FreddRob
-
Compteur de contenus
30 -
Inscrit(e) le
-
Dernière visite
Tout ce qui a été posté par FreddRob
-
Merci, j'ai une valeur d'offset, je l'enregistre, je lance mon impression qui démarre pas un G28 et un G29 et la, soit la buse est trop haute et je doit donc diminuer de beaucoup mon offset, soit elle est trop basse et je dois augmenter de beaucoup l offset... en tous cas, dans les deux cas, ça ne correspond pas à l'offset que j'avais mesuré... Pourquoi??? Peut être à cause de mon capteur... Mais en fait, je ne comprend pas l intérêt de ces capteurs sachant qu'ils ont une tolérance et qu'en plus le résultat doit être fonction de la température ambiante ou du plateau... Je préfère un système équivalent à celui des da vinci pro utilisé pour le calibrage du plateau, on pourrait utiliser ça associé à l'auto level... Pas de tolérance et simple, la eule difficulté étant d'ajouter une ou plusieurs petites sondes sur la tête de l'extrudeur... Cordialement, FreddRob
-
Bonjour, Je galère encore avec mon autolevel. Je suis passé sur un firmware Marlin, je n'ai pas eu de problème particuliers pour le paramétrer. j'ai la dernière release du marlin adapté pour une carte contrôleur megatronics V3 et un capteur capacitif de 18 mm. Le souci que j'ai sur l'autolevel est le suivant: -je mets en chauffe le plateau et l'extruder -je positionne ma buse au centre du plateau et je descend la buse jusqu'à avoir l’épaisseur d'une feuille entre la buse et le plateau -je fait un G92 Z0 -je remonte la buse de 30 mm -je fais un G30 pour avoir la distance entre la tête de ma buse et la distance à laquelle mon capteur capte -je rentre cette valeur avec les commande suivante M851 Z-3.50 et M500 -normalement, à ce niveau tout est bon. -Je sélectionne un fichier à imprimer, le tranche (le trancheur ajoute entre autre G28 et G29 au Gcode) -je lance l'impression -le home est fait, le palpage est fait et l'imprimante commence à imprimer la première couche, et là, buse trop haute de au moins 3 mm... -Je change plusieurs fois les valeurs avec M851 et M500 et buse toujours trop haute ou trop basse en faite, c est comme si le capteur avait un seuil de déclenchement qui changeait tout le temps... Pouvez-vous m'aider, en me donnant la façon dont vous avez effectué le réglage de l'autolevel et le capteur (ref) que vous utilisez? Merci d'avance. Cordialement, FreddRob
-
Bonjour, Je galère encore avec mon autolevel. Je suis passé sur un firmware Marlin, je n'ai pas eu de problème particuliers pour le paramétrer. j'ai la dernière release du marlin adapté pour une carte contrôleur megatronics V3 et un capteur capacitif de 18 mm. Le souci que j'ai sur l'autolevel est le suivant: -je mets en chauffe le plateau et l'extruder -je positionne ma buse au centre du plateau et je descend la buse jusqu'à avoir l'épaiseur d'une feuille entre la buse et le plateau -je fait un G92 Z0 -je remonte la buse de 30 mm -je fais un G30 pour avoir la distance entre la tête de ma buse et la distance à laquelle mon capteur capte -je rentre cette valeur avec les commande suivante M851 Z-3.50 et M500 -normalement, à ce niveau tout est bon. -Je sélectionne un fichier à imprimer, le tranche (le trancheur ajoute entre autre G28 et G29 au Gcode) -je lance l'impression -le home est fait, le palpage est fait et l'imprimante commence à imprimer la première couche, et là, buse trop haute de au moins 3 mm... -Je change plusieurs fois les valeurs avec M851 et M500 et buse toujours trop haute ou trop basse en faite, c est comme si le capteur avait un seuil de déclenchement qui changeait tout le temps... Pouvez-vous m'aider, en me donnant la façon dont vous avez effectué le réglage de l'autolevel et le capteur (ref) que vous utilisez? Merci d'avance. Cordialement, FreddRob
-
Bonjour, Quelqu'un aurait il d'autres infos concernant mon problème? Merci d'avance. FreddRob
-
Bonjour, Merci pour vos réponses. Je rentre juste de vacances, j'effectuerai de nouveaux tests jeudi. Cordialement, Freddrob
-
Re bonjour, Hier j'ai réussi à imprimer la même pièce sans problème puis à la suivante (pièce en deux, partie basse et partie haute, donc la partie haute) même problème. J'ai regardé le Gcode généré, pas de commande d'arrêt de chauffage extrudeur ou plateau dans le fichier à part à la fin. Je ne comprend pas. FreedRob
-
merci
-
C'est ce que je pensais... en fait, l'idéal est de ne pas refaire l'autoleveling à chaque fois mais mon plateau peut légèrement bouger quand je veux décoller une pièce imprimée donc faussé le résultat du calcul précédent. De plus, cela n'explique pas pourquoi pour deux mesures dans le même environnement je vais avoir ma hauteur de tête pour la première couche nickelle pour une mesure et pour l'autre la première couche un peu écrasée, voir beaucoup... A part la tolérance associée au capteur, je ne vois pas... De plus, j'utilise la commande G32 S2, il me semblait que le S2 permettait de stocker en mémoire le résultat or, il semble que ce ne soit pas le cas... Je rappelle que j'utilise le firmware de répétier...
