


agb
-
Compteur de contenus
73 -
Inscrit(e) le
-
Dernière visite
Récompenses de agb
")





-
[Dev] AlfaWise U20x-U30 : Marlin 2.x (firmware alternatif)
agb en réponse au topic de CacaoTor dans Alfawise / Longer3D
merci ça je sais mais c'est pas là le problème. Une idée Epsilon3 ou Hobi? -
[Dev] AlfaWise U20x-U30 : Marlin 2.x (firmware alternatif)
agb en réponse au topic de CacaoTor dans Alfawise / Longer3D
Bonjour à tous, j'ai une question pour Epsylon3 ou Hobi Je travaillais jusqu'alors avec la version hobi du 31/05 et avant hier j'ai chargé la version Hobi du 29/08 j'ai eu quelques soucis pour recompiler car il y a qq changements mais c'est réglé. Par contre j'ai un pb avec le G29. Je suis en U20 V07 et j'utilise le mode bilinéaire Dans mon configuration.h précédent j'avais les lignes suivantes: //U20 #define LEFT_PROBE_BED_POSITION 29 //OK #define RIGHT_PROBE_BED_POSITION 271 //OK #define FRONT_PROBE_BED_POSITION 22 //OK #define BACK_PROBE_BED_POSITION 278 //OK qui délimitent la zone du palpeur. C'est lignes n'existent plus dans la nouvelle version et je ne vois pas par quoi elles sont remplacées il y a bien ça: // Set the boundaries for probing (where the probe can reach). // #define LEFT_PROBE_BED_POSITION MIN_PROBE_EDGE // #define RIGHT_PROBE_BED_POSITION (X_BED_SIZE - (MIN_PROBE_EDGE)) // #define FRONT_PROBE_BED_POSITION MIN_PROBE_EDGE // #define BACK_PROBE_BED_POSITION (Y_BED_SIZE - (MIN_PROBE_EDGE)) mais si je dé-commente j'ai des erreurs de compil à cause de sanity qui me dit que je suis hors limite. J'ai mis MIN_PROBE_EDGE à 20 et ça génère une erreur sur RIGHT_PROBE_BED_POSITION et BACK_PROBE_BED_POSITION pourtant X_BED_SIZE et Y_BED_SIZE sont pourtant bien défini à 300 je pige pas -
AlfaWise U20x-U30 : Marlin Configuration, Optimisation, Périphériques
agb en réponse au topic de CacaoTor dans Alfawise / Longer3D
pour améliorer la précision tu peux modifier ce paramètre si tu l'as pas déjà fait // The number of probes to perform at each point. // Set to 2 for a fast/slow probe, using the second probe result. // Set to 3 or more for slow probes, averaging the results. #define MULTIPLE_PROBING 2 Moi j'ai mis 2 pour avoir le même comportement que sur un home Z et je fais une matrice de 5x5 ça augmente le temps du G29 mais comme je le fais pas à chaque impression c'est pas grave pour info je suis en mode Bilinear Par ailleurs je vois pas pourquoi tu comprimes tes ressorts au max. Comme on n'a plus le fin de course fixe sur Z, on fait ce qu'on veux pour le zéro du Z -
AlfaWise U20x-U30 : Marlin Configuration, Optimisation, Périphériques
agb en réponse au topic de CacaoTor dans Alfawise / Longer3D
Pour conserver le leveling actif après un G28: /** * Normally G28 leaves leveling disabled on completion. Enable * this option to have G28 restore the prior leveling state. */ #define RESTORE_LEVELING_AFTER_G28 -
AlfaWise U20x-U30 : Marlin Configuration, Optimisation, Périphériques
agb en réponse au topic de CacaoTor dans Alfawise / Longer3D
