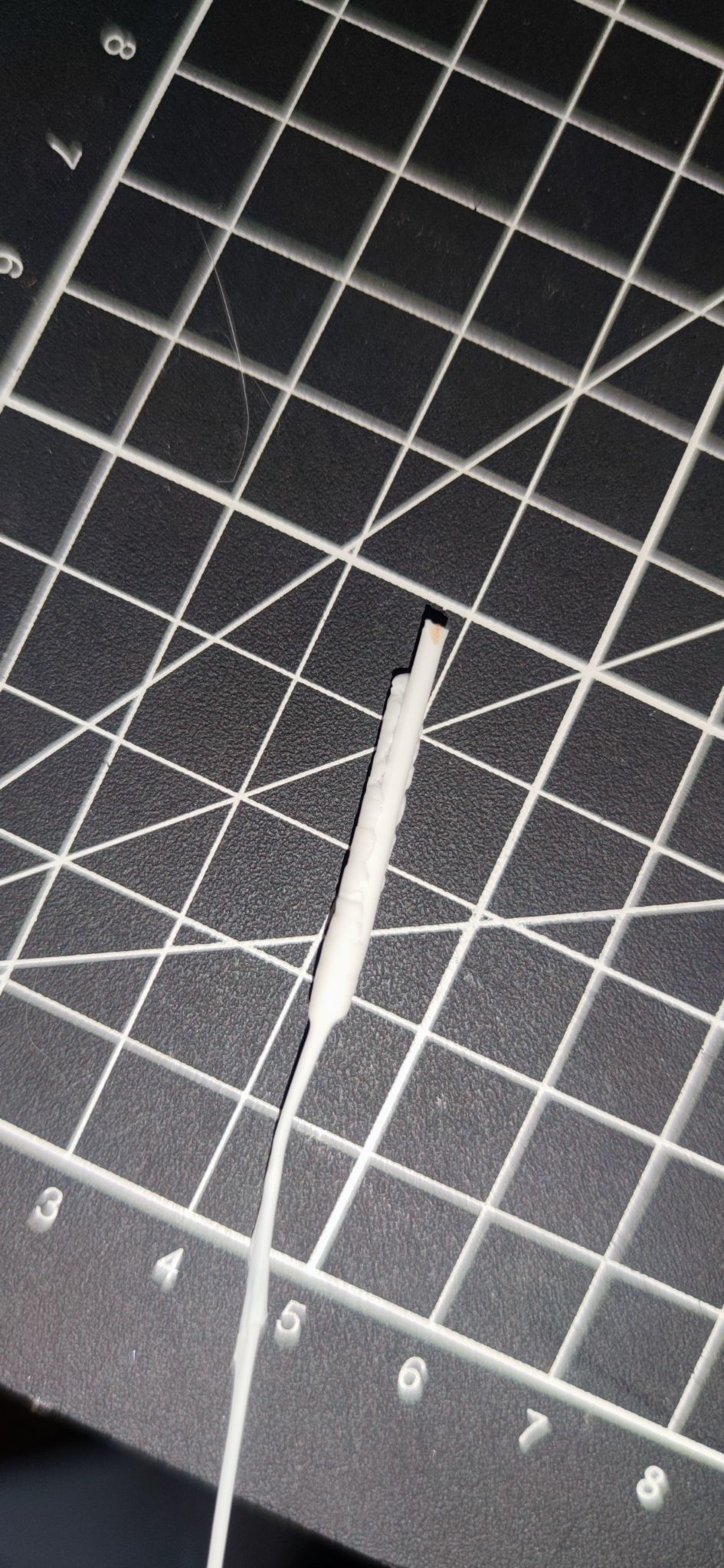
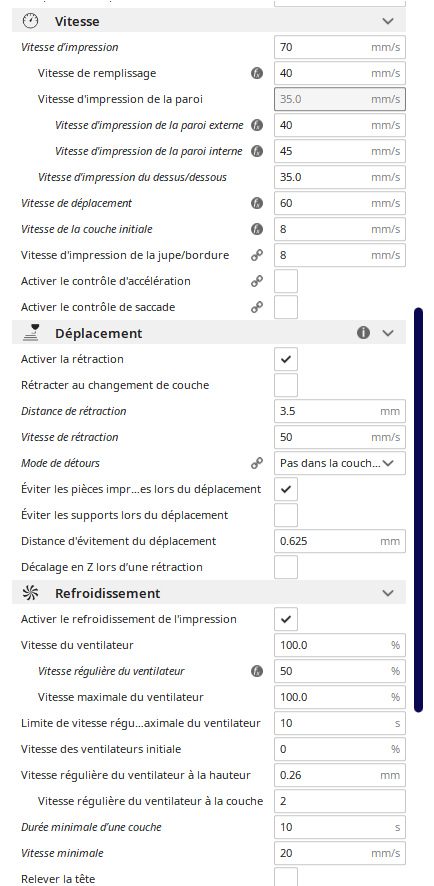
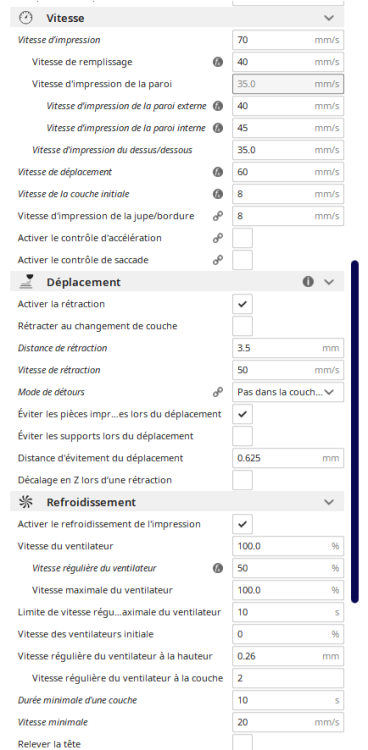
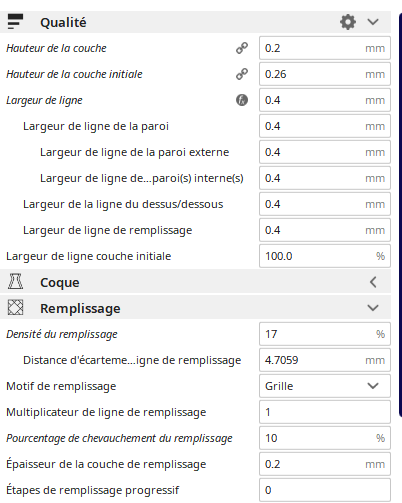
Bonjour, Suite au dépoussiérage (comprendre sortie du carton stocké des années) de ma discoeasy ( plateau chauffant, tiges trapézoïdales, écran d'origine et une tête d'impression que j'avais ré imprimé et sous ... marlin 1.1.0), j'ai des problème de bouchage de buse, avec du PLA imprimé à 205 °C ça se passe bien jusqu'à la fin des premières couche pleine (à peine qlq claquements d d'extrudeur), après ça bouche (dès que l'imprimante attaque les couches de remplissage) . J'ai bien nettoyé la buse, le tube PTFE et le fil avant. J'ai mis qlq photos du profil de bouchage, assez typique sans doute, le bouchon semble remonter dans la colonne ça fait penser à un problème de température et/ou rétractation, pourtant le ventilateur fonctionne bien. J'ai aussi mis les paramètres du slicer A noter que la première couche est toujours compliquée car malgré l'autolevel (mais avec palpeur inductif) il y +/- des fois ou la tête est collée au support et le fil ne sort pas donc aussi sans doute un peu de bourrage à ce moment mais ensuite ça passe. Des idées de cause(s) ?



-
problème de prise en compte du mesh suite autoleveling sur discoeasy 200
durahsel en réponse au topic de durahsel dans Discussions sur les imprimantes 3D
merci pour ton retour ! voici (nota : après observation et essai avec un G29 ajouté (dans ce cas), je pense percevoir une légère rotation des moteurs Z, à peine perceptible donc j'ai peut être jugé trop vite ) : G90 ; Positionnement absolu M190 R30 ; Attendre que le bed atteigne au moins 30°C (palpeur OK) G28 X Y ; Homing X et Y G28 ; Homing complet (inclut Z) M420 S1 ; Active le nivellement automatique à partir du mesh en mémoire (25 pts) G29 G1 X50 ; Position de départ M106 S130 ; Ventilateur à 50% M109 S180 ; Chauffer buse à 180°C et attendre M140 S60 ; Définir température bed à 60°C (sans attendre) M104 S190 ; Monter buse à 190°C (sans