Pascal-38
-
Compteur de contenus
26 -
Inscrit(e) le
-
Dernière visite
Tout ce qui a été posté par Pascal-38
-
Problème récurent en fin d'impression
Pascal-38 en réponse au topic de Pascal-38 dans Discussions sur les imprimantes 3D
Yes, bonne idée aussi ça je vais essayer en rentrant ce soir -
Problème récurent en fin d'impression
Pascal-38 en réponse au topic de Pascal-38 dans Discussions sur les imprimantes 3D
Très bonne idée mais hélas je viens de vérifier il a l'air Nickel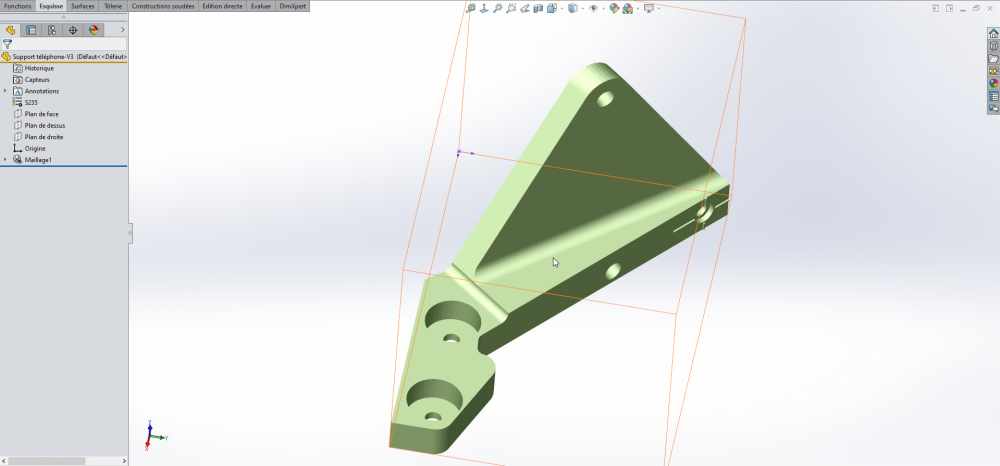
-
Problème récurent en fin d'impression
Pascal-38 en réponse au topic de Pascal-38 dans Discussions sur les imprimantes 3D
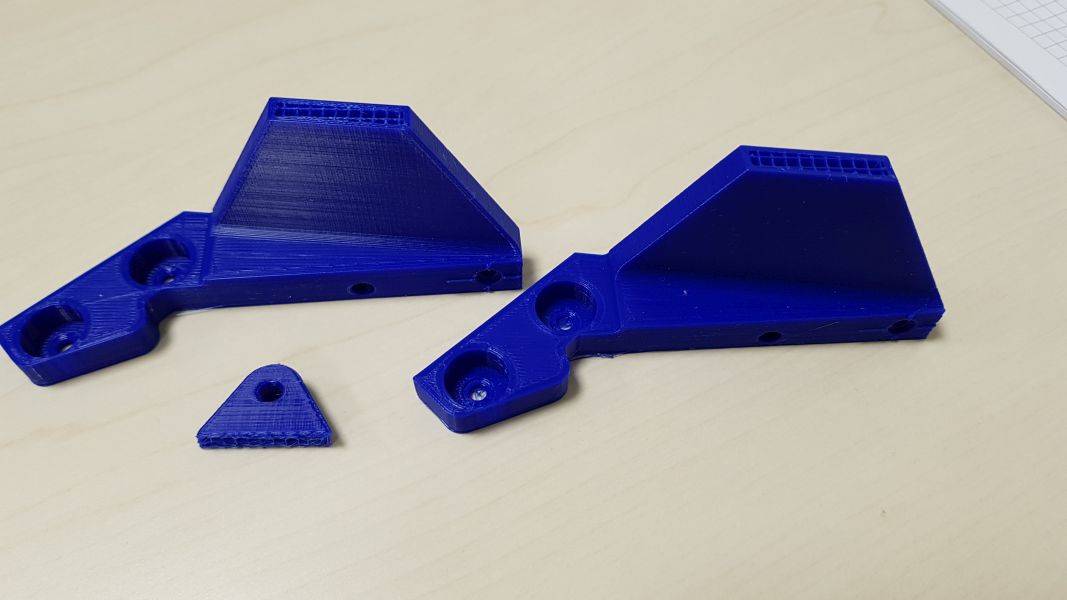
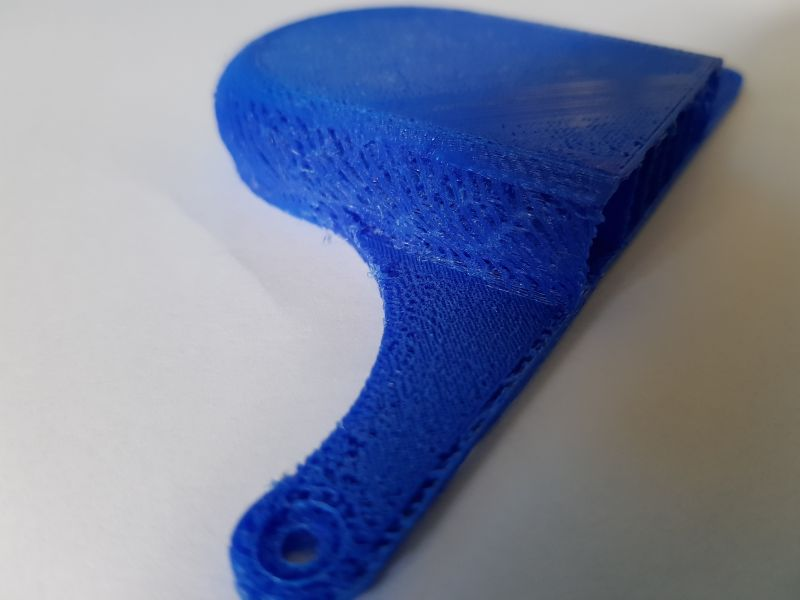
Bonjour à tous, Fausse joie j'ai refait deux pièces et les deux pièces ont le même défaut: Une séparation fragilisée se fait pile poil au même endroit. et l'impression continue. en fait la petite partie sur la photo est très rigide comme la grosse partie mais une défaut et une fragilisation apparaissent toujours au même endroit j'ai vérifié mon axe Z pour voir s'il n'y avait pas un blocage a cet endroit et apparemment tout est bon. Je ne comprends plus rien.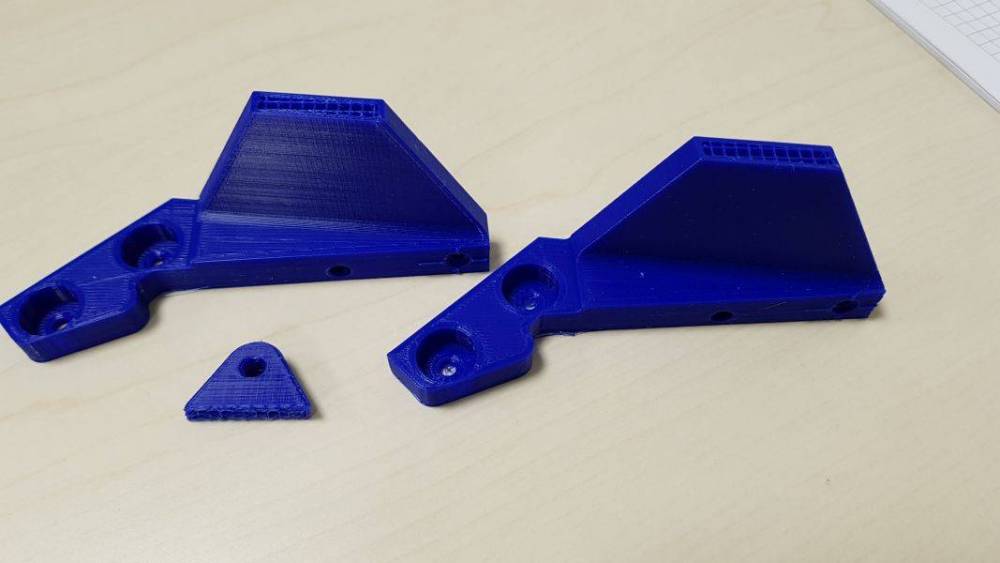