Bonjour, pour le Estep je pense que tu peux mettre la valeur dans le configuration.h * Default Axis Steps Per Unit (steps/mm) * Override with M92 * X, Y, Z, E0 [, E1[, E2[, E3[, E4[, E5]]]]] */ #define DEFAULT_AXIS_STEPS_PER_UNIT { 80, 80, 400, 98 } sinon avec le gcode M92 M92: Définir les steps/mm Support FiveD Teacup Sprinter Marlin Repetier Smoothie RepRapFirmware Machinekit BFB MakerBot grbl Redeem MK4duo No No Yes Yes Yes Yes Yes No No ??? ??? ??? ??? Exemple (Sprinter et Marlin): M92 X<newsteps> -
AlfaWise U20x-U30 : Marlin Configuration, Optimisation, Périphériques
agb en réponse au topic de CacaoTor dans Alfawise / Longer3D
ok merci à vous 2, je m'en doutais mais je préfère avoir confirmation -
AlfaWise U20x-U30 : Marlin Configuration, Optimisation, Périphériques
agb en réponse au topic de CacaoTor dans Alfawise / Longer3D
oui c'est ce qui m'est arrivé qd je suis passé de 4x4 à 5x5 points . Pour mettre en dur le Z-Probe Offset c'est où dans le configuration.h ? c'est #define Z_PROBE_OFFSET_FROM_EXTRUDER 4 ??? -
AlfaWise U20x-U30 : Marlin Configuration, Optimisation, Périphériques
agb en réponse au topic de CacaoTor dans Alfawise / Longer3D
merci CacaoTor pour toutes ces explications. Donc si je résume si on fait un G29 après chaque mise sous tension de la machine pas besoin de M420, sinon il faut réactiver la compensation d'une manière ou d'une autre après la mise sous tension de l'imprimante (M420 S1 dans le gcode des pièces ou par octoprint). Par contre autre chose, tu dis ça c'est pour réinitialisé l'eeprom avec "les réglages usine" mais dans ce cas on doit perdre le Z-Probe Offset mémorisé par M851: (Set Z-Probe Offset) ou alors peut être qu'on peut mettre la valeur en dur dans le firmware mais je vois pas comment -
AlfaWise U20x-U30 : Marlin Configuration, Optimisation, Périphériques
agb en réponse au topic de CacaoTor dans Alfawise / Longer3D
La commande M420 S1/0 active ou désactive la bed leveling compensation C'est vrai mais à la mise sous tension de la machine la compensation est off et on est pas obligé de faire un G29 à chaque fois du coup si on active pas la compensation avant d'imprimer on se fait avoir sauf si on inclut un M420 S1 dans le gcode . En tout cas chez moi c'est comme ça et si il y a moyen d'avoir par défaut la compensation à "on" à la mise sous tension je suis preneur -
AlfaWise U20x-U30 : Marlin Configuration, Optimisation, Périphériques
agb en réponse au topic de CacaoTor dans Alfawise / Longer3D
Bonjour à tous, j'ai enfin trouvé le temps de faire le test pour valider la fonction de compensation du nivellement du bed. J'ai déréglé volontairement un coin du plateau d'un peu plus de 1mm j'ai ensuite imprimé un test (carré de 15cm de côté épaisseur de paroi 1.2mm et 3 couches de 0.1mm) et ça marche, adhésion correcte donc j'en déduit que la compensation automatique fonctionne. Par contre faut pas oublier d'activer le nivellement auto avant l'impression (M420 S1) car j'ai l'impression que c'est pas actif par défaut au démarrage de l'imprimante. Pour info je fonctionne avec une version de firmware de Hobi du 31/05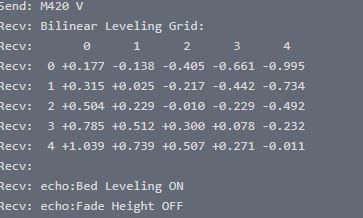
-
salut, c'est ni l'un ni l'autre mais le configuration.h du répertoire Marlin
