DidierV
-
Compteur de contenus
27 -
Inscrit(e) le
-
Dernière visite
-
Jours remportés
2
Tout ce qui a été posté par DidierV
-
Tutoriel anodisation aluminium pour les printer's
DidierV en réponse au topic de DidierV dans Discussions sur les graveurs laser, les CNC et l'usinage
MAJ : Les quelques bricoles sont en chemin... Le premiers colis ayant été perdu ! Je suis maudit avec les expéditions... -
Tutoriel anodisation aluminium pour les printer's
DidierV en réponse au topic de DidierV dans Discussions sur les graveurs laser, les CNC et l'usinage
Bonjour @Riv Merci pour tes encouragements J'en profite pour une petite MAJ... : Vous avez remarqué qu'une des choses les plus embêtante dans ce procédé, c'est le refroidissement du bain. La qualité du résultat est en grande partie lié à cette gestion. Et bien, j'ai mis au point une solution grâce à un print qui permet une solution qui revient à environ 5€. Je fini la mise au point et je reviens dans quelques jours avec le .STL et toutes les explications technique. A bientôt ;-) -
Tutoriel anodisation aluminium pour les printer's
DidierV en réponse au topic de DidierV dans Discussions sur les graveurs laser, les CNC et l'usinage
Allez, on y va ! Je vais tout reprendre sans les détails, vous pourrez aller voir les premiers posts de chaque étape pour vous rafraîchir la mémoire. On part du principe que votre pièce sort d’usinage... 1/ Attachement de la pièce : Attachez votre pièce avec du titane ou de l’aluminium. Le contact doit être ferme : Vous devez pouvoir secouer l’attachement sans que la pièce bouge. A partir de maintenant, ne touchez plus la pièce ! Ici, des attachements en titane. La section des attachement est dépendante du courant qui va traverser la pièce : Grosse surface = gros courant ! 2/ Lavage dégraissage : Amenez votre bain de lavage à 70° et maintenez cette température. Trempez votre pièce 15 minutes. Sortez et rincez à l’eau déminéralisée (une fois suffit). En surface, les corps gras s'émulsionnent... En fonction de l'alliage, des traces peuvent apparaître. Ne touchez à rien, les autres postes de préparation vont régler ça. 3/ Décapage : A température ambiante, trempez votre pièce 5 minutes. Sortez et rincez 2 fois à l’eau déminéralisée. Dans le bain de décapage à la soude, l'aluminium réagit très vite. Suivant l'alliage, la pièce peut ressortir blanche (série 1000 et 6000), grise (série 5000, alliages moulé,...) ou noir comme ici (série 2000 et 7000) 4/ Désoxydation : A température ambiante, trempez votre pièce 3 minutes en agitant un peu. Sortez et rincez 1 fois à l’eau déminéralisée. Après désoxydation, les pièces doivent redevenir parfaitement blanches sans aucune trace ! 5/ L’anodisation : Amenez votre bain d’anodisation à 18°C, trempez vos pièces dans le bain, mettez en route l’agitation et/ou le brassage. Reliez la pièce au + de l’alim. Mettez les potentiomètres de tension (V) et ampères (A) au minimum. Allumez l’alimentation. Ajustez la tension à 16V et laissez le courant au max. Voilà, reste à surveiller 2 points : - La température doit rester à 18°C, idéalement entre 17,5 et 18,5. - Vérifiez que la tension et le courant ne varient pas brusquement. Normalement, la tension devrait rester à 16V et le courant augmenter légèrement tout le long du cycle. Au bout de 45 mn, coupez l’alim, l’agitation et/ou le bullage, sortez la pièce et rincez la dans un bain d’eau déminéralisée. Faites un 2ème rinçage dans un autre bain d’eau déminéralisée propre. En sortie du bain d'anodisation, la pièce peut être blanche (série 1000 et 6000, certains 2000), grise (série 5000, alliage moulé) ou comme ici légèrement champagne (7075) 6/ La coloration : Amenez votre colorant entre 45 et 55°C (pas plus!). Trempez la pièce et agitez un peu. Suivant le colorant, le temps d’immersion varie de 1 à 10 mn. De temps en temps, sortez la pièce et trempez la dans un bain d’eau déminéralisée propre pour évaluer la saturation. Si vous trouvez que la coloration n’est pas suffisamment saturée, retournez dans le colorant. Rincez dans de l’eau déminéralisée. Plus la pièce trempe dans le colorant, plus la couleur sera saturée. 7/ Le colmatage : Amenez le colmatant à ébullition puis trempez votre pièce pendant un temps égal au temps d’anodisation. Le colmatant doit rester à ébullition pendant tout ce temps. Voila, le processus d'anodisation est terminé, rincez au robinet et admirez vos réalisations








-
Tutoriel anodisation aluminium pour les printer's
DidierV en réponse au topic de DidierV dans Discussions sur les graveurs laser, les CNC et l'usinage