-
En fait je pense juste que ce n'est pas le bon type de capteur pour cette fonction. L'idéal je pense serait d'avoir un contour métallique tout autour du plateau, ou une petite plaque métallique à chaque coin du plateau, un peu surélevée sur le plateau pour que la tête de l'extrudeur ne touche pas le plateau au moment du sondage (dans le cas d'une mesure 4 points ou à trois endroits sur les bords du plateau pour une mesure 3 points), d'avoir une petite sonde métallique au niveau de l'extrudeur. Le but étant de mesurer la résistance à 0 ou une tension Vcc quand la sonde métallique touche la petite plaque. C'est l'équivalent du détecteur capacitif ou inductif mais sans erreur. On pourrait relier chaque plaque métallique au Vcc ou 12 volts du plateau et la sonde sur une entrée de la carte contrôleur (l'entrée du capteur actuel, à travers un pont diviseur de tension si 12 volts). Pour chaque point de mesure il faut une sonde donc, au max 4 sondes sur l'extrudeur, toutes reliées à la même entrée sur le contrôleur. Bien évidemment quelqu'un sur internet doit déjà présenté cette solution mais je n'ai pas cherché. Cordialement, FreddRob
-
Ok, Merci, je vais essayer demain... mais c'est quand même étonnant sachant que c'est slicr3 qui génère le gcode... Connaissez vous le code gcode qui coupe la chauffe de l'extrudeur et celle qui coupe la chauffe du plateau (histoire de voir si je les retrouve dans le gcode généré)? Merci d'avance cordialement.
-
Bonjour, J'ai un autre petit souci avec mon imprimante 3d. Pour faire de l'autoleveling j'ai installé un capteur capacitif sur mon imprimante. Tout semble bien fonctionner sauf que les résultats différent pratiquement à chaque calcul de l'autolel si bien des fois, ma tête d'impression va être positionnée un peu trop ou un peu trop bas. Je me demande en fait si la façon de faire de l'autoleveling avec ce type de capteur est une bonne idée puisque ces capteur s ont une tolérance assez élevée. mon imprimante tournant sous repetierFirmware, j'utilise la commande G28 x y pour me positionner à l'origine et la commande G32 S2 pour effectuer l'autoleveling. Avez-vous rencontré ce même type de problème? Ma configuration: - équivalent prusa i3 rework V1, megatronic v3, repetier fimrware 0.92.
-
pour cette pièce le problème apparait à peu près toujours au même endroit, à la fin du premier tiers de la première couche. J'ai pensé à plusieurs raisons possibles: - un câble pas bien connecté, mais ça le ferai sur d'autres impressions, - une mise en sécurité, mais idem, pourquoi pas sur les autres impressions, - un gcode mal généré... - un problème de surchauffe (ce problème est il tracé sous repetier)...
-
J'ai l'équivalent d'une prusa i3 rework mais avec une carte megatronic v3... J'ai remarqué que j'avais ce souci sur l'impression d'une pièce en particulier qui a une surface sur le plateau supérieur aux autres pièces que j'imprime...
