


pac
-
Compteur de contenus
24 -
Inscrit(e) le
-
Dernière visite
Tout ce qui a été posté par pac
-
Bien vu ! J'y penserai. Oui, à force d'essais, c'est plutôt vers ça que je m'oriente. Tu descend jusqu'à quelle vitesse d'impression ? En remplissage 100% à 30mm/s ça a l'air vraiment pas mal. Bon, si je monte le nouveau ventilo je reviendrai poser des questions sur la modif du firmware Merci à tous les 2.
-
Bonjour tout le monde. J'ai une petite question en lien avec ce sujet : Pour faire des petites pièces solides en PETG, j'ai fait pas mal d'essais de température et surtout de ventilation. Il semble que pour consolider les pièces en PETG, l'idéal soit de se passer de ventilation ou du moins de la limiter fortement. J'ai essayé sans ventil, j'arrive à avoir un truc presque correct avec Cura en activant "Relever la tête" qui fait une pause entre 2 couches si elles sont très petites, pour laisser refroidir sans ventiler. Mais la pièce est quand même pas mal déformée, et avec un paquet de "oozing" (pendant la pause, du petg sort de la buse, même avec 3mm de rétractation, et se dépose sur la pièce au retour de la tête). Avec ventilation, j'ai des pièces nickel. Mais peut-être sont elles un peu moins solide, je n'ai pas fait de réel test de résistance (pas équipé et pas le temps). Bref, je vois dans ce topic que l'on ne peut pas baisser la ventil autant qu'on veut. Savez-vous quel est la puissance mini (en % du max) qu'on puisse utiliser tranquillement avec la Sidewinder X2 ? Sans toucher au firmware. J'avais acheté un ventilo 5015, et suite au message de MrMagounet, j'hésite à le monter... Faudrait pouvoir changer facilement : celui d'origine pour le petg, et le 5015 pour faire des ponts en PLA...
-
Top. Je mets aussi ton lien vers la doc Marlin dans mes favoris (même si j'ai pas l'ambition d'aller trop loin dans la maitrise du Gcode).
-
Trop bien, merci pour ces infos, conseils, et ce super tuto. J'ai commandé le 3DTouch TriangleLab. Et je crois que j'ai à peu près compris ces histoires de G-Code. (Pas de soucis à ce niveau là si j'ai bien compris.)
-
Ok our le triangleLab. Merci. Tu as écrit M420 S1 et dans le code copié dans mon message précedent c'est M420 S0. Ca change quelque chose ? Je dirais en tout cas que c'est parce que sur les dernières impressions avant le M503, je n'ai pas fait le Bed Levelling mais juste le rappel des valeurs. J'ai bon ?
-
Je me dis qu'une étape serait d'acheter un capteur de qualité. C'est bien le vrai BL Touch qui est recommandé ?
-
Ca y est, j'ai trouvé 1) du temps, 2) un ordi à préter. Voici le résultat envoyé : SENDING:M503 echo: G21 ; Units in mm (mm) echo:; Filament settings: Disabled echo: M200 S0 D1.75 echo:; Steps per unit: echo: M92 X80.12 Y80.12 Z402.00 E445.00 echo:; Maximum feedrates (units/s): echo: M203 X300.00 Y300.00 Z50.00 E60.00 echo:; Maximum Acceleration (units/s2): echo: M201 X2000.00 Y2000.00 Z100.00 E10000.00 echo:; Acceleration (units/s2): P<print_accel> R<retract_accel> T<travel_accel> echo: M204 P1000.00 R10000.00 T2000.00 echo:; Advanced: B<min_segment_time_us> S<min_feedrate> T<min_travel_feedrate> J<junc_dev> echo: M205 B20000.00 S0.00 T0.00 J0.03 echo:; Home offset: echo: M206 X0.00 Y0.00 Z0.00 echo:; Auto Bed Leveling: echo: M420 S0 Z10.00 echo: G29 W I0 J0 Z-0.14926 echo: G29 W I1 J0 Z-0.12438 echo: G29 W I2 J0 Z-0.09453 echo: G29 W I3 J0 Z-0.04478 echo: G29 W I4 J0 Z0.06965 echo: G29 W I0 J1 Z-0.10697 echo: G29 W I1 J1 Z-0.07960 echo: G29 W I2 J1 Z-0.05970 echo: G29 W I3 J1 Z-0.03483 echo: G29 W I4 J1 Z0.06965 echo: G29 W I0 J2 Z-0.07463 echo: G29 W I1 J2 Z-0.01990 echo: G29 W I2 J2 Z0.02239 echo: G29 W I3 J2 Z0.05721 echo: G29 W I4 J2 Z0.13184 echo: G29 W I0 J3 Z-0.16418 echo: G29 W I1 J3 Z-0.08209 echo: G29 W I2 J3 Z-0.03234 echo: G29 W I3 J3 Z0.00249 echo: G29 W I4 J3 Z0.10448 echo: G29 W I0 J4 Z-0.25622 echo: G29 W I1 J4 Z-0.17164 echo: G29 W I2 J4 Z-0.10697 echo: G29 W I3 J4 Z-0.04229 echo: G29 W I4 J4 Z0.06219 echo:; PID settings: echo: M301 P14.58 I1.14 D46.57 echo: M304 P62.75 I9.39 D279.43 echo:; Z-Probe Offset (mm): echo: M851 X27.25 Y-12.80 Z-2.53 Je m'en sors en attendant en trichant, avec un Z0 adapté au centre du plateau mais trop important pour une partie du périmètre. (Et je rencontre plein d'autres soucis, qui vont peut-être faire l'objet de posts bientôt... )
-
Oui. Et redémarré l'ordi par précaution, mais toujours pas de changement.