-
Problème récurent en fin d'impression
Pascal-38 en réponse au topic de Pascal-38 dans Discussions sur les imprimantes 3D
Ok merci fran6p. entre temps j'ai peut être trouvé la raison. En fait ça me fait ça, j'ai des problèmes d'impression depuis le jour ou j'ai eu le filament qui s'est coincé au niveau de la bobine pendant la nuit du coup le petit pignon d'entrainement de l'extruder a tourné su le filament coincé pendant des heures et à priori s'est usé sur la périphérie et à du mal maintenant a entraîner. j'ai dévissé les deux petites vis et je l'ai remonté de 2mm pour qu'il n’entraîne plus au même endroit et je viens de relancer une impression -
Problème récurent en fin d'impression
Pascal-38 en réponse au topic de Pascal-38 dans Discussions sur les imprimantes 3D
Oui exact merci du conseil. Tu as une idée sur le problème de la;perte d'impression tours au même endroit? -
Problème récurent en fin d'impression
Pascal-38 en réponse au topic de Pascal-38 dans Discussions sur les imprimantes 3D
Salut LOLO Désolé j'ai encore merdu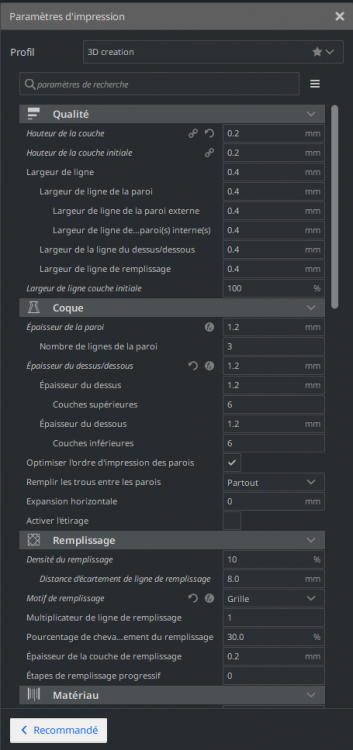
-
Problème récurent en fin d'impression