-
Bonjour, Depuis quelques temps j'ai un gros souci avec mon extruder. Au début de l'impression d'une pièce pas de souci, température de l'extrudeur et du plateau ok. Puis, à un moment, assez tôt puisque je suis encore sur l'impression de la première couche, les températures de l'extrudeur et du plateau affichées sous repetier commencent à baisser jusqu'à ce que plus aucun plastique ne sorte de l'extrudeur alors que les déplacement de la tête d'impression continus comme si rien n'était. Avez-vous déjà rencontré ce problème et voyez vous une solution pour le résoudre? Merci d'avance. cordialement, Freddrob
-
Personne n'a été concerné par un problème équivalent au mien ou serait susceptible de m'aider? Merci d'avance. Cordialement, Fredrob
-
Bonjour, J'ai fabriqué une imprimante 3d type prusa i3. Tout fonctionnait correctement jusqu'à ce que je décide d'ajouter un capteur capacitif pour de l'auto level. Ma prusa i3 utilise repetier comme firmware, depuis le début. Mais, avec l'ajout de l'auto level j'ai un mal fou à la faire fonctionner. Je ne comprend pas déjà comment configurer l'auto level (z probe) mais en plus à chaque fois je je me déconnecte de l'imprimante je perd le paramétrage du zéro, c'est à dire que mon imprimante commence toujours à imprimer trop haut. Quelqu'un a-t-il essaye l'auto level sur une prusa i3 avec repetier firmware? comment avez_vous configure votre imprimante? Merci d'avance. Cordialement, freddrob
-
Bonjour, Il y a une petite question qui me trotte dans la tête depuis un bout de temps concernant l'auto leveling. D'après ce que j'ai compris, l'autoleveling permet à l'imprimante de connaître les différents problèmes concernant un plateau non de niveau ou des axes pas bien parallèle (axe x par rapport au plateau surtout). L'imprimante fera donc une correction automatique lors de l'impression grâce au différents contrôles ou mesures effectués au démarrage de l'impression. Pour se faire, on utilise des capteurs, switch, capacitif, inductif... J'ai en fait des soucis avec les capteurs capacitifs et inductifs. Ces capteurs ont une tolérance qui en général est supérieure à la précision que l'on désire (0.1 mm de précision par exemple). Comment cela peut-il donc fonctionner correctement??? Merci de vos réponses. Cordialement, Freddrob
-
Bonjour, Merci de vos réponse. Pour le problème de décollement de la pièce dans les coin je suis encore dessus, à priori de la laque ou de la colle devrait régler le problème. Pour le problème de décallage, j'ai remarqué qu'en fait il apparait quand la tète d'impression se déplace au dessus de la pièce pour continuer l'impression à un autre endroit. Lors de ce déplacement il arrive que la tète touche le plastique et ça coince. J'ai vérifier, tout est bien régler, je pense que par moment je doit avoir des bouts de plastiques qui dépassent et hop. J'ai réglé ce problème en paramétrant dans slic3r pour que avant chaque déplacement (sans impression) la tète remonte de 1mm et ça fonctionne. Par contre, un deuxième problème est qu'en remontant un peu de plastique remonte aussi... D'après vous, d'où peut venir ce contact lors des déplacements? (trop de plastique extrait par exemple?). Merci d'avance de votre réponse. Cordialement, freddRob
-
Bonjour, Merci de votre réponse. Je trouve que l'impression, du moins pour l'instant, en ABS avec une Prusa i3 est assez galère. J'utilise reptierHost et slic3r mais ce dernier n'est pas évident à paramétrer. Pourriez-vous me transmettre le paramétrage de slic3r que vous utilisez pour imprimer vos pièces en ABS? Merci d'avance. Cordialement, Freddrob
-
Bonjour, J'ai terminé depuis un certains la construction de mon imprimante 3D, une prusa i3, après avoir réglé différents problèmes d'impression il y en a toujours un pour lequel je ne trouve pas solution. Je veux imprimer une pièce en ABS. Je règle donc la température du plateau chauffant à 110 degré et la température d'extrusion à 225 degré. Au fur et à mesure de l'impression la pièce se décolle du plateau, et ce de plus en plus en fonction du temps. Sur des petites pièces ça peut encore passer mais sur des grandes pièces ça me force à terminer l'impression avant la fin. Je ne comprend pas pourquoi. 110 degré ça me parait bien et la plaque de verre est propre. Je pense que la majorité d'entre vous a connu cette difficulté, il existe différentes solutions mais encore n'étant réellement efficace. Selon vous quelle est la bonne méthode pour éviter ce décollement de la pièce? Merci d'avance de votre réponse.
-
Bonsoir, Merci de la réponse. Effectivement il s'agit d'ABS. Je ne ventile pas la pièce et concernant les courants d'air je ne pense pas. En fait je pensais que le fait de chauffer le plateau permettait justement à la pièce de mieux y coller, donc ne faudrait il pas augmenter la température du plateau? Si je peux car avec l'installation courante le plateau traine un peu à monter à 115 degré... Il est possible qu'à l'époque où j'ai imprimé l'objet il faisait un peu froid dans la pièce où est située l'imprimante. Je vois concrètement pourquoi il est mieux de mettre l'imprimante dans un caisson. Cordialement, Freddrob.
