Yes426
-
Compteur de contenus
9 -
Inscrit(e) le
-
Dernière visite
Récompenses de Yes426
")




-
Bonsoir, j'ai jamais vraiment résolu mon problème. En imprimant sur la moitié gauche du plateau (c'est a dire coté du moteur Z) je limite le problème. Ca marche pour les pièces de petites tailles mais pas pour les pièces larges. Le défaut s'explique par la conception de la CR10 qui n'a qu'une vis et moteur Z à un bout de l'axe X et qui a tendance à ne pas monter parallèlement au plateau aux extrémités de l'axe X. En faisant des déplacements en Z et en mesurant la cote entre l'axe X et le plateau coté gauche puis coté droit on le constate assez facilement. Je n'ai pas souhaité monter un second axe Z ce que d'autre ont fait avec succès. En imprimant avec un radeau (à activer dans les paramètres 'accrochage' de Cura) je n'ai plus de problème. La pièce adhère parfaitement au plateau, pas de risque de décollement (warping) et une fois le radeau détaché de la pièce, les cotes en Z sont parfaites. Inconvénient : le temps d'impression s'allonge à cause de l'impression du radeau et il y a gaspillage de plastique puisque le radeau ne sert plus une fois détaché. On peut toutefois utiliser les chutes (radeau) pour faire du calage pour le bricolage courant. Avec cette méthode, je suis satisfait du résultat, j'ai pu imprimer des pièces avec précision notamment pour faire des montages d'usinage.
-
Merci Artazole, !Je vais examiner ce fichier. Celui que j'ai mis en photo et qui est monté en ce moment ne fait que 25 mm de haut aussi j'en imprimerais un fait maison pour lui donner plus d'emprise en hauteur sur la vis avec un Ø exter de 25 sur une hauteur totale de 60 mm. Si possible en ABS, mais je n'ai pas encore débuté avec l'ABS...
-
Je déborde du sujet : savez-vous s'il est possible de trouver les fichiers 3D de la CR10 ou au pire ses plans ?
-
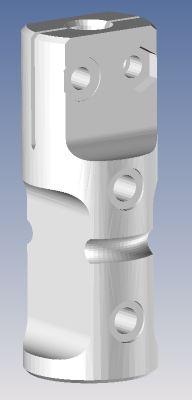
Bonsoir, J'ai le meme coupleur que celui ci :

-
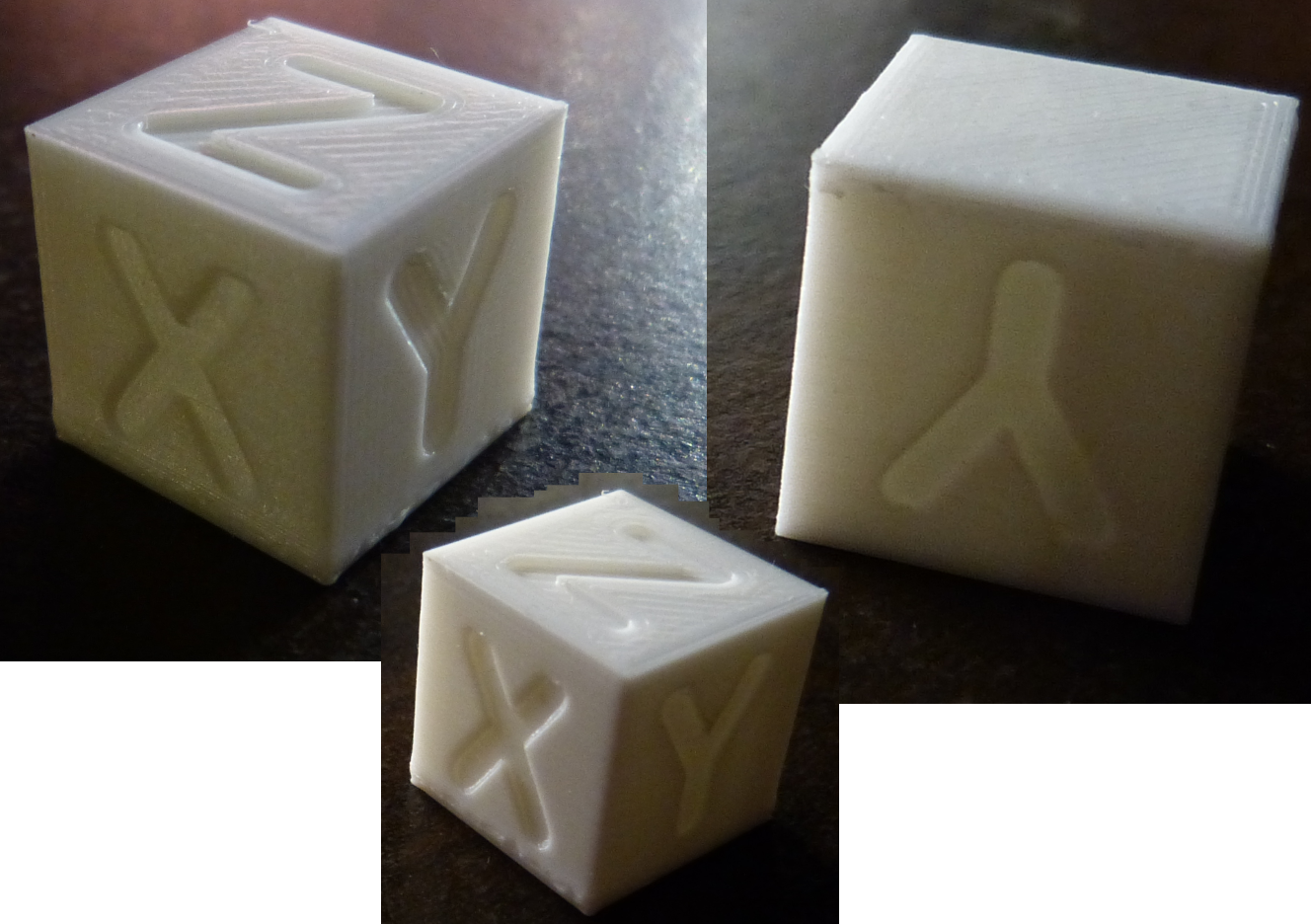