La coloration et le colmatage : Ce sont des postes assez simples à condition de respecter certaines règles. Quand vous avez anodisé votre pièce, vous avez créé une couche d’alumine. Cette couche est massive pour 1/3 et poreuse pour les 2/3 restant (en surface de la pièce). Le bain de coloration est constitué de pigments qui vont pénétrer dans la couche poreuse et ainsi réaliser une teinture dans la masse qui donne cet aspect aussi particulier à l’anodisation : La teinture dans la masse n'a rien à voir avec une peinture... Les pigments se présentent en poudre ou concentrés liquide à diluer dans de l’eau déminéralisée. Pour bien diluer le colorant, voici comment faire : - Prenez 1/2 litre d’eau déminéralisée, que vous faites bouillir. - Dès que vous arrivez à ébullition, coupez le feux, versez les pigments et remuez. - Laissez revenir à température ambiante en remuant de temps en temps. - Transvasez dans une bouteille d’un litre, rajoutez le complément d’eau déminéralisée et agitez. Gardez vos colorants au frais et à l’abris de la lumière. Pour l’utiliser, amenez votre colorant à 20°C et ajustez le PH ( voir « Pour aller plus loin »). Ensuite, versez dans un récipient et faites chauffer entre 40 et 55 °C. Pas plus de 55, car à partir de 60°C vous allez commencer à colmater, ce qui sera catastrophique pour une belle coloration ! Faites attention aux recettes de grand-mère ! Utilisez des « colorant organique pour anodisation », le reste ne vous attirera que des ennuis... Le bain de colmatage, lui, va refermer les pores. 2 solutions : - Colmatage à l’eau distillée : Prenez de l’eau distillée, faites la bouillir et trempez vos pièces pendant 2 fois le temps d’anodisation en maintenant l’ébullition. - Colmatage avec un additif : Prenez de l’eau distillée, ajoutez le colmatant, faites bouillir et trempez vos pièces pendant 1 fois le temps d’anodisation en maintenant l’ébullition. Voilà, vos pièces sont finies ! Pour aller plus loin : Les colorants : Le PH du bain de coloration est très important : La plupart des colorants organiques dédiés à l’anodisation s’utilisent à un PH entre 5 et 5,5. Le noir, c’est souvent 4,6/4,8. Sur Amazon, un PH-mètre, c’est 15 € et avec un litre d’ammoniaque (rayon produit entretien en super-marché) vous ferez des quantités de solution PH+. Avec un litre de vinaigre d’alcool blanc (rayon vinaigrette ) vous ferez des quantités de solution PH-. L’ajustement se fait avec l’un ou l’autre fortement dilué (une cuillére à café dans un verre d’eau déminéralisée) et seulement quelques gouttes sont nécessaires. Voici une petite vidéo qui vous explique comment ajuster le PH d’un bain de colorant. C’est aussi valable pour le bain de colmatant : https://www.youtube.com/watch?v=ar7wbQhhwew Les colmatants : Vous avez 2 solutions pour colmater : « Eau distillée seule» ou « eau déminéralisée avec additif colmatant ». Franchement, vous faites comme vous voulez, mais : - Un additif colmatant haut de gamme, c’est dans les 9 euros la dose pour créer 16 litres de bain avec de l’eau déminéralisée (2 euros les 10 litres environ)… L’eau distillée, c’est environ 15 euros les 10 litres… - Avec de l’eau distillée, il faut doubler le temps de colmatage. Si vous avez anodisé 1h, il faudra colmater 2 h. - Faites bouillir pendant 2 h de la flotte et vous allez vite vous rendre compte que la quantité de liquide qui termine en vapeur est énorme ! - Un additif a l’avantage de bloquer quasi instantanément le dégorgement de pigment. Avec de l’eau distillée, c’est beaucoup plus long… Aussi votre bain de colmatant à l’eau distillée aura une durée de vie très courte. - Un dégorgement faible, c’est une coloration moins (voir pas du tous) dénaturée... - Un bain additivé sera plus stable en PH (effet "buffer" de l’additif). - Un bon additif de colmatage intègre un filtre UV, durcit la couche et donne un effet velouté très agréable au touché sur la pièce. Soyons clairs : Les combines qui trainent sur le net, c’est des bêtises… Par exemple, ajouter du sel de cuisine est une ânerie… Ça va ruiner vos pièces ! Utilisez soit de l’eau distillée au PH de 6 OU de l’eau déminéralisée avec un additif au PH de 6, point ! L’eau pour une ligne d’anodisation : En théorie, l’eau de dégivrage du congelo, l’eau de pluie, le condensa de clim sont utilisables… Sauf que si vous utilisez un TDS-mètre pour évaluer la qualité de ces eaux en PPM (partie par million), vous allez vous rendre compte que : - L’eau de dégivrage est aux alentours de 180 PPM, - L’eau de pluie est aux alentours de 100 PPM, - L’eau de condensa est aux alentours de 300 PPM. - L’eau déminéralisée ou distillée est à 0 PPM Pourquoi ? C’est très simple : Pour avoir de bons résultats avec ce type d’eau, il faut un labo ! Si en théorie, ces eaux sont pures, en faite, le simple fait de les récupérer sans un équipement adéquate va les polluer. L’eau de pluie, ça va marcher si vous la récupérez à 4000 mètres dans une zone reculée sans pollution, quant au condensa, vous n’imaginez pas le bouillon de culture biologique… Ce qu’il faut pour anodiser, c’est une eau entre 0 et 3 PPM ! Et puis pour récupérer un volume d’eau conséquent, avec une clim ou un congélateur, bon courage ! Donc, laissez tomber les eaux de récupération et utilisez de l’eau déminéralisée ou investissez dans un petit osmoseur d'aquarium qui vous fournira de l'eau de très bonne qualité. Prochaine étape, on anodise une pièce ;-)
-
Tutoriel anodisation aluminium pour les printer's
DidierV en réponse au topic de DidierV dans Discussions sur les graveurs laser, les CNC et l'usinage
Bonjour à tous, Désolé pour le délai et finir ce tuto... Un petit stage à l’hôpital me tiens loin de mes obligations en ce moment... Mais pas d'inquiétude, encore une semaine et j'attaque une quinzaine de convalescence qui sera particulièrement bien adaptée pour finir ce tuto A bientôt donc -