-
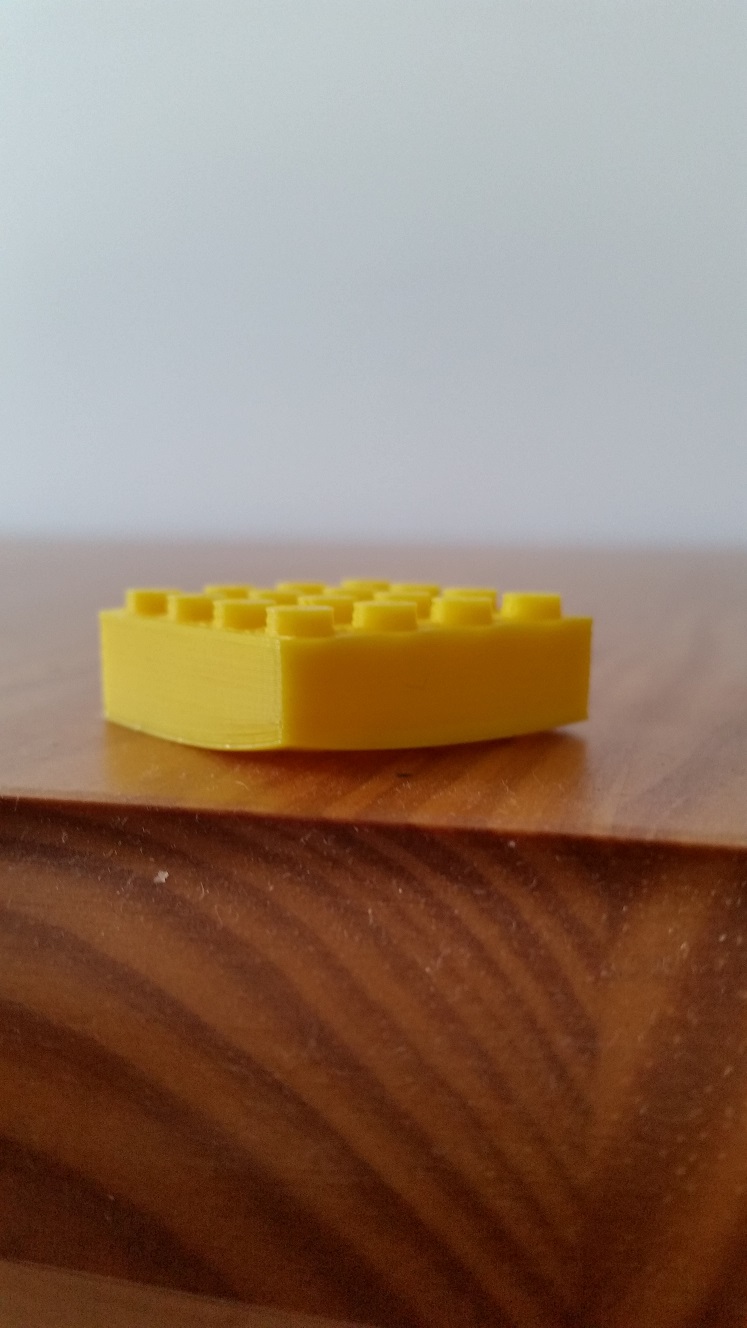
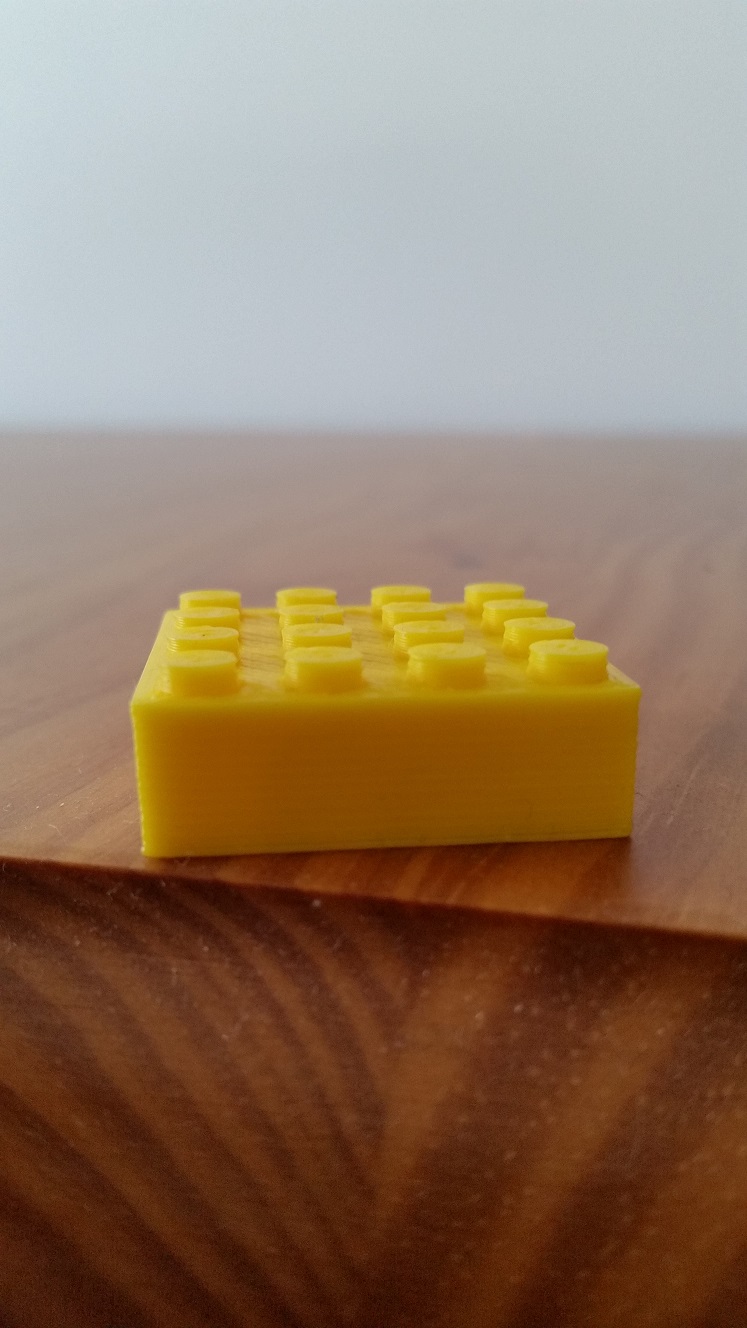
Bonjour, Tout d'abord merci pour vos réponses. J'ai donc augmenté un peu la tension sur les stepstick des axes X et Y et ça fonctionne bien maintenant. Ce que je ne comprend pas c'est que ce réglage avait déjà été effectué et ça fonctionnait, je ne comprend pas comment cela a pu se dérégler. Donc j'ai effectué une nouvelle impression, tout semblait fonctionner correctement sauf la première couche qui se décollait au fur et à mesure que d'autres couches étaient imprimées. Voici les photos: Sur la première photo je vous montre la face imprimée correctement. Sur la deuxième photo la partie qui cloche. Les paramètres de l'impression sont les suivants: -pour la première couche: Épaisseur couche 0.4 Température du plateau 115° Température de l'extrudeur 230° -pour les autres couches: Épaisseur couches 0.3 Température du plateau 110° Température de l'extrudeur 225° Pouvez-vous me conseiller? Merci d'avance. Freddrob


-
Bonjour, Merci de vos réponses. En fait ce n'est pas un problème de pas sauté mais au contraire, si par exemple la tête devait se déplacer de 30 mm pour commencer la couche suivante, elle se déplace de 40 mm, plus que ce qui est demandé (il me semble...). De plus cela arrive que par moment, au bout d un certains nombre de couches... Je n entend pas de bruit particulier mais je vais vérifier les drivers des moteurs... Cela change t il quelque chose à vos réponse? Merci d'avance. cordialement, Freddrob