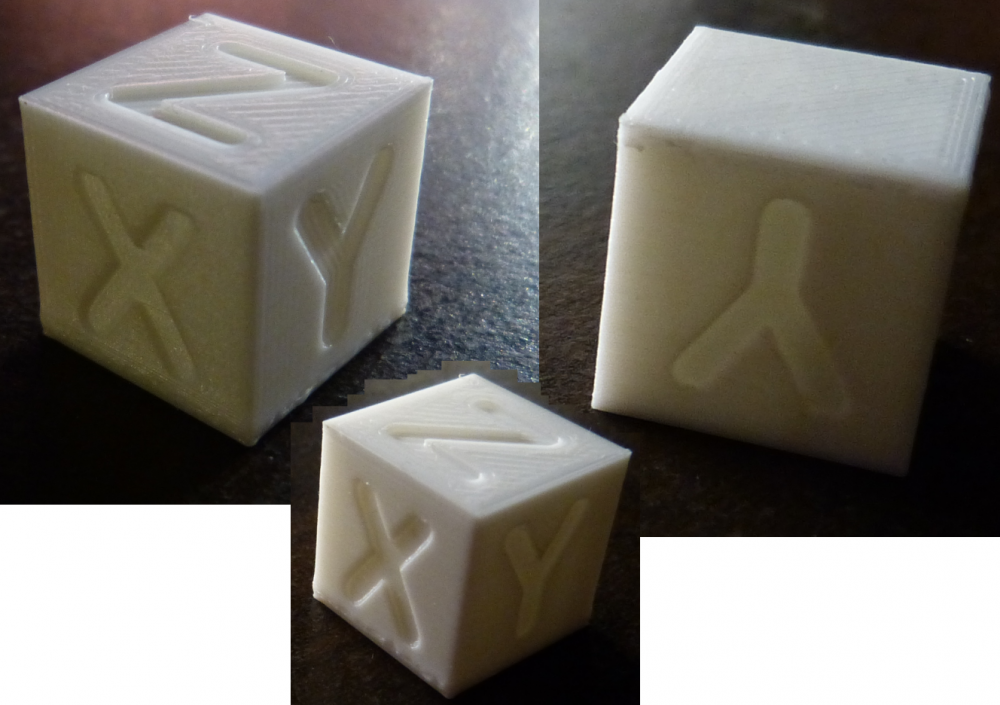
J'ai bien avancé avec mon problème de l'axe Z : tout n'est pas réglé, j'ai gagné 0.3 à 0.4 mm de précision en Z et sur les X & Y c'est parfait : cube de 15 mm de coté sort à 15.02 en X, 14.95 en Y & 14,6 en Z. J'ai toujours un très léger écrasement des premières couches. Je pense pouvoir améliorer ça dans Cura maintenant. Pour réglé mon souci j'ai suivi les conseils gentiment donné dans le forum : reprendre le serrage des roues, chercher une anomalie sur le coupleur axe Z, ne pas trop serrer les 2 vis de part et d'autre de la vis sans fin qui maintiennent l'écrou de guidage en bronze. Le coupleur sur ma machine n'est pas un coupleur souple avec la fente en spirale qui semble ben fragile, il a 2 fentes une verticale et une horizontale. Je ne le changerais pas tout de suite on va plus tard. En le démontant, j'ai constaté que la vis sans fin et l'axe moteur n'étaient pas aligné et que le coupleur en les alignant forcait beaucoup sur la vis qui devait flamber et amener des points durs et de l'imprécision. J'ai donc démonter le moteur des Z et je l'ai tourner de 90° (sa connectique est accessible maintenant suivant les Y au lieu des X) je l'ai calé dessous avec une cale d'environ 1mm découpée dans une boite en plastique dur. J'ai aligné visuellement l'axe moteur et la vis puis controlé que lorsque le coupleur descend et monte sur l'un ou l'autre il ne contraint ni l'un ni l'autre. J'ai bien serré les 2 petites vis verticales et les 2 plus grosses horizontales de la pièce qui bride le moteur Z sur le montant gauche. Recontroler que le coupleur glissait toujours de la vis vers l'axe moteur sans contrainte puis je l'ai positionné à la bonne hauteur et serré fortement pour que le moteur entraine bien la vis sans glissement dans le coupleur. L'essai du cube ci dessous m'a rassuré : Que pensez-vous de la qualité d'impression ? il me semble que l'imprimante est moins bruyante aussi, je n'ai pas encore reçu les damper à monter en X & Y...