Pascal-38 en réponse au topic de Pascal-38 dans Discussions sur les imprimantes 3D
désolé c'est un oubli
-
Problème récurent en fin d'impression
Pascal-38 a posté un sujet dans Discussions sur les imprimantes 3D
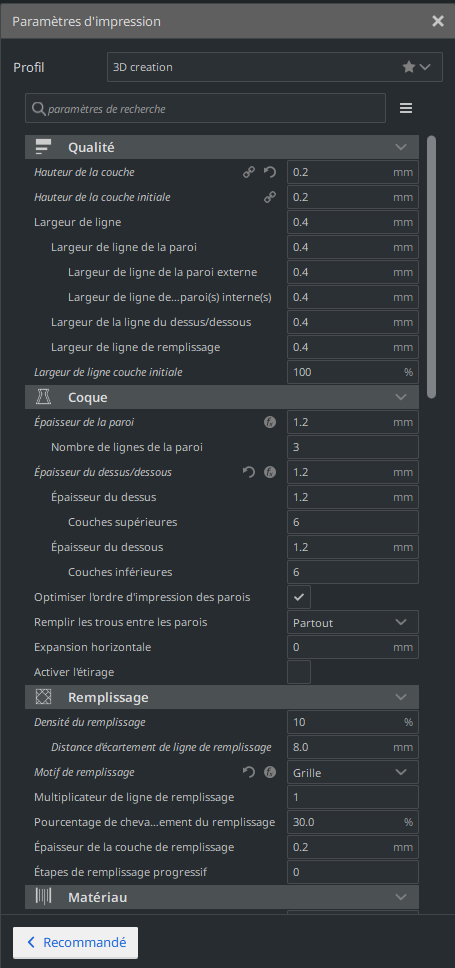
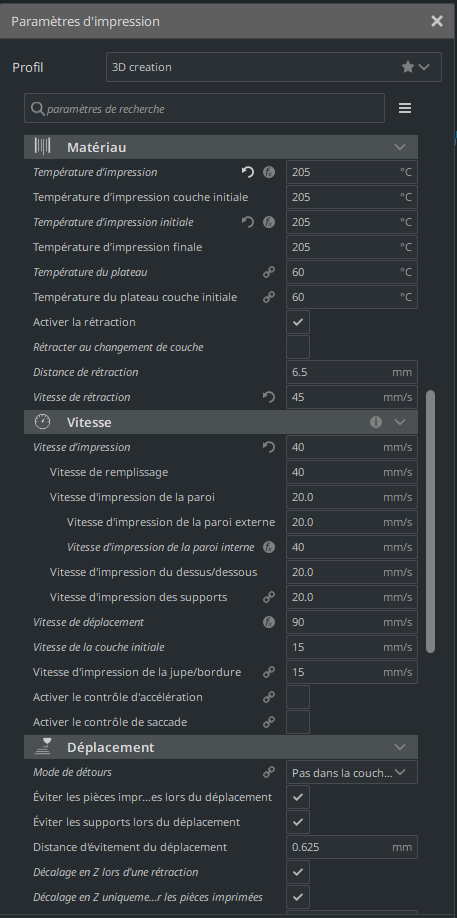
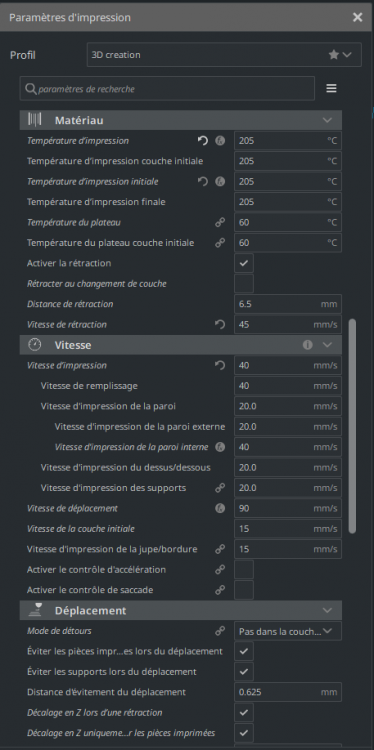
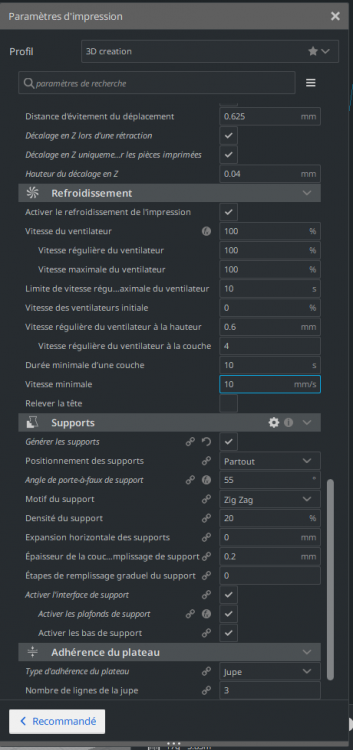
Bonjour à tous et bonne année a vous, Voila mon soucis, depuis quelques jour j'ai un problème récurent: toute l'impression se passe bien jusqu’à environ 95% et la c'est le drame la pièce n'a plus aucune tenue sur les dernières minutes d'impression (Voir photos) alors que le reste de la pièce est hyper résistante. Je ne comprend plus. Je possède une ENDER3 et j’utilise CURA 4.3.0 et j'imprime en PLA et je vous joins ma config: Si quelqu'un a une idée.......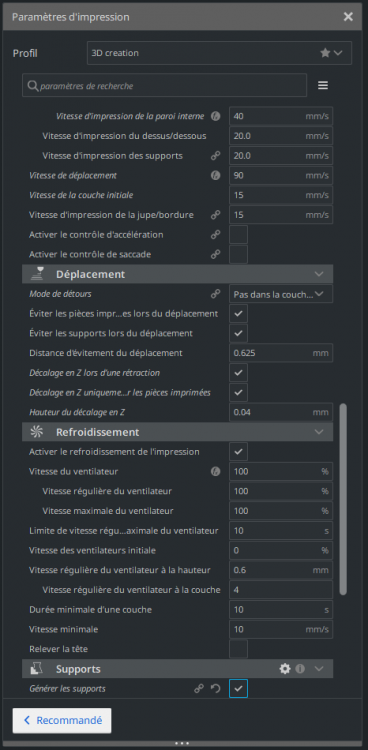
-
Aide sur réglages d'impression Cura/Ender3
Pascal-38 en réponse au topic de Pascal-38 dans Paramétrer et contrôler son imprimante 3D
Alors voila le résultat: Avant et après réglages. Comme vous pouvez le constater il n'y a pas photo Et ça...... grâce à vos conseils, merci encore le Résultat est Nickel je vais même pouvoir redescendre le remplissage à 15 ou 20%