-
Bonjour, j'ai une imprimante 3d de type prusa i3, j'ai effectué tous les réglages pour pouvoir lancer ma première impression, un cube de test de coté 20*20, pas de soucis. J'ai lancé l'impression d'un carré de 20*20 d'épaisseur de 0.5 et pas de soucis aussi. Je me suis dit, tiens, je vais essayer d'imprimer Yoda, et la, soucis. Tout démarre parfaitement bien puis, au passage de la 10 ème couche (positionnement rapide de la tète de la fin de la 9ème couche au début de la 10ème couche), grosse accélération et l'impression reprend avec un gros décalage, plusieurs millimètres. J'ai essayé d'imprimer une pièce de lego, idem, à un moment sur une couche gros décalage (en X ou en Y). Je me suis dit que c'était mes courroies qui étaient mal tendues, à priori non. Je me suis que mes accélérations étaient mal réglées (à priori non puisque inférieures aux configs que je vois sur internet, à savoir 1000). Les feedrate sont à 200. Je ne comprend pas d'où peut venir le problème. Quelqu'un peut il m'aider, en me donnant des idées, des solutions et pourquoi leurs différentes valeurs saisies pour une prusa i3? Merci d'avance. Cordialement, Freddrob.
-
Bonjour, Merci d'avoir répondu. Cordialement. Fred