-
Pour info mon écrou de manoeuvre ne s'est pas imprimé correctement. J'avais pris le modèle < ici >.Je n'aurais pas conçu cette pièce avec le filet, car difficile à ajuster si l'impression n'est pas à la bonne échelle. J'ai quand meme tenté : le corps de l'écrou c'est imprimé nickel, mais en fin de pièce le filet s'est effondré sur lui-meme. je sauverais peut-etre l'écrou en le fendant et en le montant avec un serflex... bref les joies du débutant en impression 3D. Petit ressenti : je savais qu'il faudrait etre patient et je suis un peu déçu, pour sortir une pièce un peu volumineuse "propre" donc en dessous de 0.2 mm et à 60 mm/s, il faut patienter des heures. Pour revenir à mon problème de Z : sur vos conseils je vais changé le coupleur du moteur Z par un "rigide" imprimé. Si pas concluant, je partirais sur la modif. du double Z sans moteur ... Ce qui pose la question : Sur de nombreux sites il est conseillé de monter un damper pour améliorer la nuisance sonore. J'attends de recevoir les miens pour les monter. Est ce bien raisonnable vu les problèmes de rigidité sur le Z ? Ne faut-il pas se limiter au montage sur l'axe X & Y plus sollicité, soumis à de nombreux changement de direction (accélérations) et de plus avec entrainement par courroie/poulies ?
-
Merci pour vos conseils, j'ai desserré légèrement les vis de la bague bronze, juste mis en pression afin de libérer la vis des Z. je suis en train d'imprimer un écrou de manoeuvre du Z à placer en haut de la vis. Je desserrerais les roues pur vérifier si ça corrige le problème. Ce qui est bizarre c'est que j'ai systématiquement le meme défaut en Z, il me manque de 0.6 à 0.9 mm sur n'importe quelle hauteur de pièce. j'ai fais une tour de température de 70 mm de haut au final elle est sortie à 69 mm...
-
Donc après examen de l'ensemble des Axes, j'ai resserré pas mal de vis mais rien de bien grave. Les 2 vis de chaque coté de la vis des Z qui serrent la bague bronze de guidage étaient desserrées. Je les ai resserré en pensant que mon problème serait réglé. En fait pas d'amélioration : - sur un cube de 20 mm de coté avec Cura 3.6.0 réglé à couche 0.3 et remplissage 20% : X mesuré à 20.2, Y mesuré à 20.15 & Z à 19.2 Tassement visible dans les premières couches mais aussi en haut. - sur un cube de 15 mm de coté avec Cura 3.6.0 réglé à couche 0.4 et remplissage 10% : X mesuré à 15.3, Y mesuré à 15.2 & Z à 14.4 Tassement visible dans les premières couches en haut c'est mieux mais la face supérieure est très vilaine. - sur un cube de 15 mm de coté avec Cura 3.6.0 réglé à couche 0.2 et remplissage 20% : X mesuré à 15.2, Y mesuré à 15.12 & Z à 14.25 Tassement visible dans les premières couches en haut c'est mieux mais la face supérieure est à peine mieux qu'en 0,4. J'attends avec impatience un retour de Stryge ....
-
Bonjour Stryge, Je viens d'acquérir une CR10 et j'ai le meme problème que toi Stryge. Toutes mes impressions sont fausses en Z de 0.6 à 0.8 mm et rien n'y fait. J'ai donc lu avec attention toute la discussion sur ton problème et je vais resuivre la mécanique de l'axe Z et de l'axe X. Peux-tu m'en dire plus sur ton souci : avec le recul comment t'en sors-tu aujourd'hui, est ce que ton problème a été complètement réglé en changeant un ou des roulements ? Je suis étonné qu'il n'y ai plus d'utilisateurs qui remontent ce problème.