Tutoriel anodisation aluminium pour les printer's
DidierV en réponse au topic de DidierV dans Discussions sur les graveurs laser, les CNC et l'usinage
Bonsoir @divers, Merci, mais ce n'est pas finit Je suis en train de rédiger la suite... C'est un peu long car la nouvelle législation sur l'acide de batterie (entre autre...) m'accapare ! Mais pas d'inquiétude, la suite arrive A bientôt -
Tutoriel anodisation aluminium pour les printer's
DidierV en réponse au topic de DidierV dans Discussions sur les graveurs laser, les CNC et l'usinage
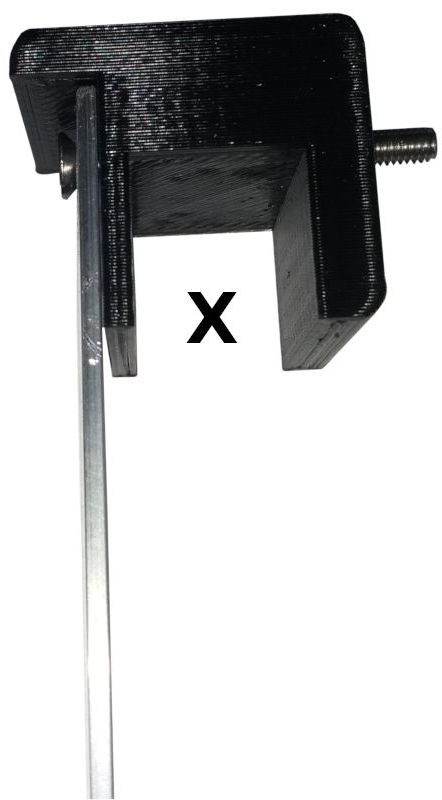
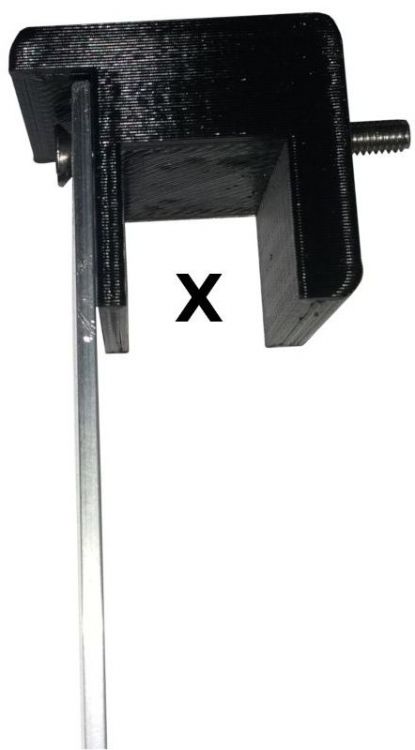
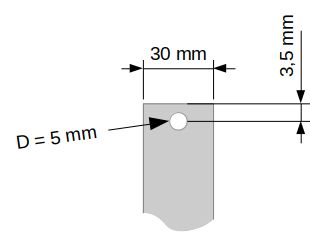
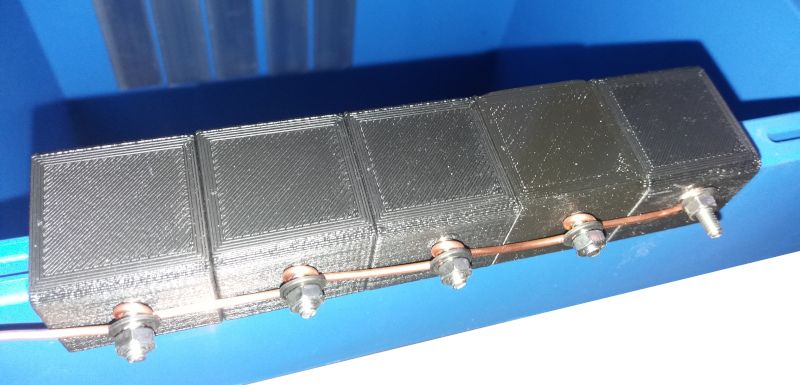
Le bac d’anodisation : C’est là que vous sortez l’imprimante 3D ! Commençons par trouver un bac adapté à l’anodisation, ou plutôt aux pièces que vous voulez anodiser ! Que vous anodisiez avec un petit bain de 2 litres ou de 1000 litres, le procédé est strictement le même ! Et comme tous les bains sont permanents, je vous recommande de commencer petit, entre 2 et 8 litres. Si vous avez besoin de plus gros, vous n’aurez qu’à augmenter le volume des bains. La forme idéale, pour plusieurs raisons que nous verrons, est un sceau rectangulaire assez haut. Commençons par faire les cathodes. Je vais simplement vous montrer celles que nous avons mises au point, car c’est un système qui permet de s’adapter à n’importe quel bac. Voici la pièce à réaliser, qui permet le montage de plat alu que vous trouverez facilement en super marché de bricolage (prenez-le dans le rayon des profils, car c’est du 6060 qui est parfait). Pour l’adapter à votre cas, il vous suffit de modifier la valeur "x" en fonction de la largeur du rebord de votre bac : Et le plan de perçage du plat de 30*2 : Ensuite, imprimez-en autant que nécessaire pour obtenir quelque chose qui ressemble à ça : Plus la surface est grande, mieux c’est ! Les 2 cathodes en opposition apportent les meilleurs résultats Reliez-les ensemble avec un fil électrique rigide de forte section comme ceci : Voilà, vous avez 2 cathodes rigides, de la taille idéale suivant votre bac et que vous pouvez facilement retirer et rincer. Bien sur, vous pouvez (comme dans la vidéo) aussi utiliser du plomb si vous en avez. Maintenant, l’agitation : Plutôt que de long discours, une petite vidéo : La seule chose à garder en tête : Ce qui trempe dans le bain sans être en contact au + ou au - doit être exclusivement en Inox A4 (316), titane, alu, plomb ou plastique (PLA ou encore mieux PETG). Ce qui trempe dans le bain ET en contact au + ou au - doit être exclusivement en titane (+), alu (+), plomb (-). Votre bac est prêt, reste à monter l’électrolyte. Admettons que votre bac puisse contenir 10 litres et que vous le remplissiez avec un volume de 6 litres. Achetez en super-marché de bricolage 3 litres d’acide de batterie (Acide sulfurique pour batterie entre 32 et 37 %, environ 4€ le litre) et quelques bidons de 5 litres d’eau déminéralisée (environ 2€ les 5 litres). Pour faire 6 litres d’électrolyte, versez dans le bac 3 litres d’eau déminéralisée et ensuite 3 litres d’acide de batterie. Voilà, votre électrolyte est prêt. Dans la rubrique « Pour aller plus loin : » nous améliorerons ce bain, mais dans l’absolu, vous avez maintenant un bain d’anodisation tout à fait utilisable ! On ne va pas anodiser de suite, on va d’abord préparer les 2 derniers postes : la coloration et le colmatage. Pour aller plus loin : Les cathodes : Jusqu’à récemment, pour les cathodes, nous utilisions des plaques de plomb. Le plomb est facile à former, à couper et vous pouvez le laisser tremper à demeure dans le bain électrolytique, il ne bougera pas. Son seul défaut, ce n’est pas le meilleur conducteur du courant… Mais nous avons arrêter, car pour des raisons écologiques et sanitaires, son prix monte en flèche. La meilleure alternative, c’est l’aluminium. Facile à former et percer, excellent conducteur électrique, peu cher et facile à trouver, il n’a qu’un défaut : Il ne faut pas le laisser à demeure dans le bain, car il va dissoudre de l’alu et au bout d’un moment, trop baisser la résistivité du bain. Il fallait donc un système qui permette de sortir facilement les cathodes du bain. Vous pourriez utiliser du titane. Comme le plomb, il peut rester à demeure dans le bain, mais c’est difficile à trouver, à percer, à former, à couper et cher. De plus, ce n’est pas le meilleur conducteur électrique… Le titane est un bon choix avec de très gros bains où il est compliqué de retirer les cathodes. Le graphite : C’est le (pire) choix de pleins de tutos. Très difficile de trouver des plaques qui seront forcément épaisses. Quant aux mines de crayons, c’est juste une blague : surface trop petite, connections compliquées et le graphite qui sert à faire les cathodes industrielles n’a rien à voir avec des mines de crayons ! L’inox (316) : Comme le titane, mais en plus il va libérer des polluants dans le bain au fil du temps… Franchement, si vous en avez, prenez du plomb ou de l’alu… Le reste, c’est des ennuis pour aucun avantage avec des petits bains. Agitation avec moteur 220V : C’est le top! A la