-
Aide sur réglages d'impression Cura/Ender3
Pascal-38 en réponse au topic de Pascal-38 dans Paramétrer et contrôler son imprimante 3D
he bien les amis je suis en train de sortir ma première impression après modification des paramètres imprimante ça a l'air d’être Nickel grâce a vous Les paramètres d'origine étaient de 93 Steps/mm et me donnaient une sortie de 41mm pour 100mm demandés je suis donc passé à 226.8 au lieu de 93 et je vous ferais voir le résultat demain mais ça a l'air super il va même falloir que je diminue les paramètres c'est trop "Riche" Je confirme que la valeur d'origine de 93 est erronée Je vous tiens au jus mais pour ce soir je suis super content et grâce à vous -
Aide sur réglages d'impression Cura/Ender3
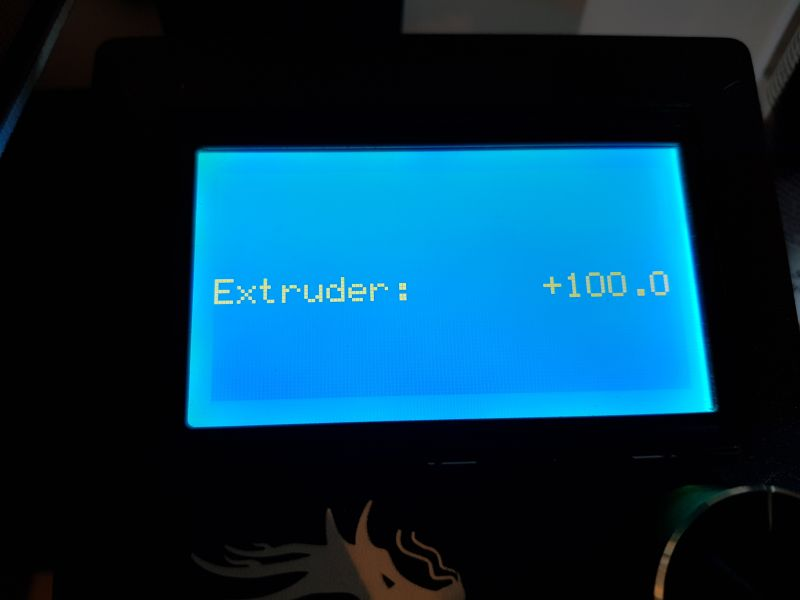
Pascal-38 en réponse au topic de Pascal-38 dans Paramétrer et contrôler son imprimante 3D
Merci les gars je viens de faire le test j'ai demandé à l'imprimant 100mm de filament et elle m'a sorti 41mm mais elle est réglée à 93 Steps:mm d'origine? je vais gentiment faire ma règle de 3 et augmenter... c'est bien ça?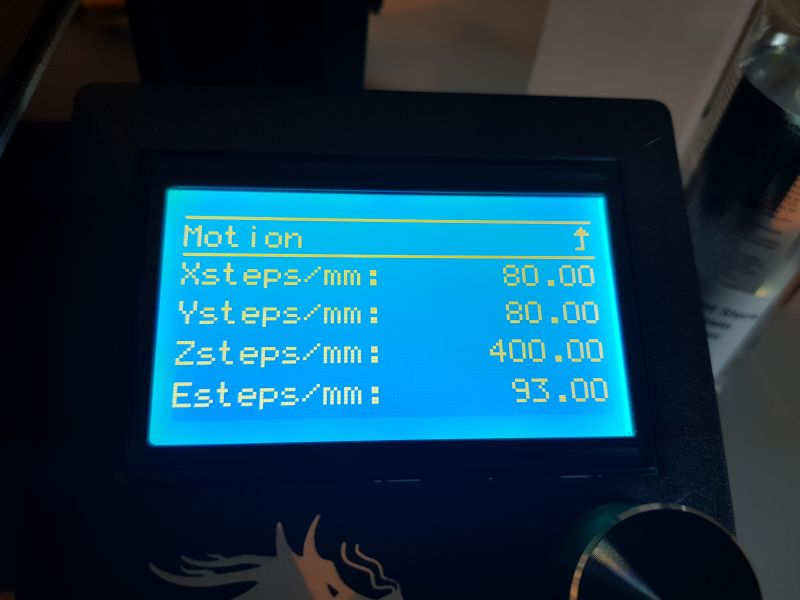

