
Antho.breizh
-
Compteur de contenus
536 -
Inscrit(e) le
-
Dernière visite
Récompenses de Antho.breizh
")





Favoris
-
[TUTO] Vous avez un problème d'extrusion ? Peut être la solution.
[TUTO] Vous avez un problème d'extrusion ? Peut être la solution.Salut a tous,
J'ai pu remarqué que beaucoup d'entre nous avons ou avons eu des problèmes d'extrusion avec nos têtes d'impressions.
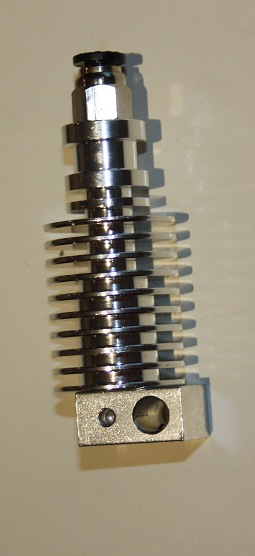
Elle concerne pour ma part les Jhead, E3DV5-6 ou celle des imprimantes Dagoma ce sont les mêmes ... Elles ressemblent à ça:

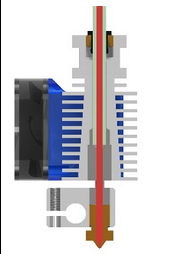
Pour commencer il faut savoir que cette tête fonctionne impérativement avec un refroidissement actif donc ventilateur en marche permanente et correctement orienté il faut garder le radiateur froid dans son intégralité.
Le problème semble être toujours le même votre fil se bloque, l'extrudeur claque et le fil n'avance plus.
Pas la peine de démonter l'extrudeur le soucis ne viens pas de la.
Votre problème ressemble a ça:


On va essayer de le résoudre.
Un peu de lexique pour commencer :
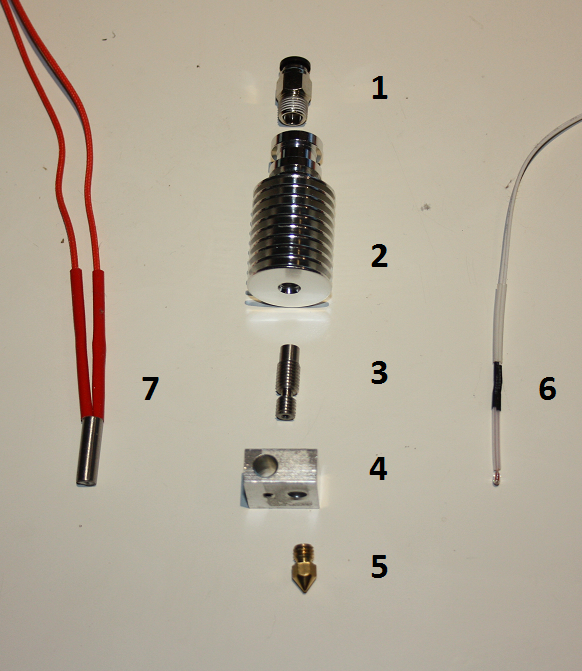
1 : Pneufit Dans le cas d'un extrudeur déporté (Bowden)
2: Radiateur
3: Stop chaleur
4: Bloc de chauffe
5: Buse
6: Sonde ou thermistance
7: Élément chauffant
Maintenant que l'on parle tous de la même chose on va pouvoir commencer.
Il faut savoir qu'il existe 2 types de radiateur suivant l'extrudeur que vous avez:

Tous les soucis que j'ai rencontré avec mes copies chinoises de ces Hot-end était du à la mauvaise qualités de cette élément qui peux être de différente conception :
Tube PTFE traversant de part en part :
soit par un petit tube fixé a l'intérieur

soit en utilisant votre tube ptfe depuis l'extrudeur, qui pour moi est la meilleur solution en bowden

Avec insertion du tube PTFE à l’intérieur du stop chaleur jusqu’à une butée
sans teflon (la est souvent le problème)

avec teflon de l'autre coté.