base, ce sont des moteurs de brassage d’aquarium. MAIS : C’est un joint qui sert de palier et ce joint ne va pas résister à l’acide. Le joint va se dévorer vitesse grand V, l’arbre va frotter contre le corps en plastique du moteur, le ronger et l’acide va rentrer dans le moteur et le mettre en court circuit. Nous, on a fait fabriquer des joints de remplacement, résistant à l’acide, mais bon, le joint (vu les volumes car vous imaginez bien qu’il n’y a pas des milliers de gens qui font de l’anodisation…) c’est le prix du moteur. Mais c’est vrai que cette solution est très confortable, réglable dans tous les sens et ne nécessite pas d’alimentation DC. 1 : Molette supérieure de réglage de profondeur du moteur (print 3D) 2 : Molette inférieure de réglage de profondeur du moteur (print 3D) 3 : Tige fileté M4 en inox A4 4 : Pivot moteur pour orientation du flux (print 3D) 5 et 6 : Moteur et prise Agitation avec moteurs courant continu : C’est un bon choix pour les bricoleurs… Facile à trouver en récupération (vieux jouets par exemple). Votre imprimante 3D vous fabriquera facilement une platine de fixation et un coupleur entre l’arbre moteur et la tige filetée en inox A4 qui vous servira à faire un arbre long. Les hélices, ben c’est des hélices ! Si vous avez pas assez de brassage, imprimez et rajoutez des hélices ;-) (détail dans la vidéo) L'électrolyte : Vous avez remarqué que je parle d'une température de bain à + de 19°C dans la vidéo. En fait, avec simplement de l'acide de batterie et de l'eau déminéralisée, vous ne devez pas dépasser 19°C. Au delà, vous allez avoir de gros défauts d'aspect. Restez même à 18°C qui est la norme en industrie... Pour monter à plus de 19°C, il faut ajouter un additif d'anodisation. Cette additif permet d'anodiser à max 27°C pour : - Créer des pores plus large et optimiser la coloration, - Avoir un contrôle plus simple de la température, - Utiliser des alimentations à 13/14V, plus facile à trouver que les 16V nécessaires à 18°C. Prochaine étape : préparation des bains de coloration et colmatage.


-
Tutoriel anodisation aluminium pour les printer's
DidierV en réponse au topic de DidierV dans Discussions sur les graveurs laser, les CNC et l'usinage
Petit résumé et derniers conseils sur la préparation des pièces : On a lavé, décapé, désoxydé (et rincé à chaque étape). Voici une petite vidéo qui résume la phase de préparation. Vous verrez qu'en vidéo, c'est assez simple (Attn modérateur : C'est une vidéo non répertorié pour les forums ou les produits ne sont pas cité ) Vous imaginez bien que vous n’allez pas tenir la pièce avec vos doigts… Alors, il faut l’attacher. L’attachement est un des point crucial de l’anodisation. « Si la prise d’origine est l’art du tourneur, l’attachement est l’art de l’anodiseur » (Citation de DidierV, 1965/20xx, héros national qui a survécu au covid, à la monarchie de la 5ème république et à la cuisine de son épouse) . Déjà, les matériaux d’attachement : Aluminium ou titane, rien d’autre ! Avec toutes autres matières, pollution du bain d’anodisation garantie. L'interet d’attacher la pièce avant de faire tous les postes est multiple : - L’attachement sera dégraissé, décapé et désoxydé en même temps que la pièce, - Vous n’aurez pas à toucher les pièces avec vos doigts, ce qui est la garantie de ne pas laisser de traces, Utilisez du fil d’alu ou de titane. L’alu permet de passer des courants forts, mais va s’anodiser avec la pièce. Aussi, pour le réutiliser, il faudra le passer 30 minutes au moins dans le bain de décapage pour ronger la couche anodique créée par la dernière anodisation. Le titane, lui, restera totalement intègre des centaines d’années. Cependant, le titane est plus résistif. Voici quelques exemples d'attachement : Ici, un fil d’aluminium avec une boucle et une vis titane pour monter différentes pinces suivant le type de pièce. La gaine thermos-rétractable sert à ne pas anodiser une trop grosse surface du fil : Après anodisation, il suffira de couper la boucle, de dénuder et de reformer une boucle. Ici, une pince réglable en titane. Comment choisir ? La surface de la pièce détermine le courant d’anodisation : Plus la pièce a de surface, plus il faut de courant ! Quelques points de référence : - Un rectangle de 50 mm * 30 mm * 1 mm d’épaisseur demandera moins de 1A : Fil titane de 1 mm - Un bloc de chauffe de CR10, moins de 2A : 2 fils titane de 1 mm ou 1 de 2 mm - Un profil de châssis d’imprimante de petite taille moins de 5 A : 2 fils titane de 2 mm ou fil d’alu de 3mm - Un profil de châssis d’imprimante de grande taille moins de 10 A : 2 fils d’alu de 3mm. Le contact fil/pièce doit être ferme ! Utilisez un perçage avec une vis titane pour les grosses pièces, ou un pincement en réalisant une boucle qui sera insérée dans un perçage. N’oubliez pas que là où il y a contact entre la pièce et l’attachement, il n’y aura pas d’anodisation, donc utilisez une zone cachée ou un perçage. Pour en revenir aux bains de préparation et de rinçage, utilisez des bacs en PP5, c’est très courant, pas cher et ils résisteront très bien aux bains. Idéalement, choisissez-les avec un couvercle étanche. Maintenant, on attaque la fabrication du bain d’anodisation.