-
Nop ! Mais merci quand-même, c'est sympa tous ces conseils. Ca doit être un soucis propre à mon ordi (vieillissant) ou à win7. Je vais essayer de trouver un autre ordi pour voir si ça marche mieux.
-
Je m'en sors pas trop pour brancher en usb. J'imagine que le fait que je sois sous Win7 a un impact... Dans le gestionnaire de périphérique j'ai "ARTILLERY_RUBY CDC in FS Mode", mais pas spécialement reconnu comme un truc utile. Si elle était accessible via un port com, comment savoir lequel ? J'ai essayé en tout cas de virer la courroie de synchro des 2 moteurs Z, et les 2 tournent bien en même temps, du même nombre de tours. (J'ai remis la courroie ensuite.)
-
Je vais essayer ça. Pas de Driver fournis sur la clé USB ni en ligne, je vais fouiller.
-
Oui, logique. Merci. Eu... avec plaisir... mais je sais pas trop faire ça... Il faut brancher en usb, et utiliser un logiciel genre repetier host c'est ça ?
-
Oui oui ! 10x même. Même si, sauf erreur de ma part, en faisant l'auto nivellement avec un Z0 bien réglé, on compense sans trop de soucis des déréglages des vis du plateau, non ? J'ai laissé le start GCode proposé par superslicer, et juste ajouté le G29 et M420 S1 sous G28. ; Initial setups G90 ; use absolute coordinates M83 ; extruder relative mode M220 S100 ; reset speed factor to 100% M221 S100 ; reset extrusion rate to 100% ; Set the heating M190 S[first_layer_bed_temperature] ; wait for bed to heat up M104 S{first_layer_temperature[initial_extruder]+extruder_temperature_offset[initial_extruder]} ; start nozzle heating but don't wait ; Home G1 Z3 F3000 ; move z up little to prevent scratching of surface G28 ; home all axes ;G29 ; Autoleveling processing ; Ã commenter si M420 actif M420 S1 Z10 ; Autolevel enable ; Ã commenter si G29 actif M500 ; sauvegarde eeprom G1 X3 Y3 F5000 ; move to corner of the bed to avoid ooze over centre ; Wait for final heating M109 S{first_layer_temperature[initial_extruder]+extruder_temperature_offset[initial_extruder]} ; wait for the nozzle to heat up M190 S[first_layer_bed_temperature] ; wait for the bed to heat up ; Return to prime position, Prime line routine G92 E0 ; Reset Extruder G1 Z3 F3000 ; move z up little to prevent scratching of surface G1 X10 Y.5 Z0.25 F5000.0 ; Move to start position G1 X100 Y.5 Z0.25 F1500.0 E15 ; Draw the first line G1 X100 Y.2 Z0.25 F5000.0 ; Move to side a little G1 X10 Y.2 Z0.25 F1500.0 E30 ; Draw the second line G92 E0 ; Reset Extruder M221 S{if layer_height<0.075}100{else}95{endif}
-
MaJ 21/09 : En diminuant le Z0 encore un peu, je m'en sors en ayant les 2 plaques qui ont une bonne cohésion, et les 3 autres qui sont clairement trop écrasées. Au moins c'est bon sur l'espace central, qui me sert le plus souvent. Mais quand même, j'aimerai comprendre...