En all métal (même diamètre intérieur de part en part) Utilisé principalement avec un extrudeur en direct.(Pose aussi problème)

Voila je crois que j'ai fait le tour de ce qu'il existait sur le marché …
Dernière petite chose 2 tailles existent une pour : l' E3DV5 filetage en M6 coté radiateur et bloc de chauffe
l' E3DV6 filetage en M7 coté radiateur M6 coté bloc de chauffe
Un montage correcte de votre tête est primordial pour sont bon fonctionnement ce qu'il ne faut pas voir :
Trop d'écart avec le bloc chauffant le stop chauffe va surchauffer ...
 Va Falloir jouer du tarot pour prolonger le filet ...
Va Falloir jouer du tarot pour prolonger le filet ...
Pas assez d’écart, tous ce touche la température du radiateur ne va pas être bonne...
 Faut trouver une solution pour bloqué le stop chauffe.
Faut trouver une solution pour bloqué le stop chauffe.
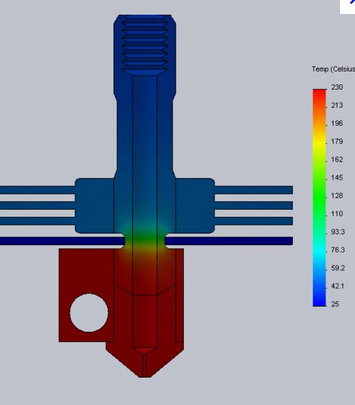
Quelle sont le échanges de température sur vos têtes en fonctionnement:
Voila on va pouvoir commencer vous avez tous les éléments a connaitre.
En cherchant un peu vous avez remarqué que lorsque vous enfoncez manuellement votre filament ou lors d'impression sans rétractation vous n'avez pas de problème.
Normal votre filament allant toujours dans le même sens vous n'en n'aurez jamais.
Par contre le faite de faire remonter votre filament lors d'une rétractation plus ou moins importante (plus la rétractation est grande plus vite le problème apparait) fait, que votre matière (ABS, PLA) qui est dans notre cas a 220° (ABS) dans le bloc de chauffe, remonte vers le corps du stop chauffe qui lui est a une température inférieur d'environ 190°. Cette température "basse" fait que notre ABS fige et fini par obstrué notre bas de Hot-end. Plus on retract notre filament plus on va vers la zone froide de notre radiateur...
Donc l'élément qui nous est ici très important est le stop chauffe et sa préparation est impératif. Surtout quand on a une copie de l'orient.
La création d' un bouchon dans la partie froide du stop chauffe est du a une mauvaise glisse dans ce dernier a froid.
Pour le cas de l'extrudeur déporter (Bowden)
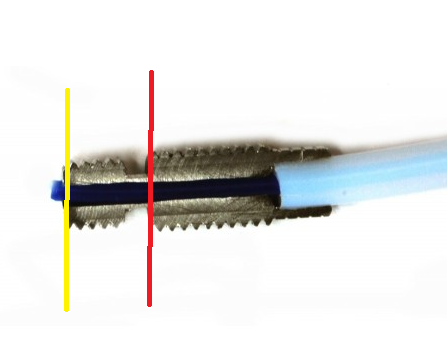
Pour y remédier la solution la plus simple consiste a mettre du teflon dans le stop chauffe afin de limiter le coefficient de friction a son minimum car le teflon c'est ce qui glisse le plus au monde, soit en totalité trait jaune ou le plus loin possible trait rouge
.
Dans le cas d'une mauvaise copie on peu voir que le tube teflon s’arrête trop vite : (Pour ma part toute celle que j'ai acheter complète était comme cela )
L'idéal est que votre PTFE traverse votre stop chauffe si ce n'est pas le cas soit on achète un stop chauffe bien percé pour inserer notre PTFE soit on l'achète deja équiper de son tube teflon ou on sort la grosse artillerie et on le fait.
Alors la plus facile a dire qu'a faire sans perceuse à colonne vous pouvez me croire faut surtout pas aller trop loin ....
Pour le cas de l'extrudeur direct :

Pareil que précédemment il va falloir réduire la friction donc la on a pas 50 solutions va falloir polir les surfaces de votre Hot-end en intégralité dans le cas d'un ensemble All Metal.
Elle sont souvent remplit d’imperfection visible a l’œil nu.
Pour ce faire je vous laisse un petite vidéo qui est facile a reproduire malgré tous :
Il faut avoir :
Une perceuse ou visseuse, un foret de 2 ou 3 mm suivant votre filament, de la paille de fer, de la pâte a polir (Belgom pour ceux qui connaissent alu et inox) et de la patiente.
@+ ...