-
Tutoriel anodisation aluminium pour les printer's
DidierV en réponse au topic de DidierV dans Discussions sur les graveurs laser, les CNC et l'usinage
Du coup, j'espère que le fond sera au niveau -
Tutoriel anodisation aluminium pour les printer's
DidierV en réponse au topic de DidierV dans Discussions sur les graveurs laser, les CNC et l'usinage
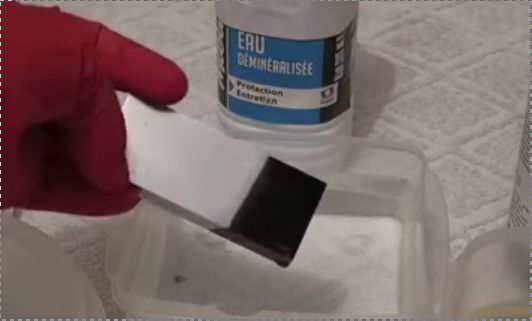
3ème étape : La désoxydation. La désoxydation a 2 buts : - Éliminer les éléments d’alliage oxydés par le bain de soude, - Neutraliser les résidus de soude. Ici aussi, c’est un bain permanent avec une très longue durée de vie à une condition : Après décapage, soignez les rinçages ! La soude est une base, le désoxydant est un acide. Quand on mélange les deux, on les neutralise. C’est un bain qui n’émet aucune vapeur et hormis que la pièce deviendra bien blanche, aucune réaction. Pour monter le bain, il faut utiliser un produit dédié ! Le fabriquant doit vous donner le ratio eau/produit actif. C’est à utiliser à température ambiante. Trempez votre pièce et agitez doucement, en 3 minutes elle doit être parfaitement blanche. Si elle ne blanchit pas, c’est que vous n’êtes pas en face d’aluminium, mais d’un alliage contenant de l’aluminium. C’est le cas du Zamak qui n’en contient que 30 % ! N’essayez même pas de l’anodiser, vous ne feriez que polluer irrémédiablement le bain d’anodisation. Rincez à l’eau déminéralisée. Après désoxydation, la pièce doit être parfaitement blanche. Pour aller plus loin et tout comprendre : Historiquement, c’est l’acide nitrique qui était utilisé à 10/15 % de dissolution, MAIS : L’acide nitrique est interdit à la vente aux particuliers ! Vous ne le trouverez qu’à 53 % de concentration et c’est très dangereux !!! Ne tentez pas de vous en procurer par des moyens détournés ! Il faut savoir le manipuler et disposer de vrais EPI chimiques costauds ! Ne jouez pas avec ça si vous n’avez pas été formé à son utilisation, c’est une saloperie pour un amateur non éclairé. J’espère que je suis clair… Certes, un désoxydant dédié est plus cher au litre, mais aussi efficace, voir plus car orienté sur les éléments d’alliage problématiques en anodisation et bien moins dangereux ! Voilà, la préparation de la pièce est finie. Après un petit résumé rapide, on attaquera la fabrication du bain d’anodisation ? Faites chauffer le plateau de vos bécanes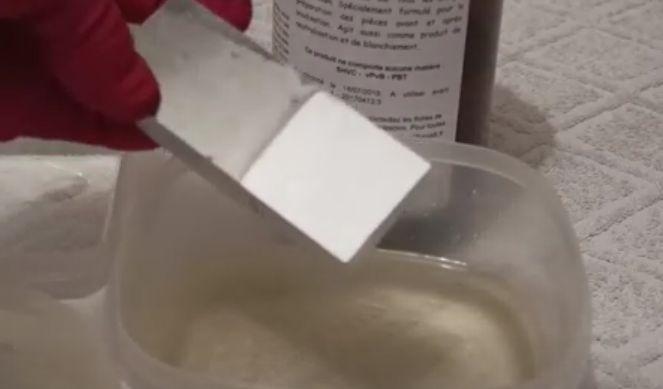
-
Tutoriel anodisation aluminium pour les printer's
DidierV en réponse au topic de DidierV dans Discussions sur les graveurs laser, les CNC et l'usinage
2ème étape : Le décapage. Le décapage a 2 buts : - Ronger la couche naturelle d’alumine qui se forme au contact de l’oxygène, - Oxyder les éléments d’alliage de l’aluminium. C’est aussi un bain permanent qui vous servira très longtemps ! Pour le monter, utilisez un bac en plastique (Le PP5 très courant résistera des années). Procurez-vous un litre de lessive de soude (dans les 2€ le litre en super-marché de bricolage). Voici comment faire : Montez le bain en versant de l’eau déminéralisée puis la lessive de soude au ration de 1 pour 6 : Une dose de soude pour 6 doses d’eau. Notez le volume avec un marqueur. Voilà, votre bain est fini ! Ce bain s’utilise à température ambiante, trempez votre pièce dedans 5 minutes, sortez la et rincez 2 fois à l’eau déminéralisée. Attention : La soude attaque fortement l’aluminium en dégageant des vapeurs irritantes. Pas de problème si vous faites un corps de hotend dans un verre, mais sur un bain de 20 litres avec 3Kgr de pièces dans un atelier, il faut une extraction ou travailler à minima sous une fenêtre. Très vite le bain de décapage produit des micro-bulles qui trouble la solution, c'est un phénomène normal... Pour aller plus loin et tout comprendre : La soude attaque l’alumine, l’aluminium et oxyde les éléments d’alliage. Vous verrez qu’en quelques secondes, il y a dégagement de micro-bulles et en 2 minutes, le bain de décapage est opaque. Pas d’inquiétude, il n’y aura pas de projection, ça reste une réaction soft. Plus vous laissez longtemps la pièce dans le bain, plus elle aura un aspect satiné. Donc, pour une pièce polie, ne dépassez pas 3 minutes. Mais ce peut être un choix de fortement satiner, pour enlever des traces d’outils et uniformiser la pièce ou simplement car vous ne voulez pas avoir une pièce brillante. 5 minutes est un bon compromis. Cependant, attention : Sous M5 et au-delà de 3 mn de décapage, protégez les filetages ! Une solution simple, c’est une vis en inox avec un peu de téflon de plomberie. Une fois la pièce décapée, rincez, enlevez les vis, les résidus de téflon et rincez encore. La soude se rince très mal ! Donc, n’hésitez pas : Laissez tremper et agitez un peu. La soude permet de révéler certaines caractéristiques de l’alliage. Si après rinçage : - La pièce est bien blanche, c’est certainement une série 1000 (très peu d’éléments d’alliage) ou 6000 (élément principal, le silicium qui est quasi sans conséquence) - La pièce est grise, c’est certainement un alliage de moulage série 4000 (qui peut contenir des tas de choses…) ou un 5000 (manganèse/magnésium), - La pièce est noir charbon, c’est certainement un 2000 (cuivre) ou 7000 (zinc). Le 2017 devient franchement noir au bain de soude... A quoi ça sert de savoir ça ? Pour l’anodisation et la coloration ! Les alliages 1000 et 6000 ne poserons pas de problème et s’anodise très bien. Vous pourrez faire toute la palette de couleurs dans tous les tons. Les 4000 et 5000 peuvent avoir une couche anodique plus ou moins grise suivant les taux d’éléments d’alliage. Du coup, difficile de faire un jaune ou un rose. Le 2000 permet toutes les couleurs, mais il ne faut pas anodiser plus de 40 mn, sinon des problèmes d’aspect vont apparaître. Le 7000 aura généralement une couche anodique plus ou moins ocre/champagne suivant le taux d’éléments d’alliage et l’épaisseur de couche. Un rouge donnera donc un ton grenat voir violet. Prochaine étape la désoxydation.