-
Aide sur réglages d'impression Cura/Ender3
Pascal-38 en réponse au topic de Pascal-38 dans Paramétrer et contrôler son imprimante 3D
Du coup tu peux me renvoyer le lien français? -
Aide sur réglages d'impression Cura/Ender3
Pascal-38 en réponse au topic de Pascal-38 dans Paramétrer et contrôler son imprimante 3D
Oui ça me dit qq chose ça . en fait si j'ai comprit le principe dans ce ce cas présent le débit c'est E et on a 400 Pas moteur pour 1mm de sortie Filament -
Aide sur réglages d'impression Cura/Ender3
Pascal-38 en réponse au topic de Pascal-38 dans Paramétrer et contrôler son imprimante 3D
Tu ne m'a pas remis le lien corrigéet l'ancien fait tjrs la même chose -
Aide sur réglages d'impression Cura/Ender3
Pascal-38 en réponse au topic de Pascal-38 dans Paramétrer et contrôler son imprimante 3D
Ok merci pour ces précisions -
Aide sur réglages d'impression Cura/Ender3
Pascal-38 en réponse au topic de Pascal-38 dans Paramétrer et contrôler son imprimante 3D
Merci bien ça va m’être utile, par contre le lien en français me ramène sur cette page -
Aide sur réglages d'impression Cura/Ender3