-
En effet ça mange pas de pain de la rajouter mais normalement ce n'est pas nécessaire si cette ligne est dé-commentée dans configuration.h ** * Normally G28 leaves leveling disabled on completion. Enable * this option to have G28 restore the prior leveling state. */ #define RESTORE_LEVELING_AFTER_G28
-
Quand tu dis que rien n'accroche es-tu sûr que c'est à cause du levelling de ton plateau, tu utilises quoi comme procédure d'accroche, plateau en verre, scotch, laque? c'est vrai que tu as 0.8mm de différence de niveau et si le process de correction auto ne marche pas ça risque pas d'accrocher mais faut être sûr que ça vient de là. Je n'ai pas encore expérimenter sérieusement cette fonction parce que mon bed est pas trop mal nivelé et que je n'ai pas de pb d'accroche, mais qd j'aurai un moment je ferai le test en déréglant le plateau. Pour l'heure je viens de vérifier la reproductibilité de la mesure avec l'autoleveling bilinéaire et c'est correct à qq centièmes de mm G28 G29 Recv: 0 1 2 3 Recv: 0 +0.155 +0.105 +0.160 +0.072 Recv: 1 +0.010 +0.005 +0.077 +0.007 Recv: 2 +0.022 +0.017 +0.025 -0.020 Recv: 3 +0.010 -0.065 -0.003 -0.125 G28 G29 Recv: 0 1 2 3 Recv: 0 +0.167 +0.115 +0.180 +0.082 Recv: 1 +0.027 +0.017 +0.087 +0.015 Recv: 2 +0.035 +0.027 +0.087 -0.028 Recv: 3 +0.032 -0.055 -0.035 -0.075 Nettoyage bed G28 G29 Recv: 0 1 2 3 Recv: 0 +0.155 +0.100 +0.175 +0.045 Recv: 1 +0.020 +0.002 +0.075 -0.003 Recv: 2 +0.017 +0.002 +0.022 -0.065 Recv: 3 +0.020 -0.058 -0.005 -0.150 G28 G29 Recv: Recv: 0 1 2 3 Recv: 0 +0.155 +0.105 +0.172 +0.070 Recv: 1 +0.017 +0.007 +0.082 +0.002 Recv: 2 +0.015 +0.000 +0.027 -0.062 Recv: 3 +0.025 -0.058 -0.003 -0.148
-
AlfaWise U20x-U30 : Marlin Configuration, Optimisation, Périphériques
agb en réponse au topic de CacaoTor dans Alfawise / Longer3D
@HobiNon j'ai pas encore utilisé M420. Ces temps derniers avec les grosses chaleurs j'ai laissé la U20 tranquille, elle a bien droit à qq vacances Par contre pour tester la 1ere couche et vérifier l'efficacité de l'autoleveling il y a ça: https://www.thingiverse.com/thing:13053 mais attention j'ai dû réduire un peu les dimensions car chez moi quand ça vient trop près du bord sur la 1ere couche le palpeur du BLTOUCH en position haute est trop près du bed et accroche la pince avant gauche. J'ai pas trouvé comment augmenter cette côte. (de mémoire j'ai un Zoffset de 1.1mm) C'est ce modèle que j'ai utilisé avec un angle du bed volontairement déréglé d'au moins1mm et le résultat n'était pas super. Je n'ai pas retesté depuis -
AlfaWise U20x-U30 : Marlin Configuration, Optimisation, Périphériques
agb en réponse au topic de CacaoTor dans Alfawise / Longer3D
En fait je pense que la compensation dégressive en fonction de la hauteur s"applique également en mode bilinéaire: #if ANY(MESH_BED_LEVELING, AUTO_BED_LEVELING_BILINEAR, AUTO_BED_LEVELING_UBL) // Gradually reduce leveling correction until a set height is reached, // at which point movement will be level to the machine's XY plane. // The height can be set with M420 Z<height> #define ENABLE_LEVELING_FADE_HEIGHT