-
Tutoriel anodisation aluminium pour les printer's
DidierV en réponse au topic de DidierV dans Discussions sur les graveurs laser, les CNC et l'usinage
1ère étape : Le lavage. Le lavage est un vrai poste dans la ligne d'anodisation. Son but est de dégraisser sans attaquer l'aluminium. Pour cela, le mieux est d'utiliser un produit spécifique. Vous trouverez des bases chargées en tensio-actif qui permettent de créer des bains permanents spécifiques à l’anodisation. Un tensio-actif, c’est une petite bête avec des bras costauds, qui prend les corps gras et les rassemble pour en faire une bulle. Cette bulle ne se dissout pas dans le bain, mais remonte à la surface et flotte. Pour ceux de ma génération, Coluche a théorisé ce sujet ;-) Cela permet de créer un bain qui vous servira des dizaines de fois et avec un peu d’entretien, des années ! Mon bain actuel de 60 litres a 3 ans. C’est pas cher, terriblement efficace, écologique, facile à utiliser et sans danger. C’est généralement une poudre à dissoudre dans de l’eau déminéralisée. Voici comment faire : Prenez un récipient qui peut passer sur un réchaud ou une gazinière inox, alu ou acier émaillé. Versez dedans de l’eau déminéralisée et faites chauffer à 70°C puis rajoutez votre agent lavant. Le fabricant doit vous indiquer la quantité en grammes par litre et la bonne température (généralement entre 60 et 70°C, mais la température n’est pas critique pour ce bain). Trempez vos pièces et laissez infuser 15 minutes à 70°C. Sortez vos pièces et rincez-les immédiatement à l’eau déminéralisée, voir au robinet si vous n’êtes pas sur des états de surface style poli-miroir (nous reparlerons de ça au prochain chapitre). Une fois votre bain revenu à température ambiante, enlevez les graisses en surface avec une passoire fine, puis transvasez le dans un bidon et notez avec un marqueur le niveau : Ce qui s’évapore, c’est l’eau, pas le produit actif ! Donc, au fur et à mesure des réutilisations, vous compenserez la perte avec de l’eau déminéralisée. Les bulles que vous voyez dans la mousse, sont des corps gras... Le lavage avec un produit spécifique à l'anodisation n'attaque pas l'aluminium, mais oxyde légèrement les éléments d'alliage, c'est les traces que vous voyez sur cette pièce. Pour aller plus loin et tout comprendre : Un bon agent lavant : N’est pas dangereux, s’élimine à l’égoût, est efficace sur les corps gras et les charges lourdes et enfin, n’attaque pas l’aluminium. A la sortie, votre pièce peut avoir changé d’aspect et de couleur. Ce n’est pas grave et même normal. Les alternatives : - Les solvants : C'est la "fausse bonne" idée pour dégraisser : Prenez de l'acétone, trempez vos pièces dedans, les graisses sont dissoutes, mais le solvant se charge de corps gras. En effet, les solvants ne "désintègrent" pas les corps gras, ils les dissolvent... Aussi, quand vous sortez les pièces, le solvant s'évapore et reste un film gras. De plus, chaque fois que vous sortez votre bain solvant, il y a de l’évaporation et il se concentre en corps gras. Si vous utilisez un solvant, il faut le faire avec un chiffon. Mais bon, ça revient vite cher et l'acétone, c'est pas ce qui existe de mieux pour le corps humain... - La soude : Le lavage est une étape que beaucoup d'amateurs oublient. En effet, sur la majorité des tutoriels vous verrez que le lavage est réalisé avec une solution de soude. C'est une bêtise ! Voici pourquoi… La soude est un saponifiant, c'est à dire qu'elle transforme les graisses en savon, ce qui techniquement n'est pas mieux dans le cadre d’une anodisation. De plus, si vous avez des zones grasses et des zones non grasses sur votre pièce, la soude attaquera fortement et immédiatement les zonnes non grasse. Sur les zones grasses, la soude sponifiera les corps gras AVANT d’attaquer l’aluminium. Du coup, comme la soude satine l’aluminium, vous aurez des problèmes d’auréoles. - Le liquide vaisselle : C’est la meilleur alternative aux produits dédiés ! C’est ce que j’utilise en bain de prélavage pour protéger mon bain de lavage : Quand je reçois une pièce dégoulinante d’huile, une bassine d’eau très chaude avec une bonne dose de liquide vaisselle et trempette pendant 15 mn ! C’est pas parfait à la sortie, mais le plus gros des corps gras sont éliminés. Cependant, très peu d’effet sur les pâtes à polir, à tarauder et graisses épaisses, bref sans effet sur les charges lourdes,… Prochaine étape, le décapage.