Pascal-38 en réponse au topic de Pascal-38 dans Paramétrer et contrôler son imprimante 3D
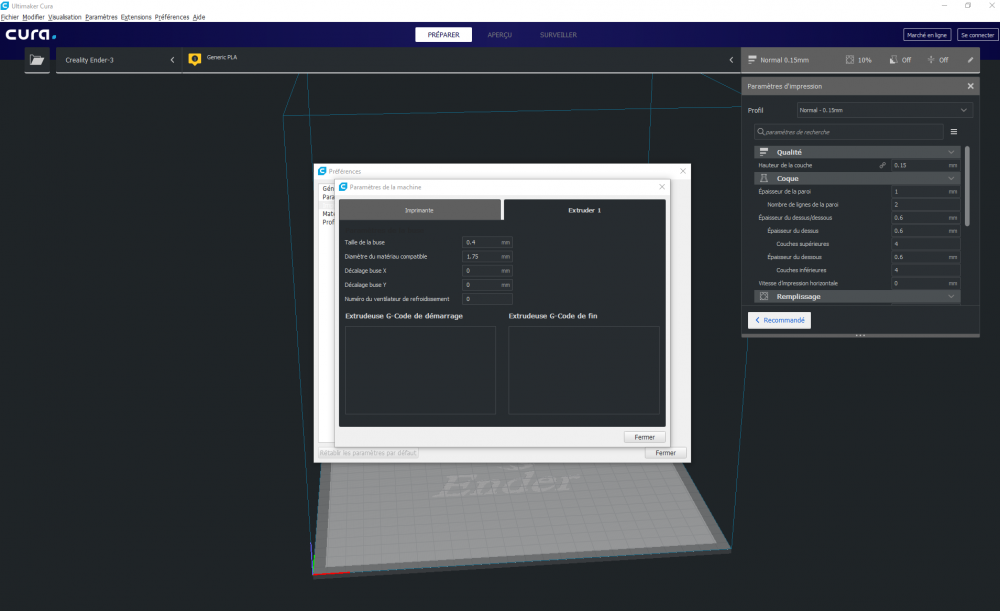
Quand tu parle de la valeur E dans le menu tu parles du menu de Cura dans le G-Code ou du menu de l'Ender3? Les valeur pour E, à recalculer et à modifier c'est bien dans le G-Code de Cura? -
Aide sur réglages d'impression Cura/Ender3
Pascal-38 en réponse au topic de Pascal-38 dans Paramétrer et contrôler son imprimante 3D
oupps désolé SHA je n'avais pas vu que tu avais fait un copier-coller -
Aide sur réglages d'impression Cura/Ender3
Pascal-38 en réponse au topic de Pascal-38 dans Paramétrer et contrôler son imprimante 3D
Quelqu'un peut il m'expliquer comment faire un calibrage d'extrudeur sur une Ender3? je pense que le manque de matière (Voir les photos plus haut) peux venir de ça mais je ne sais pas faire le calibrage -
Aide sur réglages d'impression Cura/Ender3
Pascal-38 en réponse au topic de Pascal-38 dans Paramétrer et contrôler son imprimante 3D
Pour info voici mon G-Code mais pour moi c'est encore du chinois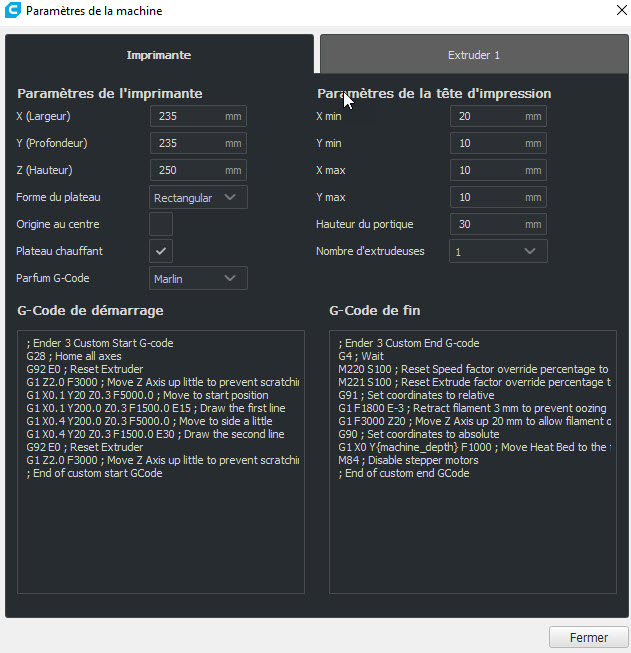
-
Aide sur réglages d'impression Cura/Ender3
Pascal-38 en réponse au topic de Pascal-38 dans Paramétrer et contrôler son imprimante 3D