-
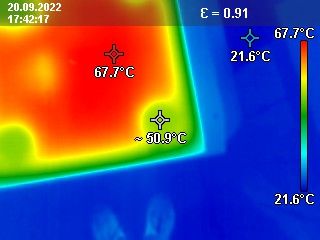
1 - Vérifié à l'instant le jeu -> Non, pas de jeu A part entre les paliers et les vis de déplacement en Z, mais j'ai l'impression que c'est conçu comme ça. Il faut déjà pas mal de force pour "déclencher" ce jeu et soulever l'ensemble "rail Y + tête" 2 - Réglage à chaud. Toujours refait le tour après avoir touché à une molette, même si selon ce que j'ai compris, le BLTouch et l'autonivellement autorisent un déréglage de ces vis. 3 - Z0 : avec un ticket de caisse effectivement. 4 - Comme recommandé, je commente selon le contexte le G29 ou le M420 S1. Là comme c'est la galère je laisse volontairement le G29 pour vérifier que rien n'a bougé. (Enfin pour corriger si ça a bougé.) Mais ça faisait pareil quand j'avais laissé commenté le G29. 5 - Plateau propre, j'ai retenu la leçon Idée : plutôt qu'une hauteur de buse foireuse, est-ce que ça pourrait venir de l'extrusion qui marche moins bien sur ces 2 zones ? Moins de filament qui sort ? C'est sur la plaque centrale et celle en "avant droite", dans le coin du logo artillery. Je n'ai pas l'impression qu'il se crée une tension particulière sur le dérouleur en tout cas. Si c'était seulement dans un coin, ça me dérangerais moins. Mais là c'est surtout au milieu : embêtantt ! J'ai voulu vérifier l'uniformité de température du plateau à la caméra thermique. Pas dingue, mais rien qui explique une différence entre certains coins. Et au milieu, c'est à la bonne température, donc on peut supposer que c'est censé adhérer mieux, or c'est pas le cas. Enfin, le symptome n'est pas un soucis d'adhérence entre la pièce et le plateau, mais entre les fils de la 1ere couche de la pièce.

-
Bonjour. Je ne m'en sors pas... sur mon test de nivellement du plateau. J'ai une X2, j'ai fait, refait et re-refait le réglage du plateau, du Z0, et l'autonivellement. A chaque fois, quand je fais le test de Réglage du plateau de SuperSlicer, le résultat est le même : J'ai 3 "plaques" qui sont bien imprimées (juste écrasées comme il faut), toujours les mêmes, et 2 plaques (dont la centrale) qui ne sont pas écrasées, ça fait des fils non soudés entre eux. Je suis en PETG, mais je ne vois pas en quoi le type de filament serait concerné. Le G29 est activé dans le start Gcode, donc le nivellement se fait à chaque impression. Quelqu'un a une idée ? (Ca fait pas longtemps que je l'ai, encore débutant.)
-
Hé ben voila !!! Quel c*n... C'est précieux l'expérience des anciens ! C'était bien ça. Merci beaucoup !
-
Ok, merci ! Bon, j'arrive plus à rien. Quoi que j'imprime, des nouvelles pièces où celles que j'avais réussi à imprimer hier (qui étaient encore sur la clé, donc zéro modifs du code), ça n'adhère pas et j'ai un gros paquet de PLA qui se crée sur la buse. J'ai refait 2x les étapes de réglage du plateau et de Z0, ça ne change rien. J'ai encore du boulot avant de maitriser !
-
Ok. Résultat je dois virer tout le start G-Code qui était initialement proposé par superslicer (copié/collé dans mon post précédent) ? Globalement, ça fonctionnait pas trop mal comme ça...
-
Bonjour aux utilisateurs de Sindewinder X2. Je reviens vers l'impression 3D quelques années après avoir complétement laissé de coté. J'avais fait quelques objets avec une Prusa I3, que j'avais ensuite revendu, et je m'y remets avec cette sindewinder après avoir lu ce qu'il s'en disait sur le web, en particulier sur ce site. On peut donc me considérer comme un débutant, d'autant que je ne pipe rien au GCode, à la prog de firmware... Je touche juste correctement la conception 3D, et encore je suis pas un champion, d'habitude je modélise soit des bâtiments soit de la menuiserie. Bref... Comme lu un peu partout, on peut vite sortir des objets imprimés avec cette imprimante, sans un million de réglages. J'ai suivi les conseils de Yo et téléchargé superslicer, en particulier pour essayer tous les calibrages proposés et décrits ici -> Pour l'instant pas de soucis particulier, mais une grosse question : où doit-on copier le start GCode dans celui d'origine ? Il faut tout remplacer ? Dans superslicer, j'ai choisi la X1 vu que la X2 n'est pas proposée, et voici le "Gcode de début" (en français) que j'ai en standart : ; Initial setups G90 ; use absolute coordinates M83 ; extruder relative mode M220 S100 ; reset speed factor to 100% M221 S100 ; reset extrusion rate to 100% ; Set the heating M190 S[first_layer_bed_temperature] ; wait for bed to heat up M104 S{first_layer_temperature[initial_extruder]+extruder_temperature_offset[initial_extruder]} ; start nozzle heating but don't wait ; Home G1 Z3 F3000 ; move z up little to prevent scratching of surface G28 ; home all axes G1 X3 Y3 F5000 ; move to corner of the bed to avoid ooze over centre ; Wait for final heating M109 S{first_layer_temperature[initial_extruder]+extruder_temperature_offset[initial_extruder]} ; wait for the nozzle to heat up M190 S[first_layer_bed_temperature] ; wait for the bed to heat up ; Return to prime position, Prime line routine G92 E0 ; Reset Extruder G1 Z3 F3000 ; move z up little to prevent scratching of surface G1 X10 Y.5 Z0.25 F5000.0 ; Move to start position G1 X100 Y.5 Z0.25 F1500.0 E15 ; Draw the first line G1 X100 Y.2 Z0.25 F5000.0 ; Move to side a little G1 X10 Y.2 Z0.25 F1500.0 E30 ; Draw the second line G92 E0 ; Reset Extruder M221 S{if layer_height<0.075}100{else}95{endif} A noter : je vois pas bien en quoi superslicer est facile d'utilisation ! Boudiou, il est écrit des trucs compliqués de partout !!!