attendre) ;G29 ; Palpage 9 points désactivé ici, puisque déjà fait via LCD ;M190 S60 ; Attente température bed désactivée G1 Z0.5 ; Z = 0.5 mm G1 X100 Y20 F3000 ; Position pour purge M107 ; Ventilateur off M109 S205 ; Monter buse à 205°C et attendre (température finale) M82 ; Mode extrusion absolu G92 E0 ; Remise à zéro de l’extrudeur G1 F200 E10 ; Purge 10 mm de filament G92 E0 ; Zéro extrudeur à nouveau G1 Z3 ; Remonter la tête (sécurité) G1 F4200 ; Vitesse de déplacement par défaut PS : je pense que le palpeur inductif c'est "has been", je vois trop de variation en fonction de la température (d'où chaque réglage / offset Z fait avec le plateau à 30 °C et la tête "froide") -
Bonjour, J'ai voulu dépoussiérer ma discoeasy 200 pour lui faire reprendre du service après des années "dans le carton". Elle a un plateau chauffant (atelier 3d), des tiges trapézoïdales, l'écran d'origine et une tête d'impression que j'avais ré imprimée. J'ai pas mal de problèmes à résoudre et le premier et la prise en compte de l'autoleveling qui ne se fait pas. Elle est sous marlin 1.1.0, à l'époque j'avais modifié les fichiers de config pour faire l'autoleveling en ... 25 points (trop ?). Aujourd'hui quand je lance des impressions après avoir faire l'autoleveling depuis l'écran (et sauvegardé ce dernier avec M500), je vois qu'il n'est pas du tout pris en compte puisque sur des test d'impression en plusieurs points du plateau, les moteurs Z ne tournent pas du tout pour ajuster et prendre en compte les différences de niveau, avec pour conséquence la buse parfois trop haute ou trop basse par rapport au réglage d'offset Z. Pourtant, dans le fichier de config que j'avais gardé, j'ai bien l'autoleveling activé et j'ajoute même M420 S1 après G28 dans le gcode de début de séquence. Une piste pour résoudre ce problème ? (j'avais bien pensé par tout reprendre à commencer par update du firmware mais bon, il y a peut être plus simple pour commencer) j'ai joints les fichiers de config sauvegardés merci ! Configuration.h Configuration_adv.h