Je dois faire quoi pour vérifier le calibrage de l'extrudeur? -
Aide sur réglages d'impression Cura/Ender3
Pascal-38 en réponse au topic de Pascal-38 dans Paramétrer et contrôler son imprimante 3D
A priori les paramètres ont l'air d’être correct mais étant novice sur l'impression 3D ça peux venir d'autre part car d’après ce que j'ai pu voir et lire on peux obtenir des résultats bien meilleurs avec une Ender3 non?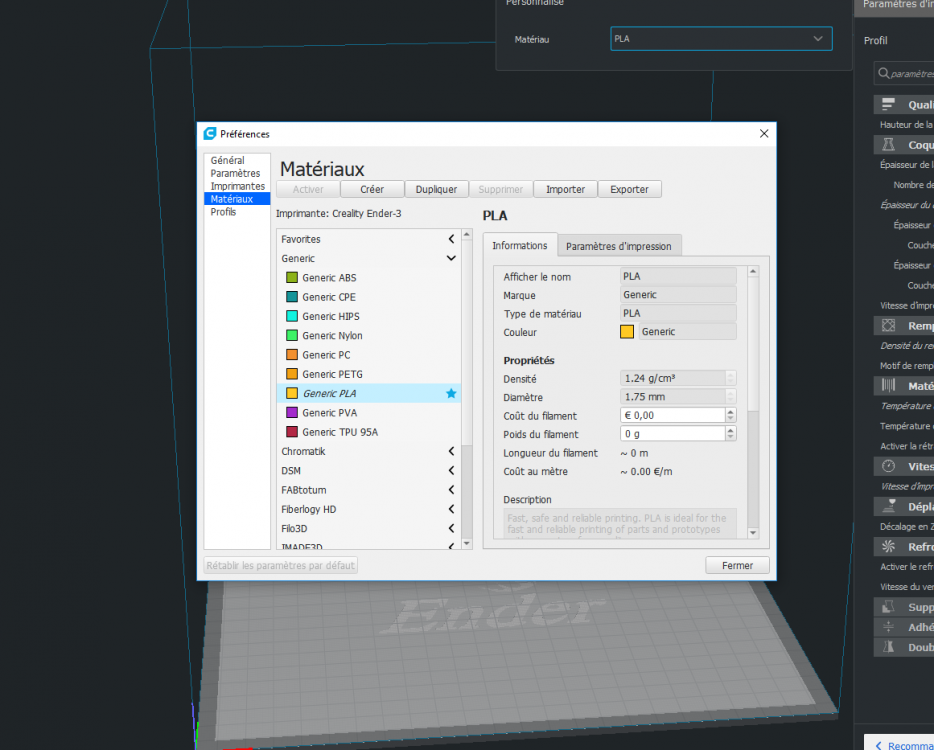
-
Aide sur réglages d'impression Cura/Ender3
Pascal-38 en réponse au topic de Pascal-38 dans Paramétrer et contrôler son imprimante 3D
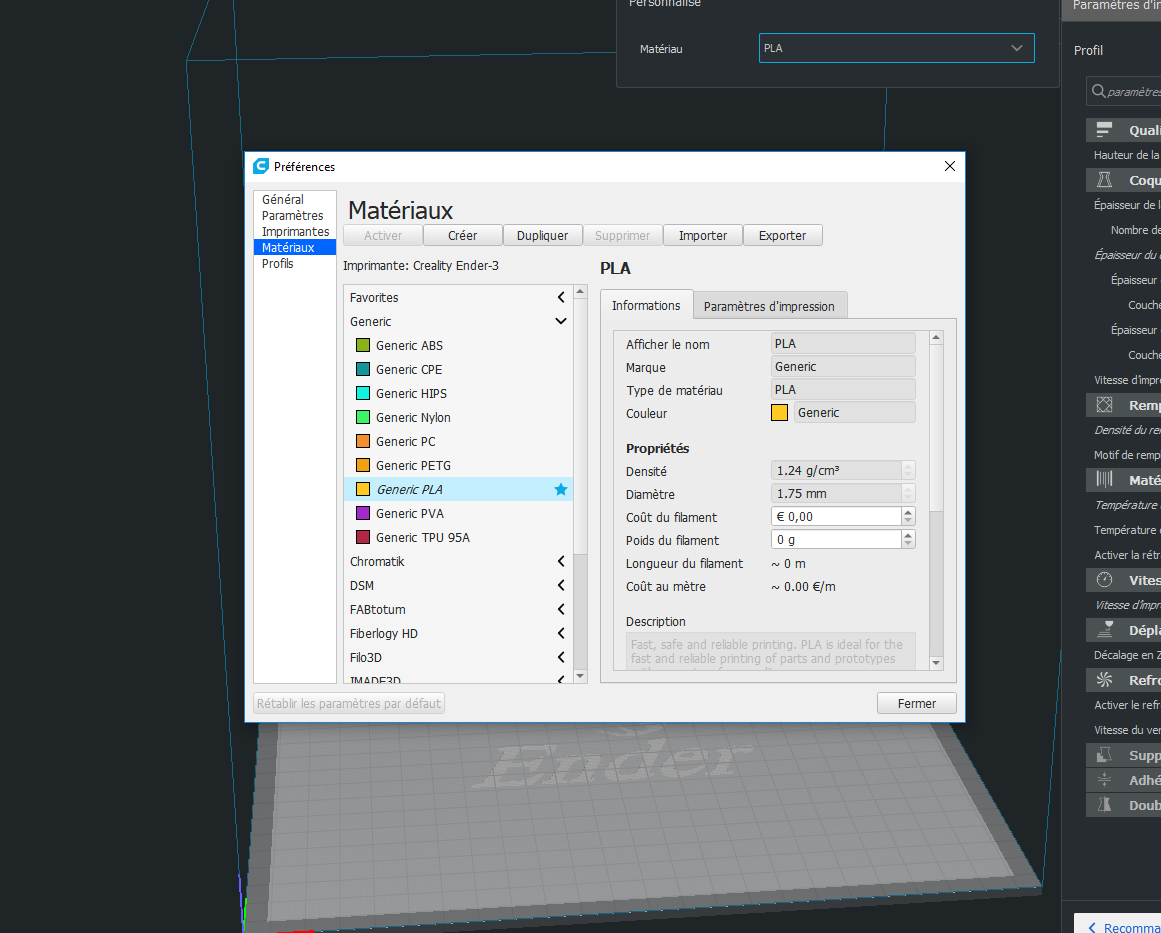
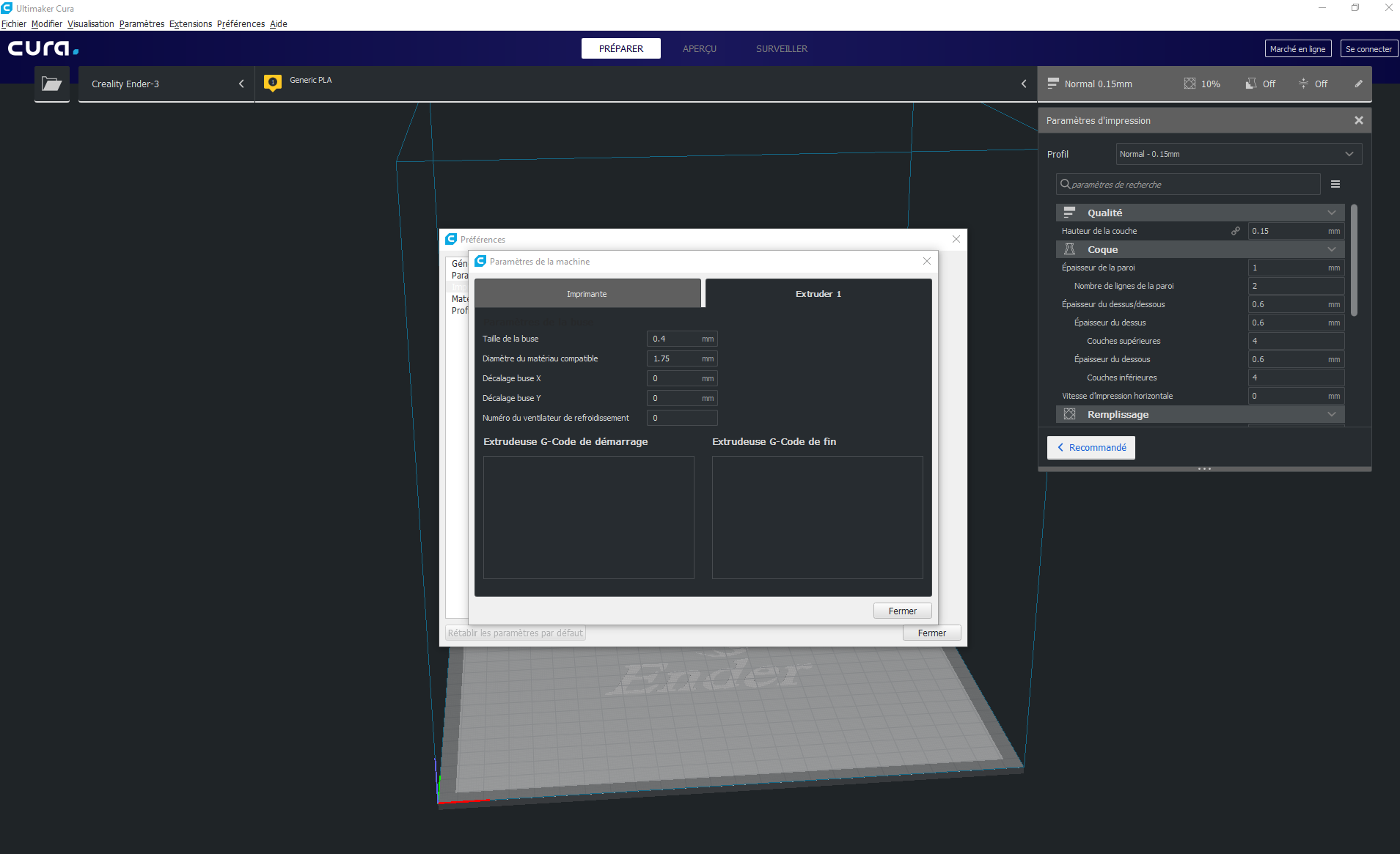
A priori dans Cura je suis en Generic PLA Ø1.75 mais je me pose une question: les paramètres de Cura prennent ils le dessus sur les paramètres de l'imprimante. Dans ce cas a quoi servent les paramètres de l'imprimante? Quand j'imprime j'ai l'impression que l'imprimante ne tient aucun compte des paramètres de vitesse et autres que j'ai paramétré dans cura (4.1.0) -
Aide sur réglages d'impression Cura/Ender3
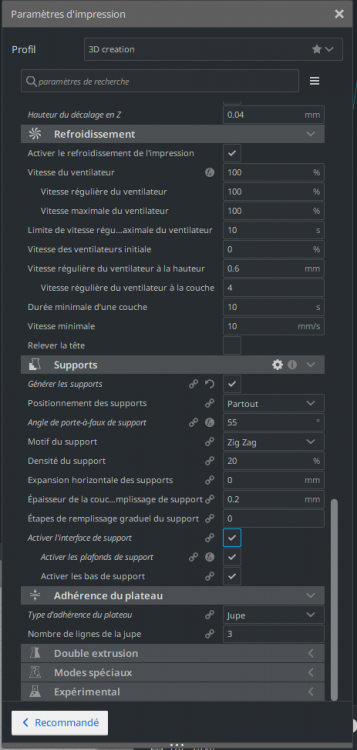