-
Tutoriel anodisation aluminium pour les printer's
DidierV en réponse au topic de DidierV dans Discussions sur les graveurs laser, les CNC et l'usinage
Préambule sur la sécurité (avec une pointe humour ;-) ) : Tous les produits et techniques cités ci-après sont utilisables par n’importe quel adulte qui a survécu à l’adolescence… Si vous êtes du genre à meuler avec une disqueuse sans lunettes, tournez-vous vers la culture des poireaux et laissez tomber l’usinage, la chaudronnerie et l’anodisation, c’est pas fait pour vous. Pour ne pas se blesser, quelques règles simples : - Gants et lunettes : Tous les produits chimiques, sont dangereux ! Mais aucun de ceux que je cite ici vous rendront aveugle ! Si vous n’écoutez rien, que vous travaillez sans lunettes et que vous prenez une projection dans l'œil, rincez immédiatement à grande eau sous le robinet. - Ne jouez pas les alchimistes : Faire du gaz moutarde est un jeu d’enfant grâce au rayon droguerie de n’importe quel super-marché de bricolage ! Vous n’imaginez pas le nombre de gens qui en font sans le savoir pour nettoyer leurs cuvettes de WC et se retrouve à l’hosto… Donc, ne mélangez pas n’importe quoi ! - Gaffe aux enfants et aux animaux : Ne rangez pas les colorants dans votre frigo ! Si votre enfant se fait une rasade de rouge cerise et qu’il attrape une courante carabinée, je ne peux rien pour vous ! Rangez, fermez et étiquetez… - Faites suivant mes conseils, ni plus, ni moins : L’abus de sécurité est dangereux ! Anodiser avec un casque à souder et des gants en cuir est idiot ! - Prenez une habitude simple : Déjà l’eau et ensuite le produit actif. - Si vous avez utilisé une casserole pour réaliser un bain, ne faites pas de soupe (aux poireaux?) dedans ! Vous n’utilisez pas votre brosse à dent pour nettoyer vos pièces ? - Quelque soit le produit, ne sur-dosez pas et ne sous-dosez pas ! Ça ne marchera pas mieux, au contraire… Il n’est pas plus dangereux d’anodiser que d’usiner ou de souder… Il ne viendrait à personne l’idée de tirer un cordon à l’arc sans casque de soudure ou de mettre le doigt sur une fraise qui tourne pour voir si elle coupe bien ? Alors, pourquoi manipuler de la javel, du décapant peinture, des résines, des solvants,… sans protection ? Étrange… Quoi utiliser ? - Gants jetables par boite de 100, 6€ la boite (avant covid...), - Lunettes de meulage, 5/6 € la paire, - Une bouteille d'eau propre au cas où... -
Bonjour à tous, Suite au post Je vous propose un tutoriel qui va tenir compte du fait que si vous êtes ici, vous avez certainement soit une imprimante 3D, soit une CNC, ce qui va grandement faciliter les choses. Déjà, comme je pense que chacun devrait préciser s'il est dans la tranche des amateurs ou des pro, je vous précise que ma boite vend des produits pour anodiser. Les modérateurs me signaleront s'ils acceptent que je donne les liens des produits que je cite ou pas. Au pire, je vous donnerai les mots-clefs de recherche en français et anglais, vous tomberez sur les 3 ou 4 boites qui peuvent vous approvisionner, dont la mienne. Autre point d'importance, on ne fera pas de cours de chimie théorique. Vous n'avez pas besoin de savoir comment votre voiture marche pour démarrer et faire des milliers de Km? En anodisation, c'est pareil ! En outre, chaque fois que c'est faisable, je vous dirai comment faire en DIY. Je vais faire un post par étape pour traiter chaque poste : - Lavage, Décapage, Désoxydation, Anodisation, Coloration, Colmatage. Surtout ne croyez pas que j'ai inventé quoi que ce soit... C'est comme cela que l'on anodise en OAS (Oxydation Anodique Sulfurique) dans l'industrie depuis bientôt 1 siècle. Je ne fais que vous indiquer comment faire ce procédé avec des moyens limités et des produits autorisés pour les particuliers. En revanche, si vous suivez ce procédé, vous ferez des anodisations de qualité professionnelle, voir mieux car les industriels ont des contraintes que vous n'aurez pas. Dernier point, attendez que le tuto soit fini pour vous lancer, ça va prendre plusieurs jours et vous aurez ainsi une vue d'ensemble... A bientôt
- 28 réponses
-
- 11
-

-

-
Kit d'anodisation premier prix
DidierV en réponse au topic de Oikos dans Discussions sur les graveurs laser, les CNC et l'usinage
Bonjour Francis, C'est le gros problème en anodisation amateur : Comme en usinage ou en impression 3D et d'une manière générale, dans tous métiers technique, le résultat est une suite de processus et d'étapes : Pour fraiser, tu le sais, il faut avant de monter une fraise avoir une machine stable. Le meilleur outil sur un bouzin plein de jeux ne donnera rien, comme le meilleur fil sur une buse à 3mm du plateau. Hors, en anodisation, c'est pareil, sauf que l'on ne vois généralement rien... Ton colorant ne prend pas, mais de quoi ça vient ? Colorant ? Couche anodique ? Alliage ?... Alors, le mieux, c'est de reprendre à la base et de suivre le process "académique", après, une fois le procédé compris, libre à chacun de prendre des raccourcis en connaissance de cause Je vois que vous êtes déjà 3 à êtres intéressé, alors je m'en vais chercher la bonne salle pour le tuto afin de ne pas polluer ce post A bientôt ! -
Kit d'anodisation premier prix
DidierV en réponse au topic de Oikos dans Discussions sur les graveurs laser, les CNC et l'usinage
Bonjour à tous, Je suis tombé par hasard sur ce post. Il se trouve que l’anodisation est mon job : Notre société propose pour les professionnels (usineurs, bijoutiers, cosmétique, …) l’éducation (lycée technique, labo de fac, fablab, …) et les amateurs, des lignes d’anodisations. Mais, nous vendons aussi les produits nécessaires au détail. Divers à raison : Soit vous voulez du clef en main et là, autant acheter un kit, soit vous êtes bricoleur et il est assez facile de réaliser vous-mêmes les équipements, surtout qu’une imprimante 3D est un outil vraiment top pour cela : Beaucoup des composants de nos lignes sont réalisé en impression 3D. Les 6 CR10 que nous utilisons bossent à plein régime Nous utilisons divers fils, voir de l'usinage car nous vendons des pièces à vocation professionnelle et là, nous avons une obligation de fiabilité sur le long terme. Mais pour un amateur, du PLA ira très bien pour une ligne entre 2 et 20 litres qui fera une anodisation par semaine. Bien sur, avec un bain de 1000 litres, il faut basculer en usinage, mais c’est un autre débat… Si le sujet vous intéresse, je peux vous faire un tuto qui tient compte du fait que vous avez des imprimantes 3 D… Pour les produits, comptez 78€ pour une petite ligne de 8 litres. Le poste le plus cher est l’alimentation. Si vous en disposez, le reste est de la petite fourniture. Sinon, vous avez des solutions d’alimentation entre 20 et 60 € sur Amazon ou autres, voir en récupération, toujours dans l’optique d’anodisation de pièces d’imprimantes. Dernier point, la plupart des tutos du net racontent des âneries et/ou font l’impasse sur des concepts pourtant indispensables pour réussir vos anodisations ! C’est un peu comme si pour aborder l’impression 3D, vous vous basiez sur un tuto qui zappe la température de buse… Bref, si le sujet vous intéresse, faites moi signe -
OK, Mais je ne peut pas te répondre, je fais un remplissage de 100%.