-
Qualité d'impression très mauvaise en surplomb
pac en réponse au topic de pac dans Entraide : Questions/Réponses sur l'impression 3D
Salut. Encore désolé pour mon délai de réaction, et encore merci pour vos réponses. J'ai acheté l'imprimante d'occasion à un gars qui la maitrisais bien. Donc à priori elle est calibré. Le plateau aurait pu bouger pendant le transport, mais comme il y a l'auto-nivellement... J'ai peur d'avoir une fois touché le capteur (je ne sais pas si c'est inductif ou capacitif, je vais demander à celui qui me l'a vendu), mais je pense que ça n'aurait un impact que sur les premières lignes s'il avait bougé. Bref, faut que je continue des essais. Quand je vois ce que certains impriment... https://www.thingiverse.com/thing:12925/#instructions -
Qualité d'impression très mauvaise en surplomb
pac en réponse au topic de pac dans Entraide : Questions/Réponses sur l'impression 3D
Non, pas fait de calibrage de l'extrudeur. Je n'y connais rien en GCode, et je n'ai jamais branché l'imprimante à l'ordi, mais il va bien falloir que je m'y mettre (je passe pas une carte SD et un écran de contrôle pour les impressions). Je ne connaissais pas le principe de la tour de température, j'ai regardé vite fait ça parait pas trop compliqué. Je vais essayer de trouver le temps de faire ça. Merci ! -
Qualité d'impression très mauvaise en surplomb
pac en réponse au topic de pac dans Entraide : Questions/Réponses sur l'impression 3D
Merci pour vos réponses ! Pour la ventilation, elle est réglée à fond. Peut-être essayer de l'orienter plus directement vers la buse ? Oui j'ai fait un cube qui est OK. Le plastique est du PLA basique de bonne qualité, déballé récemment. D'ailleurs, au bout de combien de temps on peut considérer qu'il est "vieux" ? En cours d'impression, la partie en surplomb "rebique" vers le haut, la buse ecrase cette rebique à chaque passe. C'est quoi la "sous-extrusion" ? J'ai fait un peu de tuto, vite frustrants. Tu en as un bon à me conseiller ? Je modèlise sous sketchup pour info. -
Bonjour. Ca fait déjà quelques temps que j'ai cette question à poser, mais une grosse charge de boulot en ce moment m'empêche d'y consacrer du temps. Je suis complétement débutant en impression, j'ai acheté une Prusa I3 avec plateau chauffant en occasion. Je cherche à imprimer une "arche" : un demi anneau, section ronde de 8mm, diamètre extérieur de l'anneau 35mm. J'utilise Cura 15.04 car la personne qui m'a vendu l'imprimante m'a montré comment l'utiliser (quand je dis que je suis débutant...) La surface sur le dessous est complétement anarchique, comme le montrent les photos. J'ai fait varier : - la température d'impression (entre 190 et 210 par incrément de 5°) - l'épaisseur de couche (0,1 et 0,2mm) - la vitesse d'impression (30 à 100m/s) - le support (distance entre le support et la pièce, "remplissage" du support) Le résultat s'améliore un peu à basse température, mais pas beaucoup. Les autres paramètres ne changent visiblement rien. Peut-être que je vise une pièce un peu compliquée, mais qui peut le plus peu le moins Une idée de la cause de ce foutoir ?



-
Bonjour. Tout nouveau dans l'impression 3D, je viens d'acheter d'occasion une Prusa I3. Déjà pas mal de question, que je m'en vais de ce pas poser dans le bon forum. A la prochaine.