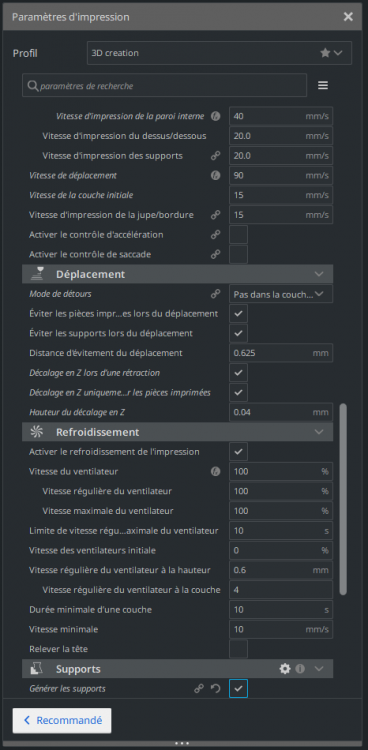
Pascal-38 a posté un sujet dans Paramétrer et contrôler son imprimante 3D
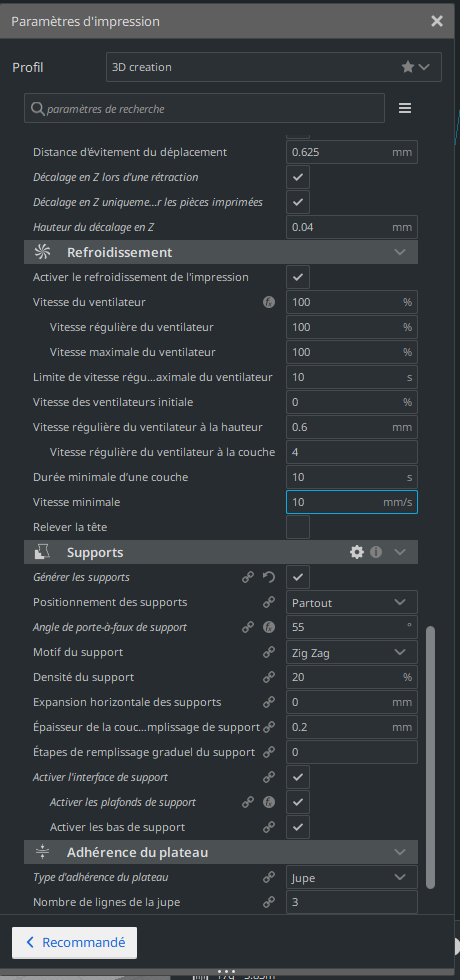
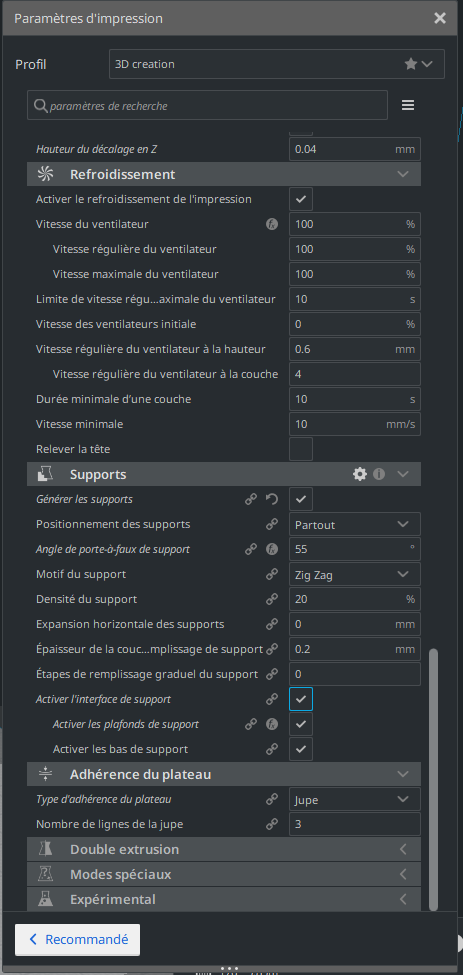
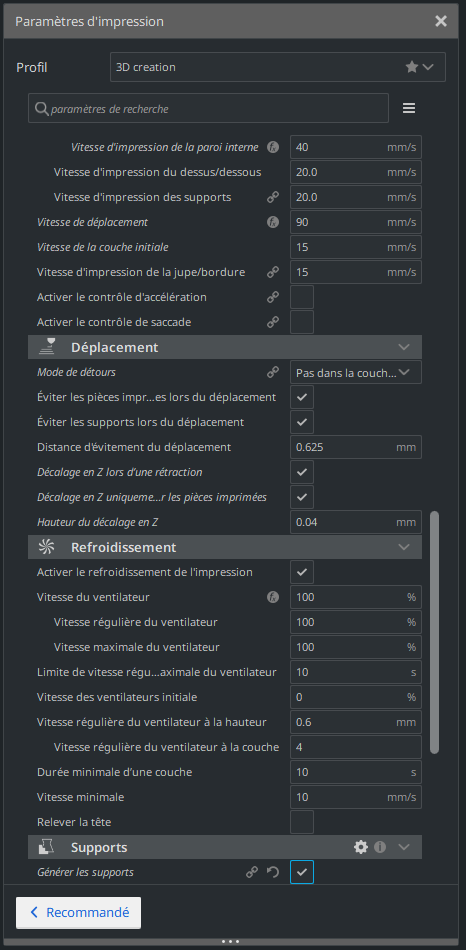
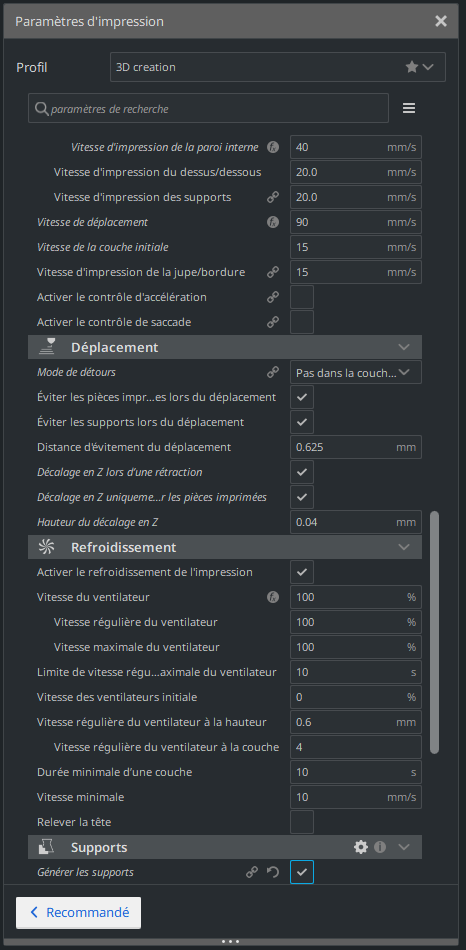
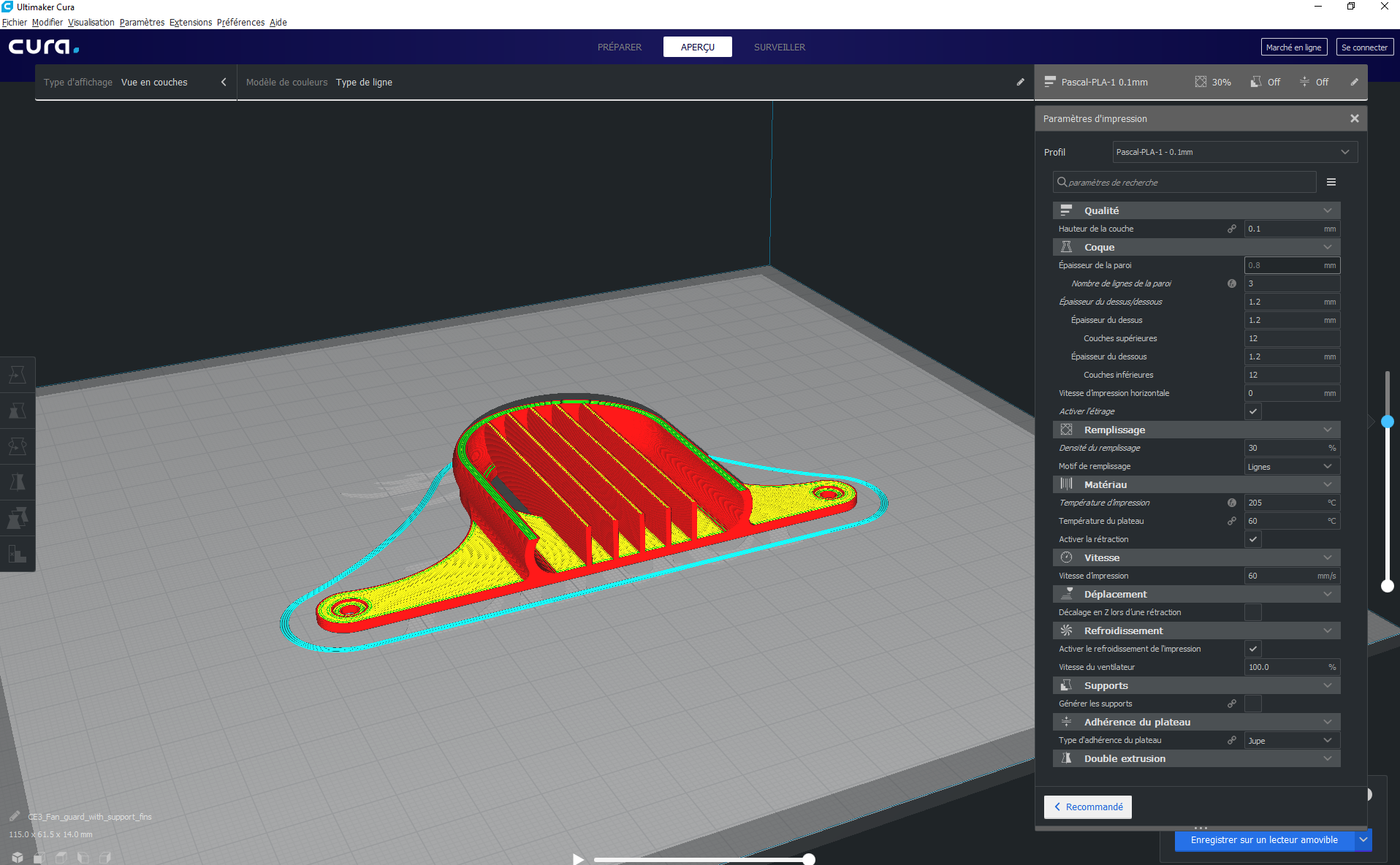
Bonjour à tous, Je créer ce sujet car j'ai besoin d'aide pour mes impression sur mon Ender3 avec Cura 4.1.0 Je n'arrive pas à obtenir des pièces avec un bel aspect. de plus sur la pièce bleue de protection de ventilateur les parois son poreuses et quasi transparentes et fragiles Voici mes paramètres CURA: Et voila le résultat, pour info j'ai un plateau en verre Quelqu'un peut il me conseiller sur le paramètres a modifier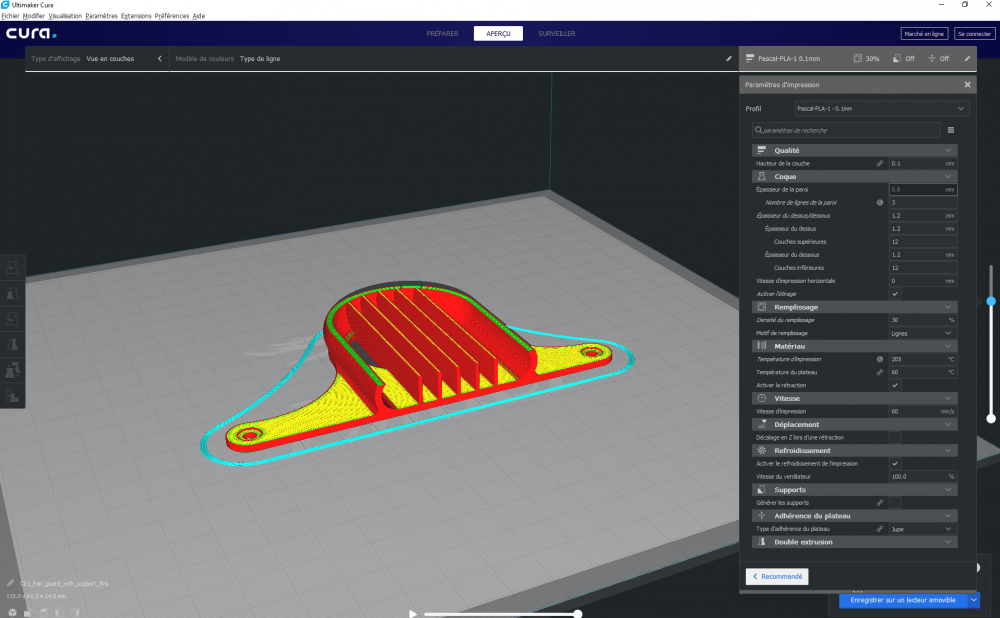

-
cura Ender3 ignores les paramètres CURA
Pascal-38 en réponse au topic de Pascal-38 dans Paramétrer et contrôler son imprimante 3D
Voila un impression que je viens de terminer, on vois que la dernière couche n'a pas un très bel aspect et de plus dans la zone entourée de rouge on vois que les parois n'adhérent pas. Quelqu'un sait il comment remédier à a ça au niveau de CURA 4.1.0 Merci d'avance