-
Bonjour et merci de ta proposition, mais je n'en aurais pas besoin. Le petg que j'utilise me donne pleine satisfaction. La buse est une 0,4. Le chevauchement Tu entend quoi par la ?
-
Bonjour Fran6p, J'ai compris, après bien des recherches, une chose idiote qui m'avais échappée : On ne peut pas éditer le firmware dans l'imprimante et le ré-injecter... Je m'étais mis ça dans la tête et du coup, je ne comprenais rien aux divers tutos... Comme quoi, quant on débute, on part des fois en travers sur des choses basiques pour celui qui a un peu d'expérience Bref, j'ai donc édité le dernier Marlin (avec l'aide précieuse d'un ami) modifié les paramètres de surveillance des délais et hystérésis de température, compilé et injecté le Marlin avec une liaison GPIO du Pi vers la carte de l'imprimante. Un ajustement du Pid et voila, ça marche . Merci de tes remarques @fran6p A bientôt pour de nouvelles aventures (bug)
-
Mise à jour après une journée à chercher... En fait, pas de problème d'axes, c'était une bêtise honteuse de ma part , je ne m’étendrais pas plus sur le sujet... Reste ce problème de température ! Aprés avoir avalé un gros paquets de post sur ce forum et ailleurs, je vois 3 solutions : - Soit le capteur de T° de la buse est HS et donne de fausses informations, résultat "Heating failed, system stopped! Heater_ID: 0" - Soit la cartouche chauffante est HS, résultat "Heating failed, system stopped! Heater_ID: 0" - Soit comme sur ce post : et comme l'explique @Dal, c'est un problème dans config_adv qui, si j'ai bien compris, permet de régler un timing qui contrôle si la montée en température est bien dans un temps acceptable... Je vérifierais bien ce point, mais si quelqu'un pouvait m'indiquer ou trouver ce fichier... Merci d'avance
-
Bonjour à tous, Je viens d'installer octopi sur un rasp 3 pour ma CR10S5. J'ai 2 problèmes : 1/ Quand je lance un print (par exemple avec un bed à 60° et la buse à 200°), quand le bed atteint 60°, la buse chauffe, ce qui est normal. Le plateau redescend à 59° et la, la buse arrête de chauffer pour attendre que le plateau remonte à 60°. Du coup, la buse ne peut pas atteindre les 200° et le print ne démarre pas. C'est un problème que je n'avais pas avant l'installation d'octopi. 2/ Je ne parviens pas à bouger les axes depuis octopi... Je me dis que ça viens du Rasp ou d'Octopi et du coup, je vire le rasp et je reviens à la configuration standard. La, je me rend compte qu'en fait, ma buse (toujours avec une consigne à 200°) refuse de dépasser 194°. Arrivé à 194°, la température redescend à 185°, puis remonte à 194° et redescend à 185° et ainsi de suite... Je test avec une consigne à 210° et la, même punition, sauf que la buse monte à 200° puis redescend, remonte à 200° et ainsi de suite... Un autre problème est apparu : mes axes refusent de bouger ! Il faut que je fasse un « restore failsafe » pour qu'ils acceptent à nouveau les commandes... Pensez-vous qu'Octopi ait « foutu le bordel » dans le firmware de ma CR10 ? Avant octopi, j'avais aucun problème... Comment revenir à l'origine ? Merci d'avance de votre aide
-
Bonjour à tous, Comme promis, retour pour ceux que ça intéresse sur les tests de résistance chimique du PETG avec de l'acide sulfurique (32%), de l'acide nitrique (15%) et de la soude pour les bases. Aucun changement de texture, les pièces restent étanches. RAS donc A+
-
Bonsoir à tous, Je crois que j'ai trouvé, la configuration la plus efficace est la suivante : Je suis à 220° avec un bed à 70°, couche de 0.15, 100% de remplissage, vitesse d'impression à 60 mm/s (Remplissage 60, paroi externe 30, paroi interne 60), ventilateur à 0%, débit extrusion 105%. Je suis dans mes tolérances, la pièce est étanche, bien solide et l'aspect est identique. Voila donc mon standard pour le PETG. Maintenant, phase de test : ça va baigner une bonne semaine dans divers produits comme de la soude, de l'acide sulfurique et nitrique... La, je pourrais dire que je suis au point et si ça peut aider la communauté, je ferais le retour dans une semaine sur la tenue aux bases et aux acides. Merci à tous pour votre aide, @filament-abs.fr, je vais consulter les caractéristique de ce produit.
-
Bonjour à tous, Pas eu le temps de refaire des tests, ce sera pour ce WE... Si @filament-abs.fr passe par ici, des conseils seraient les bienvenues Merci d'avance
-
Merci pour vos conseils, Pour info, ventilo à 30% ne change rien : Ce n'est ni mieux, ni moins bien... Je vais passer à 0 pour tester. J'essaye de ne changer qu'un paramètre à la fois pour bien en voir l'effet... Après cette phase, je ferais des combinaisons A bientôt donc